
Abstract
The present study describes the implementation of a food safety system in a dairy processing plant located in the State of São Paulo, Brazil, and the challenges found during the process. In addition, microbiological indicators have been used to assess system's implementation performance. The steps involved in the implementation of a food safety system included a diagnosis of the prerequisites, implementation of the good manufacturing practices (GMPs), sanitation standard operating procedures (SSOPs), training of the food handlers, and hazard analysis and critical control point (HACCP). In the initial diagnosis, conformity with 70.7% (n=106) of the items analyzed was observed. A total of 12 critical control points (CCPs) were identified: (1) reception of the raw milk, (2) storage of the raw milk, (3 and 4) reception of the ingredients and packaging, (5) milk pasteurization, (6 and 7) fermentation and cooling, (8) addition of ingredients, (9) filling, (10) storage of the finished product, (11) dispatching of the product, and (12) sanitization of the equipment. After implementation of the food safety system, a significant reduction in the yeast and mold count was observed (p<0.05). The main difficulties encountered for the implementation of food safety system were related to the implementation of actions established in the flow chart and to the need for constant training/adherence of the workers to the system. Despite this, the implementation of the food safety system was shown to be challenging, but feasible to be reached by small-scale food industries.
Introduction
Implementation of the GMPs and SSOPs is a fundamental prerequisite to make implementation of the HACCP system feasible (Codex, 2003). A reduced implementation of HACCP by small to medium sized companies (Taylor, 2003; Ehiri et al., 1995; Sampers et al., 2012) is due mainly to the lack of a clear understanding concerning the benefits provided by the system, normally thought of as being limited or of an intangible nature (Henson et al., 1999). In addition, since motivation for implementing HACCP by an industry is directly connected to the expectations of the costs/benefits related to it (Henson et al., 1999), adoption of the HACCP system by these industries is more complicated.
In Brazil, implementation of the HACCP system in small to medium sized dairy processing unities is of fundamental importance to public health, since this segment is mainly composed of a variety of small to medium sized industries that supply a large proportion of the population. Thus, the objective of the present study was to report the implementation of a food safety system in a small dairy processing plant, to examine the challenges encountered, and to assess the role of food handlers' training in the implementation of the system.
Materials and Methods
Characteristics of the dairy processing plant and product chosen for implementation
The study was carried out in a dairy located in the central region of the State of São Paulo that processed approximately 15,000 L of milk per day. The HACCP system was only implemented for the yogurt production line, taking into account the specific product-process nature of this system. The list of ingredients and packaging used in the manufacture of the skim (0–0.5% fat) and semi-skim (1.5–1.7% fat) yogurt can be found in Supplementary Table S1 (Supplementary Data are available online at at
Implementation of the food safety systems
Preliminary steps: Diagnosis of the prerequisite programs and implementation of the GMPs and SSOPs
The first step of the preliminary procedures involved a meeting with those in charge of the dairy, in order to present the objectives, steps to be followed, responsibilities concerning the costs involved, potential benefits, and difficulties with respect to implementing the system.
Then, a team was formed that was responsible for coordinating and implementing the corrective measures of GMPs and HACCP. The HACCP team was formed of food handlers and was coordinated by the dairy processing plant manager.
The next step was an evaluation of the status of the dairy in relation to the implementation of the prerequisite programs (diagnosis). The diagnosis was carried out by way of visits to the internal and external areas of the dairy, using a check-list developed by the Brazilian Sanitary Surveillance Agency (Anon, 2002). The check-list used consisted of 150 questions contemplating buildings and installations, equipment, furniture and utensils, food handlers, food production and transport, and documentation (Anon, 2002). During the initial diagnosis, each item on the check-list was classified as “conforming” (when the requisite was fully adhered to), “not conforming” (when the requisite was partially or not adhered to), or “not applicable.” The percentage of conformities and nonconformities per section was calculated, and the processing plant was classified based on the percent of conformity (Anon, 2002).
The HACCP team was responsible for coordinating and implementing the corrective measures to improve the adaptation to the prerequisite programs (GMPs and SSOPs). A follow-up on the implementation of the prerequisite programs was carried out, following the preparation of a report on the initial diagnosis and a flow chart (Dias et al., 2012). The nonconformities were corrected and re-evaluated in parallel with the other activities involved in implementation of the food safety system, as described in Dias et al. (2012).
Preliminary steps: Training of the food handlers
An individual questionnaire was used concerning the hygiene habits of the food handlers and their knowledge concerning GMPs (see Supplementary Table S2). Based on the results obtained from this questionnaire, a training course was set up for the current dairy workers for them to acquire the necessary knowledge by way of descriptive classes, using illustrative figures and photos of the current conditions of the dairy. These workers were encouraged to debate the subject and make critical evaluations with respect to conforming to the requisites indicated by legislation (Anon, 2002). The training course developed was then presented to current and new workers so as to make them conscious of the importance of these tools in the safety of processed products. A total of three training courses were given, each covering one of the following: GMP, SSOP, and HACCP (Table 1). The changes in behavior and the difficulties encountered before and during implementation of the food safety system were observed by the team responsible, so as to facilitate future actions.
GMP, good manufacturing practice; SSOP, sanitation standard operating procedure; HACCP, hazard analysis and critical control point; CCPs, critical control points.
Implementation of the HACCP system in the yogurt processing line
In parallel to implementation of the GMPs and SSOPs, the HACCP system was also implemented for the yogurt processing line. Thus, the HACCP team worked on the preparation of the HACCP plan per se, following all the preliminary activities and the application of the seven HACCP principles as described by Codex Alimentarius (Codex, 1997).
For the hazard analysis (principle 1), in addition to the hazards and innocuousness of the foods (biological, chemical, and physical) as described by Codex Alimentarius (Codex, 1997), hazards that caused a loss of quality and/or integrity of the product according to the Brazilian legislation were also considered (Anon, 1998). Hazards of physical, chemical, and microbiological origins that could occur in the yogurt, raw materials, and processing environment were determined according to Forsythe (2002), Walstra et al. (2001), Tamine and Robinson (1991), and Oliveira et al. (1999). The CCPs of the process were identified using the decision tree established by Codex Alimentarius (principle 2) (Codex, 1997), and for each CCP, critical limits were established based on the literature, legislation, or expertise of the HACCP team (principle 3). In some cases, safety limits were established so that the critical limits were not passed, and CPP monitoring procedures were established, considering the ease of measurement and speed in obtaining the results and in correcting deviations. Monitoring procedures included visual observations, measurements, and laboratory analyses, and also the frequency of carrying them out and designation of an employee responsible for them (principle 4). Corrective actions were established when the monitoring procedure indicated that the CCPs were out of control (principle 5). All records generated during the monitoring of each CCP and notations of the corrective actions taken were recorded (principle 6). For this purpose, control and analysis spreadsheets, already available in the dairy, were updated and altered, allowing space to note the corrective actions applied and the name of the person responsible, as recommended by Mortimore and Wallace (1998).
In addition, HACCP plans were prepared for the yogurt processed in the factory, known as “HACCP for yogurt processing,” containing the following information: presentation of the company, product description and expected use, product identification, ingredients and type of package, study of hazards, production flow chart with identification of the CCPs, description of the processing steps, control plan for the CCPs, and a summary of the plan. The HACCP manual allowed for an overview of the HACCP plan and was used as supporting material during auditing. The principle of verification (principle 7) considered the following: revisions of the processing flow chart, the critical limits, the records and the monitoring measurements, assessment of deviation from the critical limits, and microbiological analyses of the final products. The interval for verification was generally 30 days, which could be increased with consolidation of implementing the HACCP plan.
Indicators used in the implementation of food safety systems
A total of 319 samples of yogurt were analyzed for yeasts and molds, and total and fecal coliforms. These microbial groups were used to indicate the hygienic quality and shelf life of the yogurt. The yeast and mold, and total and fecal coliforms counts (colony-forming units [CFU]/g) were carried out using the methodologies recommended by the National Animal Reference Laboratory of the Brazilian Ministry of Agriculture (LANARA, 1981).
Statistical analysis
The results obtained in the microbiological analyses were checked for statistical differences between the period before and after implementing the HACCP system. Analysis of variance and the t-test were used for comparison of means, adopting a level of rejection of α=0.05 (Gacula and Singh, 1984).
Results
Assessment and implementation of the GMPs and SSOPs
In the initial diagnosis for implementation of the GMPs, conformity of 70.7% with legislation was observed for the items analyzed (Table 2) (Anon, 2002). The item “food handlers” presented the highest percentage of conformity (85.7%; n=12), whereas the item “record keeping” presented the lowest value (15.4%; n=2). Table 3 shows the main nonconformities found after carrying out the initial diagnosis in the dairy processing plant. A flow chart was prepared by the HACCP team in order to correct the nonconformities and was put into practice between August and December of 2006.
Role of training in the implementation of food safety systems
During the training sessions, it was evident that, although most of the workers knew what food contamination meant, they had never received training before. In addition, greater resistance to changes in habits and conduct with respect to hygiene could be observed with time by the longer-term workers, as compared to those recently admitted. Another difficulty encountered was the high turnover of workers, impeding the consolidation of a team with the desired work standard and resulting in improvements taking longer than expected. It was found that some workers had problems filling in the CCP monitoring records, either due to forgetfulness or because they failed to recognize the importance of doing it.
Implementation of the HACCP system
The hazard analysis, taking into account hazards that could affect the safety and quality of the food and determination of the CCPs, indicated a total of 12 CCPs: (1) reception of the raw milk, (2) storage of the raw milk, (3 and 4) reception of the ingredients and packaging, (5) milk pasteurization, (6 and 7) fermentation and cooling, (8) addition of ingredients, (9) filling, (10) storage of the finished product, (11) dispatching of the product, and (12) sanitization of the equipment (Fig. 1). A summary of the HACCP plan, only including the CCPs, is available in Supplementary Table S3.
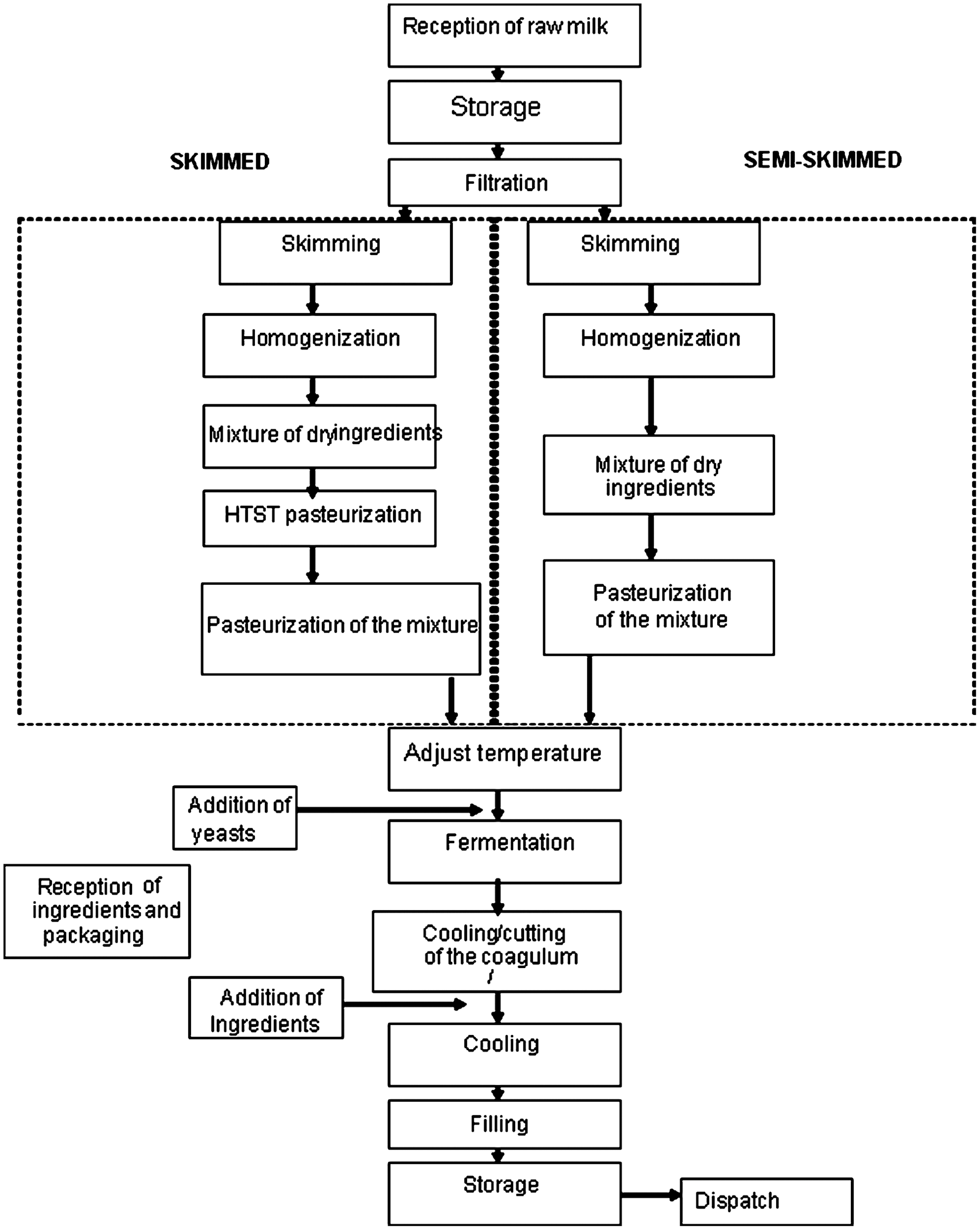
Flow chart of the manufacture of skim and semi-skim yogurt.
During implementation of the HACCP system for the yogurt production line, it was observed that six of the 12 CCPs had not been maintained completely under control, whereas for the others the deviations were promptly corrected.
Indicators of the implementation efficiency of the food safety system in the dairy processing plant
Table 4 shows the results of the microbiological analyses of 319 yogurt samples taken before and after implementation of the food safety system. A statistical difference was found between the means for the yeast and mold counts before and after implantation of the HACCP (p<0.05), with a tendency to fall while the system was being implanted. No differences were found between the means for the total coliform counts before and after implanting the HACCP (p=0.215), with a tendency to remain below the limit of 2.0 log CFU/g stipulated by legislation. The distribution of the values for fecal coliforms was similar, no statistical difference being found between the two periods (p=0.928). It was shown that these microorganisms were absent in the majority of samples analyzed, with a few sporadic contaminations giving counts above the permitted level (1.0 log CFU/g).
Results express the mean±standard deviation from 319 analyses (final products) performed before and after the HACCP implemenation.
In the same column, means followed by different letters differ significantly (p<0.05) in accordance with the t-test.
HACCP, hazard analysis and critical control point.
Discussion
Although no data exist on the minimum percentage of conformities with the GMPs to guarantee success of the HACCP, the fact that the company was classified in group II (51–75% of conformities) by the Brazilian Sanitary Surveillance Agency (ANVISA) (Anon, 2002), indicated that the industry was at an intermediate level with respect to its hygiene practices (Table 2). A more judicious classification with respect to the impact of implementing the GMPs could not be made, since this classification criterion is based solely on the absolute number of conformities. However, it is known that the GMP items can impact differently on food safety, since the chances of contamination depend on the nonconformity in question. The nonconformities encountered in the initial diagnosis of the GMPs indicated that the basic conditions for implanting HACCP had still not been established, and thus adjustments were made in order to conform to the prerequisite programs.
The introduction of a food safety culture in the factory was implemented by the training programs based on the individual questionnaires that each food handler filled out (Table 1). The trainings showed that, in general, the behavioral changes were more apparent soon after the sessions. However, these changes became less perceptible as time went by, especially during periods of increased production. Thus, constant training was found to be extremely important to guarantee that hygiene practices are maintained. This is because it is known that the repetitive nature of these tasks is one of the factors responsible for a reduction in the quality of hygiene during the handling of foods (Almeida et al., 2002). Therefore, it appears that frequent training in small groups of three or four people, organized so as to avoid interference with the production rhythm and allowing for a discussion of the specific failures of each one, is more efficient than sessions with larger numbers of workers.
Issues related to food handlers were still observed during the implementation of the HACCP system for the yogurt production line. Although some records were known to all the workers, since they were already part of the routine of the dairy, it could be seen that they were incorrectly filled in and with data not always corresponding to the facts. This issue was solved by individual meetings with those responsible for this task. In addition, the workers responsible for filling in the forms were invited to take part in their preparation, so as to increase their obligation and motivation, as recommended by Taylor (2003).
Deviations in the CCPs were due to a variety of causes, such as from a lack of adequate equipment, failures in monitoring, and problems with suppliers. With respect to pasteurization, it was found that for several days the graph of the pasteurization time was not recorded, due to failure on the part of the workers in utilizing the graphs. In this case, various meetings were held with those responsible for pasteurization, when they were oriented as to how to correct the problems encountered, and from that moment, this CCP remained under control. Failures in monitoring and the absence of corrective actions allowed for the temperature of the cold store to reach 24°C on one day in the month of July, leading to the deterioration of various products stored there. From this month, the group of workers responsible for the dispatching sector was further trained, and thereafter monitoring was carried out correctly, as were corrective actions when necessary.
The number of CCPs determined at the start of the implementation of the HACCP system in the dairy was high (n=12). However, as the food safety culture was still being created in the company, it was decided to maintain the 12 CCPs in the HACCP plan (see Supplementary Table S3). It is known that some of these CCPs—such as storage of raw milk, addition of ingredients, fermentation, cooling and cutting of the coagulum, filling, storage of the finished product, dispatching of the product, and sanitization of the equipment—can be controlled by the prerequisite programs. Thus, only the reception of the raw milk, reception of the ingredients and packaging, and the pasteurization of the milk and of the mixture should remain as CCPs in the HACCP plan for the manufacture of yogurt in this company.
Success in the implementation of the food safety system was assessed through the use of microbiological indicators. As shown in Table 4, the mean values of yeast and mold populations tended to remain below the maximum limit established by legislation of 2.3 log CFU/g (Anon, 2000). This result is consistent with hygiene failures identified in the monitoring of the CCPs, which was justified by the turnover of employees during the initial period.
Conclusion
This study highlights the main challenges faced in the implementation of food safety systems by a small dairy industry. The main difficulties encountered for the implementation of food safety system were related to the actions established in a flow chart for constant training/adherence of the workers to the system. Despite this, the implementation of the food safety system led to significant reductions in the populations of indicator microorganisms, showing that although challenging it is feasible to be carried out by small-scale food industries.
Footnotes
Disclosure Statement
No competing financial interests exist.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.