
Abstract
In food safety, implementation of prerequisites and application of Hazard Analysis and Critical Control Points (HACCP) guarantee the control of processes, and microbiological criteria permit validation of their effectiveness. With these aims in mind, this article presents the results obtained by the official control carried out by the Valencian administration in ice cream and cheese companies, located in the Xativa/Ontinyente area (Valencian region, Spain) in the period between 2005 and 2010. The audits of Good Hygienic Practices (GHP) and HACCP show that “Structure & Design” followed by “Hygiene & Cleaning” and “Traceability” were the evaluated items with most nonconformities. Pathogenic microorganisms were not found in any of the final products analyzed. Microorganism indicators of unhygienic conditions were present in 100% of the analyses; however, 87.98% of them had low levels, which did not exceed the microbiological criteria. These results highlight the general good effectiveness of the safety management systems implemented and emphasize that companies and official control must continue working in order to guarantee the consumers' welfare.
Introduction
P
European regulations on foodstuffs indicate that safety must be ensured by a preventive approach, such as implementation of prerequisites and application of procedures based on Hazard Analysis and Critical Control Point (HACCP) principles (Doménech et al., 2007; Doménech et al., 2009; Amagliani et al., 2012). The implementation of the HACCP plan in the global food market strengthens companies' positions and improves their competitiveness. However, it is generally accepted that small and medium-sized food manufacturers find implementation of food safety management difficult (Fielding et al., 2011). The lack of knowledge, motivation, and trust in food safety legislation together with the lack of financial resources and human resource limitations are the main barriers to the fulfillment of the requirements demanded by official control (Yapp and Fairman, 2006; Karipidis et al., 2009; Jianu and Chis, 2012). Small and medium-sized dairy companies are no exception; they also exhibit these important deficiencies together with those of training workers and technical staff, insufficient physical conditions, and the cost of the HACCP implementation (Karaman, 2012; Karaman et al., 2012).
Microbiological criteria are used in validation and verification of HACCP procedures and other hygiene control measures such as Good Manufacture Practice (Regulation (EC) No. 2073/2005). The relationship between the implementation of Good Manufacture Practice and the reduction of microorganisms was studied by Costa Dias et al. (2012), who tested 108 items in a dairy company and demonstrated that the populations of aerobic microorganisms and total coliforms were significantly reduced.
Therefore, in order to verify the implementation of the management systems and their effectiveness, the Member States should carry out official controls at appropriate stages of production, processing, and distribution (Regulation (EC) No. 882/2004). This article shows the results obtained by the official control carried out by the Valencian administration on small-sized ice cream and cheese companies, located in the Onteniente and Xativa area (Valencian region, Spain) in the period between 2005 and 2010. The main objective was to identify the primary weaknesses in the implementation of the prerequisites and HACCP, and evaluate their effectiveness in taking the microbiological criteria in sampling of the final product as reference.
Materials and Methods
Items checked
The geographic scope of this research is limited to health department-14 Xativa/Ontinyente that covers 64 municipalities in the Valencian region (Spain). The analyzed data correspond to seven companies of small size (with more than three and fewer than nine workers), which represent 10% of ice cream and cheese companies that exist in the Valencian region. In all companies, the level of compliance of prerequisites and HACCP were checked considering the following items: Food handling (training and personal hygiene practices); Hygiene and cleaning (equipment and supplies); Pest control; Storage (conditions as well as everything related to the packaging used in the company); Structure and design (design of the food industry plant and equipment so that hygienic conditions are safeguarded); Traceability; Waste control; quality of Water supply; Labeling (in accordance with legal requirements); Control of Processing; and Transportation (hygiene and cleaning, thermal control, and unloading conditions).
Nonconformities
The nonconformities or deficiencies observed were classified into three types according to their severity: (1) Type I: minor failure that does not affect the safety of the product; (2) Type II: failure that could affect safety; and (3) Type III: Deficiencies that definitely affect safety.
Samples collection
The analyzed data correspond to official inspections made from 2005 to 2010. Samples were taken and analyzed by the Department of Health and Food Control Service following the indications of Regulation (EC) No. 1441/2007. A total of 466 analyses were carried out (237 ice cream and 229 cheese) looking for indicator microorganisms: (1) of unsafe food such as Listeria monocytogenes, Salmonella spp., staphylococcal enterotoxin (only in cheese), which consequently define the acceptability or not of a product; and (2) of unhygienic processing conditions, such as coagulase-positive staphylococci in both products; Enterobacteriaceae only in ice cream and Escherichia coli only in cheese.
Approximately 250 g of samples were immediately stored in insulated containers at −18°C for ice cream and 4°C for cheese and were sent to the laboratory for analysis. The transport time was no more than 1 hour in any case. A record of the name of the company, the batch, expiration date, date of manufacture, storage conditions, etc., was generated in each case.
Isolation of bacteria
Samples were examined by official control laboratories, which are accredited following the standard ISO/IEC 17025:2005, which describes the general requirements for the competence of testing and calibration laboratories.
The detection of pathogens was performed following official methods: Salmonella spp. (ISO 6579:2002); Listeria monocytogenes (ISO 11290-1:1996 and ISO 11290-2:1998); staphylococcal enterotoxin (Hennekinne et al., 2003); Enterobacteriaceae (ISO 21528-2:2004); coagulase-positive staphylococci (ISO 6888-1:1999 and ISO 6888-2:1999); E. coli (ISO 16649-1:2001 and ISO 16649-2:2001). Microbiological results were interpreted in accordance with microbiological criteria of the official control as indicated by the Commission Regulation (EC) No. 1441/2007.
Statistical analysis
Descriptive and statistical analyses of the data were undertaken using Statgraphics Centurion XVI (StatPoint Technologies, Inc.). Relative proportions were compared using the chi-square test and Fisher's exact test. A probability value of <5% was deemed to be significant.
Results and Discussion
Prerequisites and HACCP weaknesses
Figure 1 shows the percentage of nonconformities (type I, II, and III) of the different items checked by the administration in the audited dairy companies. Taking into account the severities of the nonconformities, it is important to emphasize that type I nonconformities, which in any case involve a hazard to consumer safety, are more common (88.66%). Type II are less frequent (10.99%) and type III nonconformities, very serious faults, are practically nonexistent (0.34%). The statistical study showed that these small differences in the number of nonconformities were not significant (p=0.8169) in relation to year. With respect to the considered items, “Transportation” is the item with the lowest number of nonconformities with only one type I, followed by “Labeling” and “Waste control” with 8 and 10 type I nonconformities, respectively. On the other hand, the items with most nonconformities were “Structure & design” with 70 type I and 8 type II, followed by “Hygiene & cleaning” with 57 Type I and 6 type II. In relation to the most serious nonconformities related to safety, type III, only one, in the item “Processing,” was detected. These results coincide with several studies, which conclude that processing equipment often has a complicated structure, which is difficult to clean and disinfect (Sospedra et al., 2009; Lockis et al., 2011; Møretrø et al., 2012). Dioguardi and Franzetti (2010), after studying 10 craft and family-run dairies, also found important deficiencies in the structure of the buildings and the cleaning operations, concluding that new buildings or renovations were necessary in order to favor hygienic operations and reduce cross-contamination.
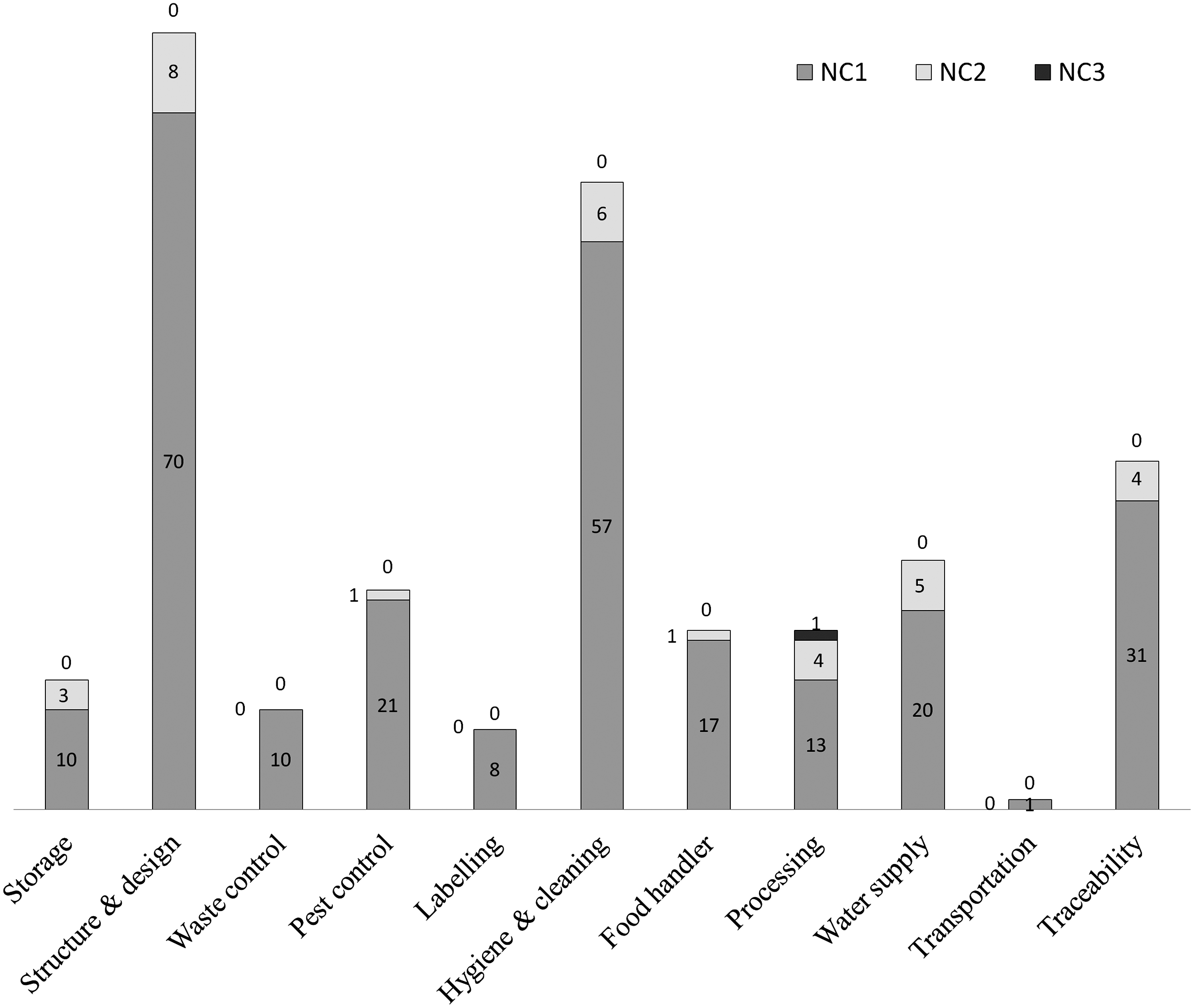
Percentage of nonconformities (type I, II, and III: NC1, NC2, NC3) of the different items checked by the administration in the audited dairy companies.
Lopez-Gomez et al. (2009) highlight that Food safety must be considered foremost as the overall engineering problem and emphasize the need to consider safety from the design stage, since only a good design of the building and equipment can avoid hazards, prevent cross-contamination, promote efficient hygienic practices, among other factors. Modifications of the equipment design, cleaning, and disinfectant procedures were also found to be effective in decreasing the occurrence of Listeria spp. in cheese factories (Gram et al., 2007; Silva and Gibbs, 2012). Similar conclusions were made by Pritchard et al. (1995), who obtained six positive equipment samples taken in dairy plants. Kells and Gilmour (2004) also demonstrated that contamination of packaging equipment was related to ineffective cleaning procedures, and Miettinen et al. (1999) verified that cleaning and disinfection practices combined with structural changes making for easier cleaning of the packaging machine resulted in eradication of L. monocytogenes in ice cream plants. A survey performed by the World Health Organization (1995) in Europe indicated that almost 25% of foodborne outbreaks could be traced back to recontamination. The most important factors contributing to the presence of pathogens in prepared foods were insufficient hygiene (1.6%), cross-contamination (3.6%), processing or storage in inadequate rooms (4.2%), contaminated equipment (5.7%), and contamination by personnel (9.2%).
Pathogens and hygiene indicators of microorganisms
In order to evaluate the effectiveness of the present food management systems (prerequisites and HACCP), the official control studies the microbiological performance. Significant differences (p=0.0000) were found between the prevalence of microorganisms indicators of safety and hygiene criteria. However, no significant differences were observed between type of products (p=0.5238) or year (p=0.7407).
In both ice cream and cheese, L. monocytogenes and Salmonella spp. were 100% absent. Also, staphylococcal toxin, only tested for cheese, was not found (Table 1). This means that in all cases the microbiological safety criteria were achieved (Silva and Gibbs, 2012). Similar values are published by Warke et al. (2000), who reported no isolation of salmonellae in 30 samples of ice cream. Similarly, no Salmonella spp. were detected in any of the 54 samples of cheese collected from industries examined as part of the EU Coordinate Programme for the Official control of foodstuffs (FSAI, 2006). Also, Ortolani et al. (2010) did not find Salmonella spp. and L. monocytogenes in any of the 18 samples of soft cheese analyzed. In relation to L. monocytogenes prevalence, rates of 0.4% (n=1055) (Miettinen et al., 1999) and 1% (n=30) (Warke et al., 2000) were found in ice cream. In cheese, results for L. monocytogenes coincide with the findings of Coveney et al. (1994), who did not detect this microorganism in any of the 17 soft and semisoft farmhouse cheeses analyzed. Also, prevalence was zero for L. monocytogenes in 54 samples of cheese from Ireland processing premises and another 54 samples from Italy (FSAI, 2006) and 1.0% was found in a study from 1997 to 1999 in 99 samples of soft cheese (Vitas et al., 2004). Manfreda et al. (2005) found 2.1% (n=1656) prevalence of this microorganism in Gorgonzola cheese sampled after packaging. However, higher values were detected by other authors: O'Brien et al. (2009), who reported a prevalence of L. monocytogenes of 5.9% (n=330), and 12.3% (n=65) found by De Farias (2006). This variation in the percentage of prevalence may be due to the type of cheese, intrinsic properties, thermal treatment, and process conditions. As stated above, staphylococcal enterotoxin was not found in this study, which coincides with findings of Kousta et al. (2010) (n=351) and O'Brien et al. (2009) (n=339).
No. (%) of analyses.
Results for microorganisms that are indicators of unhygienic processing conditions (Enterobacteriaceae in ice cream, E. coli in cheese, and coagulase-positive staphylococci in both products) are also shown in Table 1. One hundred percent prevalence was found for the three microorganisms, although the main percentage of positive samples was <100 CFU/g. Considering the percentage of prevalence with respect to the microorganisms indicators of unhygienic processing conditions, no significant differences (p=0.5501) were found.
In relation to E. coli, our results are in accordance with the 96% (n=54) reported by FSAI (2006) and were higher than those reported by other authors; Coveney et al. (1994) found 24% of the samples (n=96) to be positive; whereas O'Brien et al. (2009) did not detect it in 210 pasteurized milk cheeses tested. S. aureus, which is related to unhygienic handling or poor manufacturing practice, was found by other authors. Cremonesi et al. (2007) analyzed a total of 33 fresh, soft, semihard, and hard raw milk cheese samples provided by large- and small-scale producers and found all samples to be positive. A similar result was found in 30 samples of ice cream Warke et al. (2000). In the survey by Coveney et al. (1994), S. aureus was present in 48% of the cheeses tested, and in all types of cheese, including pasteurised milk cheeses, El-Sharef et al. (2006) found a rate of 38% (n=60).
Following the microbiological criteria established by Regulation 2073/2005 and amended by Regulation 1441/2007, all samples were classified as satisfactory due to the absence of pathogens. Prevalence of all microorganism indicators of unhygienic processing practices was 100%, although only 12.02% exceeded the established limits. Figure 2 shows the percentage of fulfillment of the microbiological criteria for this second type of microorganism for both products. Results indicate that the highest percentage of unsatisfactory quality was E. coli in cheese with eight samples that represent 22.22% (1200, 5300, 12,000, and five samples of 15,000 CFU/g), followed by 13.3% of Enterobacteriaceae in eight samples of pasteurized ice cream (100, 120, 130, 160, 290, 550, 2100, and 7800 CFU/g), and 11.1% of coagulase-positive staphylococci in cheese (390, 700, 900, 1500, 1700, 2400 CFU/g). The statistical study showed that these small differences between the percentage of nonfulfillment were not significant (p=0.2084) in relation to the type of microorganism analyzed.
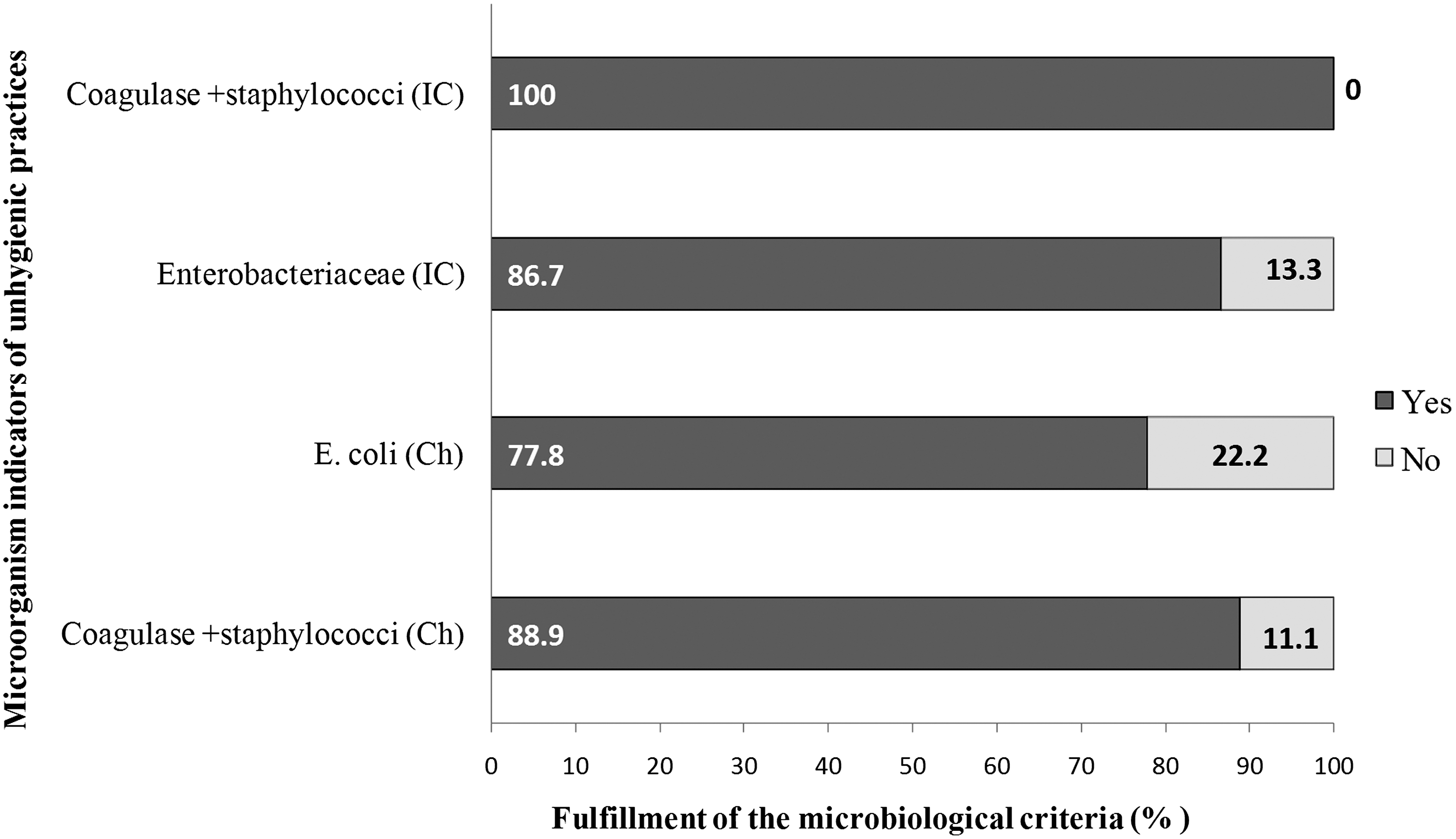
Percentage of fulfillment of microbiological criteria for the different products: IC (pasteurized ice cream) and Ch (pasteurized cheese).
Conclusion
Prevalence of pathogen microorganisms in this study was 0%; however, the presence of microorganism indicators of unhygienic processing practices was 100%, although applying the microbiological criteria, 87.98% were classified as satisfactory as they were within the limits permitted by the regulations. This could indicate correct pasteurization and a possible postrecontamination due to small failures in some aspects of the system of process management. Therefore, microbiological criteria confirmed a general good effectiveness of prerequisites and HACCP, though 12.02% were unsatisfactory. This indicates that companies must continue working to reduce nonconformities in “Structure and Design” and “Hygiene and Cleaning,” and official control must continue in its supervisory role to assist the companies' improvement, thereby ensuring consumer welfare.
Footnotes
Acknowledgments
This study was performed in collaboration with the General Director of Public Health of the Valencian Government Health Department. The authors are grateful to all inspectors from the Public Health Department of the Valencia Regional Government who participated in the monitoring program and thank the technicians of the Public Health Laboratory of Valencia Regional Government.
Disclosure Statement
No competing financial interests exist.