
Abstract
A commercial rAAV manufacturing process needs to provide a safe product at high yield, be easily scalable, regulatory-compliant, and have reasonable cost of goods. Considerations for process development include not only product quantity and quality, but also ease of obtaining equipment, performing validation, and demonstrating control. In these regards, it is usually efficient to make use of proven technologies for more established areas of manufacturing, such as cell culture and purification methods used by the recombinant protein/monoclonal antibody industry. We have focused on stable mammalian producer cell lines with adenovirus type 5 helper virus as a means of achieving these goals. This review describes our current approach for generating producer cell clones and designing a scalable, regulatory-compliant vector production and purification process that addresses any product safety concerns relating to helper virus. To date, a producer cell line-based manufacturing process has been implemented at the 250-liter production scale, with no foreseeable impediments to scaling up to commercial vector manufacturing in 2000-liter bioreactors or larger.
Introduction
The ultimate objective for recombinant adeno-associated viral (rAAV) vectors in clinical development is a commercial product. To supply a market for all but the smallest indications, an rAAV manufacturing process needs to provide a safe product at high yield, be easily scalable, regulatory-compliant, and have reasonable cost of goods. Considerations for process development include not only product quantity and quality, but also ease of obtaining equipment, performing validation, and demonstrating control. In these regards, it is usually efficient to make use of proven technologies for more established areas of manufacturing, such as cell culture and purification methods used by the recombinant protein/monoclonal antibody industry.
We have focused on stable mammalian producer and packaging cell lines as the means of achieving these goals and have developed our current methodology over the course of producing rAAV vectors for six clinical programs. For the purpose of this review, a producer cell line contains all components directly related to vector production, the vector genome and AAV rep and cap genes, and is induced by infection with a helper virus. A packaging cell line also contains the AAV rep and cap genes, which are induced by infection with a helper virus, but the vector genome is brought in at the time of production on a separate recombinant virus. Both systems have been successfully used by us and others (Clark et al., 1995; Gao et al., 1998, 2002; Chadeuf et al., 2000; Liu et al., 2000; Farson et al., 2004; Toublanc et al., 2004). However, because of the relative complexity of a packaging cell process with its three biological components (a cell line and two viruses), we have found the producer cell line to be more straightforward to develop into a commercial cGMP-compliant process. This review describes our current approach for generating producer cell clones and designing a scalable, regulatory-compliant vector production and purification process. To date, a producer cell line-based manufacturing process has been implemented at the 250-liter production scale, with no foreseeable impediments to scaling up to commercial vector manufacturing in 2000-liter bioreactors or larger.
Producer Cell Clone Selection
A key consideration in designing and developing a mammalian producer cell platform for rAAV is the method by which helper functions are provided to the cell. Although the specific gene products needed to promote AAV replication have been identified for several helper viruses (Matsushita et al., 2004; Alazard-Dany et al., 2009), their toxicity precludes incorporating them into a stable recombinant cell line, at least until a tight and practical regulation system is available. The most efficient and scalable method of supplying helper functions is to use a live helper virus, as long as adequate safety features are designed into the process. Adenovirus type 5 (Ad5) is a particularly good choice as a helper virus for large-scale rAAV manufacturing because it is simple to produce for raw material supply, and it is straightforward to both achieve and demonstrate Ad5 clearance with a wide safety margin.
The host cell needs to be susceptible to infection by the helper virus, able to maintain stably integrated copies of the often antiproliferative or toxic AAV rep gene (Yang et al., 1994; Zhou and Trempe, 1999), and able to grow well in suspension for expansion and production in bioreactors. For an Ad5 helper virus, several different cell lines have been successfully used (Clark et al., 1995; Qiao et al., 2002; Farson et al., 2004) but we have focused on the S3 subclone of HeLa, which adapts easily to suspension culture (Puck et al., 1956; Lockart and Eagle, 1959). HeLa is a nontraditional cell substrate for cGMP manufacturing, and the fact that it is a transformed human cell line can increase the hurdles for demonstrating acceptability to some regulatory agencies. However, HeLa is not unique in this regard, as commercially marketed recombinant therapeutic proteins (e.g., Replagal and Dynepo) have been produced in HT-1080 cells, a similarly tumorigenic human cell line (Plattner et al., 1996). The HeLa S3 cells that we use as a host for cell line generation have been characterized for risk factors related to safety as a cell substrate (Tatalick et al., 2005). No evidence was found for either oncogenicity of high molecular weight HeLa DNA or presence of occult oncogenic agents in whole cell extracts. The endogenous human prion protein gene was sequenced and shown to contain no mutations known to be correlated with transmissible spongiform encephalopathies (TSEs), and the cells themselves contain no protease-resistant (TSE-related) forms of the prion protein.
The packaging plasmid used to stably transfect the host cell contains AAV rep and cap genes of the desired serotype (packaging cassette), the vector genome with inverted terminal repeat (ITR), a selection marker for mammalian cells (e.g., a puromycin resistance gene expressed from a simian virus 40 [SV40] promoter), and components necessary for plasmid propagation in bacteria. For Ad5-induced production in HeLa cells, the endogenous AAV2 promoters and polyadenylation signal work well in the packaging cassette without issues of rep-mediated toxicity. Design of the vector genome is beyond the scope of this review, but for clinical use should have completely traceable origins. To date, we have had no issues generating stable cell lines with constitutive promoters for the transgene, although we have also never needed to use a known toxic gene. An additional consideration for plasmid design concerns minimization of the potential for pseudo-wild-type, or “replication-competent,” AAV (rcAAV). This is a recombinant species that can be generated during production by translocation of the ITR from the vector genome to the packaging cassette. Although a wide range of packaging cassette designs have been used to minimize rcAAV generation in transient transfection systems (Allen et al., 1997; Cao et al., 2000, 2002; Whiteway et al., 2003; Li and Samulski, 2005), eliminating short regions of homology between regions flanking rep/cap and the ITR (e.g., similar multiple cloning sites) has been sufficient in the stable cell lines. Without such regions of homology, the frequency of rcAAV generation from producer cell lines is typically below detection.
In generating a stable cell line for rAAV production, the general approach and goals are similar to those for recombinant protein production; the parental cells are transfected with plasmid and stable integrants are obtained by selection for drug resistance, and then screened for productivity and other desired attributes (Fig. 1). For rAAV, however, the approach is complicated by the terminal Ad5 infection needed to induce production. This requires replica plating for production screening. The approach, which has been successful in our laboratories, is to perform the selection for drug resistance in 96-well plates, seeding at densities that result in outgrowth in approximately half of the wells. This was found to be a reasonable tradeoff between throughput and minimizing the number of wells with multiple independent transfectants. Wells containing colonies are expanded to larger wells, and from there are replica plated for the initial production screen. Selective pressure for drug resistance is maintained only through these initial expansion stages in multiwell plates, because a cell line that requires drug selection for stability is not useful for large-scale manufacturing.
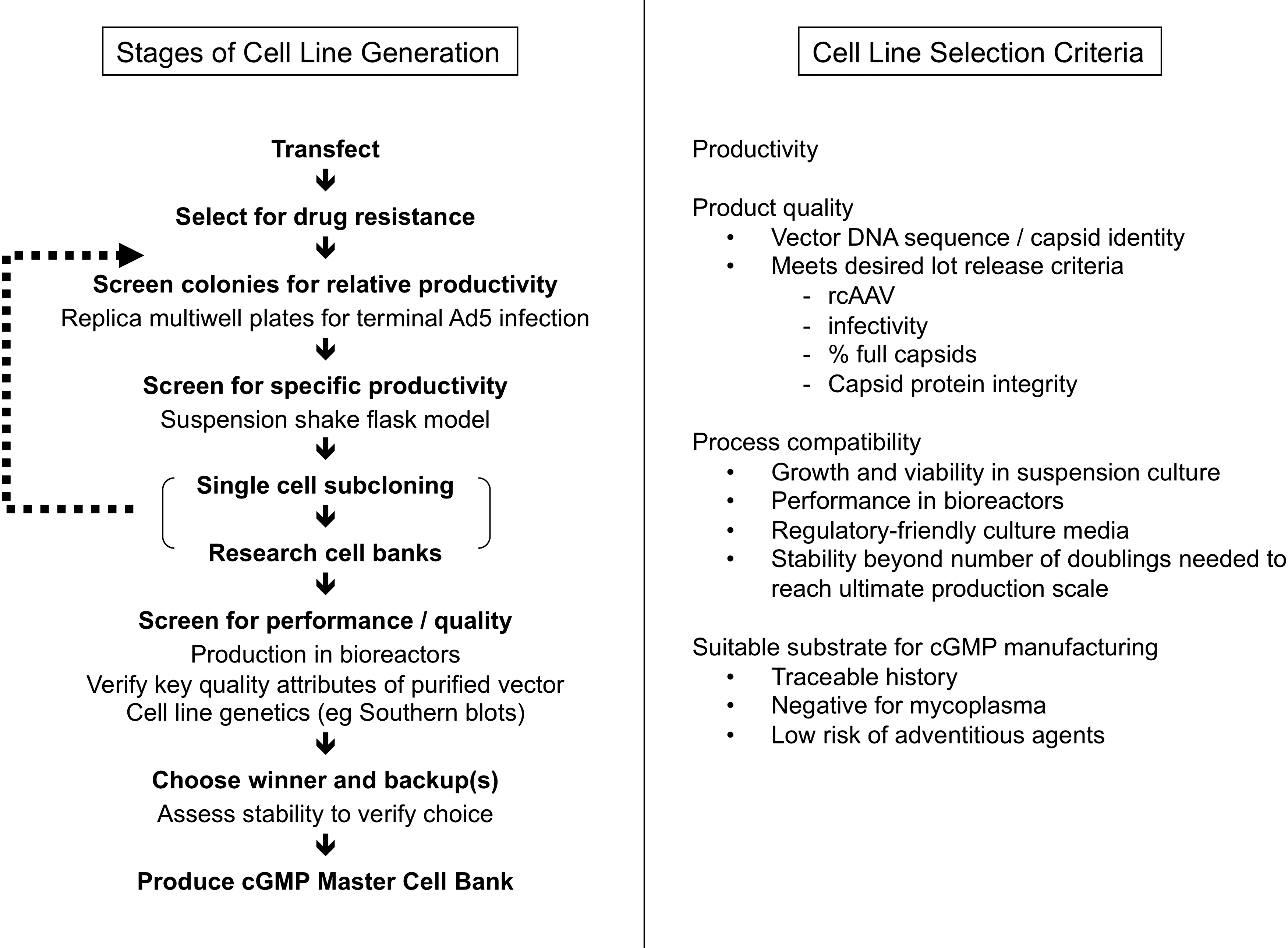
Cell line generation. Process flow from transfection of the host cell through production of the cGMP master cell bank is shown on the left. On the right, criteria used in choosing a cell line for use in cGMP manufacturing are summarized.
The initial relative production screen is performed in 96-well plates by infecting with Ad5 and using quantitative polymerase chain reaction (Q-PCR) to quantify DNase-resistant genomes in cell lysates. Ideally, at least several hundred wells will be screened. Approximately 10 of the highest productivity cell lines from the initial screen are expanded to shake flasks for further screening, beginning with the ability to grow well in animal-derived component-free (ADCF) suspension culture. Specific productivity (vector particles per cell) in suspension culture is then determined. At this stage, the top several cell lines are subcloned by limiting dilution, to reduce the chances of heterogeneity, which may arise due to multiple transfection events in the original well, or during adaptation to suspension. A similar, more limited, scale of sequential production screening is performed to choose the best three to five cell lines, representing at least several independent initial transfectants. At this stage, development cell banks are frozen for each of these lines. These provide both the earliest possible source of cells for producing an eventual cGMP master cell bank as well as a defined and reproducible starting point for the final comparative evaluations.
A lead and one or more backup cell lines are chosen on the basis of performance in a platform bioreactor process, evaluation of product quality attributes, and relative genetic complexity of the cell line. Cell performance criteria include growth rate, density, viability, appearance of the cells (e.g., homogeneous vs. heterogeneous, single cells vs. clumps) in suspension culture, and specific productivity at a fixed cell density. Vector purified from the suitably performing clones is used to verify the DNA sequence of the vector genome, the capsid banding pattern by sodium dodecyl sulfate–polyacrylamide gel electrophoresis (SDS–PAGE), and the percentage of total capsids containing vector genomes. Additional analysis, often performed earlier in the screening process on crude samples, includes vector infectivity in cell-based assays, and determining whether or not rcAAV is detectable in a sensitive limit assay. The cell clones themselves are characterized at the genetic level, with an assessment of integrated plasmid copy number and integrity using restriction enzyme digestion and Southern blotting methods. These criteria ensure that the cell clone is capable of producing vector with acceptable physical and biological properties for use in product development. To be suitable for use in large-scale commercial vector manufacturing, the cell line must also be stable through a sufficient number of population doublings to produce cGMP cell banks and then expand to the desired production scale. As the final cell line selection criterion, the lead and backup cell lines are continuously passaged for a minimum of 60 population doublings, monitoring productivity and product characteristics after various lengths of time in culture. This represents sufficient stability to allow a two-tiered cGMP cell banking system (master and working cell banks) and subsequent expansion to a several thousand-liter production culture with reasonable flexibility for a seed train. Using this cell line generation and screening approach, cell lines can typically be obtained that meet or exceed screening criteria of >50,000 DNase-resistant particles (DRP)/cell (>5 × 1010 DRP/ml in the platform suspension bioreactor process), 50% full capsids or better, rcAAV at or below detection levels, and ability to produce vector of the correct identity and with appropriate infectivity.
Adenovirus Helper
To manufacture clinical-grade rAAV in an Ad5-based producer cell line process, two biological raw materials are required: a cGMP bank of producer cells and a cGMP source of wild-type Ad5 to induce production. In addition, to produce the Ad5, a cGMP bank of naive HeLa S3 cells is also required. Although processes for producing such raw materials can be quite simple, they do require adherence to the same cGMP standards governing traceability, production, adventitious agent control, release, and inventory maintenance as the therapeutic product. Overall cost can be minimized by reducing the number of raw material production lots, both through limiting the number of custom biological raw materials as well as by large batch sizes of the ones that are required, as long as stability and storage space for inventory are not significant factors. Decoupling raw material production from the vector manufacturing process also significantly facilitates lot release.
Ad5 as a raw material has a number of advantages in these regards. It can be easily produced in suspension culture in an ADCF process with the same lineage of HeLa S3 cells as was used to generate the producer cell line. It is also easily frozen and stored for many years at −70°C without loss of infectivity and can be concentrated sufficiently to allow a small-volume inoculum (e.g., <0.1% of AAV production culture volume). Aliquot sizes can therefore be small enough to freeze without special equipment or occupying an unreasonable amount of frozen storage space. If produced at the same bioreactor scale as the vector product, one batch of Ad5 can supply several hundred rAAV production lots. This allows the majority of expensive time in a manufacturing facility to be spent producing vector product with little required for raw material supply.
Scalable rAAV Manufacturing
Once a cGMP producer cell bank and working stocks of helper virus are available, rAAV vector is manufactured in a process that emphasizes ADCF raw materials with unit operations that are scalable and industry-standard for recombinant proteins and monoclonal antibodies. Conventional methodology facilitates operating across a wide range of scales and may simplify validation and regulatory review. Use of commonly available equipment also allows greater access to contract manufacturers (CMOs), which can be advantageous even with in-house manufacturing capabilities by providing logistical flexibility. The presence of live Ad5 in the production feedstream does influence process design; however, methods for addressing a process-relevant virus are well understood. Many of the most common mammalian cell production systems, including Chinese hamster ovary (CHO) and hybridomas, contain endogenous retrovirus-like particles that are treated as live viruses for purposes of viral clearance for product safety.
Clear expectations and advice for dealing with a process-relevant virus are provided in the ICH (International Conference on Harmonisation) Q5A guideline (Food and Drug Administration, 1998). These are easily applied to an Ad5-based AAV manufacturing process. Briefly, the process should be demonstrated to remove the relevant virus with a safety margin, and should include a well-characterized inactivation step. For clearance by different steps to be considered additive, principles of separation must be orthogonal. For a process-relevant virus that is a human pathogen, routine testing for the virus in the product is also a requirement.
Figure 2 describes the general approach taken at Targeted Genetics (Seattle, WA) for manufacturing rAAV. Individual recovery and purification steps are AAV serotype dependent, but the principles of viral clearance and segregation within the in-house manufacturing facility are consistent. The specific order of steps in the diagram and the following descriptions reflect a platform rAAV1 manufacturing process as an example.

Producer cell line-based rAAV manufacturing process. The specifics of this flow diagram refer to an rAAV1 manufacturing process, although the general principles are readily applied to other serotypes. The manufacturing process begins with thaw and expansion of a cGMP cell bank in an Ad5-free cell culture room. All steps are performed in suspension culture in single-use vessels, ranging from shake flasks to a 10-liter rocking bioreactor. The final stage of cell expansion is performed in a 50-liter single-use stirred tank perfusion bioreactor in the production room. Production occurs in a 250-liter single-use stirred tank bioreactor and is initiated by infection with wild-type Ad5. At the end of production, vector product is recovered from the cell culture supernatant fluid in a series of steps designed to remove cells, free DNA, and Ad5, containing these process components within the production room. These include depth filtration, nuclease digestion, and flow-through ion exchange (FT-IEX). To provide a convenient optional hold step before purification, recovery ends with concentration by tangential flow ultrafiltration (UF-TFF). Product is then transferred to a separate purification room for chromatographic purification and two additional viral clearance steps: heat inactivation and nanofiltration. Additional segregation is used for operations that follow nanofiltration. After the final polishing column, buffer exchange by ultrafiltration/diafiltration for formulation results in final purified bulk vector. The numbered positions in the process identify monitoring points for Ad5 helper virus, with the corresponding control strategy described below the diagram.
The process is divided into segments, each of which has a distinct relationship to the Ad5 helper virus used in production. First, cells are thawed from the master cell bank and expanded in a virus-free area. Next, vector production is induced by infection with Ad5, which also becomes a by-product in this process. After production are a series of product recovery steps, which also serve to contain the majority of the helper virus within the production area. Finally, purification both removes process impurities and includes sufficient orthogonal mechanisms of viral clearance to provide a wide safety margin for Ad5-free final bulk product.
To minimize the need for cleaning validation, and to provide a portable platform process, cell culture and recovery processes emphasize single-use technologies, including shake flasks, rocking and stirred tank single-use bag bioreactors, and disposable filters. Separate cell culture rooms are used for cell expansion and production, although for efficiency of facility design the final stage of cell expansion is performed in the production room, which contains the utilities required to run larger scale bioreactors. Production has been performed at the 250-liter scale, although both the stirred tank bioreactor format and our current cGMP manufacturing facility can support up to a 1000-liter production scale.
Recovery operations occur entirely within the containment of the production room and begin with depth filters to remove cells and collect rAAV vector product from the culture medium. This is followed by nuclease digestion to degrade unencapsidated DNA and an ion-exchange flowthrough step to remove adenovirus. This step contains 99.99% of the Ad5 helper virus within the production room. For logistical reasons, volume reduction by tangential flow ultrafiltration (TFF) is a convenient end point for recovery. This provides the option for holding product at 4°C after production, allowing independent scheduling of the production and purification facilities. A reduced volume also simplifies loading on the capture column.
Purification is performed in a separate room, using standard chromatography methods to remove impurities. The purification process for rAAV1 vectors, as an example, includes a capture column, a purification column, and a polishing column, each based on an independent principle of separation. In combination these provide a highly purified vector that meets product release specifications for impurity levels. However, chromatographic separation is only a part of the overall process.
As described in the ICH Q5A guideline, an inactivation step must also be included for the process-relevant Ad5 virus. Because of the well-established differential thermostabilities of AAV and Ad5 (Hoggan et al., 1966; Samulski et al., 1989), heat inactivation can easily provide >5–6 logs of Ad5 clearance (Thorne et al., 2008). An advantage of thermal inactivation is that it is straightforward to characterize and control, and nothing needs to be removed to terminate the inactivation procedure. For example, when detergent is used to inactivate enveloped viruses, any subsequent steps that still contain residual detergent typically still inactive virus spikes. Because these steps cannot be evaluated for orthogonal viral clearance, they also cannot be claimed for clearance in regulatory filings.
There were a number of factors to consider in determining the optimal position for the heat inactivation step within the overall process. First, matrix can affect virus thermostability. In developing the rAAV1 purification process, the relative thermostability of Ad5 and AAV was determined in each of the process buffers, and although Ad5 could be inactivated at just over 50°C under most of the conditions, one of the buffers required greater than 60°C. Other potential matrix effects can include precipitation of impurities during heating, which can foul subsequent columns or filters. Energy requirements for heating or cooling can also become a significant factor at commercial manufacturing scales. This favors performing a heat inactivation step later in the process when feedstream volume has been reduced.
The key operating parameters for heat inactivation are temperature and hold time, which need to be established in the relevant process intermediate, as subtle differences in inactivation kinetics were observed between actual feedstream and the process buffer alone. The times required for heating and cooling are also variables that depend on the implementation. However, in the example rAAV1 process, these were not critical operating parameters because heating and cooling times did not significantly influence outcomes. Implementation of a heat inactivation step can be achieved either with a flowthrough heat exchanger or with a batch process. For the example 250-liter production-scale AAV1 process, heat inactivation is performed after the capture column at a process volume of approximately 6 liters. To simplify validation for this relatively small volume, a batch process in a disposable bioprocessing bag was developed. Precautions were taken to ensure that none of the feedstream escapes full time and temperature exposure by eliminating the potential for cool dead-leg junction points where tubing attaches to the bag. Throughout the process, product is continuously recirculated through all tubing, monitoring product temperature directly with an in-line disposable sensor. To ensure that the inactivation step is robust, reasonable tolerances for operating parameters need to be defined and characterized. In the example rAAV1 process, a 1°C tolerance was determined to be practical, leading to the choice of 52 ± 1°C as the set point. Likewise, a 10-min hold time provides safety margin for both Ad5 inactivation at 51°C and product survival at 53°C. However, because vector genome can potentially influence rAAV thermostability (Turnbull et al., 2000), the upper tolerance for time and temperature is verified for each new rAAV1 vector product.
“Nanofiltration” is an additional viral clearance measure that is now routinely expected in recombinant protein processes (Sofer et al., 2005). Because of their relatively small size, rAAV vectors can be quantitatively recovered from filters designed for retroviral clearance, and therefore such a filter should be included in an rAAV cGMP manufacturing process. Typically, nanofiltration is positioned near the end of purification to minimize the potential for filter fouling. In the example rAAV1 process, a retroviral nanofilter also provides an additional >6 logs of Ad5 clearance (Thorne et al., 2008).
Buffer exchange for formulation is typically the final step in producing purified bulk drug substance. As for recombinant proteins, ultrafiltration/diafiltration can be used to both exchange buffer and adjust concentration to be within a desired range. At this point, the standard approach for release testing of biopharmaceutical products is applied to the bulk vector, which includes attributes for safety, identity, strength, potency, and purity (21CFR parts 211 and 610; Center for Biologics Evaluation and Research, 2008a), as well as other general product quality attributes. Overall, this example 250-liter production-scale rAAV1 process can readily supply highly purified vector for late-stage clinical trials needing on the order of 1016 DRP.
Vector Testing and Characterization
Standard safety tests include determining bioburden and endotoxin for final bulk drug substance, as well as verifying that the production lot was free of mycoplasma and passed in vitro testing for inapparent viruses. Identity testing confirms both the capsid serotype and vector genome. In addition, full DNA sequencing of the vector genome is performed on one cGMP batch. Strength is the product concentration, measured as both vector genomes and infectious units. Potency assays are likely to evolve through the product development life cycle (Center for Biologics Evaluation and Research [CBER] potency assay guidance; Center for Biologics Evaluation and Research, 2008b). The ultimate objective is to identify a quantifiable parameter that can be directly correlated to efficacy in humans, but this is unlikely to be determined until late in clinical development. In our experiences with clinical vector development, rAAV infectivity alone has typically not been considered a suitable measure of potency, and some assessment of transgene expression or activity has been required. For early-phase clinical vector, a qualitative assessment of gene transfer was acceptable, whereas later phases required a quantitative assay. Quantitative in vitro potency assays are also useful for demonstrating consistency of vector manufacture both lot-to-lot and after process changes and/or scale-up.
A wide range of tests are used to assess product purity, with an emphasis on potential process-related impurities. These include general protein purity by SDS–PAGE or high-performance liquid chromatography (HPLC) assays, as well as enzyme-linked immunosorbent assay (ELISA) or Western blot assays for host cell or Ad5 proteins or residual Benzonase used in the nuclease digestion step. Sensitive cell-based limit assays are performed to determine whether either rcAAV or infectious Ad5 is present at detectable levels. Host cell DNA is another standard purity attribute, but this is more complicated to assess for rAAV than for traditional protein biologics. The DNA component of the product precludes use of general nucleic acid assays, and the well-established phenomenon of low-level copackaging of nontransgene DNA (Nony et al., 2003; Chadeuf et al., 2005) influences the choice of targets for sequence-specific assays. Host cell DNA is monitored using two targets: the human papillomavirus (HPV) E6/E7 transforming genes (Meissner, 1999; Hall and Alexander, 2003) as the relevant sequence for safety assessment for a HeLa-based production system, and the highly expressed, high-copy gene for ribosomal RNA (rDNA) as a sensitive general marker. In sensitive Q-PCR assays, the E6/E7 target is always below detection whereas rDNA is typically at or below the limit of detection. As in other production systems, the most prevalent copackaged sequences are derived from the packaging plasmid, including AAV rep and cap and the bacterial and mammalian cell selection marker genes. These can be on the order of 0.1% relative to the vector genome, which is favorable compared with some reports at levels a log higher (Chadeuf et al., 2005). Other characteristics routinely monitored include the ratios of vector genomes to capsids and to infectious units, as well as characteristics of the formulation buffer such as pH, osmolality, and appearance.
Equally important to release testing is the overall process control strategy, which includes in-process testing, segregation, and validation. In this regard, approaches routinely applied to therapeutic protein production in mammalian cells apply equally well to an rAAV producer cell line, with additional considerations relating to the Ad5 helper virus. An example of the strategy used to routinely monitor Ad5 clearance by an rAAV1 manufacturing process is shown by the notations in Fig. 2. Total Ad5 both at the end of production and going into the initial clearance step (preharvest cell culture and clarified supernatant fluid samples, respectively) are trended to determine process consistency and whether capacity of the flowthrough ion-exchange clearance step is ever approached. Ad5 remaining after the initial clearance step is also monitored to verify containment within the production room. Finally, a sensitive limit assay is used to verify that the helper virus has been reduced to or below the limit of detection by the elution off the capture column. The subsequent Ad5 clearance steps—heat inactivation and nanofiltration—are both robust and, unlike chromatography, have measurable parameters that directly correlate to effectiveness (e.g., in-line temperature readings and post-use filter integrity tests, respectively). Because these measures of performance are obtained for every lot of vector, these two operations can be reliably considered to provide a safety margin for clearance beyond the sensitivity limit of the previous in-process Ad5 limit assay. In the AAV1 process, these two steps combined contribute an additional >13-log reduction value (LRV) for Ad5 clearance, providing a wide safety margin beyond the assay detection limit.
Segregation is used as a risk-reduction method, for example, against reintroducing previously removed impurities (Priester et al., 2004; Roscioli and Vargo, 2005). By removing 99.99% of the Ad5 while still in the production room, the separate purification room has negligible exposure to helper virus. In addition, the common practice of segregating operations pre- versus post-nanofiltration (i.e., for routine adventitious agent control for traditional biologics) provides additional assurance of a helper virus-free product, because Ad5 has been cleared with many logs of safety margin by this point. If a second purification room is not available, temporal segregation can be achieved by cleaning the purification room between operations.
Validation is performed to provide a high degree of confidence that the process will perform as intended, particularly with regard to minimizing known risks. This includes equipment, facility, and process validation, with emphasis on processes that provide cleanliness and freedom from adventitious agents, such as cleaning, autoclaving, and viral clearance.
Production in mammalian cells is always assumed to have some risk for contamination by adventitious agents, such as viruses, mycoplasma, or other microorganisms. Regulatory guidelines set general and specific expectations for addressing these risk factors. Although some are written specifically for recombinant proteins, most of the guidance is relevant to rAAV products. Viral safety is addressed by a combination of (1) appropriate selection and testing of raw materials, particularly those of biological origin, (2) testing the product for potential adventitious agents, particularly at in-process sampling points at highest risk, and (3) assessing the capability of the process to remove or inactivate viruses. One advantage of designing a process for control, containment, and clearance of helper virus is that much of the methodology similarly applies to clearance of nonspecific model viruses. In the example rAAV1 process, a formal viral clearance validation study was performed with the process-relevant virus, Ad5, and two nonspecific model viruses, bovine viral diarrhea virus (BVDV, a flavivirus commonly used as a safe and practical model for human hepatitis C virus) and amphitropic murine leukemia virus (AmuLV, a model retrovirus) (Thorne et al., 2008). Overall clearance factors were >23 LRV, 11 LRV, and >23 LRV for Ad5, BVDV, and AmuLV, respectively. In contrast, the presence of live Ad5 does complicate some aspects of routine testing for adventitious agents. For example, although recombinant protein processes typically test for both unapparent virus and mycoplasma contamination at crude culture before harvest, a virus-dependent rAAV manufacturing process can be tested in the CFR-compliant cell-based assays only after the lytic virus has been sufficiently cleared. However, molecular methods, such as PCR testing for mycoplasma, can be used with crude harvest samples to provide additional supporting data to demonstrate safety.
Future Considerations/Outlook
After years of development, clinical trials using rAAV-based gene transfer vectors are showing indications of efficacy and new trials are being planned and initiated on a regular basis. The expectation is that positive clinical outcomes will lead to increased interest and need for scalable manufacturing methods for rAAV vectors that meet or exceed industry and regulatory expectations for product quality, yield, and safety, ultimately to support licensure of therapeutic products to treat a wide range of disease indication. Designing a process that is based on standard equipment for large-scale protein manufacturing provides access to a wealth of knowledge and expertise for straightforwardly taking an rAAV process from the current 250-liter scale to much larger industrial production scales. The manufacturing method and control reviewed in this paper should lay to rest the notion that vector supply will be a limitation of commercialization, even for very large patient populations.
Footnotes
Acknowledgments
The authors acknowledge and thank all the current and former members of Targeted Genetics' Process Development, Analytical Methods, Manufacturing, Facilities, Quality Control, Quality Assurance, and Regulatory departments for their contributions to achieving scalable and compliant cGMP AAV-manufacturing methods.
Author Disclosure Statement
All authors are employees of Targeted Genetics.