
Abstract
Plasmid DNA is currently gaining increasing importance for clinical research applications in gene therapy and genetic vaccination. For direct gene transfer into humans, good manufacturing practice (GMP)-grade plasmid DNA is mandatory. The same holds true if the drug substance contains a genetically modified cell, for example chimeric antigen receptor (CAR) T cells, where these cells as well as the contained plasmids are used. According to the responsible regulatory agencies, they have to be produced under full GMP. On the other hand, for GMP production of, for example, mRNA or viral vectors (lentiviral vectors, adeno-associated virus vectors, etc.), in many cases, High Quality Grade plasmid DNA is accepted as a starting material. The manufacturing process passes through different production steps. To ensure the right conditions are used for the plasmid, a pilot run must be conducted at the beginning. In this step, a followed upscaling with respect to reproducibility and influences on product quality is performed. Subsequently, a cell bank of the transformed productions strain is established and characterized. This cell bank is used for the cultivation process. After cell harvesting and lysis, several chromatography steps are conducted to receive a pure plasmid product. Depending on the respective required quality grade, the plasmid product is subject to several quality controls. The last step consists of formulation and filling of the product.
Introduction
P
During the last decades, plasmids became one of the most important tools in genetics and molecular biology and, more recently, in gene therapy and genetic vaccination in medicine. Here, they are used to overcome monogenetic defects such as in cystic fibrosis, muscular dystrophy, or hemophilia, or to induce immune responses against infectious diseases such as hepatitis or even cancer.
Plasmid preparations using commercially available purification kits are not applicable for efficient multi-milligram or gram-scale plasmid productions. Even more importantly, the resulting plasmid amount and purity are not at all reproducible, which would be a prerequisite, especially for pharmaceutical applications. Here, certain advanced technologies have to be applied in order to achieve maximal product purity, and hence safety, fulfilling applicable regulatory requirements. 2,3
Regulatory Aspects
For the use of plasmids in direct or indirect pharmaceutical application, the permission of the respective regulatory agency is mandatory, aiming to protect the patient from any potential risk associated with receiving such material.
If the plasmid is directly injected into the patient, that is, the DNA itself is finally present inside the body of the patient, any potential harmful contamination contained within it will be there as well. This is why these substances need to be subject to quality assurance in manufacturing and quality control during and at the end of manufacturing. Hence, for such applications, full good manufacturing practice (GMP) will definitely be necessary, as the DNA itself is the Active Pharmaceutical Ingredient (API). The same is true for plasmids that are used to modify cells genetically, which subsequently are administered to the patient for cell therapy approaches.
Hence, if the DNA is not directly applied to the patient but is used to transfect a cell, for example if it is modified to produce a viral vector or an antibody or any other therapeutic protein or if the plasmid is the template to produce mRNA, the DNA is not the API, since no plasmid itself is transferred to the patient (indirect application). Here, the DNA is just a raw or starting material for a GMP production of the API.
Nevertheless, for such indirect applications, the plasmid product also has to be produced according to certain regulatory requirements in terms of quality controls and process documentation. According to the language of the applicable European Medicines Agency guideline, a production process was established called High Quality Grade (HQ Grade). 4
Hq Grade
Plasmid DNA used as a raw or starting material in the GMP-compliant production of, for example, recombinant viruses, antibodies, and mRNA, where the latter are the API used in clinical trials, has not necessarily to be produced under GMP as well. An alternative is the so-called HQ Grade plasmid DNA, which is highly purified and well-characterized in accordance with the EM(E)A guidelines CHMP/BWP/2458/03 and CPMP/BWP/3088/99 and hence meets the requirements of most regulating agencies. 4,5
HQ Grade plasmid DNA is produced in a dedicated facility, based on a Research Cell Bank (RCB) and the very effective covalently closed circular grade (ccc Grade; also called “supercoiled”) DNA technology (PlasmidFactory, Bielefeld, Germany). 6,7 Only one plasmid is produced in each area: different plasmids are not produced in parallel in the same lab, minimizing the risk of cross-contamination. The HQ cultivation (fermentation) is completely separate from purification (chromatography) to ensure that the sensitive DNA production process is not affected by any living contamination. Using a special chromatography procedure, open circular (oc) and linear plasmid forms as well as bacterial chromosomal DNA are removed, resulting in a high purity that permits increased gene expression and lower toxicity. 8 Furthermore, no animal-derived substances are used in any part of the completely enzyme-free manufacturing process. 5
A number of quality controls for the cell bank and the plasmid DNA product ensure that these comply with the appropriate regulatory standards.
Together with a comprehensive documentation, the high-quality DNA fulfils the typical requirements for such a product. 9 Nevertheless, for each individual study, the approval of the responsible regulatory authorities who decide on the application of this quality grade is mandatory.
Gmp Grade
According the guidelines mentioned above, for direct clinical applications of a biomolecule (e.g., a plasmid DNA as a component of a DNA vaccine), this has to be manufactured in a GMP facility starting from a GMP-produced Master Cell Bank (MCB).
For GMP plasmid production, one important difference from any other quality grade, especially those for non-clinical research applications, is the facility, which has to be a special, dedicated, registered, certified GMP area, equipped with clean rooms. Furthermore, all steps have to be validated and documented, including results obtained.
Clean room maintenance, as well as access of staff and material involved, needs to be monitored and controlled. A working Quality Assurance (QA) system with validated Quality and In Process Controls (QC and IPC) is a standard requirement. Any raw material, intermediate and product, needs to be tested and released. A comprehensive documentation of the whole process is necessary and is the basis for any product release. All working steps need to be carried out following Standard Operating Procedures, and a manufacturing batch record compiles all documents generated before, during, or after the GMP process. All staff involved need to be trained in all aspects of the manufacturing, monitoring, and QA/QC process. All equipment is calibrated and qualified. 9,10
Process Steps
One example of the steps in a typical production process is summarized in Fig. 1 and explained below. Several aspects of the process, such as the host strain of Escherichia coli used, could differ based on the details of the specific project.
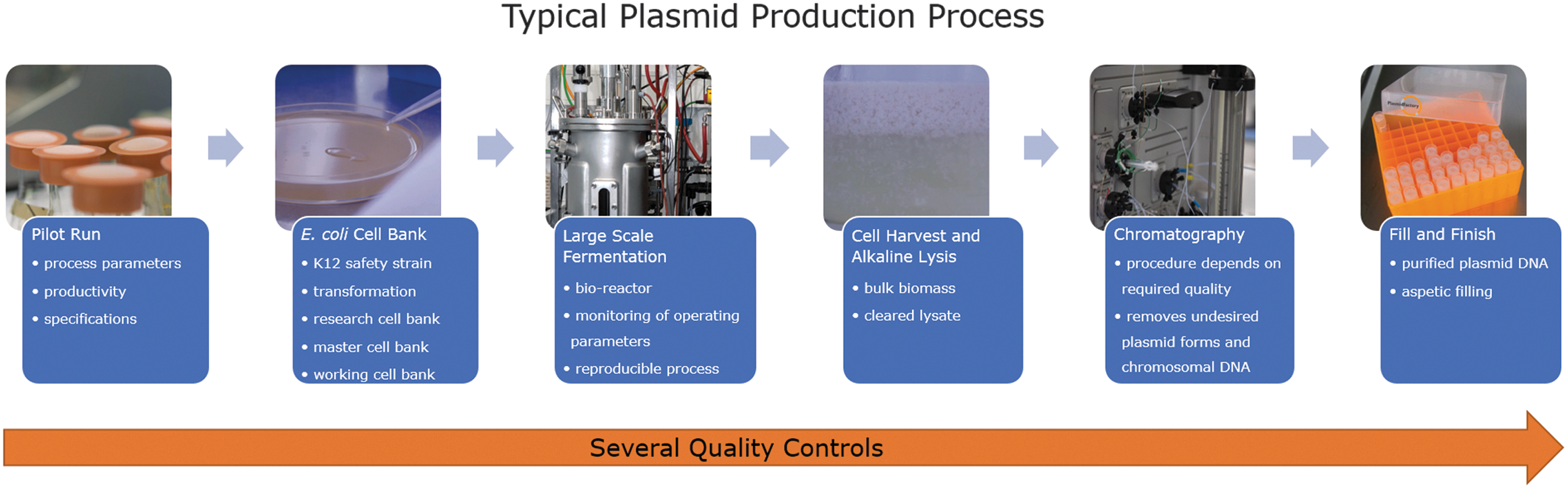
Flowchart of a plasmid DNA manufacturing process. The process comprises a pilot run, Escherichia coli cell bank, large scale fermentation, cell harvest and alkaline lysis, chromatography and fill and finish. Each process step is accompanied by comprehensive in-process controls. Cell banks and plasmid products are tested for compliance to respective specifications.
Pilot run
Ideally, a pilot production run under research laboratory conditions is the first step to obtain important information, for example on process parameters, productivity, and specifications to be achieved. Here, if applicable, one has to make sure that all components used are available in a quality suitable also for the intended quality grade. Furthermore, upscaling, if necessary, means that all steps to be performed have to be carefully evaluated, for example with respect to reproducibility and influences on product quality. After any upscaling, the quality of biomass should fulfil identical specifications.
E. coli cell bank
E. coli K12 host cells are transformed with the plasmid DNA to be amplified. The resulting cell culture has to be checked carefully for the expected characteristics and is used to prepare glycerol stocks, consisting of a defined number of vials, forming the cell bank. Such cell banks (RCB for HQ; MCB/working cell bank for GMP) are required for reproducible large-scale cultivation of the bacterial biomass. The cell banks have to be fully characterized to be of sufficient quality and stored properly for further manufacturing. Relevant QC assays for E. coli cell banks are described below.
Fermentation
The characterized cell bank is used to prepare a pre-culture for inoculation of the bio-reactor. Herein, different operating parameters (pH, dissolved oxygen, specific growth rate, or limiting substrates) can be monitored and adjusted. This is a great advantage of fermenter cultures compared to shake flasks. Process elements and cultivation media are potential sources for such contamination. 5,11,12 Generally, in order to avoid bovine spongiform encephalopathy or transmissible spongiform encephalopathy risk materials, as recommended by regulatory guidelines, the use of synthetic growth media is recommended. A cultivation process needs to be performed with identical results at least three times in order to ensure constant quality of biomass. This is also a regulatory requirement for GMP. 13
Cell harvest and lysis
The biomass resulting from fermentation is separated from the culture liquid by batch or flow-through centrifugation. The biomass is tested, for example for plasmid content, integrity, and homogeneity. Suspended cells are destroyed by alkaline lysis. 14 After neutralization, plasmid DNA remains in solution and can be separated from the majority of the flocculating contaminants such as chromosomal DNA or proteins by pre-filtration or centrifugation and subsequent clearing filtration up to large-scale in-line lysis processes. 15 The resulting plasmid-containing cleared lysate is sterilized by filtration for further downstream processing (DSP).
Chromatography
Certain chromatography steps are performed to separate the plasmid molecules from, for example, host chromosomal DNA, RNA, nucleotides, lipids, residual proteins, amino acids, saccharides, and buffer components. The chromatography procedure depends on the required quality grade of the plasmid product. Advanced manufacturing is also able to remove undesired oc and linear plasmid forms, as well as bacterial chromosomal DNA. 5,16
For efficient purification process development, a chromatography system is used, which includes a gradient forming pump and UV detection for product sampling, ensuring controlled and reproducible conditions. 5
Formulation and filling
DSP results in bulk-purified plasmid DNA, which is formulated in the appropriate buffer or solution for further processing or storage and application. Aseptic filling is performed and controlled by either “bioburden” (microbial enumeration test; see below) or sterility testing.
Quality Controls
Since product purity ensures product safety, especially in pharmaceutical applications, a certain set of quality controls is necessary. The most important QC tests are briefly explained below.
Quality controls for E. coli cell banks
Host identity (K12)
The test identifies a suspension of E. coli cells as K12. The growth of an E. coli K strain differs from the growth of an E. coli B strain in the presence of valine and (iso)leucine.
Host identity (API-20E)
API-20E is an identification system for Enterobacteriaceae, based on biochemical reactions. During incubation with a bacterial suspension, metabolism of substrates produces color changes. The reactions are analyzed according to the reading table, resulting in a code to identify the organism.
Plasmid yield and identity
To ensure appropriate productivity, ultimately resulting in a homogeneous plasmid product, a pilot cultivation starting from the cell bank is performed. After isolation and quantification of plasmid DNA from a defined amount of wet biomass, the plasmid content can be calculated. This information can be used for adjustment of further process parameters (batch, size, etc.).
Furthermore, especially for instable plasmid constructs, verification of plasmid integrity is important. This can be done, for example, by agarose gel electrophoresis of samples of the isolated plasmid DNA before and after restriction digest.
Test of containers
The filled vials of the cell bank are checked to ensure they are closed, sealed, and labeled appropriately.
Purity of the cell bank
By cultivation on culture plates under certain conditions, the cell bank is checked for the absence of contamination from bacteriophages and other unwanted microorganisms.
Quality controls for plasmid DNA
Appearance
Various plasmid DNA samples are checked visually for being a clear, particle-free liquid.
UV scan to determine purity and DNA concentration
The absorption of an aqueous plasmid DNA solution is measured in a photometer at a wavelength of 220–320 nm. The resulting scan has to show a maximum at 258 nm. The concentration of nucleic acid in aqueous solutions is determined by photometric measurement at the absorption maximum.
Restriction digestion of plasmid DNA
Plasmid DNA can be cut at a specific sequence of bases using suitable enzymes (restriction endonucleases). The resulting fragments can be made visible by staining with, for example, ethidium bromide in an agarose gel. The identity of the plasmid is clarified by comparing the obtained fragment sizes with those calculated based on the (theoretical) sequence.
Visual checking for RNA
A digital image of an agarose gel is examined for the presence of RNA contamination, which will be visible as a “cloud-like form” <500 bp.
Visual checking for bacterial chromosomal DNA
A digital image of an agarose gel is examined for the presence or absence of bacterial chromosomal DNA, which shows either a distinct band or “background smear” at a level >10 kb.
Quantification of bacterial chromosomal DNA
To determine the proportion of bacterial chromosomal DNA in plasmid preparations, aliquots in suitable dilution are used as templates in quantitative real-time polymerase chain reactions so that the number of gene copies of the target genome sequence (template) can be calculated.
Homogeneity by densitometric agarose gel evaluation
Intact plasmids are in a covalently closed circular (ccc) form and superspiralized. Single-strand breaks result in the oc form, double-strand ruptures in linearization of the molecule. Errors in replication very often also lead to multimeric plasmid forms. The various isoforms in a plasmid preparation can be made visible by agarose gel electrophoresis and subsequent staining with the fluorescence indicator ethidium bromide.
Homogeneity by capillary gel electrophoresis analysis
The plasmid topologies that occur can be distinguished by capillary gel electrophoresis (CGE), wherein different plasmid forms are divided in a gel-filled capillary in an electrical field and are then detected optically. 17,18 This is the only reliable method to quantify the ratio of the occurring plasmid forms.
Determination of endotoxins
The Gram-negative bacterial endotoxin content in a plasmid DNA solution is determined, for example, by the kinetic chromogenic LAL assay. Here, lipopolysaccharides (LPS-endotoxins) cause the activation of a proenzyme in limulus amebocyte lysate (LAL). This enzyme catalyzes the splitting of a chromogenic substrate, which leads to a yellow staining. The increase in yellow staining correlates with the concentration of endotoxins.
Determination of proteins
The quantification of the total protein content in a plasmid DNA solution is determined by a chromogenic test with bicinchoninic acid (BCA), based on the Biuret reaction. Some amino acids and peptide bonds reduce Cu(II) to Cu(I), forming an intensively violet complex with bicinchoninic acid. Its absorption can be directly proportional to the protein concentration. To detect E. coli host proteins, a specific enzyme-linked immunosorbent assay may also be performed.
Sequencing
The identity of the purified plasmid DNA product is verified by Sanger sequencing and subsequent comparison of the resulting sequence with a (theoretical) reference sequence obtained for this plasmid. However, such sequencing is not able to exclude the presence of minor portions sequences within subpopulations (e.g., deletion products) of a plasmid product.
Microbial enumeration test
This test allows quantitative enumeration of mesophilic bacteria and fungi that may grow under aerobic conditions using different cultivation media. The test determines whether a substance or preparation complies with an established specification for microbiological quality.
Storage of Plasmid Dna
Especially if manufactured on a large scale for direct or indirect use (see above) in pharmaceutical applications, plasmid DNA products require an appropriate storage system, which is available up to full GMP where storage conditions are monitored and reported. This is an important prerequisite for long-term performance of gene transfer materials used in trials of long duration as well as of the reference material used in standardization procedures and assays.
Certain storage evaluation studies were performed to evaluate the optimum storage conditions. The stored plasmid DNA was frequently checked by ccc quantification per CGE, demonstrating that DNA is quite a stable molecule. For plasmid DNA stored under controlled conditions at −20°C, these analyses revealed that the proportion of oc and supercoiled or ccc forms is conserved without linearization or degradation of the plasmid. The transfection of this DNA showed unaltered expression performance. 19,20 Hence, the storage conditions were effective in preserving the integrity of the DNA.
Future Developments
The use of plasmid DNA for gene therapy is shifting from a product for clinical application toward a starting material for the subsequent manufacturing of, for example, mRNA or viral vectors being the API and clinically used. The level of quality in manufacturing plasmid DNA has significantly increased during the last two decades, and new non-viral vector systems replacing them will take over their function, for example minicircle DNA, also available as a HQ Grade product. 9,21,22
Footnotes
Acknowledgments
The authors thank the PlasmidFactory manufacturing team for fruitful discussion about plasmid production processes.
Author Disclosure
The authors are full-time employees of PlasmidFactory GmbH & Co. KG in Bielefeld, Germany, a CMO for plasmid and minicircle DNA.