
Abstract
Carboxylic acids are key platform chemicals for use as biobased alternatives for fossil-based applications. State-of-the-art fermentations of carboxylic acids at neutral pH with downstream product recovery by pH-shift crystallization are not sustainable due to the accompanied production of waste salts. To earn the label“sustainable,” salts should be converted into the original base and acid required for fermentation and product recovery. This paper shows that electrochemically induced crystallization (EIC) integrated with fermentation reduces both capital and operating expenditures (CAPEX and OPEX, respectively). EIC is a novel process that utilizes electrolysis of water to induce localized pH-shift crystallization of the carboxylic acid, while neutral bulk conditions are maintained.
In the current study, a techno-economic evaluation of the fermentative production of fumaric acid integrated with product removal by crystallization was performed. Three cases were evaluated, two based on classical pH-shift crystallization and one based on fermentation integrated with EIC. The first so-called base case produces a solid waste, while the second employs electrodialysis at the end of downstream processing to regenerate the waste salt and re-use the base and acid. With EIC, electrochemistry obviates the use of chemicals and hence solid waste cannot be formed. Cost estimates for EIC unit operation were based on the mass and energy balances of laboratory-scale experimental work and the resultant conceptual design. Assuming return on investment (ROI) of 15%, the first base case has the lowest required sales price of €2.2/kg fumaric acid (USD2.84/kg fumaric acid). EIC eliminates the necessity of water removal, hence reduces CAPEX and OPEX by 35% and 19%, respectively. Sensitivity analysis reveals that with an augmenting penalty on solid waste disposal (greater than €128/ton; USD164/ton), EIC is the most economical option. This paper demonstrates that the integration of fermentation with product recovery improves the overall process economics and, by applying EIC, a more sustainable process is obtained.
Introduction
Nine out of 12 building block chemicals identified by the US Department of Energy as top value-added chemical targets to produce from biomass are organic acids. 2 These are used in polymers and resins, as food and beverage additives, and as therapeutics, projecting the importance of market volume of carboxylic acids and amino acids. The production of bulk quantities of such building block chemicals requires efficient processes with high volumetric productivities. Fermentations in general, however, are often limited by inhibition and/or toxicity at high product concentrations. 3 Hence, the product should be removed as soon as it is formed to prevent accumulation of the fermentation product. Low product concentrations can, in principle, be achieved by applying in situ product removal (ISPR) techniques. 4 –8
State-of-the-art fermentative production of carboxylic acids is carried out at neutral pH. 9,10 Consequently, the less toxic carboxylate is present in the fermentation broth, which provides a product sink alleviating the direct toxic effects of the carboxylic acid. However, high product concentrations may inhibit enzymatic conversions inside the whole-cell catalyst and cause osmotic pressure, both leading to decreased productivity. Efficient product removal of the charged carboxylate during fermentation is thus very important.
Conventional fermentations that are conducted at neutral pH require neutralization to counterbalance acidification of the broth by the production of carboxylic acids. Often, NaOH is used to provide the necessary base (OH-). The proton from the carboxylic acid reacts with OH- to form water, leaving the cation (e.g., Na+) and the carboxylate anion in solution. To obtain the carboxylic acid, pH-shift crystallization with H2SO4 is applied. The crystalline product is recovered using a solid-liquid separation (either filtration or centrifugation), while the mother liquor contains Na2SO4, a by-product of neutralization and pH-shift crystallization. Na2SO4 is often considered to be without value due to the large quantities in which it is produced as a by-product in various other processes. Consequently, conventional fermentation processes that produce carboxylic acids are not very sustainable, because 1 mole of waste is produced per mole of product. This corresponds to the production of 1 ton of waste per ton of product because of the similar molecular weight for the waste salt and the product. When a plant is close to the sea, the mother liquor can be discarded as wastewater, while in most other cases the salt needs to be removed from the mother liquor before disposal.
Nowadays, a penalty has to be paid to discharge the waste. From an economical point of view, this adds to the operational costs, although it can often be overlooked when compared to substrate prices or utility costs. However, it can reasonably be expected that in the near future processes that generate large quantities of waste will be restricted. Such processes need to be adapted to prevent the accompanied production of waste. In the case of carboxylic acids, the waste salt can, in principle, be regenerated by electrodialysis. The salt breaks up into an acid (e.g., H2SO4) and a base (e.g., NaOH), which can be recycled to the crystallizer and fermenter, respectively.
Electrodialysis can be applied not only to regenerate the waste salt, but also for product removal, thus replacing the use of insoluble salt complexes. 11,12 However, the use of electrodialysis for product removal of slightly soluble carboxylic acids has been limited due to undesired crystallization inside the module. Rather complex solutions with elevated temperatures or mixed solvents have been used to overcome this constraint. 13,14 Recently, we proposed the use of crystallization inside the electrodialysis module. Using electrochemically induced crystallization, product removal of slightly soluble carboxylic acids (cinnamic, fumaric, and p-hydroxybenzoic acid) has been demonstrated. 15 In this process, pH-shift crystallization is achieved through electrolysis of water instead of the use of chemicals. Consequently, by applying EIC, carboxylic acids are removed from the neutral fermentation broth, while the production of an environmentally unfriendly waste salt is avoided.
Our previous paper demonstrated the potential of EIC for product removal of carboxylates. This paper presents a techno-economical evaluation of EIC and touches upon some sustainability aspects to underline the applicability of EIC for product removal in biochemical processes. Here the performance of EIC is compared with classical pH-shift crystallization with or without waste salt regeneration. For this purpose, three conceptual processes were designed for the three different cases following procedures described previously. 16 –19 Fumaric acid was chosen as a model compound because high production concentrations can already be obtained. 20 –22
Process Design
The conceptual process design of EIC was based on crystallization experiments to determine the performance (e.g., crystallization efficiency and operating costs) of EIC. The designs of the processes in which classical pH-shift crystallization was applied were based on well-known conventional unit operations. The fermentative production of model compound fumaric acid was considered identical for the three conceptual processes, and downstream processing steps of the three different designs are compared. The fermentation is taken into account for realistic cost price estimation.
BASIC ASSUMPTIONS
The fumaric acid production facility is located in the Netherlands, where discarding salt waste streams in the sea is not a possibility. Consequently, salt needs to be removed from the wastewater. The plant life for the design cases is assumed to be 10 years due to the use of unconventional equipment. In our calculations, an operational time of 7,920 hours per year is assumed.
In the process designs, fumaric acid is produced by the pellet form of Rhizopus oryzae in a stirred tank reactor in continuous mode. The metabolic pathway and kinetics of the reaction are described by Engel et al. 23 The design challenge is to produce 25 ktons per year of 99.7% pure fumaric acid. In this design, the feed material is glucose of satisfactory quality; hence, no additional pre-treatment is required. It should be noted that the fermentation medium consists of a number of different compounds in relatively low quantities. For simplicity, these components are neglected.
Battery Limit
All the involved unit operations are within the battery limit and concern the complete process from the preparation of the fermentation medium until the recovery of the product and the regeneration of auxiliary phases. The treatment of (biomass) waste and purge streams is outside the battery limit, but a penalty for the production of such waste is taken into account. Furthermore, it is assumed that utilities such as electricity, steam, and cooling water are present at the plant location. So the generation of utilities is outside the battery limit, while the associated costs are within the battery limit.
Conceptual Design of the Fermentation Process
The conceptual design of the fermentation process for the production of fumaric acid is derived from a Delft University of Technology (TUDelft) report. 24 It includes a growth fermenter and two production fermenters. The growth fermenter is an airlift-loop reactor operated in batch mode. The nutrient requirements to grow large but permeable and firm pellets consist of a carbon source (glucose), a nitrogen source (ammonia), inorganic salts [K2SO4, MgSO4, Ca(H2PO4)2 .H2O], vitamins, and some metal ions. 25 To maximize biomass production, an excess amount of feed and nutrients, as well as air, are fed to the reactor. The incubation temperature and the pH are set at 30°C and 3.36, respectively. After one batch cycle (158.5 hours), the biomass is fed into a holding tank. It is important to provide sufficient substrate to the holding tank for maintenance of the biomass.
The biomass contained within the biomass maintenance tank is sent to the production fermenters as a biocatalyst. Along with the biomass, the carbon source and neutralizing agent (NaOH) are added to the production fermenters. The production phase is nitrogen-limited to discourage growth of the biomass and stimulate production of fumaric acid. The production fermenter is a continuous airlift-loop type, which operates at a temperature of 35°C and a pH of 5.0. Due to its continuous characteristics, 95% of the glucose is converted into fumaric acid, while the other 5% remains within the fermentation broth. Air and CO2 are fed into the reactor for aeration and agitation and as the additional carbon source, according to the tricarboxylic acid (TCA) cycle. As fumaric acid is produced, the acidity of the fermentation broth increases and causes product inhibition. This is solved by neutralization of the broth by the continuous addition of NaOH. Ethanol is formed as a byproduct. Prior to downstream processing, 99.7% of the biomass is recovered from the fermentation broth by a rotary drum filter and recycled to the production fermenter.
Process Description Base Case: Chemical pH-Shift Crystallization
The process flow diagram (PFD) of the base case is presented in Figure 1. The required nutrients are premixed in a vessel (V1) before being distributed over the growth fermenter (V2), the biomass maintenance tank (V3), and the production fermenters (V4). Prior to downstream processing, the biomass is filtered (F1) and recycled to the reactor.

Process flow diagram of base case.
Biomass filtration and separation is strongly recommended and commercially practiced to isolate the microorganisms from exposure to the chemical processes and to maintain the optimal growth and production conditions in the fermentation step. Furthermore, cell and cell material leakage to the downstream process may cause numerous operational inconveniences, such as membrane bio-fouling and organic impurities (large molecules such as proteins) in the final product. 26 –28
The permeate containing the dissolved product (NaHFum/Na2Fum) is fed to two crystallizers in series (V5, V6), and H2SO4 is added to both vessels to lower the pH to crystallize the fumaric acid. To obtain the fumaric acid crystals, the slurry is filtered and the crystals are collected from the rotary drum filter (F2). Furthermore, water is evaporated from the mother liquor of the pH-shift crystallizer to precipitate the Na2SO4 salt. For this purpose, a multi-stage tubular evaporator (E1) is used, of which it was assumed that crystallization of the salt could take place inside. A detailed design of such an evaporator was outside the scope of this paper. The generated slurry is filtrated (F3) to separate the salt from the mother liquor. The salt is disposed as waste, while the mother liquor can be recycled to the evaporator. Since the original mother liquor was saturated with fumaric acid, a fraction of the product produced by fermentation is discarded together with the waste disposal. The condensed water vapor (E2) can, in principle, be re-used in the fermentation process. For this purpose, it should be mixed with nutrients and/or neutralization agents. The details of the process flows and required information for cost estimation of this case, including equipment sizing, are given in Appendix A.
Process Description Base Case with Salt Regeneration
The PFD of the base case including salt regeneration is depicted in Figure 2. It differs from the base case at the end of the downstream processing section, where the wastewater, which is the mother liquor from the filtration (F2) of the slurry from the crystallizers, is treated with electrodialysis (ED1) instead of evaporation to obtain streams that can be re-used in the fermentation process. The Na2SO4 salt in the wastewater is converted into a NaOH solution and a H2SO4 solution. The maximum outlet concentration of the H2SO4 solution is determined by the stability of the electrodialysis membrane. The relatively low H2SO4 concentration (∼1 M) requires a large membrane surface area for the conversion of the waste salt. The salt separation by electrodialysis is limited to the driving force supplied by the concentration gradient of the salt at the permeate and retentate sides of the ED module. Therefore, complete conversion of Na2SO4 requires an infinitely large surface area, and thus, some Na2SO4 will still be present in the wastewater after electrodialysis.

Process flow diagram of base case with salt regeneration.
The wastewater, stripped of Na2SO4, is partially evaporated (E3) after electrodialysis to obtain pure water that can be reused in the fermentation process. The wastewater, which was the mother liquor of the pH-shift crystallization (V5, V6), is saturated with uncharged fumaric acid (H2Fum), since uncharged molecules do not migrate through the electrodialysis membranes. Hence, a small amount of additional fumaric acid crystals will be obtained as a consequence of the evaporation of the wastewater. These crystals are separated from the mother liquor after filtration (F3). The mother liquor contains most of the impurities of the process, i.e., the remaining Na2SO4 after electrodialysis and some glucose. This mother liquor is partially discarded as waste to remove the accumulated impurities and partially recycled to the electrodialysis unit to minimize the Na2SO4 waste.
The fermentation process (V2, V4) requires the addition of base to neutralize the production of fumaric acid. An NaOH solution is produced by electrodialysis, of which the basicity is adjustable by selecting the proper flow rate and initial NaOH concentration of the solution that collects (receives) Na+. These parameters can be regulated in such a way that the NaOH concentration of the outlet solution matches with the fermentation requirements. Then, this NaOH solution can be recycled directly to the fermenter. On the other hand, the solution that collects Na+ should be recycled as well. For this purpose, the produced NaOH solution is split into two parts. Condensed water (E1), originating from the evaporation of wastewater, should be used to dilute the Na+ collecting solution; otherwise, the NaOH concentration of the outlet solution would be too high due to the conversion of Na2SO4 into NaOH inside the electrodialysis module. The disadvantage of this approach is the low NaOH concentration inside the module, which leads to a relatively high resistance and accompanied energy consumption. Alternatively, the NaOH concentration of the Na+ collecting solution can be set equal to the NaOH concentration of the solution that is recycled to the fermenter. In that case, the complete solution that leaves the electrodialysis module should be diluted with condensed water to such an extent that its NaOH concentration meets the required specification. The alternative approach should be more cost-effective due to the improved conductivity and accompanied process efficiency. This approach was therefore chosen in the conceptual process design of the base case with salt regeneration.
The relatively dilute H2SO4 solution that leaves the electrodialysis unit requires evaporation (E4) of the water before re-use in the crystallizer, since otherwise the fumaric acid inside the crystallizers would be diluted too much, reducing yields. The mother liquor from the crystallizer also contains some charged HFum- as a result of speciation of fumaric acid at the pH at which crystallization occurs. During electrodialysis, the negatively charged compounds will migrate towards the H2SO4 solution together with SO4 2- anion. It is assumed that the neutralized fumaric acid does not remain soluble in the concentrated H2SO4 solution during evaporation of the water. Hence, a slurry will be obtained, from which the H2Fum crystals will be separated by filtration (F4). A small fraction of the concentrated acid—the mother liquor of F4—is combined with the condensed water (E1) and recycled to the electrodialysis unit to collect SO4 2- anions, while the majority of the concentrated acid is re-used for the pH-shift crystallization. The amount of crystalline fumaric acid obtained in this method increases the yield of the process. The details of the process flows and required information for cost estimation of this case, including equipment sizing, are given in Appendix B.
Process Description EIC Case
The PFD of the biobased process using EIC is presented in Figure 3. In this design, the crystallizers are replaced by a stack of modules in which EIC is conducted (EIC1). The filtered fermentation broth flows through these modules and can directly be recycled to the fermenter (V4). Inside these modules, electrolysis of water generates protons that induce crystallization of fumaric acid at the membrane. 15 Simultaneously, OH- is produced, which neutralizes the pH of the fermentation broth such that less or no NaOH has to be added to the fermenter. The crystalline layer that develops in time is regenerated with warm ethanol periodically (EIC2). The ethanol is cooled to obtain the fumaric acid crystals (V5), which are retrieved from the mother liquor after a solid-liquid separation (F2). During EIC, fermentation broth is incorporated into the crystalline layer. Upon dissolution of this layer with ethanol, the interstitial liquid (consisting mainly of water and glucose) will mix with the regeneration solvent. Therefore, a small part of the mother liquor of F2 is distilled in the distillation column (D1) to discard the excess of water, otherwise, water and glucose will accumulate in the system. The evaporated ethanol is condensed and mixed with the other part of the mother liquor and is as such re-used to dissolve fumaric acid crystals grown inside the EIC stack. The details of the process flows and required information for cost estimation of this case, including equipment sizing, are given in Appendix C. The description of the experimental study of the design and optimization of the EIC unit is presented in Appendix D.
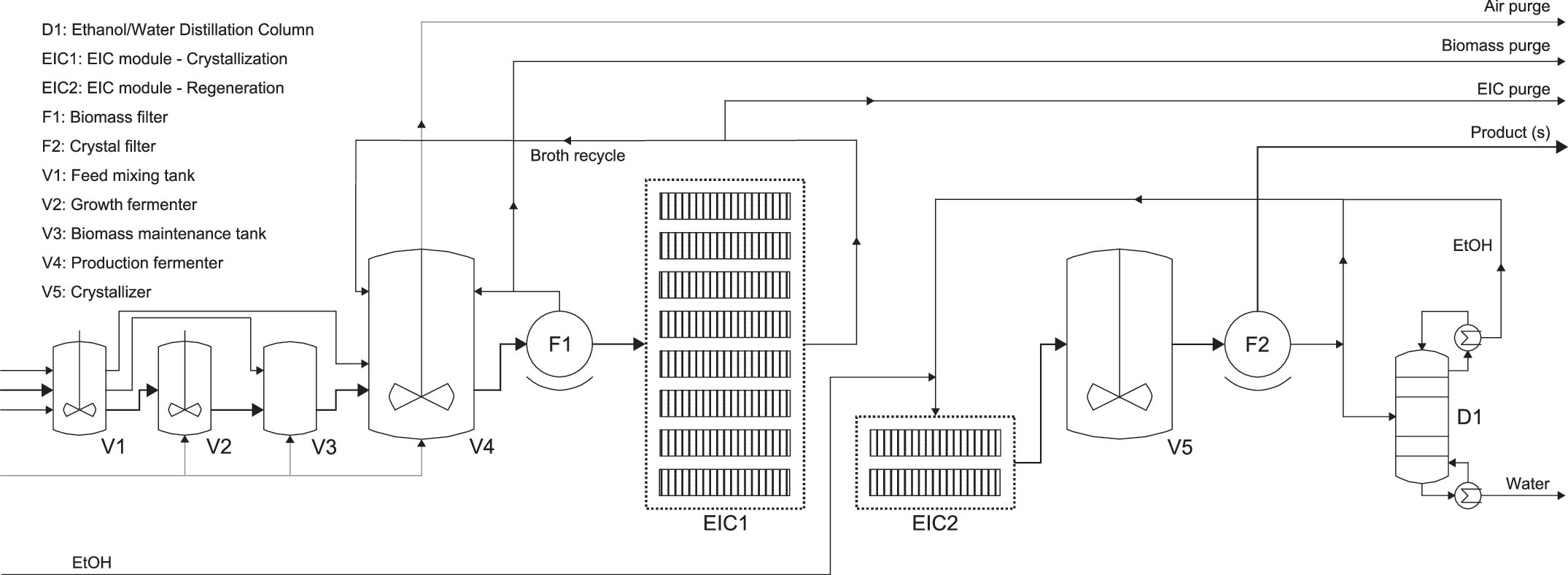
Process flow diagram of EIC case.
Economic Analysis
The purchased equipment costs (PEC) corresponding to the process designs for the different cases are given in Table 1, along with the operational costs (OPEX) and investments costs (CAPEX). Break-downs of the PEC are shown in Figure 4, where unit operations are categorized.

Purchased equipment costs of base case
Cost Price of Raw Materials
1€ ∼ 1.29 USD.
See Ref. 29.
The costs for the fermenters involve the mixing, holding, growth, and production vessels. The filters category concerns the biomass and product filters. The two categories are comparable across the three different cases due to equal sizing of the fermentation section and comparable production rates.
The crystallizers category concerns the operation in which fumaric acid is crystallized; this is equal for both base cases, while crystallization of fumaric acid takes place twice in the EIC process. The first crystallization event takes place inside the EIC modules, while the second event takes place in a crystallizer downstream of the modules. Therefore, the crystallizers category is relatively large for the EIC case.
The waste treatment category involves all unit operations that deal with the mother liquor after filtration of the product. For the base case, it involves evaporation of the mother liquor and subsequent filtration of the solid waste. For the base case with salt regeneration, it includes the electrodialysis unit, two evaporators, and two filtrations. The evaporator and rotary drum filter that handle the concentrated H2SO4 stream are assumed to be twice as expensive compared to normal solutions/suspensions. For the EIC case, waste treatment only involves the distillation unit. In total, the base case with salt regeneration has the highest PEC, which originates from the wastewater treatment, while the PEC of EIC is higher than that of the base case due to the use of the more expensive EIC modules and the additional cooling crystallizer that replaces the relatively cheap pH-shift crystallizers.
The CAPEX are calculated from the PEC using fixed percentages for direct costs, indirect costs, working capital, and start-up costs (Table 2). Therefore, the values of the CAPEX scale with the values of the PEC. The OPEX are calculated with raw materials (costs given in Table1), waste disposal penalty, utilities, operating supplies, and CAPEX as input. The former four inputs define the variable costs, while fixed costs are defined by fixed percentages of the CAPEX (capital charge, maintenance, local taxes, and insurance) and OPEX (labor, plant overhead, and general expenses).
Final Economic Figures of the Three Cases
In millions of € (1€ ∼ 1.29 USD).
Three types of waste were identified: wastewater, biomass waste, and solid waste, with disposal penalties of €1/ton (USD1.3/ton), €10/ton (USD12.9/ton), and €50/ton (USD64.2/ton), respectively. For the two cases involving some form of electrodialysis, the cost item for maintenance includes the replacement of membranes every 2.5 years (the lifetime of such ion selective membranes). Conventionally, economic criteria are calculated based on a given sales price of the product. In our case the projected sales price of fumaric acid produced by fermentation is unknown, since fumaric acid is currently produced petrochemically. Therefore our approach was to achieve a fixed return on investment (ROI) of 15%, and the required sales price per kg to obtain this target was calculated. If, in reality, the product can only be sold for a lower price, then the achieved ROI will be lower than 15%. The required sales price is a measure of the competitiveness of the process; i.e., a lower required sales price translates into a better position in the market. To be able to calculate the required sales price, the discount rate (DCR), the rate of return that could be earned on an investment in the financial market with similar risk, was assumed to be 8% annually. From the ROI and the DCR, the pay-back time can be calculated. Since these instruments are both fixed, the pay-back time is fixed at 9 years. Without the DCR, the pay-back time would be 6.7 years. With the described approach, the required net cash flow (CF) is determined by the ROI and is thus fixed at 15% of the initial investment.
Figure 5 shows the cumulative net present value (CNPV) in millions of Euros plotted against time (year), illustrates the fixed pay-back time with and without the DCR applied, and shows the relation between the height of the investment and the required net CF (related to the slopes of the lines). It also indicates that with a higher ROI, the pay-back time is shorter, but the required net CF is higher, resulting in a higher required sales price. The required sales price per kg product is obtained by dividing the required annual sales revenues (millions of €/y) by the annual production of fumaric acid (kg/y). The former is the summation of the gross cash flow (with the tax rate set to 35%), the depreciation of equipment (10% of PEC annually), and the OPEX. The economic criteria of the three cases are given in Table 3.
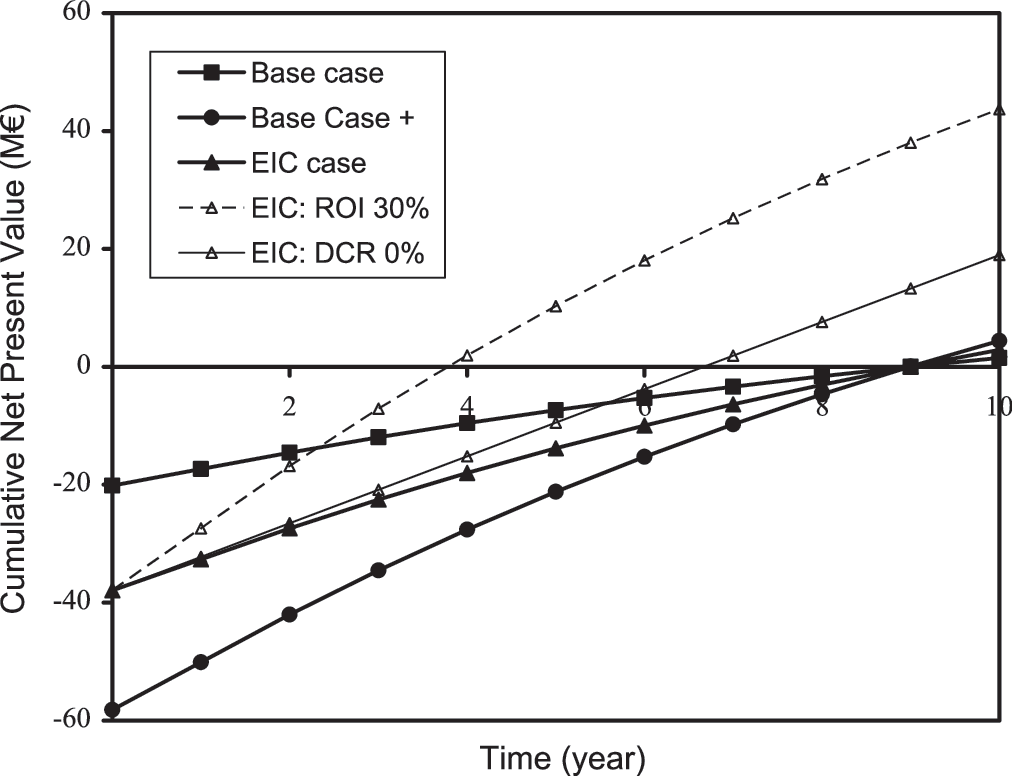
Cumulative NPV plot illustrating fixed pay-back time as a function of ROI (15% and 30%) and DCR (0% and 8%) for the EIC case. Initial investments of the three cases are plotted at the y-axis. The slope of the curve is the discounted CF from which the net CF can be calculated.
Economic Criteria of the Three Cases
In millions of € per year.
It can be observed that the base case with salt regeneration has the highest required sales price, which is due to the large investments in the waste treatment section to avoid the disposal of solid waste and the accompanied high operational costs (utilities). The salt-free production of fumaric acid by fermentation integrated with EIC is considerably more competitive, in terms of both CAPEX and OPEX. The use of EIC is slightly more expensive than the base case, in which solid waste is disposed against a penalty of €50/ton (USD64/ton). This is only due to the investments, since the variable part of the OPEX of EIC is lower (Table 1). This is in turn due to the use of electricity instead of the addition of chemicals.
Sensitivity Analysis
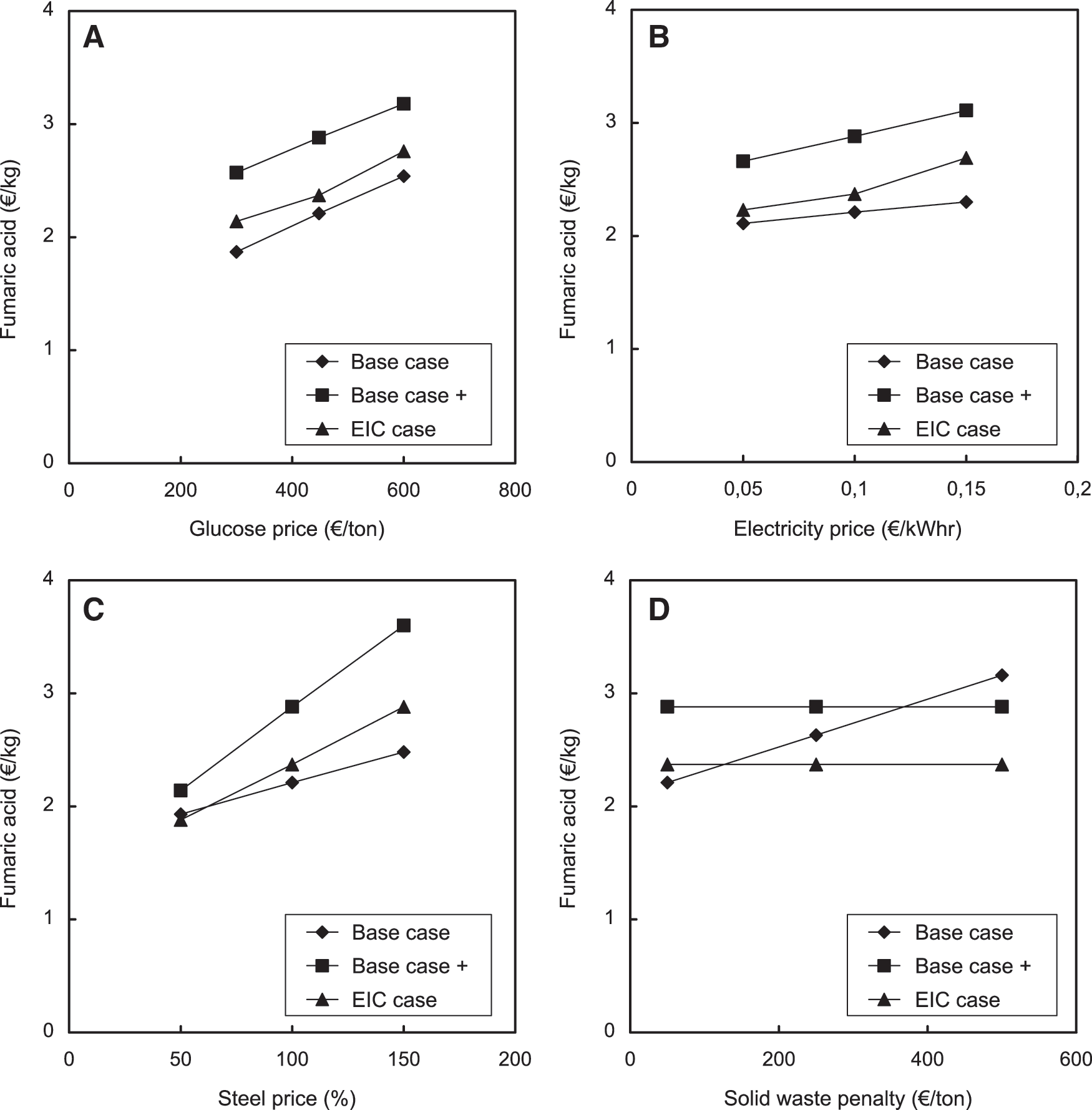
A sensitivity analysis was performed to evaluate the effect of glucose price, electricity cost, steel price, and penalty for solid waste (Fig. 6) on the required sales price of fumaric acid for the three different cases. It can be observed that the glucose price is hardly differentiating between the three cases; this is because glucose is dominating the raw materials and, to a large extent, the OPEX. 29 At glucose prices above €1,400/ton (USD1,799/ton), fermentation integrated with EIC becomes the most competitive process. This is due to the fact that EIC is more efficient in terms of glucose consumption. In the EIC case, the glucose that is not converted during fermentation is directly recycled to the fermenter after passing through the stack of EIC modules. The non-converted glucose, assumed to be 5% in all cases, ends up in the waste treatment section in both base cases and is, therefore, not recycled to the fermenter.
Effect of glucose price
The effect of electricity on the required sales price of the base case with salt regeneration and the EIC case is larger than on the required sales price of the base case. Therefore, at lower electricity prices (below €0.025/kWh; USD0.032/kWh), EIC becomes economically more attractive than the base case. The difference in dependency is explained by the electrodialysis unit, which is dominating the utility costs in two of the three cases.
The steel price dependency is calculated by varying the total PEC to 50% or 150% of the original calculated value. Since the PECs were significantly different (€3, €6, and €9 million; USD3.9, 7.7, and 11.6, respectively), the effect of the steel price is quite significant. At lower steel prices (below 60% of the original PEC), the EIC case is economically most attractive. However, at higher steel prices, the base case clearly remains the cheapest process.
Since the two cases in which electrodialysis is applied do not produce solid waste, the base case is the only case affected by variations in the solid waste penalty. The effect of this penalty is quite drastic, as shown in Figure 6D. Already at €128/ton (USD164/ton), EIC is economically more attractive than the base case, while at €365/ton (USD469/ton) the disposal of solid waste becomes more expensive than the regeneration of the salt into the original acid and base.
In reality, it is expected that glucose will be more expensive due to competition between biofuels, biochemicals, and the food market. On the other hand, the trend is to replace glucose with cheaper, second-generation feedstocks that are not competing with food. Furthermore, it is hard to forecast the electricity price, but with the current trends of increasing consumption, it is not realistic to expect decreasing electricity costs. The same is true for the steel price, which has rapidly increased during the last decade due to economic growth of the BRIC countries [Brazil, Russia, India, and China]. These considerations indicate that EIC will most likely not be much cheaper than classical pH-shift crystallization. On the other hand, sustainability is a driver toward clean processes that produce zero waste. In that respect, waste penalties might increase, such that EIC could soon become economically attractive. As discussed in the introduction, the disposal of solids might well be prohibited, and hence, the base case is not valid. Figure 6 shows that in any situation, EIC is the most economically attractive option of the two remaining possibilities.
Discussion
Waste streams in the process designs discussed in the appendices have not been considered for recycling, which might be of particular interest for the two cases that do not generate solid waste. These processes both produce wastewater, which after further treatment can be reused in the processes. The base case with salt regeneration has a purge stream that contains a considerable amount of glucose (17 wt%), making recycling to the fermenter an interesting option. A drawback might be the amount of salt (3 wt%) that is present in this purge stream as well, which can lead to undesired osmotic pressure during fermentation. The presence of salt downstream of the fermentation process is not a problem since electrodialysis is applied to regenerate the salt. The EIC case has two purges; the first minimizes the ethanol content during fermentation, while the second purge prevents accumulation of water and glucose in the ethanol used for regeneration of the EIC modules. The first purge can easily be recycled to the fermenter after evaporation of the ethanol. This can, for instance, be accomplished by pervaporation, which is less CAPEX intensive than distillation. Complete removal is not required—so the added cost is not large—and valuable components such as glucose, NaOH, and some dissociated fumaric acid are recovered. The second purge consists of ethanol, water, fumaric acid, and glucose. This stream can also be recycled to the fermenter after evaporation of the ethanol. In essence, a process with 100% glucose efficiency will be obtained in both cases, which will positively affect the OPEX of both processes, while less waste is generated.
In the process design of the EIC case, the unit operation EIC consists of a number of stacks that each contains a large number of modules. This is determined by geometrical considerations derived from experimental work. The actual design (module complexity, manifolding, etc.) and operation (distribution of flows, monitoring, etc.) of these modules has similarities with microreactor technologies. Lessons learned in this evaluation can probably be applied to solve some of the issues that might be encountered in the development of large-scale EIC technology. 30
In this paper, the base case without salt regeneration is considered the least sustainable process due to the formation of 1.3 tons of salt per ton of product. Another commonly used parameter that determines the sustainability of a process is the CO2 footprint. A detailed analysis was outside the scope of this paper, but a few interesting comments about the overall process can be posted. First, the metabolic pathway to produce fumaric acid utilizes approximately 1 mole of CO2 per mole of produced fumaric acid. 23 As such, the unit operation fermentation has a negative CO2 footprint, which obviously is positive for the sustainability of the overall process. Second, although the other unit operations do not consume or emit greenhouse gases directly, the utilities (e.g., electricity, steam, etc.) required for these processing steps are generated from fossil resources. Hence, these steps indirectly emit CO2, which needs to be taken into account in the sustainability assessment. At €3.7 million (USD4.8 million), the base case without salt regeneration has the lowest utility costs (versus €10.4 million (USD13.3 million) and €7.5 million (USD9.6 million) for the base case with salt regeneration and the EIC case, respectively), and therefore appears to have the lowest CO2 footprint. The other two cases require more utilities because they either recycle or prevent the formation of waste salt. It seems that preventing the formation of waste requires greenhouse gas emissions. However, considering the production processes of NaOH and H2SO4, utilities are required as well. NaOH is produced by electrodialysis of water, which is exactly the same process that is applied by EIC, while H2SO4 is also an energy-intensive process. These utilities are generated from fossil resources, such that the production of the required chemicals is accompanied with CO2 emissions as well. Hence, the base case without salt regeneration has a CO2 footprint comparable to the EIC case. It might be even higher due to loss of conversion efficiency, transport of chemicals, etc. Therefore, the EIC case is the more sustainable process, since no waste salt is produced.
Current biotechnological developments in the field of carboxylic acid production are focused on low pH fermentations. 31 –34 Here, the acid is formed directly, obviating the need for a pH shift. This process will thus intrinsically exhibit a lower CO2 footprint compared to state-of-the-art neutral fermentations. The carboxylate product sink will become obsolete, such that integrated product recovery becomes even more pivotal to alleviate the toxicity and inhibitory constraints of the produced carboxylic acid. Potential product recovery techniques applicable for low pH fermentations are in-stream cooling and evaporative crystallization, co-crystallization, adsorption, and extraction. 35 –40 In the long term, the novel low-pH fermentation process will be the logical choice. Until then, the sustainability of current fermentations that produce carboxylic acids at neutral pH can be improved by applying EIC.
Conclusions
The base case has the lowest required product sales price, followed by the EIC case and base case with salt regeneration. The application of EIC will only be cheaper than classical pH-shift crystallization when the penalty of solid waste increases to above €128/ton (USD164/ton). When the disposal of solid waste is prohibited, EIC is the most economically attractive option for continuous product recovery from fermentation.
The base case produces 1.3 tons of solid waste per ton of product, while the other two processes do not generate solid waste at all. Hence, the base case is the least sustainable process in terms of waste. The metabolic utilization of CO2 for the production of fumaric acid is beneficial, while on the other hand
This techno-economic evaluation shows that changing the purpose of electrodialysis from the regeneration of waste salt to crystallization of the fermentation product is cost effective by reducing the required capital investments and the amount of water that has to be evaporated.
Footnotes
Acknowledgments
This project is financially supported by the Netherlands Ministry of Economic Affairs and the partner organizations of B-Basic consortium, a public-private NWO-ACTS program. The authors thank Adrie Straathof, Roel Bisselink, Joost van Erkel, and Michiel Nienoord for stimulating discussions.
Author Disclosure Statement
No competing financial interests exist.