
Abstract
Dilute H2SO4 and SO2 pretreatment of Loblolly pine residue and stem wood followed by enzymatic hydrolysis of the treated solids and fermentation of the resulting sugars were compared in this study. The results indicated that cellulose conversion was higher using SO2 compared to H2SO4 for both residue and stem wood samples. After 72 h hydrolysis cellulose conversion was 51.5% (with Tween 80) in the H2SO4 post-pretreatment sample and 62.9% (with Tween 80) in the SO2 post-pretreatment sample. The molecular weight of α-cellulose and the cellulose crystallinity index of the H2SO4 pretreated samples were higher than for the SO2 pretreated ones. During enzymatic hydrolysis, the pretreated Loblolly pine stem wood produced slightly (5%) higher amounts of glucose than from the treated pine residue. As a result, the pine stem wood yielded only 5% more ethanol than the pine residue in the fermentation process. Thus, the Loblolly pine residue could be regarded as an alternative for stem wood in bioethanol production.
Introduction
The process of converting biomass to ethanol typically consists of three main steps: pretreatment, enzymatic hydrolysis, and fermentation. 4 Pretreatment is the most crucial step since it has a large impact on the efficiency of the overall conversion. 7 In lignocellulosic biomass, cellulose and hemicellulose are densely packed with layers of lignin, which protects them against enzymatic hydrolysis. 8 Pretreatment disrupts recalcitrant structures of cellulosic biomass to make cellulose more accessible to the enzymes that will convert the carbohydrate polymers into fermentable sugars. To date, various pretreatment methods have been developed including steam explosion, liquid hot water, dilute acid pretreatment (DAP), lime, ammonium fiber explosion (AFEX), and sulfite pretreatment to overcome recalcitrance of lignocellulosics (SPORL). 9 –12
Steam explosion refers to a pretreatment technique in which lignocellulosic biomass is rapidly heated by high-pressure steam without the addition of any chemicals. 13 The biomass/steam mixture is held for a period of time to promote hemicellulose hydrolysis, and the hydrolysis is then terminated by an explosive decompression. 14,15 The rapid thermal expansion used to terminate the reaction opens up the particulate structure of the biomass and enhances the digestibility of the cellulose. 16 During pretreatment, hemicellulose is hydrolyzed by the acetic acid and other acids released during steam explosion pretreatment. In addition, water acts as an acid at high temperatures. 17
Liquid hot water pretreatment involves saturation of lignocellulosic biomass with water, followed by heat treatment of the slurry at temperatures between 120°C and 200°C for 5-15 min under pressure to maintain water in the liquid state. During the pretreatment, acetic acid and other organic acids are generated from hemicellulose, which facilitate acid-catalyzed hydrolysis and solubilization of the hemicellulose fraction of the biomass. 18
DAP is usually performed at moderate temperatures ranging from 140°C to 190°C, with a sulfuric acid concentration of 0.5%-1.0%. DAP effectively removes and recovers most of the hemicellulose as dissolved sugars, and glucose yields from cellulose increase with hemicellulose removal to almost 100%, for complete hemicellulose hydrolysis dependent on feedstock. 19 During this pretreatment, the lignin structure is disrupted, increasing cellulose susceptibility to enzymes. 19 –21 Besides dilute sulfuric acid, use of SO2 could yield a similar effect in this pretreatment. 22
The lime pretreatment involves slurrying the lime with water, spraying it onto the biomass material, and storing the material in a pile for a period of hours to weeks under low temperatures and pressures. The particle size of the biomass is typically 10 mm or less. The major effect of the alkaline pretreatment is the removal of lignin and acetate groups from the biomass, thereby increasing the accessibility of hemicellulose and cellulose to enzymes. 23
In AFEX pretreatment, the lignocellulosic material is treated with liquid anhydrous ammonia at temperatures between 60°C and 100°C, and high pressure release leads to rapid expansion of ammonia gas. 24 During the AFEX pretreatment, the cellulose is swollen and decrystallized, while there is little lignin and hemicellulose removed. 25
In SPORL woodchips are pretreated in an aqueous sulfite solution at 160°C–180°C and pH 2–4 for about 30 min. The woodchips are then fiberized (size-reduced) using a disk mill to generate fibrous substrate for subsequent saccharification and fermentation. SPORL eliminates recalcitrance not only by dissolving hemicellulose and depolymerizing cellulose, but also by partially dissolving lignin and sulfonating the residual lignin, which presumably reduces the hydrophobic interactions between lignin and the enzymes. 26
Among these pretreatment methods, DAP is the most established and has become one of the leading technologies studied for pretreatment of a wide range of lignocellulosic biomass. 1,27 –30 Among the main objectives of DAP is to solubilize the hemicellulosic fraction of the biomass and to make the cellulose more accessible to enzymes. 31 It converts most of the hemicellulose to low-molecular weight sugars (such as xylose, mannose, arabinose, and galactose), and produces acetic acid by the cleavage of acetyl groups from hemicellulose. Although little lignin is dissolved, published results suggest that lignin is disrupted, increasing cellulose susceptibility to enzymes. 20 This pretreatment technology appears to be an attractive method for industrial applications because it is relatively inexpensive, provides up to 90% hemicellulose, and the enzymatic hydrolysis yields of glucose can be greater than 90% for select biomass resources. 32
Enzymatic hydrolysis of cellulose into soluble sugars is another main step in the conversion of biomass to ethanol. Research indicates that the hydrolysis rate rapidly decreases over time, and high enzyme concentrations are needed to reach high cellulose conversion. 33,34 To enhance the efficiency of enzymatic hydrolysis, several authors report adding surfactant to the hydrolysis mixture. 35 –38 Non-ionic surfactants, such as fatty acid esters of sorbitan polyethoxylates (Tween 20 and 80) and polyethylene glycol, have been reported to be the most effective for enzymatic hydrolysis. 39 –41 For example, addition of Tween 80 to lignocellulosic substrates can increase cellulose conversion by 33%. 2 Different mechanisms have been proposed for the positive effect of surfactant on the enzymatic hydrolysis of cellulose. It has been reported that the surfactant can change the nature of the substrate by increasing the available cellulose surface or by removing inhibitory lignin. 42 The surfactant may also increase the stability of the enzymes and reduce enzyme denaturation during hydrolysis. 43,44 Moreover, the surfactant could facilitate desorption of enzymes from substrate. 45
Among the numerous types of biomass, softwoods are generally recognized as being much more refractory than hardwoods or agricultural residues in the pretreatment process. This is due, in part, to the fact that softwoods have a more rigid structure and contain more lignin. 46
Loblolly pine (Pinus taeda L.) is the predominant commercial softwood in the southeastern United States, where forest productivity is high. 47 As it is fast growing and has good fiber quality, Loblolly pine is currently used primarily for solid wood products and pulpwood; turpentine, pine oil, and other chemicals are also extracted from it, and power is generated in combined heat and power (CHP) plants fueled by waste pulping liquors. 48,49 In addition, Loblolly pine consists of nearly 65% cellulose and hemicellulose that can be converted to sugars. Conversion of these sugars to ethanol is generally regarded to be competitive with other lignocellulosic resources such as corn stover and Miscanthus. 49
During harvesting operations in intensively managed pine plantations considerable amounts of traditionally non-merchantable residues (e.g., stumps, limbs, tops, and dead trees), referred to as “slash” on the logging site, are collected along with the stem wood. US statistics indicate that the quantity of these forest residues is significant and represents approximately 13% of potential biomass nationally and 22% of potential biomass in the southeastern US. 50 In sparsely populated countries (such as Canada and Scandinavia), harvest of forest residues is considered relatively expensive and currently infeasible as markets have not been developed. 51–52 More intensive utilization of these materials as a source of bioethanol production is being considered in response to rising energy costs and recent advances in second and third generation biofuels.
In this study, Loblolly pine residue was pretreated by dilute H2SO4 or SO2. After the pretreatment, the remaining solids were further hydrolyzed by cellulase and cellobiase to precede the cellulose saccharification. The resulting sugars were then fermented to ethanol. To evaluate the conversion of cellulose in Loblolly pine residues, a reference pretreatment was also done on Loblolly pine stem wood under the same conditions. The lignin concentration, sugar profiles, cellulose molecular weight, and crystallinity were analyzed for all samples.
Materials and Methods
Raw material
Loblolly pine stem wood and residue were collected from a University of Georgia research plot in Macon, Georgia. The stem wood material consisted of bark, xylem, and pith. It was debarked and chipped. The residue consisted of stumps, limbs, and tops. This mixture was not debarked. Homogenized samples were used for all testing and analysis. All of the biomass samples were stored at −5°C during the course of this study. Prior to pretreatment, the biomass was milled through a Wiley mill to pass a 2 mm screen based on Tappi method T257 cm-02. All reagents used in this study were purchased from VWR International (Radnor, PA) or Sigma-Aldrich (St. Louis, MO).
Chemical composition analysis
The extractives in the Wiley-milled materials were removed by dichloromethane (DCM) soxhlet extraction, according to the Tappi method T204 cm-07. Since the residue contained a certain amount of bark, the extractive-free residue sample was further extracted by 75% methanol for 48 h to remove tannins. 53
Basic chemical compositions, including holocellulose, α-cellulose, hemicellulose, Klason lignin, and ash content, were analyzed on the extractives-free and tannins-free samples. Holocellulose was determined by the sodium chlorite bleaching method. 54,55 α-cellulose and ash contents were obtained according to Tappi methods T429 cm-10 and T211 cm-07. Klason lignin and acid soluble lignin contents were analyzed based on literature procedures. 21,56 In brief, the extractives-free and tannins-free samples were treated with 72 wt% sulfuric acid for 4 h at 30°C and then diluted to 3 wt% sulfuric acid using deionized water and subsequently autoclaved at 121°C for 1 h. The resulting solution was cooled to room temperature, and the precipitate was filtered, dried, and weighed to determine the Klason lignin content. The filtrate was used for the detection of sugar composition by high-performance anion exchange chromatography with pulsed amperometric detection (HPAEC-PAD), and acid soluble lignin was measured by ultraviolet (UV) spectroscopy. 57
The hemicellulose contents were calculated from the sugar profiles analyzed with HPAEC-PAD as described in the literature. 58,59
Dilute acid pretreatment
The Loblolly pine residue and stem wood sawdust were soaked overnight with dilute H2SO4 (1%, w/w based on the water content of the wood, 67% dry matter (DM)) and treated at 180°C for 30 min. A sawdust sample (200.00 g dry weight) was treated with a solid-to-liquid ratio of 1:8. The pretreatments were carried out in a 3.78 L pressure reactor with a Parr 4482 temperature controller (Parr Instrument Company, Moline, IL). The sawdust was soaked and pretreated in the reactor's glass liner. The temperature rising rate was controlled at 5°C per minute. After the pretreatment, the sample was filtered to separate the solid pretreated wood and effluent. The pretreated wood was washed thoroughly with water. The sugars composition in the effluent was analyzed with HPAEC-PAD, furfural, and HMF contents determination using the UV absorbance method described by Martinez et al. 58 –60 The post-pretreatment solid samples were characterized for the Klason lignin content and monosaccharides.
SO2 pretreatment
Loblolly pine residue/stem wood sawdust sample (200.00 g by dry weight) was steamed for 15 min with saturated steam prior to impregnation of SO2. The impregnation of SO2 was carried out in a plastic bag to which the sawdust was transferred immediately after steaming. The bag was then filled with SO2 and stored overnight. The uptake of SO2 (Sigma-Aldrich lecture bottle) was 5% (w/w ODW), calculated as the difference in weight of the sawdust before and after SO2 impregnation. The SO2-impregnated sample was then treated with a solid-to-liquid (water) ratio of 1:8 in a 3.78 L pressure reactor at 180°C for 30 min as described in the dilute H2SO4 pretreatment method. The post-pretreatment solid and effluent samples were characterized following the same procedures as described in the dilute H2SO4 pretreatment method.
Enzymatic hydrolysis
Based on the Klason lignin and cellulose contents of the pretreated biomass, a post-pretreated sample that contained 2.00 g (by oven dry weight) cellulose was used for the enzymatic hydrolysis. The post-pretreatment sample was mixed with 100.00 mL citrate buffer (pH 4.8) for the enzymatic hydrolysis.
Cellulase and β-glucosidase loading in the hydrolysis were 40 FPU and 80 IU, respectively. To enhance the cellulose conversion, the surfactant Tween 80 (loading 0.02% w/w, Sigma-Aldrich) was also added. The hydrolysis was carried out in a shaking incubator at 50°C at 150 rpm for 72 h. Liquid aliquot samples (1.50 mL) were extracted at time intervals of 2 h, 4 h, 6 h, 12 h, 24 h, 48 h, and 72 h. All of the extracted liquid samples were further analyzed for glucose content by high pressure liquid chromatography (HPLC). The cellulose conversion (%) was calculated as follows:
61
Fermentation
The aqueous phase from the enzyme hydrolysis experiments were fermented using baker's yeast (Saccharomyces cerevisiae, Sigma-Aldrich). For these experiments, the solutions were filtered through a 0.45 μm polyvinylidine fluoride (PVDF) membrane and their pH adjusted to ∼5.5 by the drop-wise addition of 5% NaOH solution. The fermentation experiments were carried out in 50 mL Erlenmeyer flasks, which were closed with rubber stoppers vented with a syringe needle to release the CO2 generated. During fermentation, nutrient solution containing 0.04% (NH4)2HPO4, 1.20% NaH2PO4, 0.02% MgSO4·7H2O and 0.50 % yeast extract was prepared. This solution was sterilized in the autoclave prior to use. Baker's yeast was dissolved in deionized (DI) water at a concentration of 10.00 g/L. The fermentation medium constituted 37.00 mL aqueous sample, 2.00 mL yeast inoculum, and 1.00 mL nutrient solution. The flasks were incubated at 30°C in a rotating shaker set at 150 rpm, and 1.00 mL samples were withdrawn at regular intervals. Samples were centrifuged at 4°C, 10,000 rpm for 5 min, and the supernatants were stored frozen for HPLC analysis of ethanol. The resulting ethanol and remaining glucose content were measured using an Agilent 1200 HPLC system (Agilent Technologies, Santa Clara, CA) equipped with a G2260A Agilent autosampler, a G2226A Agilent pump, a G1316A Agilent column, and a Refractive Index Detector (RID, G1362A), at 65°C. Samples (50 μL) were filtered using a 0.45 μm PTFE syringe filter and eluted at 0.6 mL/min, with 0.01 M HNO3 as the mobile phase.
Cellulose crystallinity analysis
Cellulose isolated from stem wood, residue, and solid samples after each pretreatment was analyzed using solid state cross polarization/magic angle spinning (CP/MAS) 13C nuclear magnetic resonance (NMR) to determine the crystallinity index (CrI). 62 –64 Cellulose from each sample was acquired by first holocellulose pulping each sample followed by treatment with 2.50 M HCl at 100°C for 4 h to remove the hemicellulose content. 65 The isolated cellulose samples were then air dried to 41% water content to facilitate solid state NMR analysis. 66 The solid state CP/MAS 13C NMR spectra of carbohydrate samples were recorded at room temperature on a Bruker (Billerica, MA) Avance/DMX-400 instrument operating at 100.06 MHz using a CP/MAS WB CP BB VTN-BL 4 mm probe and ZrO2 rotors. The CP/MAS spin rate was 10 kHz. Acquisition was performed with a CP pulse sequence using 5.0 μs pulse, 2.0 ms contact pulse, and 3.0 s delay between repetitions. For each sample, 1,024 scans were accumulated. The CrI was calculated as the ratio of the integration area between chemical shift δ 86.0 and 92.0 ppm to the area between δ 80.0 and 92.0 ppm of C4 signals in the NMR spectrum. 67
Molecular weight analysis of α-cellulose
α-Cellulose isolated from stem wood, residue, and solid samples after each pretreatment was analyzed using gel permeation chromatography (GPC). The samples were prepared as follows: the biomass was first delignified by holocellulose pulping, followed by two steps of sodium hydroxide extraction (17.5% and 8.75%) to remove hemicelluloses according to Tappi method T 203 cm-09. The α-cellulose obtained was then derivatized by phenyl isocyanate (Sigma-Aldrich). The derivatized cellulose was analyzed for number-average molecular weight (Mn), weight-average molecular weight (Mw), and polydispersity index (PDI) using a SECcurity GPC system (Polymer Standards Service, Amherst, MA). Degree of polymerization (DP) value was obtained by dividing the Mn and Mw of the cellulose tricarbanilates by the molecular weight of the anhydrous glucose tricarbanilate derivative (519 Da). 59
Error analysis
The typical errors (standard deviation) associated with the chemical composition of starting material were±1.0, sugar composition measurements were ±0.05, lignin measurements were ±0.30, furfural and HMF measurements were ±0.02, cellulose molecular weight analysis were ±0.50, and cellulose CrI analysis were ±1.0.
Results and Discussion
Chemical composition analysis
The results of chemical composition analysis of the two pine samples are listed in Table 1. The stem wood contained more holocellulose and α-cellulose than the stem residue. These results are consistent with the literature. 68 It should be noted that the pine residue has 4.7% tannins, which are not present in the stem wood. This is understandable since the residue comprises stumps, limbs, and tops, which contain tannin-rich bark. In addition, the Klason lignin in the residue is 4.5% lower than in the stem wood, which is contradictory with the literature. 69 A possible explanation could be that tannins were pre-extracted from the residue, otherwise they would remain as residual Klason lignin and increase the Klason lignin content in the chemical composition analysis. Among the hemicellulose sugars, there is no significant difference in arabinose and galactose content between the two samples studied. The residue had lower xylose and mannose amounts than the stem wood, resulting in the former's lower hemicellulose content.
Chemical composition of Loblolly pine stem wood and residue
The tannins were pre-extracted before the holocellulose, α-cellulose, and lignin analysis.**Total mass is the sum of the wood content in holocellulose, lignin, extractives (tannin), and ash.
Dilute acid pretreatment
The compositions of the solid and water-soluble fractions after dilute acid pretreatment of Loblolly pine residue and stem wood are listed in Table 2.
Compositional analysis of the post-pretreated samples *
Values are % (w/w) in oven-dried wood.
In all pretreatments of the Loblolly pine residue, the hemicelluloses were removed from the solid fraction using either dilute H2SO4 or SO2. The solid fraction in the post-H2SO4 treated samples (67.34%) was higher than in the post-SO2 treated samples (54.88%). This might be due to parts of lignin being sulfonated and dissolved in the effluent after the SO2 pretreatment. As a result, the Klason lignin in the H2SO4 treated samples (35.91%) was much higher than in the SO2 (28.63%) treated samples. It should be noted that the Klason lignin contents in the post-pretreated samples were much higher than in the starting materials after the two pretreatments (Table 1). This may be due, in part, to the formation of pseudo-lignin during the dilute acid pretreatments. 70 This phenomenon was more pronounced in the dilute H2SO4 pretreatments. The glucose in the post-H2SO4 treated samples (27.94%) was slightly higher than in the post-SO2 samples (24.64%). The water soluble fraction of acid soluble lignin, monosaccharaides, furfural and HMF in the H2SO4 treatment (6.43%) was much lower than the SO2 treatment (20.35%). Because only small amounts of hemicellulose and glucose were found in the H2SO4 pretreatment effluent, a substantial amount may have formed pseudo-lignin during the process. The amounts of furfural and HMF were low (<2%) with both pretreatments, and there were no significant differences between the amounts of these components between the H2SO4 and SO2 pretreatments.
When compared with Loblolly pine residue, the pretreated Loblolly pine stem wood contained 4% more glucose in the solid fraction. This might be due to higher cellulose in the starting stem wood than in the residue (Table 1). In addition, there were no significant differences between the stem wood and residue in the amounts of acid soluble lignin, monosaccharaides, furfural, or HMF.
Enzymatic hydrolysis
The cellulose conversions of pretreated Loblolly pine stem wood and residue samples after enzymatic hydrolysis are shown in Figure 1 and Figure 2.
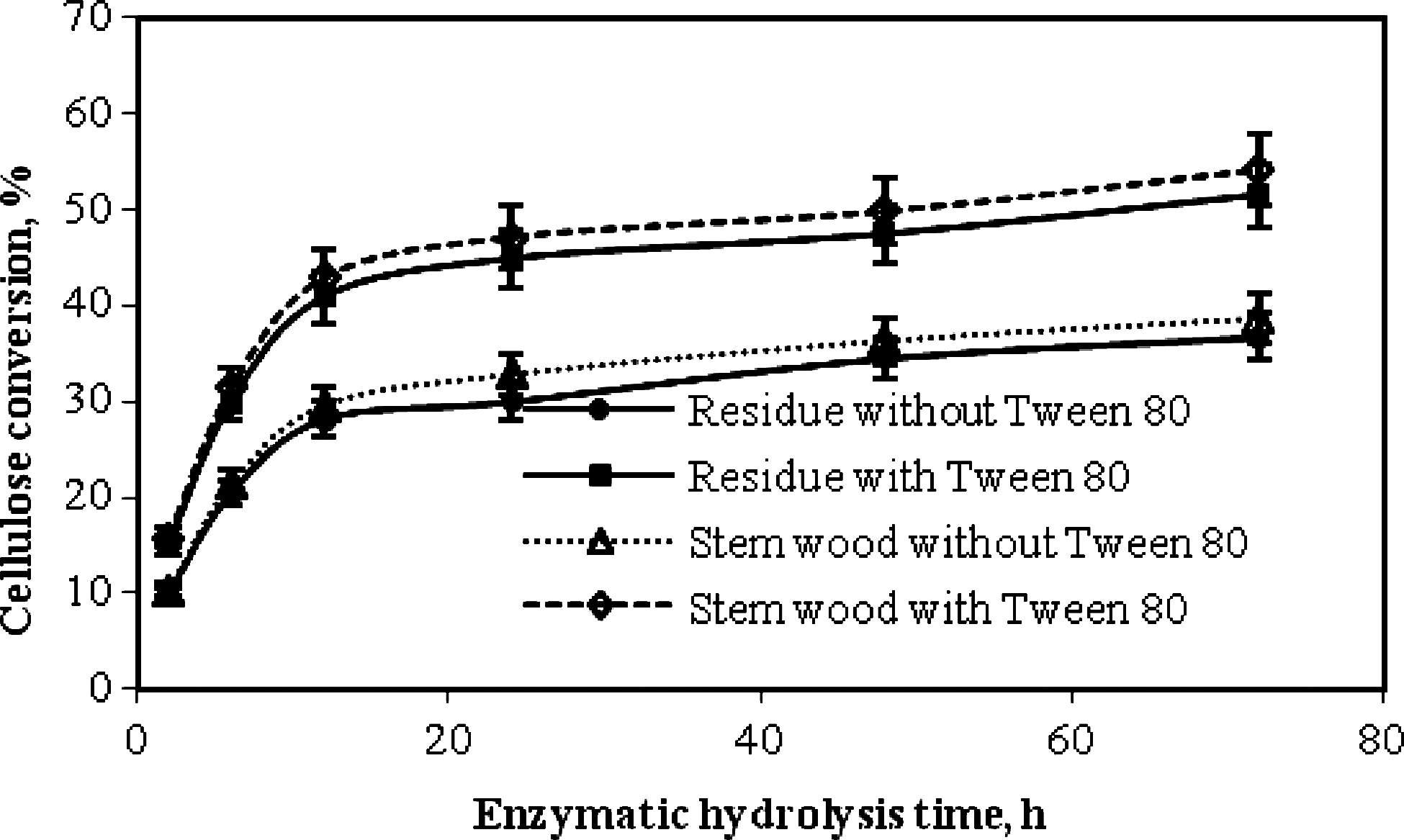
Cellulose conversion after enzymatic hydrolysis of samples pretreated with dilute H2SO4.
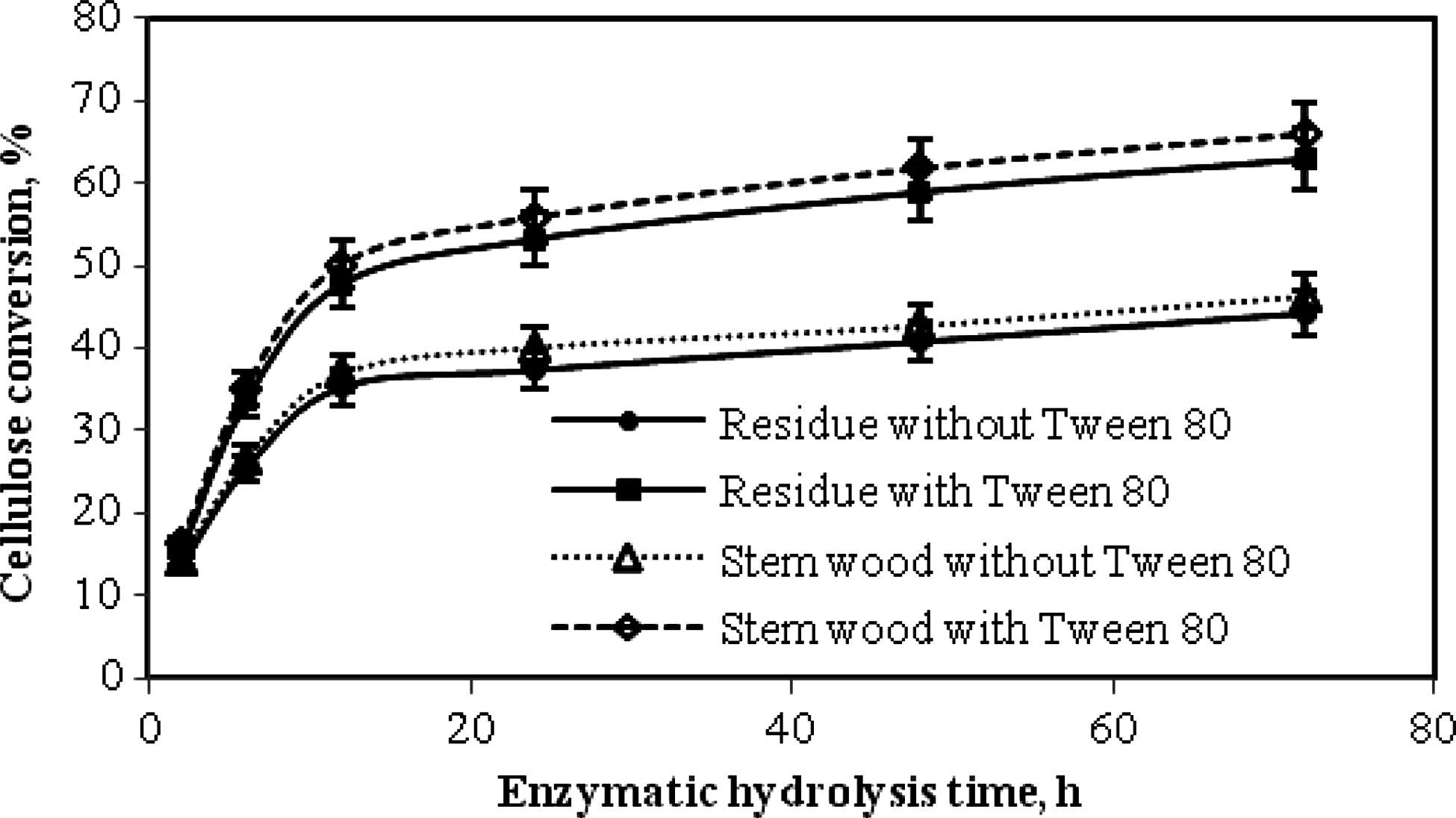
Cellulose conversion after enzymatic hydrolysis of samples pretreated with SO2.
Based on these results, the enzymatic hydrolysis of the pretreatment samples exhibited a classical two-rate profile in which the deconstruction of cellulose was fast in the first 24 h, then followed a slower rate of hydrolysis for the next 48 h. Cellulose conversion was higher in the SO2 than in the H2SO4 post-pretreatment samples.
After 72 h hydrolysis, the cellulose conversion of dilute H2SO4 pretreated sample was 38.6%, while a sample of SO2 pretreated material gave a 44.2% yield. These cellulose-to-glucose conversion yields for enzymatic hydrolysis are comparable to similar studies conducted with H2SO4 pretreated spruce (39%) 71 and SO2 pretreated spruce (45%). 72 In addition, Tween 80 surfactant had a very positive effect on cellulose conversion. On average, it could increase cellulose conversion by 30%. The Tween 80 surfactant enhancement of cellulose conversion in the enzymatic hydrolysis is comparable with similar studies conducted on lime pretreated corn stover (36%) and steam exploded Lodgepole pine (23%). 43,73 The effect of surfactant on enzymatic hydrolysis has been previously suggested to be due to the surfactant preventing unproductive adsorption of enzyme to lignin. 40 During enzymatic hydrolysis, the pretreated Loblolly pine stem wood yielded slightly higher (5%) glucose than the pretreated residue. This is reasonable since the cellulose content in the pretreated stem wood was higher than the residue as indicated in Table 2.
Molecular weight and crystallinity analysis
Table 3 shows the molecular weight analysis results of α-cellulose isolated from post-pretreatment and post-enzymatic hydrolysis (after 72 h hydrolysis) solid samples. It is noteworthy that the molecular weight of α-cellulose decreased by 62.0-64.0% in comparison to the starting material. Enzymatic hydrolysis also deconstructed the cellulose in a more modest way compared to the H2SO4 and SO2 pretreatments. Tween 80 played a positive role in the cellulose deconstruction in the post-pretreated substrates, as it increased the affinity of enzyme to the cellulose, enhancing cellulose hydrolysis. 40
Molecular weight analysis of samples from different treatments
The results also indicate that cellulose degradation was more pronounced with SO2 pretreatment than dilute H2SO4 pretreatment. Furthermore, the molecular weight of the α-cellulose isolated from the pretreated Loblolly pine stem wood was slightly higher than from the pretreated Loblolly pine residue, which might be due to its higher original molecular weight.
Table 4 shows the crystallinity index (%) of cellulose samples isolated from different solid samples after pretreatment and after enzymatic hydrolysis (72 h). Interestingly, the CrI increased by 7-9% after the H2SO4 and SO2 pretreatments. This could be explained by the partial degradation of amorphous cellulose during dilute H2SO4 and SO2 pretreatments. 59
Cellulose crystallinity analysis of samples from different treatments *
Standard error=± 1%.
The CrI remained constant after enzymatic hydrolysis. This might be explained by a “peel-off” mechanism, which indicates the synergistic action of endo- and exo-glucanases on the removal of the outer layers of the cellulose crystallite, providing access to the inner layers. 59 However, the CrI decreased by 5% after surfactant-assisted enzymatic hydrolysis. This shows that Tween 80 can possibly enable the enzyme to further deconstruct cellulose.
It is also noteworthy that the cellulose CrI of the SO2 pretreated sample was slightly lower than the H2SO4 pretreated sample. This finding was consistent with the results of the molecular weight analysis considering that the degradation of cellulose was greater in the SO2 pretreatment than in the H2SO4 pretreatment. In addition, there was no significant difference in the cellulose CrI between Loblolly pine stem wood and Loblolly pine residue.
Fermentation
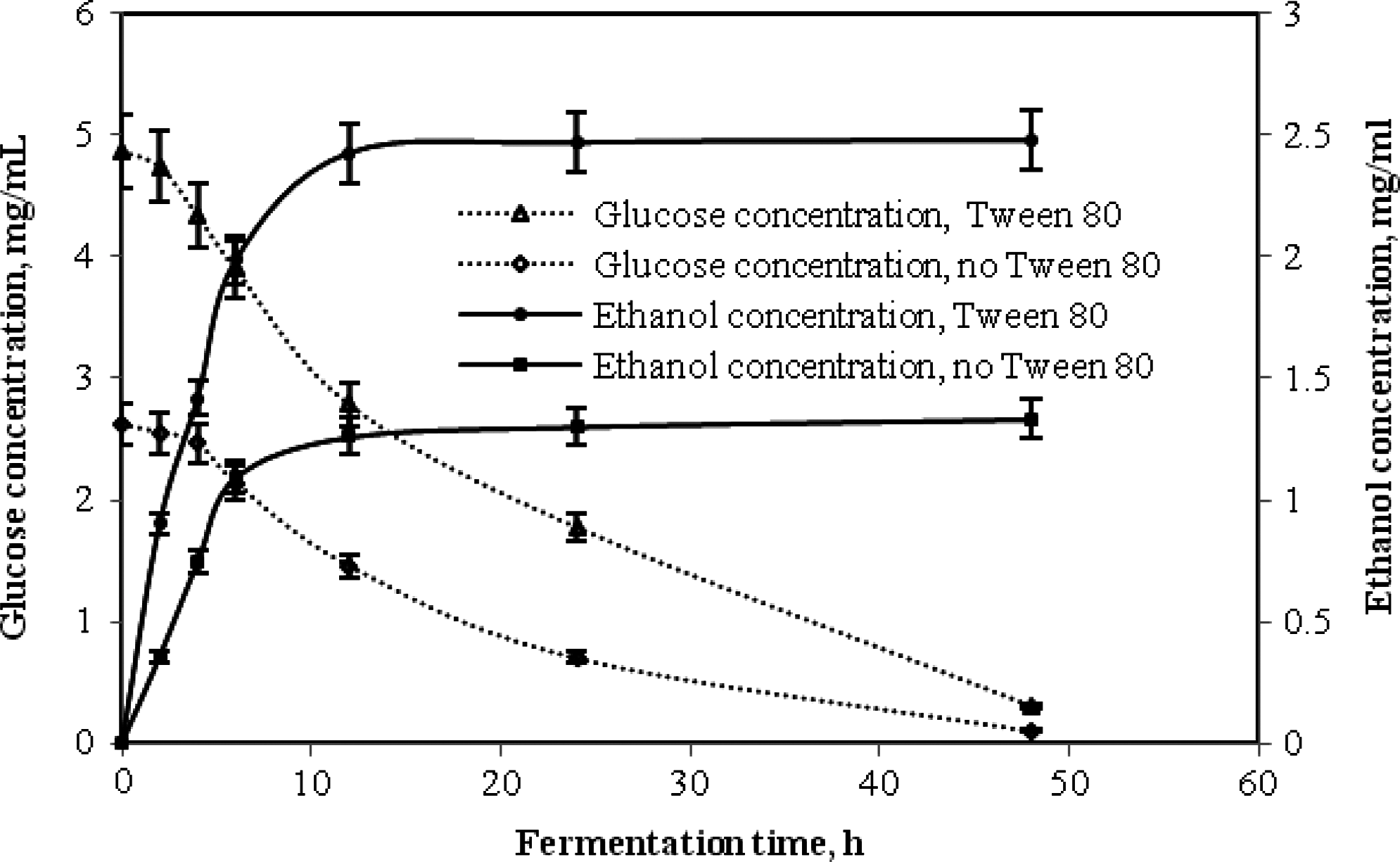
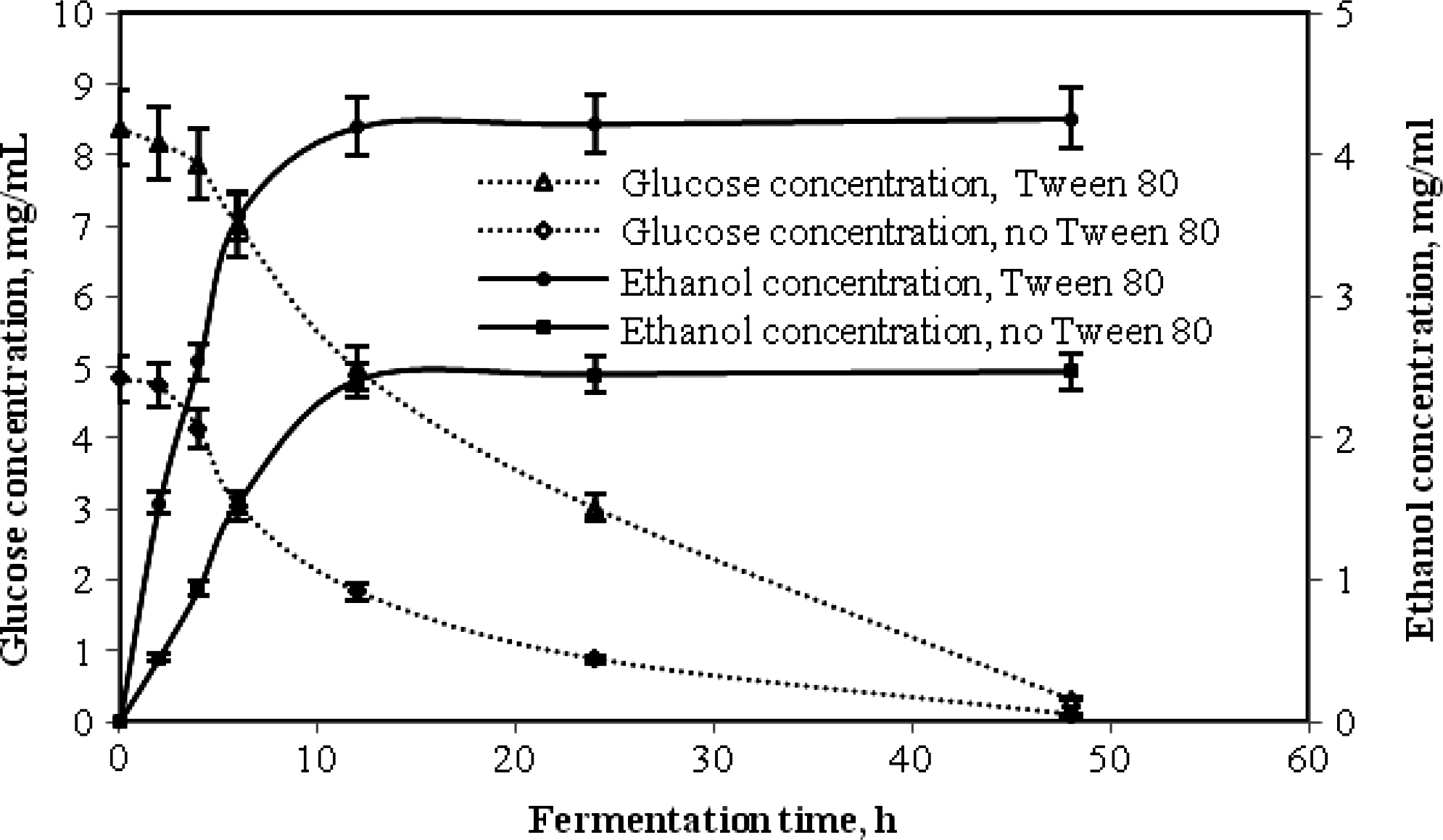
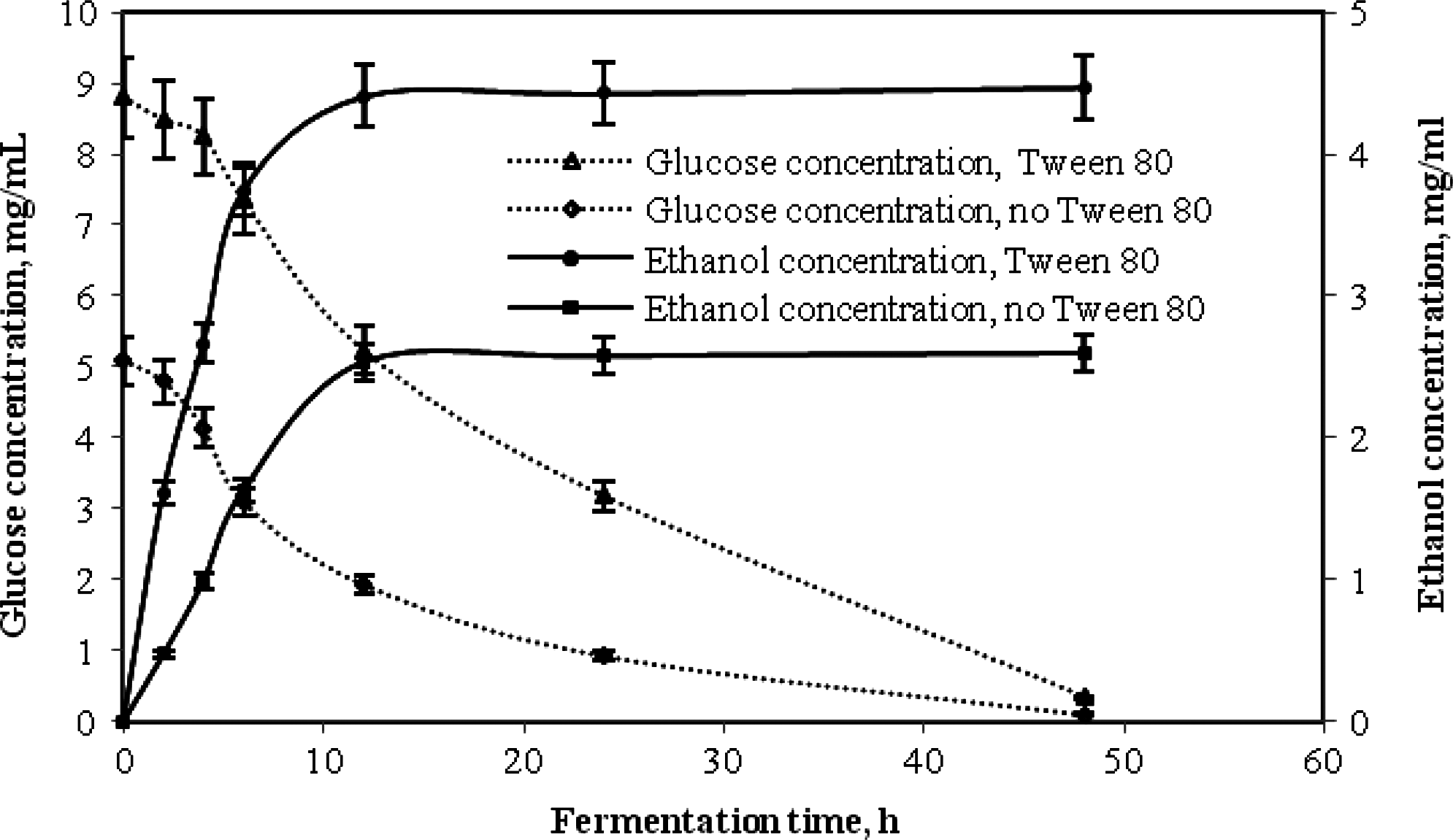
Ethanol production from the fermentation of pretreated samples of Loblolly pine stem wood and residue is shown in Figures 3 to 6. Results show that the fermentation was efficient for all post-enzymatic hydrolysis samples. During fermentation, the rates of ethanol production were fast during the first 10 h, followed by a slow phase for the next 38 h. More than 65% of glucose was consumed in the first 10 h. After 48 h of fermentation, almost all of the glucose was consumed by the yeast. These findings are in agreement with previous studies conducted on the bioethanol conversion of softwood. 39 In addition, surfactant Tween 80 showed positive effects on ethanol production for both the H2SO4- and SO2-treated samples, which is also in agreement with similar studies. 38 In terms of ethanol concentration, the SO2-treated samples (4.4 mg/mL with Tween 80) provided 76% more than the H2SO4 treated samples (2.5 mg/mL with Tween 80). This was due to the fact that the SO2 pretreatment yielded substrates with higher cellulose conversion than the H2SO4 pretreatment in the enzymatic hydrolysis (Figures 1 and 2). In addition, ethanol production was a bit higher (5%) when pretreated pine stem wood was used compared to pine residue, as explained by the higher glucose yields from the former samples.
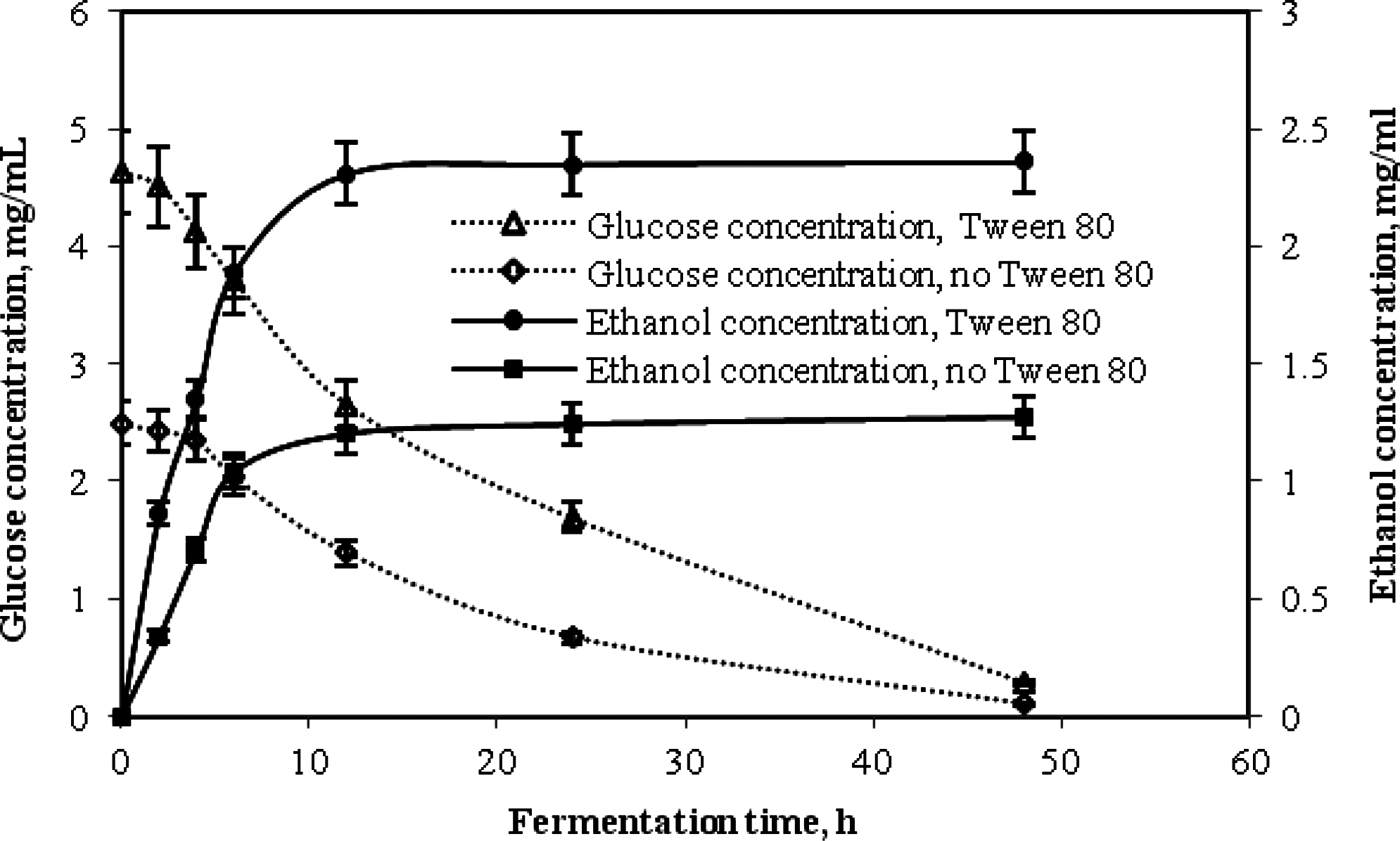
Ethanol production during the fermentation of dilute H2SO4 pretreated residue samples.
Ethanol production during the fermentation of dilute H2SO4 pretreated stem wood samples.
Ethanol production during the fermentation of SO2 pretreated residue samples.
Ethanol production during the fermentation of SO2 pretreated stem wood samples.
Conclusions
Dilute H2SO4 and SO2 pretreatments of Loblolly pine stem wood and residue were compared in this study. Results indicated that the cellulose conversion was higher in the SO2 than the H2SO4 post-pretreatment samples. After 72 h hydrolysis, the cellulose conversion of post H2SO4 pretreated sample was 51.5% (with Tween 80), compared to 62.9% (with Tween 80) for the post SO2-pretreated sample. In addition, Tween 80 had a positive effect on cellulose conversion. On average, it could increase cellulose conversion by 30%. The molecular weight of α-cellulose and the cellulose CrI of samples obtained from H2SO4 pretreatment were higher than the corresponding measurements from SO2 pretreatment. During the enzymatic hydrolysis, the pre-treated Loblolly pine stem wood yielded slightly higher (5%) glucose than the residue. Moreover, during the fermentation of the glucose derived from the enzymatic hydrolysis, the SO2 pretreated sample yielded more ethanol than the H2SO4 sample. However, the Loblolly pine stem wood only yields 5% more ethanol than the Loblolly pine residue. Thus, the Loblolly pine residue might be an alternative to pine stem wood in the ethanol conversion process.
Footnotes
Acknowledgments
The authors thank the US Department of Energy for providing financial support (project: DE-EE0003144/000) for these studies.
Disclosure Statement
No competing financial interests exist.