
Abstract
The broad application of itaconic acid in synthetic resins, fibers, plastics, rubbers, surfactants, and oil additives has resulted in an increased demand for this product. As an end step of biobased itaconic acid production, a suitable downstream recovery procedure using Aspergillus terreus as a study model was analyzed. Here we present preliminary work to integrate fungal fermentation with in-stream product recovery (ISPR) using pertraction for itaconic acid. Based on prior knowledge and an initial solvent screening, solvent extraction using 2-methyl tetrahydrofuran (2m-THF) was selected as the preferred technique for recovering itaconic acid. 1,2
Introduction
Itaconic acid is a C5 dicarboxylic acid produced by filamentous fungi Aspergillus terreus and Aspergillus itaconicus. 3 This acid is considered worldwide to be a chemical building block for generating co-monomers and polymers used in the manufacture of painting materials, rubber, synthetic glass fibers, flexible nylons, etc. 3 –7 Currently, in line with the developing biobased economy, industrial production of itaconic acid is mainly performed by A. terreus via submerged fermentation processes. 8
Here we present preliminary work to integrate itaconic acid production with product separation to increase the production level and reduce process costs. The current industrial downstream process for recovering itaconic acid is mainly focused on its extraction from the aqueous broth phase after completing the fermentation using techniques such as liquid-liquid extraction, precipitation, absorption, and reverse osmosis. 9,10
Given that product inhibition of itaconic acid already occurs at 20 g/L on A. terreus, we assume that the production of itaconic acid could be stimulated by removing it from the bioreactor during the fermentation process. 11 Therefore, an in-stream product removal (ISPR) method was explored for continuously removing itaconic acid throughout the production phase. Several techniques have been used for in-stream dicarboxylic acids recovery, including co-crystallization, adsorption, solvent impregnated resins, and cooling crystallization, among others. 12 –14 In our case, pertraction was selected as an advanced technique to extract itaconic acid from the cultivation broth. Similar to liquid-liquid extraction, pertraction is a membrane-extraction process utilizing the features of interactions between two different solvents, which are separated by a membrane. The aqueous phase containing the solute can interact with the organic phase at the surface of a hydrophobic membrane and transfer the solute to the organic solvent. 2
In this study, to achieve the in-stream extraction of itaconic acid, three steps were performed. First, a suitable solvent had to be selected for the extraction of itaconic acid from the fermentation broth in the pertraction module. The solvent-selection criteria included partition coefficient, cost, ease of regeneration, and miscibility with water. Miscibility with water describes the solubility of the solvent in water. The partition coefficient determines the difference in solubility of itaconic acid between solvent phase and water phase. Therefore, it was considered a major selection criterion based on Abraham's model: Ps=Ss/Sw; log Ps=c+eE+sS+aA+bB+vV. 1 Ps is the partition coefficient for the solute; c, e, s, a, b, and v are regression coefficients, which depend on the solvents being used; and E, S, A, B and V are the solute descriptors.
The next step was to couple the pertraction module to the batch fermentation production process for itaconic acid, adapted with proper in- and out-flow modules. Finally, the whole in-stream recovery process was evaluated in an actual fermentation experiment for itaconic acid production.
Materials & Methods
Chemicals
All chemicals used in this study were purchased from Sigma Aldrich (St. Louis, MO) in 98–99% purity. The organic solvents selected were 2-methyl tetrahydrofuran (2m-THF); cyclohexanone; dibutyl sulfoxide (DBSO); methyl iso-butyl ketone (MIBK); N,N-dibutylformamide; tributyl phosphate (TBP); tri-n-ocylphosphine oxide (TOPO)+octanol; and tricresyl phosphate.
Itaconic Acid Solvent/Water Extraction
A saturated itaconic acid solution was prepared by dissolving itaconic acid in water above its solubility (71 g/L at 20°C) and filtering with a microfilter (0.2 μM). The saturated solution of itaconic acid was mixed with organic solvent in equal volumetric ratio (1:1) and stirred for 2 h. The mixture was then transferred to a separating funnel and allowed to settle overnight, forming two stable phases based on the density difference of the water and solvent phases. The two phases were separated by gravity in the separating funnel, allowing the interphase to be discarded. The aqueous phase of the mixture was analyzed for itaconic acid concentration by titration.
Solvent Growth Inhibition Test in Shake Flask Culture of Aspergillus
To check the inhibition of biomass growth by organic solvents, A. terreus NRRL1960 and an alternative host for itaconic acid production, Aspergillus niger strain N201CAD, were cultivated in shake flask experiments with the preferred production medium saturated with the solvents. 15 Three preselected solvents—2m-THF, MIBK, and DBSO—were applied in this test. The sterilized production medium (40 mL) was saturated with solvent as described above to obtain a medium-solvent mixture. A. niger and A. terreus were precultured for two days in production medium (106 spores/mL). Subsequently, 1.6 mL pre-culture was inoculated to the solvent-saturated medium. The cultivation was followed for 7 days at 37°C. Culture samples (2 mL) were taken at days 2 and 4, and (10 mL) at day 7 for biomass determination. Biomass was harvested by filtration of the culture through a pre-weight filter and washed with demineralized water. Subsequently, the harvested biomass with the filter was dried in an oven at 110°C for 24 h and weighed. The biomass dry weight was established by subtracting the weight of the dry filter.
Pertraction
For pertraction, the membrane module [non-metallic polytetrafluroethylene (PTFE)/Teflon module] was packed with 2 O-rings and a double spacer layer on both sides of the PTFE (120-μm) membrane. The packed membrane was connected to a pertraction vessel through a centrifugal pump and filled with 300 mL of saturated aqueous itaconic acid solution/filtrated itaconic acid fermentation culture. Another pertraction vessel filled with 300 mL organic solvent was connected to another centrifugal pump. Both pumps were switched on and allowed to stabilize until no air bubbles or leakage were present during pertraction.
Before connecting to the organic phase and starting the actual pertraction, the membrane module connected to the aqueous phase was maintained at an increased pressure of 0.1 bar to check for leakage for approximately 20 minutes. A flow diagram of the pertraction set-up is shown in Fig. 1. Samples were collected each 3–4 h and analyzed for itaconic acid by titration.
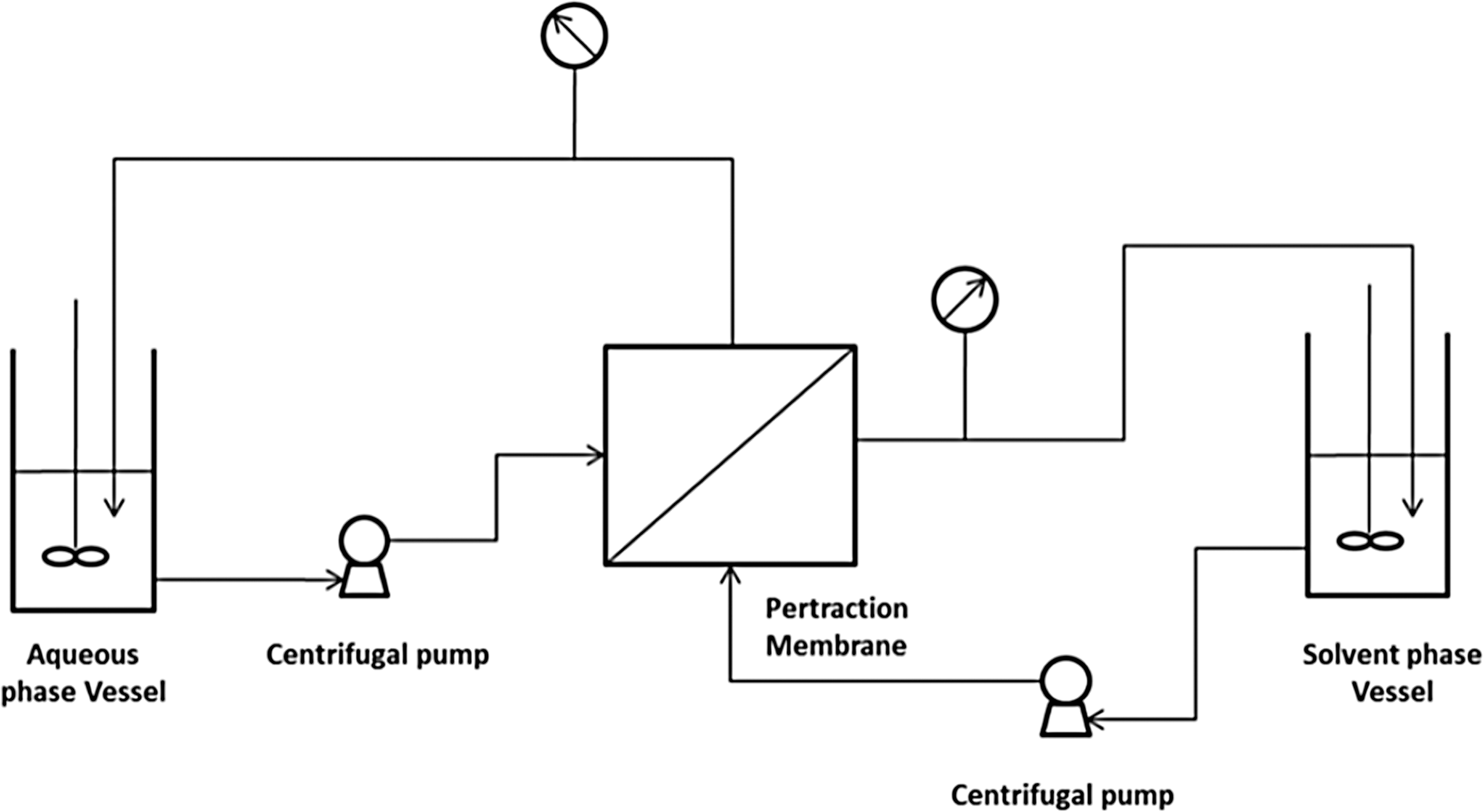
Flow diagram of pertraction. The vessel in the middle is the pertraction module, with a pertraction membrane separating the pertraction vessel iton two parts. The left part is connected to the aqueous phase vessel, while the right part is connected to the solvent phase vessel. Both parts are circulated via two pumps (arrow within a circle): one is used to pump liquid out of the pertraction vessel and the other (centrifugal pump) pumps liquid phase back to the pertaction vessel.
Solvent Regeneration and Itaconic Acid Recovery
Itaconic acid was recovered from the solvent phase by extraction with 1 M NaOH solution. To determine the required regeneration approach in a model set-up, 100 mL of solvent mixture containing 20 g/L itaconic acid was bubbled from the bottom of the NaOH solution at a speed of 8 mL/min so that small bubbles formed (Fig. 2). Itaconic acid transfer took place, and a biphasic system was formed as the bubbles passed through the NaOH phase. Solvent (top phase) was pumped back to the pertraction vessel. From this experiment, the suitable concentration of NaOH was determined for regeneration. The selected solvent had a high vapor pressure compared to itaconic acid, adding the possibility of distillation as a regeneration technology. However, continuous regeneration at lab-scale with a basewash was easier to perform while running the fermentation and pertraction at the same time.
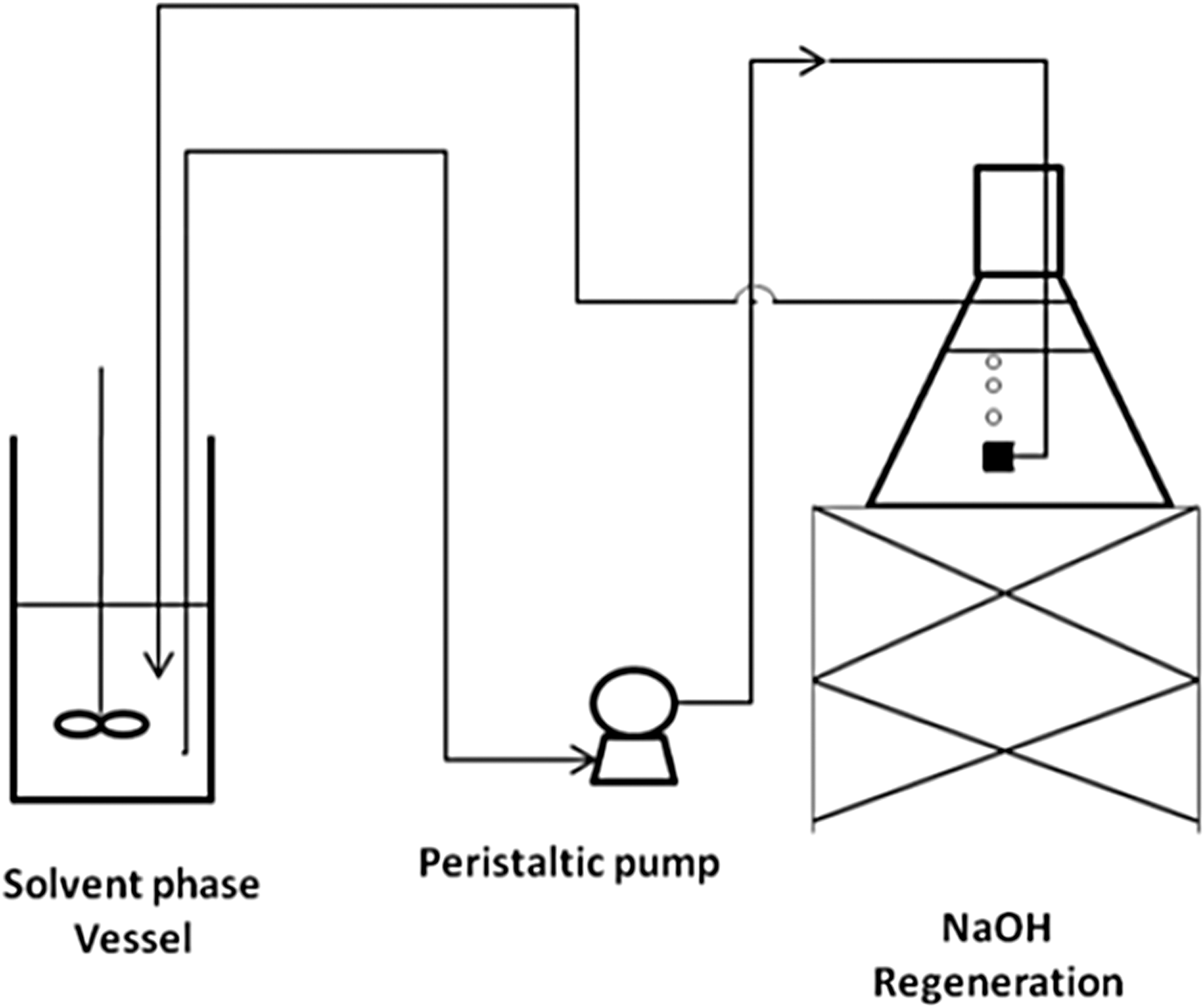
Solvent regeneration flow diagram. The solvent phase (saturated with itaconic acid) was pumped to the NaOH phase for itaconic acid recovery and solvent regeneration. In the NaOH regeneration vessel, solvent phase passed through the NaOH phase from the bottom of the vessel. During this step, itaconic acid reacted with NaOH and was recovered from the solvent phase.
In-Stream Process Recovery
An integrated fermentation-pertraction system for itaconic acid recovery in an A. terreus fermentation process is shown in Fig. 3. In this case, to prevent fouling of the pertraction membrane and blockages in the tubing by mycelia, a filter membrane (polypropylene, 0.22 μm, Applikon Biotechnology, Schiedam, the Netherlands) was inserted into the fermentation broth for harvesting samples and supplying itaconic acid culture for pertraction. As shown in Fig. 3, the aqueous phase vessel (second from left) was filled with 300 mL filtrated itaconic acid culture broth. Pertraction was initiated after 48 h of cultivation. The outflow of the fermenter was connected to an accumulation vessel, which in turn provided feed to the pertraction system.
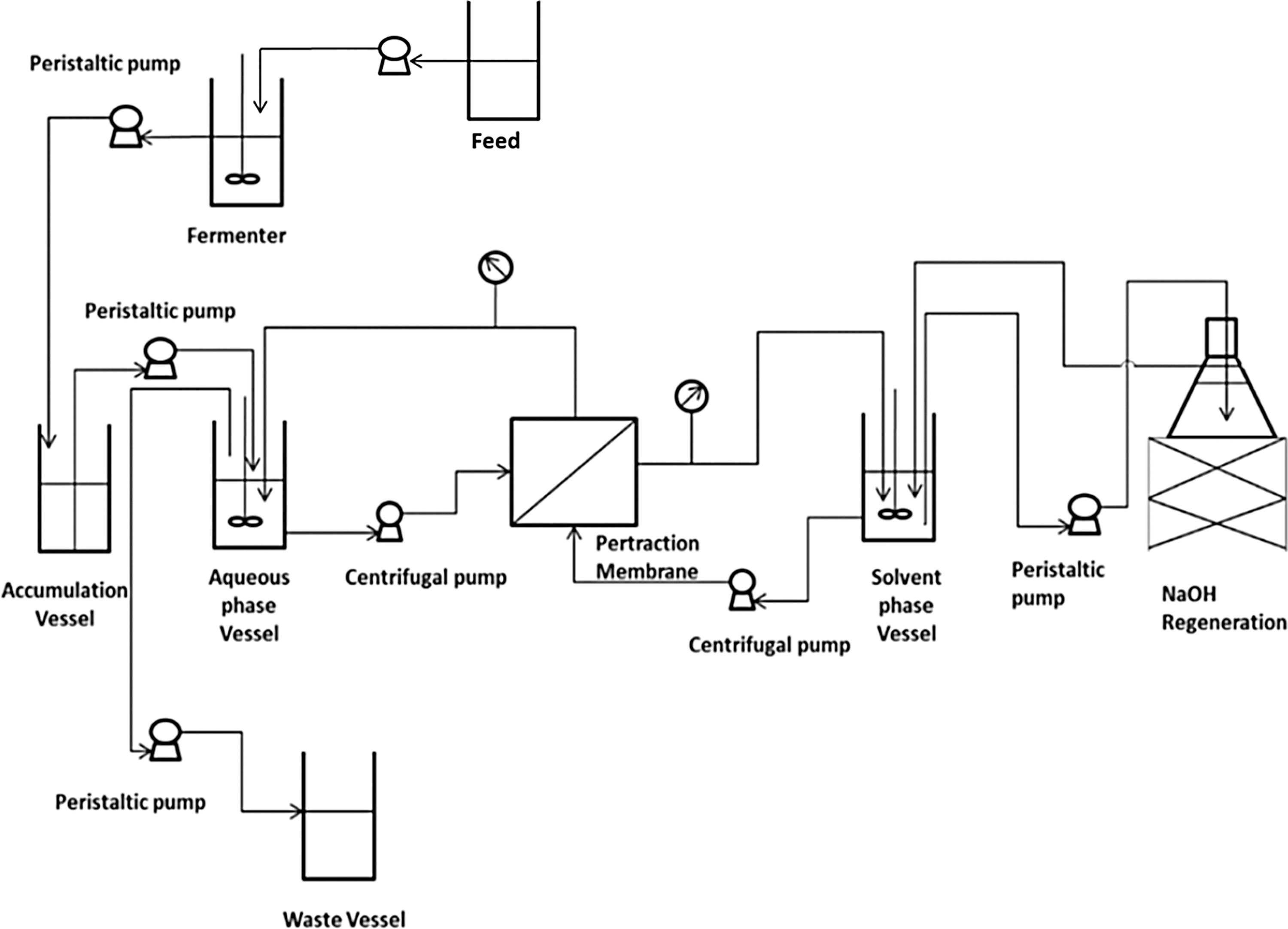
Integrated fermentation-pertraction flow diagram in itaconic acid production process. The filtrated fermentation broth was first accumulated in an accumulation vessel and then continuously pumped into the aqueous phase vessel. As described in Figs. 1–2, the aqueous phase vessel is connected to the pertraction module, and the solvent phase vessel is connected to the pertraction module and the NaOH regeneration vessel. To prevent recycling medium broth after pertraction, the aqueous phase vessel is also connected to a waste vessel. The decreased volume in the fermenter is compensated with feed.
Fermentation Set-Up, Medium Conditions, and Sampling
A. terreus strain NRRL1960 was used for controlled batch fermentation for studying in-stream recovery of itaconic acid. 15 The production medium contained the following compounds per liter: 2.36 g NH4SO4, 0.11 g KH2PO4, 2.08 g MgSO4·7H2O, 0.13 g CaCl2·2H2O, 0.074 g NaCl, 0.2 mg CuSO4·5H2O, 5.5 mg Fe2SO4·7H2O, 1.3 mg ZnSO4·7H2O, 0.7 mg MnCl2·4H2O, and 100 g of glucose as a carbon source. All media were prepared in demineralized water. Before inoculation of the fermenters, A. terreus strain was precultured 64 hours in 2×500 mL baffled Erlenmeyer flasks with 100 mL of glucose production medium (106 spores/mL), at 125 rpm and 37°C. Fermentations were performed in 5-L benchtop fermenters (BioFlo 3000, New Brunswick Scientific, Enfield, CT) at 37°C for 7 d. The basic pH regime was initiated at 3.5 and subsequently fixed at 2.3 by 4 M KOH (base) and 1.5 M H3PO4 (acid). In the basic dissolved oxygen (DO) regime, DO was controlled at 25%. Struktol (Schill & Seilacher, Böblingen, Germany) was applied as an antifoam agent in all cultures throughout the fermentation.
The feed to the pertraction module was started after 48 h of fermentation to compensate for the fixed cultivation volume of 5 L and without extra addition of a nitrogen and phosphate source. The feed contained the same ingredients as the production medium except NH4SO4 and KH2PO4, were not added, and 50 g/L glucose was included instead of 100 g/L. Biomass of the batch cultivation was determined as described above.
As soon as the aqueous phase vessel (Fig. 3) was filled with cell-free fermentation broth, the pertraction module was set up with PTFE membrane (120 μm) attached to both the organic and aqueous pertraction vessels. 2m-THF was used as solvent in the solvent phase vessel (600 mL) and 4M NaOH was used to fill the regenerating vessel (900 mL). Pertraction was started around 48 h, corresponding to about 30 g/L itaconic acid production. Samples were collected from the broth leaving the fermenter, the aqeuous stream leaving pertraction, and the NaOH regeneration vessel.
Itaconic Acid Analysis by Titration or Hplc Analysis
For quantifying the amount of itaconic acid in the solvent screening experiments, titration was carried out as follows: 200 μL of the samples were diluted 100 times to 20 mL and were analyzed with a titrator (Titralab 965, Loveland, CO). Aqueous phase samples were titrated with 0.1 M KOH with end point at pH 8.0, while the samples from NaOH phase were titrated with 0.1 M HCl until pH 3.0 as end point. The amount of itaconic acid in the samples was determined using calibration curve.
For quantification of the amount of itaconic acid in samples collected from fermentation cultures and pertraction, high performance liquid chromatography (HPLC) was performed using Dionex ICS 3000 equipment and a Dionex organic acids column IonPac ICE AS6, both from Thermo Fisher (Waltham, MA), with 1.6 mM heptafluorobutyric acid as eluent and a detector of suppressed conductivity CD25.
Results and Discussion
Solvent Selection and Test of Inhibition on Fungal Growth
To extract itaconic acid efficiently from the fermentation broth, the preferred solvent was preselected based on partition coefficients. A selected group of solvents was experimentally tested using a saturated solution of itaconic acid (1:1 ratio) by liquid/liquid extraction. The partition coefficients were determined by measuring the concentration of itaconic acid in different solvents when interacting with each other. Besides the partition coefficient, low solubility in water and low toxicity were used as selection criterion. Table 1 shows an overview of these parameters for the various solvents. Tricresyl phosphate, tributyl phosphate, and TOPO+octanol were not considered due to their low partition coefficient (<3). Although N,N-dibutylformamide and DBSO showed higher partition coefficients, their high price may limit their use for further studies. Overall 2m-THF (THF) seems preferable due to its partition coefficient and relative low price.
Comparison of Solvent Partition Coefficients, Water Solubility, and Price
The level of solubility and price of the solvents are indicated with +, ++, or +++; +being the lowest solubility or price, +++the highest).
Before using 2m-THF in the pertraction set-up, growth inhibition tests were carried out by cultivating A. terreus and A. niger in solvent-saturated media. In addition to 2m-THF, MIBK and DBSO were tested. As shown in Table 2, the biomass growth of two strains was indeed affected by 2m-THF and DBSO and was much less or not affected byMIBK. However, considerable growth was still observed in all cases.
Growth Inhibition Test of Aspergillus nige r and A. terreus in Production Medium Saturated with Three Different Solvents
Solvent Test on Itaconic Acid Recovery
To test the in situ capability of 2m-THF in extracting itaconic acid, an integrated pertraction regeneration experiment was performed with NaOH as a regeneration phase. As shown in Fig. 4, the aqueous phase showed a decrease while the regeneration phase (NaOH) showed an increase in the concentration of itaconic acid, demonstrating successful extraction. Three hours later (180 min), the regeneration phase became saturated. As calculated on the slope, 2m-THF had a maximal itaconic acid transfer rate of (0.19 g/L/min).
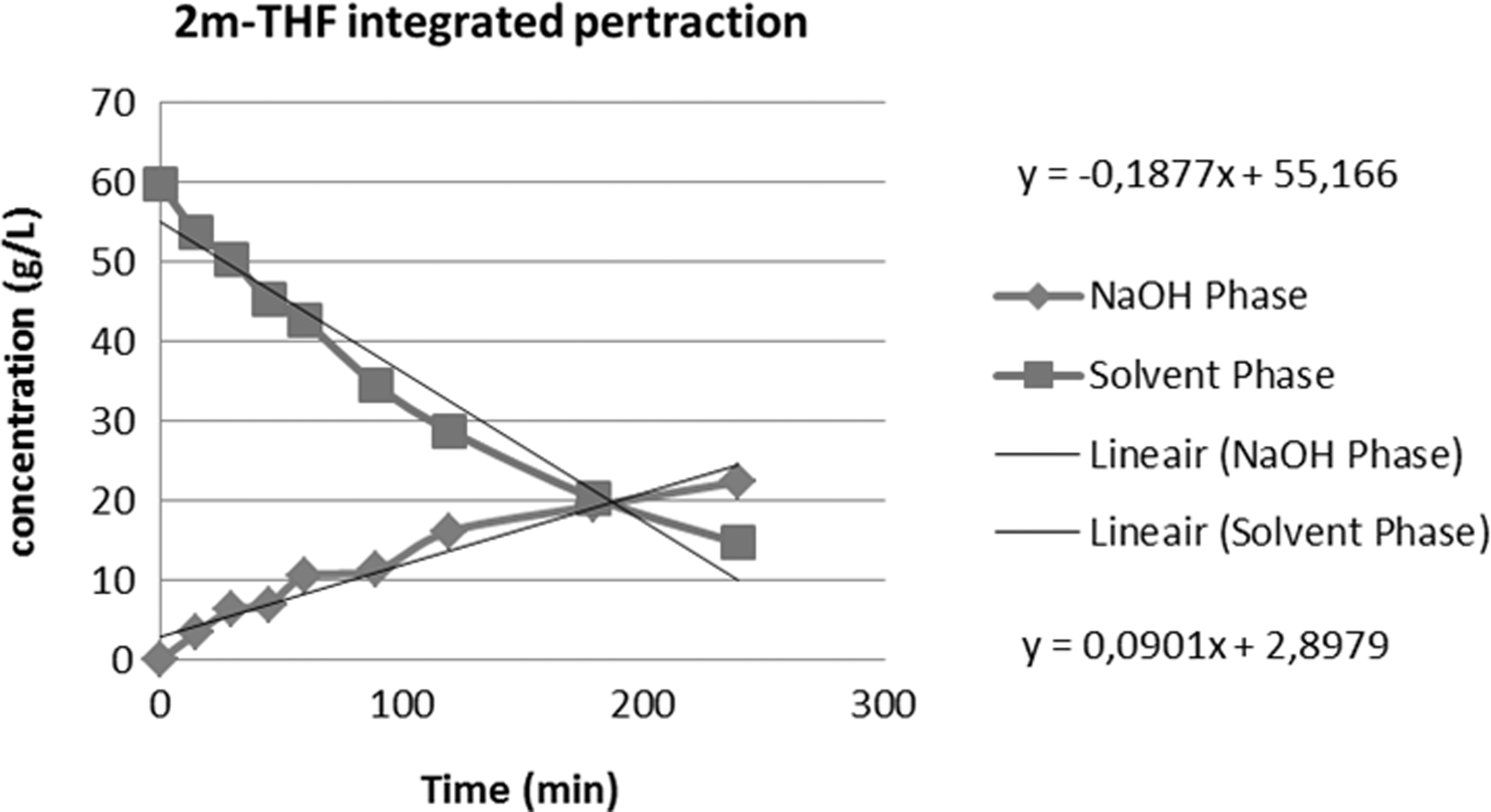
Integrated pertraction with 2m-THF. The aqueous phase described the amount of itaconic acid in the solvent (2m-THF). The NaOH phase indicated the amount of itaconic acid in the NaOH solution.
To determine the theoretical recovery into the NaOH phase, the result of 2m-THF integrated pertraction fitted curve was used (y=0.0901x+2.8924, in which y represents NaOH (g/L) and x represents time in min). Based on this, accumulation of itaconic acid in the NaOH phase was calculated (Fig. 5) using 1M NaOH. As indicated, this would require renewal of the recovery solution several times during fermentation. To avoid this, we decided to use a higher concentration of 4 M NaOH for regeneration.
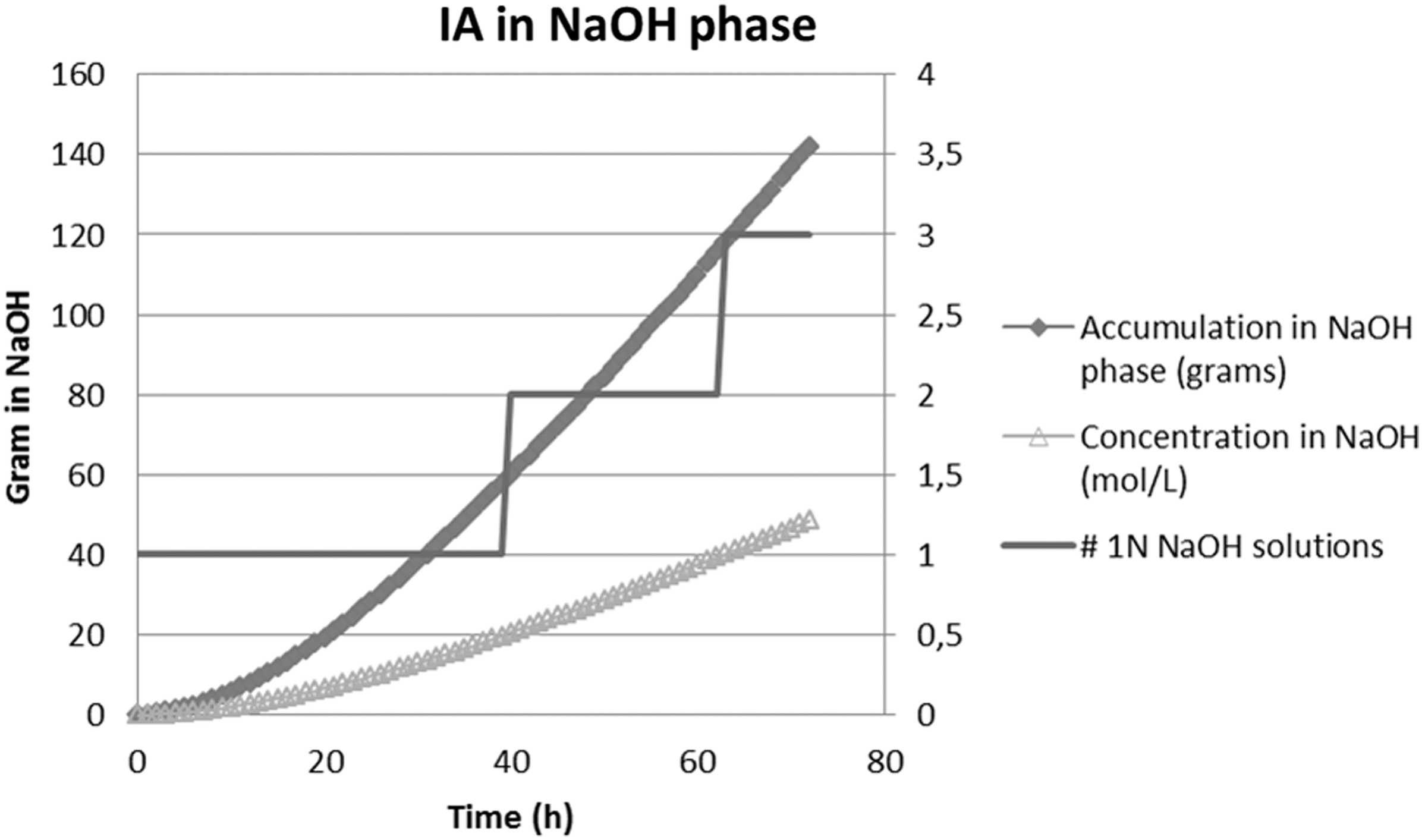
Itaconic acid accumulation measured in NaOH phase (calculated based on equation y=0.0901x+2.8924 in Fig. 4.
In-Stream Itaconic Acid Recovery
After selection of 2m-THF as preferred solvent, we connected the whole pertraction regeneration module to the fermentation module (Fig. 3). In this initial stage, to prevent fungal growth inhibition by solvent inside the fermenter, the outlet stream from fermentation was not recirculated after pertraction. Instead, the extra volume accumulated in the aqueous vessel was transferred to a waste vessel. The volume thus removed from the fermenter was compensated by addition of fresh culture medium.
In the ISPR-coupled fermentation, the in- (feed) and out-flow rate will influence the concentration of itaconic acid inside the fermenter, the accumulation vessel, and the pertraction vessel (Fig. 3). To set up a proper in- and out-flow rate, the effect of flow rate on itaconic acid concentration inside the fermenter was estimated. The production rate of itaconic acid was estimated to be 1 g/L/hour based on earlier reference fermentations from A. terreus. 15 As shown in Fig. 6, increased flow rate would result in decreased concentration of itaconic acid inside the fermenter, and vice versa. A lower itaconic acid concentration inside the fermenter would cause reduction of the concentration gradient across the pertraction membrane. Assuming about 30 g/L itaconic acid in the fermenter, a flow rate of 3.5 mL/min was favorable. Based on this, a model was developed to predict the concentration of itaconic acid in the fermenter, where the concentration inside the pertraction vessel was calculated based on the equation (y=−0.1877x+55.166, in which y represents itaconic acid (g/L) and x represents time in min) generated from 2m-THF pertraction experiments described in Fig. 4. The calculated concentration of itaconic acid inside the pertraction vessel was about 50% of the concentration inside the fermenter vessel.
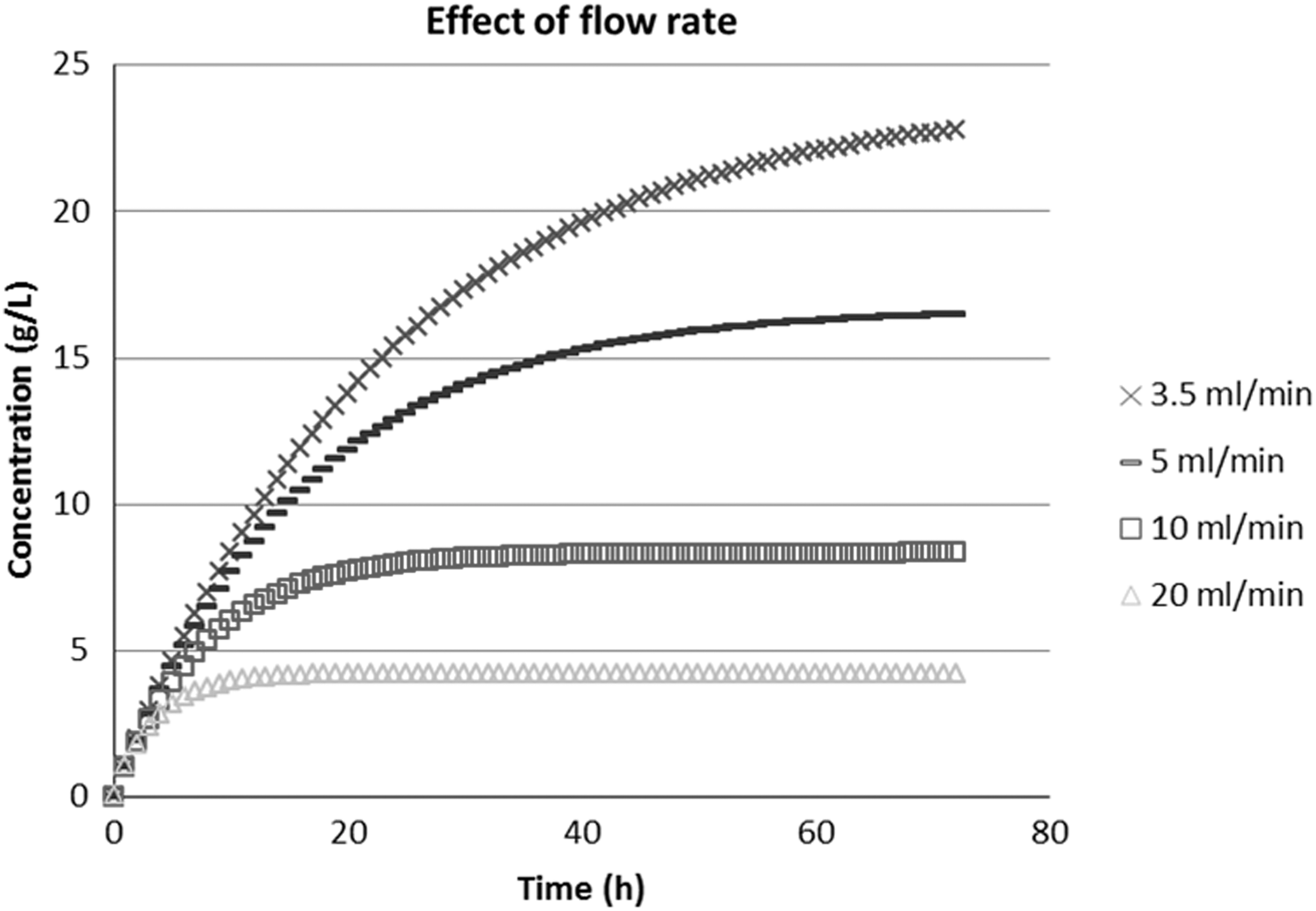
The effect of flow rate on concentration of itaconic acid inside the fermenter [in (g/hour) - out (g/hour)+production (g/hour)=accumulation (g/hour)].
The amount of itaconic acid produced from ISPR fermentation was also compared with the reference. Fig. 7 shows that, compared to the reference, the ISPR fermentation accumulated a similar amount of itaconic acid per biomass at the end of the fermentation (140 h). Other metabolites such as citric acid and oxalic acid were not accumulated in both fermentations. It should be noted that the biomass growth of A. terreus strain was higher in the ISPR fermentation (Fig. 8), probably due to compensating feed addition during pertraction.
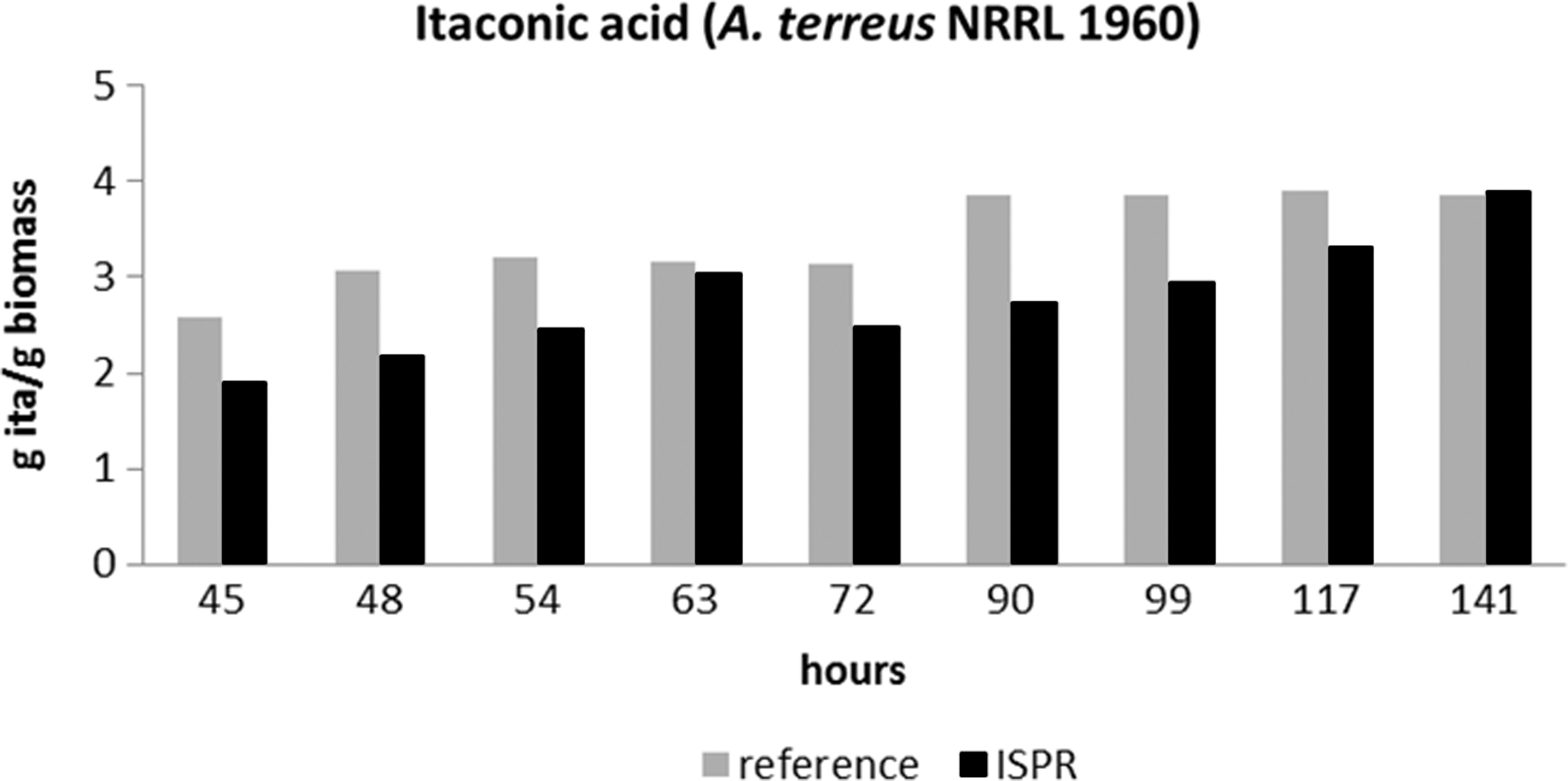
Itaconic acid production of A. terreus strain NRRL 1960 in batch fermentations: reference fermentation (gray); fermentation coupled with ISPR (black).
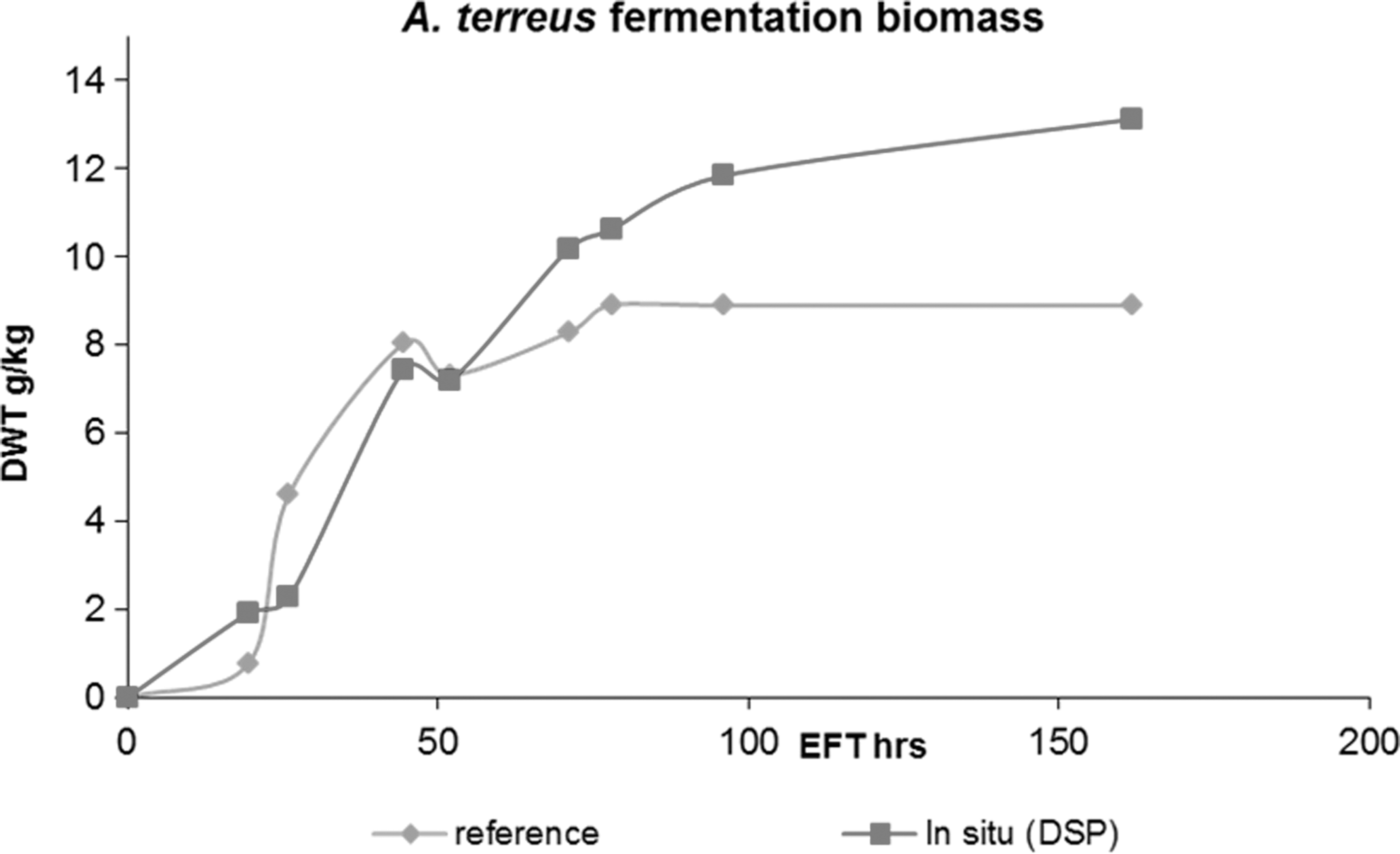
Biomass growth of A. terreus strain NRRL 1960 in batch fermentations: reference fermentation (♦); fermentation with DSP itaconic acid recovery (▪).
As explained above, the initial flow rate of the pertraction module was set at 3.5 mL/min. However, due to the strong fouling of the outer surface of the membrane, both the in- and out-flow rates were reduced to 2.8 mL/min. Samples were collected at three locations: the broth leaving the fermenter (sample A), the stream leaving pertraction (sample B), and the NaOH phase (sample C). The amount of itaconic acid measured in these fractions is given in Fig. 9. On average, the amount of itaconic acid in sample B was approximately 50% of the amount in sample A, which was expected based on our calculations. As expected, the amount of itaconic acid in sample C steadily increased, eventually exceeding that in sample B.
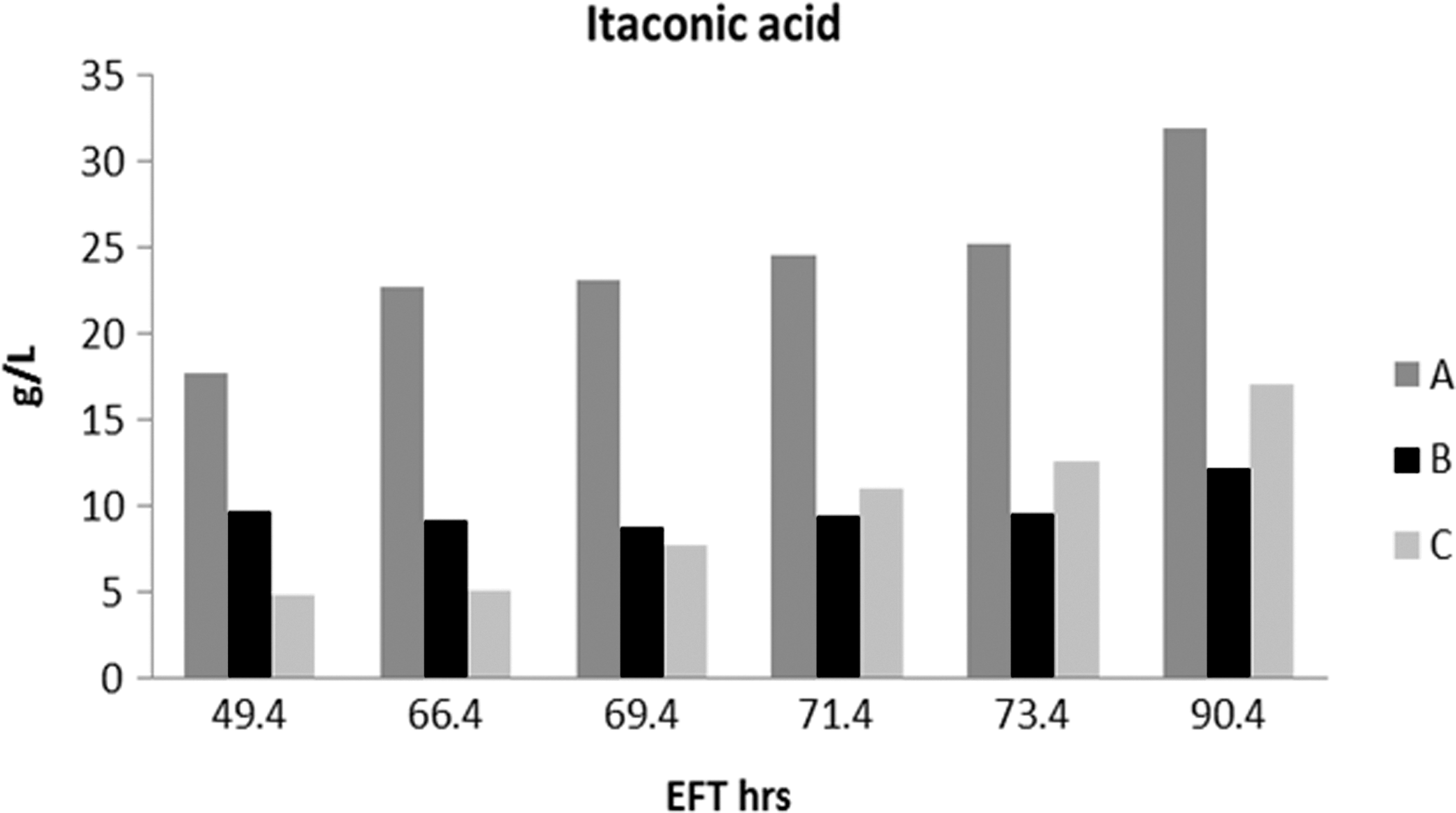
Itaconic acid concentration from samples collected in three different out-flow locations (recalculated to the original volume): broth leaving the fermenter
Conclusions
To evaluate the potential benefits of an in-stream recovery process for improving itaconic acid production, we have explored the potential of using a pertraction-based ISPR method coupled to the fermenter module. In comparison with the co-crystallization methods commonly used in industrial itaconic acid recovery, the pertraction (solvent extraction) method is more specific and requires simpler equipment. 8 However, most of the organic solvents are toxic, thus requiring specific containment conditions. Moreover, itaconic acid recovery from the solvent and solvent regeneration may limit the use of pertraction. From a small list of potential solvents, 2m-THF was selected as the preferred solvent. Approximately 50% of itaconic acid from ISPR was extracted by the pertraction module (Fig. 9). Moreover, efficient itaconic acid recovery and organic solvent regeneration was accomplished. To ensure a high efficiency of itaconic acid extraction, in our setup an in-stream (inside fermenter) microfiltration step was included prior to the actual pertraction, which prevented mycelial fragments from fouling the PTFE hydrophobic membrane. However, due to fouling of the microfiltration unit, the flow rate out of the fermentation broth could not reach 3.5 mL/min, as was calculated to be optimal. To solve this problem, other filter membranes with less fouling may be used. However, a critical point for membrane selection may be that the membrane should be resistant to low pH (pH 1.5–2.5). Recently, a study group from Japan developed a novel polyvinylidene difluoride (PVDF)-based membrane-integrated fermentation module that allowed for filtration for more than 300 hours without fouling. 16
In the initial set-up we developed, the extracted broth was not returned back into the fermenter to prevent the inhibition of biomass growth by the solvent. However, the solvent test showed the capability of A. terreus to grow in solvent-saturated medium, indicating that a second-generation ISPR setup may be desirable to recirculate the broth after extraction back into the fermenter. Also, other organic solvents with even less solubility, higher partition coefficients, and lower toxicity than 2m-THF may be screened.
This work tested an interesting concept to optimize itaconic acid production in fed-batch fermentation coupled to ISPR, and found that the designed pertraction module could accurately reach the predicted solvent extraction efficiency. The capability of Aspergillus to grow in solvent-saturated medium may even provide an opportunity to recirculate the outlet flow back into the fermenter, which could eventually lead to a largely continuous production and separation process.
Footnotes
Acknowledgment
The authors are greatful for Dr. Corjan van de Berg's Critical reading of the manuscript.
Author Disclosure Statement
No competing financial interests exist.