
Abstract
Alkaline hydrogen peroxide (AHP) pretreatment and enzymatic saccharification were evaluated for conversion of corn stover cellulose and hemicellulose to fermentable sugars. Corn stover used in this study contained 37.0±0.2% cellulose, 26.8±0.2% hemicellulose, and 18.0±0.1% lignin on dry basis. Under the optimum conditions of AHP pretreatment [2% H2O2 (v/v), pH 11.5, 35°C, 24 h] of corn stover (10%, w/v) and enzymatic saccharification (45°C, pH 5.0, 72 h) with 0.1% (w/v) Tween 20, a total of 558±12 mg of fermentable sugars was obtained per g stover, which is equivalent to 79.5% of theoretical sugar yield. Most of the lignin (82%) was removed from corn stover. The AHP pretreated and enzymatically saccharified corn stover hydrolyzate was fermented by recombinant Escherichia coli strain FBR 5 at pH 6.5 and 37°C for 96 h to produce 23.9±0.9 g ethanol from 56.6±1.6 g total sugars per L with an ethanol yield of 0.42 g/g available sugars and 0.24 g/g corn stover, which is equivalent to 67% of theoretical ethanol yield from corn stover. The strain produced 25.0±0.3 g ethanol per L in 120 h from AHP pretreated corn stover (10%, w/v) by simultaneous saccharification and fermentation at pH 6.0 and 37oC with a yield of 0.25 g/g stover. This is the first report on the production of ethanol from AHP pretreated corn stover by a recombinant bacterium.
Introduction
Lignocellulosic biomass has the potential to serve as an abundant, low-cost feedstock for production of second-generation fuel ethanol. The conversion of native lignocellulosic biomass, comprised of three interpenetrated polymeric components—cellulose, hemicellulose, and lignin—to fermentable sugars involves two steps: feedstock pretreatment and enzymatic saccharification. Due to the heterogeneous complexity and recalcitrance of lignocellulosic feedstocks, pretreatment is required to break the lignin seal and/or disrupt the structure of crystalline cellulose to increase the accessibility of cellulase enzymes. 1 Several pretreatment technologies using acid or alkali at elevated temperatures are available to pretreat lignocellulosic biomass. Dilute H2SO4 (typically below 2%) at high temperature (120–200°C) is effective in breaking down hemicellulose and providing improved accessibility for cellulose hydrolysis. 2 A major drawback of dilute acid pretreatment is the generation of sugar-degradation products such as furfural and hydroxymethyl furfural (HMF), which are toxic to the fermentative microorganisms.
Alkaline hydrogen peroxide (AHP) pretreatment is known to delignify agricultural residues, with the concomitant increase in saccharification efficiency resulting in approximately one-half of the lignin present in these materials being solubilized after only a few hours at room temperature. 3,4 In our previous studies, we found that AHP-pretreated wheat straw, rice hulls, and barley straw can be enzymatically saccharified to sugars with very good yields. 5 –7 AHP has also been investigated for pretreatment of rice straw, sugar cane bagasse, cashew apple bagasse, bamboo, and softwood. 8 –12 Corn stover is an abundant agricultural residue available in the US, particularly in the Midwest region. However, only a few studies are published for AHP pretreatment of corn stover, and only one report is available on the fermentability of AHP-pretreated corn stover hydrolyzate. 13 –15 The main objective of this work is to evaluate and optimize AHP pretreatment and enzymatic saccharification to release fermentable sugars from corn stover and evaluate the fermentability of the corn stover hydrolyzate by a mixed sugar utilizing ethanologenic recombinant Escherichia coli strain. The recombinant bacterium (strain FBR5) has the ability to utilize all sugars—such as glucose, xylose, arabinose, galactose, and mannose—typically present in lignocellulosic materials and produce ethanol. 16 It is genetically stable without antibiotics and can tolerate up to 50 g ethanol per L. 16 –18 To our knowledge, no research paper is available on ethanol production from AHP-pretreated and enzymatically saccharified corn stover hydrolyzate by a mixed sugar-utilizing ethanologenic recombinant bacterium.
This article is derived from a presentation at IBIO 2013, BIT's 6th Annual Congress of Industrial Biotechnology, April 25-27, 2013, Nanjing, China. Industrial Biotechnology Editorial Board member Pabulo Henrique Rampelotto, PhD, coordinated the acquisition and review of this article.
Materials and Methods
Materials
Corn stover was collected from a corn field in the Prospect, IL area. It was air-dried, chopped, and milled to particle sizes up to 3 mm. The milled corn stover was stored at room temperature. Celluclast 1.5 L (cellulase) and Novozym 188 (β-glucosidase) were purchased from Brenntag (Milwaukee, WI). Viscostar 150 L (hemicellulase) was supplied by Dyadic Corp. (Jupiter, FL). Membrane Filter Unit (0.2 mm) was purchased from Nalge Company (Rochester, NY). Aminex HPX 87P column (300×7.8 mm), Aminex HPX 87H column (300×7.8 mm), De-ashing cartridge (30×4.6 mm), Carbo-P micro-guard cartridge (30×4.6 mm), and Cation H micro-guard cartridge (30×4.6 mm) were purchased from Bio-Rad Laboratories (Hercules, CA). All other chemicals used were of standard analytical grades.
Alkaline Peroxide Pretreatment
Milled corn stover (10%, w/v) was slurried in water containing 2% (v/v) H2O2 and adjusted to pH 11.5 using 10 M NaOH and shaken in an incubator at 250 rpm at 35°C for 24 h, unless otherwise specified. The pH of the pretreated corn stover was adjusted to 5.0 using concentrated HCl before enzymatic saccharification.
Enzyme Assays
The cellulase activity was assayed and expressed as filter paper unit (FPU) by the procedure described by Ghose. 19 Carboxymethyl cellulase (CMCase), β-glucosidase, and xylanase activities were assayed by the procedures described previously. 20 All enzyme assays were performed at pH 5.0 and 45°C, and the activities were expressed in terms of international units (IU; μmole product formed per min).
Enzymatic Hydrolysis
The enzymatic hydrolysis of the AHP-pretreated corn stover was performed by shaking slowly (100 rpm) at 45°C for 72 h after diluting the pretreated material to 5% solids level (unless otherwise specified); adjusting the pH to 5.0 with 10 M NaOH; and adding a filter-sterilized enzyme cocktail of three commercial enzyme preparations. The enzyme cocktail contained 150 μL each of Celluclast and Viscostar (unless otherwise specified) and 30 μL of Novozym 188 per g stover. The residual solids were separated from the liquid by centrifugation (12,000×g; 10 min) before using the liquid portion as enzymatically saccharified corn stover hydrolyzate. The cocktail of commercial enzyme preparations used for enzymatic saccharification contained a small quantity of glucose. For quantification purposes, the quantity of glucose present in the enzyme cocktail was subtracted from the measured glucose in each case. The total sugar yield was calculated based on the amount of glucose, xylose, and arabinose obtained after enzymatic hydrolysis, as quantified using high-performance liquid chromatography (HPLC). The equations for calculation of theoretical sugar yields from biomass are as follows: glucose (g)=glucan (g)×1.11, where 1.11 is a conversion factor considering water addition during hydrolysis; xylose (g)=xylan (g)×1.14, where 1.14 is a conversion factor considering water addition during hydrolysis; and arabinose (g)=arabinan (g)×1.14, where 1.14 is a conversion factor considering water addition during hydrolysis.
Preparation of Inoculum
Recombinant E. coli strain FBR5 was maintained in glycerol vials at −80°C for use as a working stock. It was plated on Luria Bertani (LB) agar containing 10 g tryptone, 5 g yeast extract, 5 g NaCl, and 15 g agar supplemented with 4 g xylose and 20 mg tetracycline per L (pH 6.5). Plates were incubated at 35°C. Cells from a single well-isolated colony were inoculated into a 125-mL Erlenmeyer flask containing 100 mL of LB medium with 2 g xylose and 2 mg tetracycline. Composition of the LB broth was the same as LB agar without the agar. Inoculated liquid culture was incubated semi-anaerobically at 35°C and 100 rpm for 24 h. This grown culture was used as seed culture for fermentation experiments.
Fermentation Experiments
The pH-controlled fermentation experiments were carried out in a DasGip Parallel Bioreactor System (Juelich, Germany), with autoclavable glass vessels (350 mL each, with a working volume of 60–250 mL); stainless steel head plates; standardized ports for pH-controls, substrate feeding, gassing and sampling; and cooling condensers. Proper mixing was achieved with direct-drive, mounted head plate stirring with two 6-blade Ruston impellers. The fermentation was performed with a working volume of 230 mL at 35°C. The pH was controlled at 6.5 for separate hydrolysis and fermentation (SHF) and at 6.0 for simultaneous saccharification and fermentation (SSF) experiments using either 1 M NaOH or 1 M HCl, as needed. For SHF, the stirring speed was 200 rpm. For SSF, the stirring speed was set at 400 rpm initially, then lowered and maintained at 200 rpm after 2 h. For SHF, corn stover (10%, w/v) hydrolyzate was prepared by alkaline peroxide (2%, v/v) pretreatment at pH 11.5 and 35°C for 24 h, and then enzymatically saccharifying the pretreated materials without any dilution at pH 5.0 and 45°C for 72 h. The solid residues were removed by centrifugation at 25,000×g for 10 min. The medium was prepared by dissolving 10 g tryptone and 5 g yeast extract in liquid portion of the hydrolyzate (per L) and filter-sterilizing using a membrane filter unit. For SSF, corn stover (10%, w/v) hydrolyzate was prepared by AHP (2%, v/v H2O2) pretreatment at pH 11.5 and 35°C for 24 h and then adjusted to pH 6.0. The inoculum was added 2 h after the addition of enzyme cocktail. The inoculum size was 5% (v/v) in both cases. Samples were withdrawn periodically and the optical densities (A660nm) of the SHF samples were monitored immediately after withdrawal. The withdrawn fermentation broth was centrifuged (25,000×g, 5 min) to remove cells and kept at −20°C prior to analysis by HPLC. Bioreactor performance was monitored by quantifying unutilized sugars (glucose, xylose, and arabinose) and fermentation product (ethanol). Base consumption and pH were recorded. Duplicate parallel fermentation experiments were run for reproducibility and comparison. For simplification purposes, the quantity of ethanol produced from additional sugars (glucose and fructose) present in the enzyme cocktail was subtracted from the measured ethanol yield. The equations for calculation of theoretical ethanol yield from glucose, xylose, and arabinose are as follows: glucose (MW 180.16)→2 ethanol (MW 46.07)+2 CO2 (MW 44.01) 3 xylose (MW 150.13) or 3 arabinose (MW 150.13)→5 ethanol (MW 46.07)+5 CO2 (MW 44.01)
Thus, the theoretical ethanol yield based on stoichiometry is 0.51 g ethanol per g glucose, xylose, or arabinose.
Analytical Procedures
The composition of corn stover with respect to cellulose, hemicellulose, total lignins, and ash contents was determined using the standard laboratory analytical procedures for biomass analysis provided by National Renewable Energy Laboratory (NREL, Golden, CO). 21,22 Moisture content was determined using a moisture analyzer (Mark 2, Sartorius Mechatronics Corp., Bohemia, NY). Sugars, ethanol, furfural, and HMF were analyzed by HPLC. 23 The separation system consisted of a fully integrated solvent delivery system (LC-20AD Prominence, Shimadzu America, Inc., Columbia, MD) equipped with an SIL-20AC autosampler, RID-10A refractive index detector, a SDP-20A UV detector, a CTO-10AS VP column heater, and a computer software-based integration system (LC solutions 1.23 SP1, Shimadzu). Two ion-moderated partition chromatography columns (Aminex HPX-87P with De-ashing and Carbo-P micro-guard cartridges, Aminex HPX 87H with Cation H micro-guard cartridge) were used. The Aminex HPX-87P column was maintained at 85°C, and the sugars, furfural, and HMF were eluted with Milli-Q filtered water at a flow rate of 0.6 mL/min. The Aminex HPX-87H column was maintained at 65°C, and the sugars and ethanol were eluted with 10 mM HNO3 prepared using Milli-Q filtered water at a flow rate of 0.6 mL/min. Peaks were detected by refractive index or UV absorption (277 nm) and identified and quantified by comparison to retention times of authentic standards (glucose, xylose, arabinose, galactose, ethanol, furfural, and HMF). The yield of total sugars was calculated by the procedure provided by NREL. 21 The value is expressed as a percentage of maximum theoretical sugar yield.
Results and Discussion
Composition of Corn Stover
Corn stover, collected from a corn field, was used without washing. The composition of the stover on dry basis is given in Table 1. Cellulose was the most abundant fraction (37.0±0.2%), followed by hemicellulose (26.8±0.2%), and lignin (18.0±0.1%). It is similar to the compositions of previously used corn stover collected from corn fields in the Peoria, IL, area, except that the hemicellulose content was lower. 24 –26
Composition of Corn Stover Prior to and After Alkaline Peroxide Pretreatment and Enzymatic Hydrolysis a
Data presented are averages±standard deviations of triplicate estimations.
40.5% of the original material was solubilized.
83.8% of the original material was solubilized.
ND, not determined.
Alkaline Peroxide Pretreatment and Enzymatic Saccharification of Corn Stover
As mentioned before, AHP pretreatment is known to delignify agricultural residues and increase the saccharification efficiency of pretreated materials. 3,4 Three commercial enzyme preparations (cellulase, β-glucosidase, and hemicellulase) were used for saccharification of AHP-pretreated corn stover. The activity levels of these enzyme preparations in corn stover pretreated with cellulase (filter paper activity), CMCase, β-glucosidase, and xylanase are given in Table 2.
Activity Level of Three Commercial Enzyme Preparations Used in Enzymatic Hydrolysis of Alkaline Peroxide Pretreated Corn Stover a
At pH 5.0 and 45°C. The data presented are averages±standard deviation from triplicate assays.
CMCase, carboxymethyl cellulase.
Effect of Hydrogen Peroxide Dose of Pretreatment
The effect of H2O2 concentration (1–5%, v/v) on the AHP pretreatment of corn stover (10%, w/v) at pH 11.5 and 25°C for 24 h on enzymatic saccharification was investigated. It is evident from the data obtained after enzymatic saccharification of pretreated corn stover, at pH 5.0 and 45°C for 72 h using the cocktail of three enzyme preparations, that with the increase of H2O2 concentration from 1% to 2% (v/v), the total sugar yield increased from 475±6 mg (glucose, 281±2 mg; xylose, 170±4 mg; and arabinose, 24±0 mg) to 525±18 mg (glucose, 320±14 mg; xylose, 179±3 mg; and arabinose, 26±1mg) per g corn stover, which is equivalent to a 10.5% increase (Fig. 1). It decreased by 0.4%, 3.6%, and 7.7% with the increase of H2O2 concentration to 3%, 4%, and 5% (w/v), respectively. Thus, it was decided to use 2% (v/v) H2O2 concentration for AHP pretreatment of corn stover for subsequent studies.
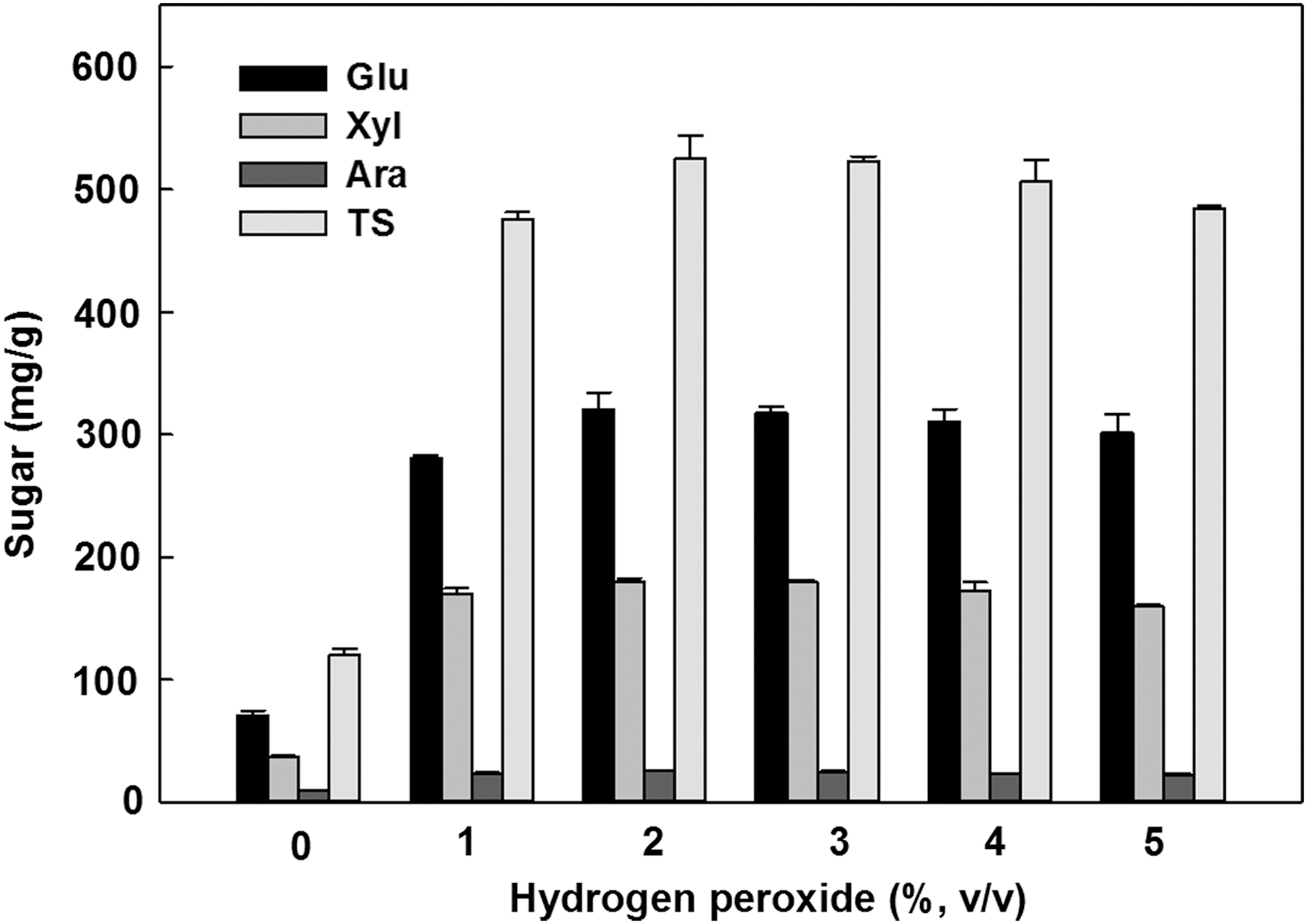
Effect of H2O2 level (1–5%, v/v) of alkaline peroxide pretreatment (pH 11.5, 25°C, 24 h) on sugar release after enzymatic saccharification (pH 5.0, 45°C, 72 h) of pretreated corn stover (10%, w/v). The enzyme cocktail contained three commercial enzyme (cellulase, β-glucosidase, and hemicellulase) preparations. The data presented are averages of two individual experiments. Glu, glucose; Xyl, xylose; Ara, arabinose; TS, total sugars.
Effect of pH of Pretreatment
The effect of pH (10.5–12.5) of AHP pretreatment (2%, v/v H2O2, 25oC, 24 h) of corn stover (10%, w/v) on glucose, xylose, arabinose, and total sugar yields after enzymatic hydrolysis at pH 5.0 and 45°C for 72 h is presented in Table 3. It was found that each sugar yield was strongly dependent on the pH of the AHP pretreatment, with pH 11.5 being optimal. Total sugar yields at pH 10.5, 11.0, 12.0, and 12.5, decreased by 38.6%, 14.7%, 14.7%, and 25.4%, respectively, compared to the sugar yield at pH 11.5. Thus, the pH of the AHP pretreatment of corn stover plays an important role in the release of sugars from pretreated corn stover after enzymatic hydrolysis.
Effect of pH of Alkaline Peroxide Pretreatment on Sugar Release after Enzymatic Hydrolysis of Corn Stover a
Alkaline peroxide pretreatment (2%, v/v; pH 10.5–12.5) of corn stover (10%, w/v) was carried out for 24 h at 25°C. Enzymatic saccharification was performed at pH 5.0 and 45°C for 72 h using 150 μL each of cellulase and hemicellulase and 30 μL of β-glucosidase preparations per g stover. Data presented are averages of two individual experiments. No detectable galactose was obtained.
Effect of Temperature of Pretreatment
The effect of temperature (25, 35, and 45oC) on AHP pretreatment (2%, v/v, H2O2; pH 11.5, 25°C, 24 h) of corn stover (10%, w/v) on glucose, xylose, arabinose, and total sugar yields after enzymatic saccharification at pH 5.0 and 45°C for 72 h is given in Fig. 2. It is evident from the data that temperature did not have much influence on the AHP pretreatment of corn stover. At 35°C the total sugar yield increased by only 2.5%, but at 45°C it decreased by 1% in comparison to that at 25°C. However, we decided to use 35°C for subsequent experiments.

Effect of temperature (25oC, 35oC, and 45°C) of alkaline peroxide pretreatment (2%, v/v, H2O2; pH 11.5, 25°C, 24 h) on sugar release after enzymatic saccharification (pH 5.0, 45°C, 72 h) of pretreated corn stover (10%, w/v). The enzyme cocktail contained three commercial enzyme (cellulase, β-glucosidase, and hemicellulase) preparations. The data presented are averages of two individual experiments. Glu, glucose; Xyl, xylose; Ara, arabinose.
Effect of Duration of Pretreatment
The effect of duration (3 h, 6 h, 16 h, and 24 h) of AHP pretreatment (2.0%, v/v, H2O2; pH 11.5, 35°C) of corn stover (10%, w/v) for enzymatic hydrolysis was investigated. Glucose, xylose, arabinose, and total sugar yields after enzymatic saccharification at pH 5.0 and 45°C for 72 h of the AHP-pretreated corn stover indicate that, unlike dilute acid pretreatment, duration of pretreatment was not critical for AHP pretreatment of corn stover even though the total sugar yield increased by 0.5%, 2.4%, and 3.0% with the increase of duration of AHP pretreatment from 3 h to 6 h, 16 h, and 24 h, respectively (Fig. 3).

Effect of duration (3 h, 6 h, 16 h, and 24 h) of alkaline peroxide pretreatment (2%, v/v, H2O2; pH 11.5, 35°C, 24 h) on sugar release after enzymatic saccharification (pH 5.0, 45°C, 72 h) of pretreated corn stover (10%, w/v). The enzyme cocktail contained three commercial enzyme (cellulase, β-glucosidase, and hemicellulase) preparations. The data presented are averages of two individual experiments. Glu, glucose; Xyl, xylose; Ara, arabinose; TS, total sugars.
Effect of Enzyme Dose and Tween 20 on Enzymatic Hydrolysis
The effect of enzyme dose on the enzymatic saccharification of AHP (2%, v/v, H2O2; pH 11.5, 35°C, 24 h) pretreated corn stover (10%, w/v) at pH 5.0 and 45°C for 72 h was also studied. The data indicate that the enzyme loading at 150 μL of each of the cellulase and hemicellulase preparations per g stover can be reduced to one-fourth by sacrificing the total sugar yield by only 3.9% (Table 4).
Effect of Enzyme Dose and Surfactant on Sugar Release After Hydrolysis of Alkaline Peroxide Pretreated Corn Stover a
Alkaline peroxide pretreatment (2%, v/v, H2O2; pH 11.5) of corn stover (10%, w/v) was carried out for 24 h at 35°C. Enzymatic hydrolysis was performed at pH 5.0 and 45°C for 72 h. β-Glucosidase used was 30 μL/g corn stover in all cases. Data presented are averages of two individual experiments. No detectable galactose was obtained.
Tween 20 is known to enhance the saccharification yield of cellulose. 27,28 The data presented in Table 4 show that the total sugar yield increased to 2.5–5.0% by the addition of surfactant Tween 20 at 0.1% (w/v), depending on enzyme dose used.
Under optimized conditions, the total sugar yield from corn stover (10%, w/v) by AHP pretreatment (2.0%, v/v, H2O2; pH 11.5, 35°C, 24 h) and enzymatic saccharification (45°C, pH 5.0, 72 h) using cellulase and hemicellulase enzyme preparations each at the dose level of 75 μL/g stover and 0.1% Tween 20 was 557±12 mg (glucose, 336±1 mg; xylose, 194±6 mg; arabinose, 3±0 mg) per g stover. This value is equivalent to 79.5% (82.6% glucose from cellulose and 66.8% pentose sugars from hemicellulose) of theoretical total sugar release from corn stover. This value is higher than what we obtained from corn stover (from other sources) by hydrothermal pretreatment (72%), but lower than that obtained by dilute phosphoric acid and sulfuric acid pretreatments (∼90%). 24 –26 We did not detect any galactose in any of the enzymatic hydrolyzates. The same finding was also observed with respect to galactose release by AHP pretreatment of wheat straw, rice hulls, and barley straw. 5 –7 Banerjee et al. obtained a glucose yield of 77% using AHP pretreatment of 15%, w/v corn stover using 0.125 g H2O2/g stover at room temperature (22°C) and atmospheric pressure, for 48 h duration with periodic pH readjustment to 11.5, followed by digestion of the pretreated material at 0.2% glucan concentration with an optimized commercial enzyme mixture at an enzyme loading of 15 mg protein/g glucan at 50°C. 13 Correia et al. obtained 16.8 g of glucose and 0.6 g cellobiose (total, 17.4 g) from 100 g cashew apple bagasse (CAB; 20.6±2.2 g cellulose) by AHP pretreatment (4.3%, v/v, H2O2; 5%, w/v CAB, pH 11.5, 35°C, 6 h) and enzymatic hydrolysis using 30 FPU/g cellulose at 45°C and pH 4.8 for 72 h with 77% yield. 10
The compositions of corn stover residues after AHP pretreatment and also after enzymatic hydrolysis are presented in Table 1. The data indicate that about 17% of total carbohydrates (5% cellulose and 33% hemicellulose) were solubilized after AHP pretreatment, and only 5% of total carbohydrates (2% cellulose and 9% hemicellulose) were left in the solid residues after enzymatic hydrolysis. The solid residues after AHP pretreatment of corn stover contained only 3.3±0.1 g lignin per 100 g of original material, which contained 18.0±0.1 g lignin. This indicates that 81.7% lignin was released from corn stover by AHP pretreatment. Thus, AHP pretreatment is highly effective for delignification of corn stover. Selig et al. reported 78.6% removal of lignin from corn stover (4%, w/w) by AHP pretreatment (1% H2O2, v/v; pH 11.5) at 65°C for 3 h. 15 Patel and Bhatt reported 63% delignification of rice straw (4%, w/v) by AHP (1%, v/v, H2O2) pretreatment at 50°C for 1 h. 8 Correia et al. reported 80% delignification of CAB (10%, w/v) by AHP pretreatment (4.3%, v/v, H2O2) at 35°C for 24 h. 10 Ayeni et al. reported 11% delignification of Vitellaria paradoxa saw dust (6%, w/v) by AHP pretreatment with 1% (w/v) H2O2 at 150°C for 45 min. 29 Thus, the lignin removal from lignocellulosic biomass by AHP pretreatment depends on the source of the biomass and the degree of delignification reflects the effectiveness of the process.
Fermentation of Alkaline Peroxide Pretreated Corn Stover
The AHP-pretreated corn stover did not generate any furfural or hydroxymethyl furfural. Thus, there was no need to detoxify the hydrolyzate in this respect. The SHF and SSF of AHP-pretreated (2%, v/v, H2O2; pH 11.5, 35°C, 24 h) corn stover (10%, w/v) to ethanol without detoxification was investigated using a mixed sugar utilizing ethanologenic recombinant E. coli strain FBR5. The time courses of sugar utilization, growth, and ethanol production by the bacterium by SHF and SSF are presented in Figs. 4 and 5, respectively. The data indicate that both SHF and SSF were able to utilize all sugars completely and produce ethanol. However, the SHF took a longer time to complete (96 h), with ethanol productivity of 0.25 g/L/h, because of the generation of a significant quantity of salt (16 g/L) due to pH adjustment at 5.0. The salt needs to be removed in order to speed up the fermentation. 17,30 The oxidative action of H2O2-derived radicals is thought to contribute to the depolymerization of lignin by attacking lignin side chains and fragmenting the lignin macrostructure into low molecular weight compounds. 4 Thus, there may be other factors involved such as soluble lignin products present in the fermentation broth that are inhibitory to a fermentative bacterium. 1
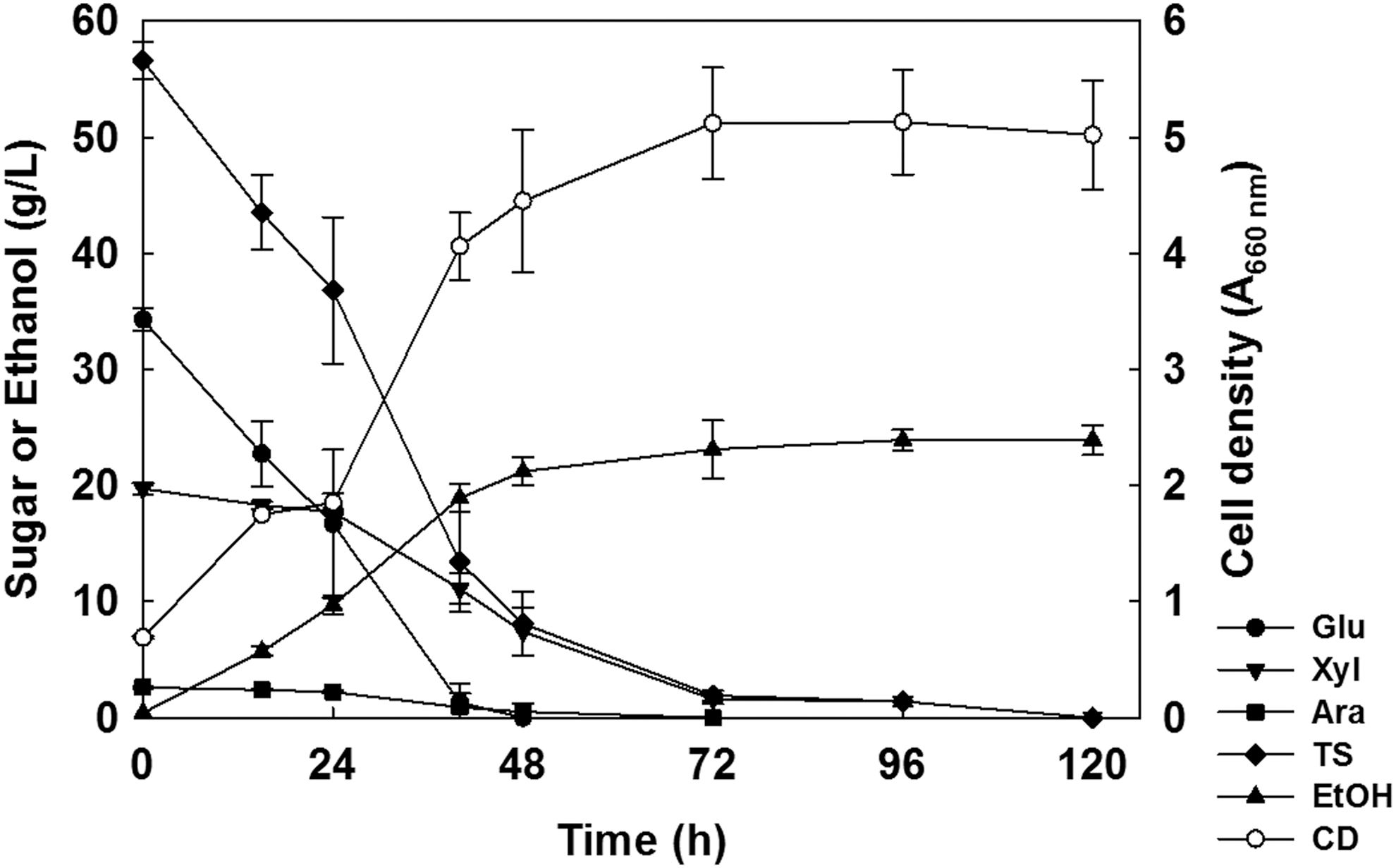
Time courses of utilization of sugars and production of ethanol by mixed sugar utilizing ethanologenic recombinant E. coli strain FBR5 from alkaline peroxide pretreated (2%, v/v, H2O2; 35°C, 24 h) and enzymatically hydrolyzed (pH 5.0, 45°C, 72 h) corn stover (10%, w/v) at pH 6.5 and 35°C. Enzyme cocktail contained 75 μL each of cellulase and hemicellulase preparations and 30 μL of β-glucosidase preparations. The data presented are averages of two individual experiments. Glu, glucose; Xyl, xylose; Ara, arabinose; TS, total sugars; EtoH, ethanol; CD, cell density.

Time course of sugar accumulation and production of ethanol by simultaneous saccharification and fermentation using an enzyme cocktail and mixed sugar utilizing ethanologenic recombinant E. coli strain FBR5 from alkaline peroxide pretreated (2%, v/v, H2O2; 35oC, 24 h) corn stover (10%, w/v) at pH 6.0 and 35oC. Enzyme cocktail contained 75 μL each of cellulase and hemicellulase preparations and 30 μL of β-glucosidase preparations. The data presented are averages of two individual experiments. Glu, glucose; Xyl, xylose; Ara, arabinose; TS, total sugars; EtoH, ethanol.
The bacterium produced 23.9±0.9 g ethanol from 56.6±1.6 g sugars per L, which is equivalent to 0.42 g ethanol per g available sugars (theoretical maximum 0.51 g/g sugar) and 82% of fermentation efficiency. This gives an ethanol yield of 0.24 g/g corn stover, which is 67% of the theoretical ethanol yield from corn stover based on its total carbohydrate content. The cell density (A660nm) increased with fermentation time and reached 5.1±0.4 at 96 h. The SSF data presented in Fig. 5 indicate that 25.0±0.3 g ethanol per L was produced in 120 h. Thus, the SSF performed well in comparison to SHF with respect to ethanol production and time taken to complete the SSF, considering the durations of separate enzymatic hydrolysis (72 h) and fermentation (96 h) in the case of SHF (total 168 h). Thus, SSF offers the advantage of reducing time for conversion of AHP-pretreated corn stover by ∼30%. The fermentation results are summarized in Table 5.
Pretreatment=2%, v/vH2O2; pH 11.5; 35°C; 24 h.
corn stover (10%, w/v).
Data are the averages of two individual experiments.
SHF, separate hydrolysis and fermentation.
SSF, simultaneous saccharification and fermentation.
To our knowledge, only one report is available on the fermentation of AHP-pretreated corn stover. 12 The maximum ethanol titer from AHP-pretreated (0.125 g H2O2/g stover, 22°C, 48 h, periodic pH adjustment to 11.5) and enzymatically hydrolyzed (15 mg enzyme protein/g glucan, 50°C, 48 h) detoxified corn stover hydrolyzate (SHF; glucose 28 g, xylose 12 g, total sugars 40 g/L) was 13.7 g/L using a xylose-utilizing recombinant Sacccharomyces cerevisiae resulting in 0.34 g ethanol per g sugar and 67% fermentation efficiency.
Conclusions
Based on the results obtained, AHP pretreatment of corn stover is an effective pretreatment technique. The efficiency of AHP pretreatment on the enzymatic hydrolysis of pretreated corn stover is dependent on the pH and AHP dose of pretreatment. Longer duration of pretreatment showed only marginal improvements in the total sugar yield. The enzymatic hydrolysis of AHP-pretreated corn stover can be performed with low enzyme loading. However, the generation of salts after AHP pretreatment and pH adjustment for SSF at 6.0 instead of optimal pH at 6.5 used for SHF slows the fermentation. Moreover, the cost of H2O2 is another factor to consider in the selection of a pretreatment strategy.
Footnotes
Acknowledgments
Recombinant E. coli strain FBR5 was provided by Dr. Bruce S. Dien (US Department of Agriculture's Agricultural Research Service's National Center for Agricultural Utilization Research, Peoria, IL). The authors thank Gregory J. Kennedy and Phillip R. Myer for technical assistance.
Author Disclosure Statement
No competing financial interests exist. Mention of trade names or commercial products in this article is solely for the purpose of providing specific information and does not imply recommendation or endorsement by the US Department of Agriculture.