
Abstract
Barley straw and hull were both subjected to alkaline hydrogen peroxide treatment for extraction of the hemicellulose fractions. the cellulose-enriched residues were then used as substrates for ethanol production in a high-solids fed-batch simultaneous saccharification and fermentation (SSF) process using commercial Sacharomyces cerevisiae and YRH400, a S. cerevisiae strain genetically engineered for xylose metabolism. The total process time was 8 days, with the first day dedicated solely to enzymatic hydrolysis and the remaining time for the SSF. Higher ethanol production was obtained with YRH400 with both residues. The final ethanol concentrations produced from the cellulose-enriched residue of barley straw by the commercial yeast and YRH400 were 63.8 g/L and 73.1 g/L, respectively, while the corresponding ethanol yields were 0.10 g/g and 0.12 g/g. The tendency of the cellulose-enriched residue of barley hull to absorb more water caused the formation of a highly viscous slurry that prevented good mixing and restricted mass transfer, which resulted in lower ethanol production. The final ethanol concentrations produced from this residue by the commercial yeast and YRH400 were 40.2 g/L and 43.6 g/L, respectively, while the corresponding ethanol yields were 0.06 g/g and 0.07 g/g.
Introduction
Global interest in ethanol as a clean liquid fuel continues to increase. It is projected that by 2020 total world ethanol production will reach 170 billion L (45 billion gal). 1 Currently, the majority of ethanol produced commercially comes from corn and sugarcane. To meet future demand, other renewable feedstocks are needed. Among these, the most important is cellulosic biomass. Compared to corn and sugarcane ethanol, however, cellulosic ethanol currently costs much more to produce due to higher capital and operating costs. 2 –4 Thus, production of value-added products in addition to ethanol has attracted considerable attention since incorporating co-products into the cellulosic ethanol process may increase revenue and allow for shared capital costs.
Arato et al. developed the Lignol process using woody biomass feedstock for production of ethanol and other products, including lignin, furfural, xylose, acetic acid, and lipophylic extractives. 5 Nghiem et al. developed a process in which barley straw was pretreated with aqueous ammonia then fractionated enzymatically to produce a xylose-rich solution for use in production of value-added products and a cellulose-enriched solid residue, which was used for ethanol production by the commercially proven yeast Saccharomyces cerevisiae. 6 Instead of being used as a source of fermentable sugars, the hemicellulose in cellulosic biomass can also be extracted and used in many applications, such as the production of health foods, barrier films, hydrogels, and paper additives. 7 –10 Several methods have been developed for hemicellulose extraction from cellulosic biomass using steam, microwave irradiation and steam, steam and sodium hydroxide (NaOH), and dilute NaOH or potassium hydroxide (KOH). 11 –15 The use of alkalis for hemicellulose extraction has been of particular interest. Under mild conditions, alkalis hydrolyze the ester linkages between polysaccharides and lignin, thus increasing solubility of hemicellulose without affecting its molecular mass. 14 Doner and Hicks developed a process using NaOH and hydrogen peroxide (H2O2) solutions to produce an arabinoxylan product from corn fiber in yields up to 42%. 16 It was observed that the presence of H2O2 significantly increased product yield. The process was subsequently modified to improve the whiteness of the product, and the effects of process parameters on the functional characteristics of the product were studied in detail. 17,18 Since alkaline/H2O2 extraction of hemicellulose resulted in a cellulose-enriched solid residue, which could be hydrolyzed by cellulases at high rates and yields to produce a glucose-rich solution, this process also has been investigated as a pretreatment process for cellulosic ethanol production. 19 –22
The grains of barley, a high-value crop grown in large quantities in many areas around the world, contain starch and β-glucans that can be efficiently converted to ethanol, as described in a recently developed fermentation process. 23,24 The hemicellulose in barley hull and straw can be extracted by alkaline/H2O2 as a value-added co-product, leaving behind the cellulose-enriched residues, which can be used as feedstocks for additional ethanol production.
This investigation aims to study the feasibility of ethanol production from these cellulose-enriched residues. Distillation efficiency is markedly improved when ethanol concentration is 5% w/v or above, which is difficult to achieve in a traditional cellulosic ethanol batch-fermentation process. 25 Therefore, in this study, a high-solids fed-batch simultaneous saccharification and fermentation (SSF) process is evaluated to target higher ethanol concentrations. Also, while the alkaline/H2O2 pretreatment extracts most of the xylan, significant amounts remain unextracted, which can be hydrolyzed to xylose during the course of the SSF. In this study, we compare native commercial S. cerevisiae and the genetically engineered strain YRH400, which is capable of simultaneously metabolizing glucose and xylose in an SSF process. 26
Materials and Methods
Barley hull was obtained from Osage Bio Energy LLC (Glen Allen, VA) in 2009. The hull was stored in a low-humidity room at ambient temperature (18–24°C) and relative humidity below 25%. The residual starch content—17.2 wt% on dry basis (db)—was removed prior to alkaline/H2O2 extraction of hemicellulose (destarching procedure described below). The composition of the starch-free hull was 33.1 wt% glucan, 22.9 wt% xylan, 5.6 wt% arabinan, and 21.8 wt% lignin (db). Straw of the Thoroughbred barley variety was obtained from the Foundation Seed Farm of the Virginia Crop Improvement Association (Mt. Holly, VA) in September 2010. The straw was stored in the same low-humidity room used for storage of the barley hull. Prior to hemicellulose extraction, the straw was ground and screened. Fractions between 10 and 35 mesh (0.5 and 2.0 mm) were collected and air dried at room temperature (25°C) for use in the experiments. The initial composition of the collected barley straw was 41.2 wt% glucan, 22.4 wt% xylan, 3.0 wt% arabinan, and 21.3 wt% lignin (db). The procedures used for compositional analysis of the barley hull and straw are described in the section on analytical methods.
Active Dry Ethanol Red yeast was obtained from Lesaffre Yeast Corporation (Milwaukee, WI). The dry yeast powder was kept refrigerated at 4°C. Stock culture of S. cerevisiae YRH400 was maintained in 33 wt% glycerol and stored at −70°C. SPEZYME Xtra, FERMENZYME L-400, GC220, and ACCELLERASE 1500 were provided by DuPont Industrial Biosciences (Rochester, NY). Amberex 695 AG yeast extract was provided by Sensient Technologies Corporation (Juneau, WI). All chemicals were of reagent-grade and purchased from various suppliers.
Destarching of Barley Hull
Destarching of the barley hull was performed at 5 wt% solids (db). Approximately 400 g dry barley hull (433.88 g at 7.81% moisture) was placed in a beaker. Deionized (DI) water was added to 2,000 g total weight. The pH was adjusted to 5.0 with 5 N sulfuric acid (H2SO4) and 36.4 μL SPEZYME Xtra (a thermostable α-amylase) was added (0.1 mg enzyme/g dry solids). The slurry was heated to 95°C in an oil bath and maintained at that temperature with mixing for 2 h. During this time, DI water was added to the beaker to compensate for water loss by evaporation. The beaker was cooled to 55°C and 72.7 μL FERMENZYME L-400 (a glucoamylase/acid protease mixture) was added (0.2 mg enzyme/g dry solids). The entire content of the beaker was transferred to a 4-L flask, which was incubated in an incubator shaker at 55°C for 17 h. The slurry was then centrifuged at 12,000 rpm for 30 min. A volume of 224.4 g destarched water was collected. The solid cake was washed thoroughly with 224.4 g DI water and centrifuged again at 12,000 rpm for 30 min. The supernatant was discarded and the destarched barley hull was dried until dryness in an oven maintained at 55°C.
Alkaline/H2O2 Extraction of Hemicellulose
Extraction of hemicellulose in barley straw and destarched barley hull was performed by placing 50 g of each starting material in 1 L DI water in a beaker and adding Ca(OH)2 (1.9 g), 30 wt% H2O2 (21 mL), and 50 wt% NaOH (7 mL). The slurries were adjusted to pH 11.5 and heated to boiling on a hot plate. Boiling was maintained for 30 min. The slurries were then cooled to the laboratory temperature (∼25°C). Mixing was maintained during the cooling period. The slurries were then centrifuged at 6,000 rpm for 20 min. The solid residues were collected and resuspended in 500 mL DI water. The slurries were heated to boiling and maintained in that state for 5 min with mixing. The slurries were then allowed to cool and centrifuged as described previously for recovery of the cellulose-enriched residues. The residues were dried to dryness in a 55°C oven and ground with a small coffee grinder for 2 min prior to use in ethanol fermentation experiments.
Ethanol Fermentation of Cellulose-Enriched Residues
The maximum ethanol production potential from the glucan of the cellulose-enriched residues was determined in SSF experiments with low solids loading (3 wt%). The fermentation medium contained 50 mM citric acid and 5 g/L Amberex 695 AG yeast extract at pH 4.8 (adjusted with 5 N NaOH). The medium was sterilized by autoclaving at 121°C for 20 min. The sterilized medium was transferred to 250-mL flasks (97 mL per flask), and 3.00 g dry cellulose-enriched residue and 500 μL ACCELLERASE 1500 were added. The corresponding loadings of the main enzymatic activities were 479 carboxymethyl cellulose (CMC) units/g solid and 126 para-nitrophenyl-β-D-glucopyranoside (pNPG) units/g solid, respectively. The CMC unit is a measurement of endoglucanase activity. One CMC unit liberates 1 μmol of reducing sugars (expressed as glucose equivalents) in 1 minute at 50°C and pH 4.8. The pNPG unit is a measurement of β-glucosidase activity. One pNPG unit liberates 1 μmol of nitrophenol from pNPG per minute at 50°C and pH 4.8. The inoculum was prepared by suspending 0.25 g Dry Ethanol Red yeast powder in 5 mL fermentation medium and stirring for 30 min. SSF was initiated by adding 1.0 mL yeast culture to the flask. The flask was capped with a rubber stopper punctured with an 18-gauge hypodermic needle to provide pressure relief for the CO2 produced. The flask was incubated in a shaker maintained at 32°C and 175 rpm for 72 h. A final sample was removed from the flask, centrifuged in a microcentrifuge (Eppendorf, model 5415D, Hauppauge, NY) at 13,000 rpm for 3 min, filtered through a 0.2 micron syringe filter, and saved for ethanol analysis. Two sets of experiments were performed, one with the cellulose-enriched barley hull and the other with the cellulose-enriched barley straw. Each set of experiments was performed in duplicate, and the average results reported.
High-solids fermentations of the barley straw and barley hull cellulose-enriched residues were performed using a fed-batch SSF protocol. The first day of the experiment was dedicated solely to enzyme hydrolysis. Thus, 2.0 g cellulose-enriched residue was added to a 250-mL flask containing 18.5 mL 50 mM citric acid solution at pH 4.8, which was previously sterilized by autoclaving at 121°C for 20 min. Next, 500 μL ACCELLERASE 1500 was added. The corresponding loadings of the main enzymatic activities were 719 CMC units/g solid and 189 pNPG units/g solid, respectively.
The flask was securely capped with a rubber stopper and incubated at 50°C and 250 rpm. After 24 h a 0.5 mL sample was removed from the flask. The sample was centrifuged in a microcentrifuge for 3 min. The supernatant was filtered using a 0.2-micron syringe filter and saved for sugar analysis. The solid pellet was recovered from the microcentrifuge tube with a small spatula and added back to the flask. A volume of citrate buffer equal to the volume of the supernatant was also added to the flask. After the sampling was completed, 1.00 g cellulose-enriched residue, 375 μL ACCELLERASE 1500, and 1.0 mL stock solution of Amberex 695 AG containing 191.5 g/L, which was previously sterilized as described for the fermentation medium, were added to the flask. The corresponding loadings of the main enzymatic activities were 1,078 CMC units/g solid and 284 pNPG units/g solid, respectively. The Dry Ethanol Red yeast inoculum was prepared as described previously. In parallel experiments the xylose-metabolizing yeast YRH400 was used. The inoculum was prepared by mixing a 25-mL medium containing 50 mM citric acid, 50 g/L glucose, 25 g/L xylose, and 5 g/L Amberex 695 AG yeast extract at pH 4.8 in a 250-mL shake flask with 0.1 mL thawed glycerol stock culture and incubating the flask at 32°C and 200 rpm for 17 h. SSF was initiated by adding 1.0 mL inoculum to the flask. The flask was capped with a rubber stopper punctured with an 18-gauge hypodermic needle and was then incubated in a shaker maintained at 32°C and 175 rpm.
Progress of ethanol fermentation was followed by weight loss due to production of CO2. The weight of the flask was determined by a balance that gave the weight accurate to one milligram. Each day 1.0 g cellulose-enriched residue and 375 μL ACCELLERASE 1500 were added to the flask, except when the flask content was judged too thick for effective mixing. On those days the addition of residue and enzyme was suspended to allow for further solid solubilization. An Excel spreadsheet was set up to calculate accumulative ethanol production and daily ethanol concentration using the weight-loss data. The calculation of ethanol concentration included the liquid volume contributed by the ethanol produced. Details of the calculation can be found in a previous publication. 23 At the end of the experiment a final sample was removed from the flask and processed for analysis of residual sugars. The SSF experiment was performed in duplicate, and the average results reported.
Analytical Methods
Compositional analysis of barley hull and straw was performed according to the National Renewable Energy Laboratory's standard procedure. 27 Glucose, xylose, ethanol, and other fermentation metabolites were determined by high performance liquid chromatography (HPLC) using an Agilent Technologies (Santa Clara, CA) system (series 1200) equipped with a refractive index (RI) detector. An Aminex HPX-87H ion exclusion (Bio-Rad Laboratories, Hercules, CA) column was used at 60°C. The solvent was 0.5 wt% H2SO4 pumped at a flow rate of 0.6 mL/min.
Results and Discussion
Alkaline/H2O2 Extraction of Hemicellulose
Barley straw and destarched hull were pretreated with alkaline/H2O2 for extraction of xylans. After the alkaline/H2O2 extraction, 28.7 g and 22.7 g residues were collected from 50 g each of barley straw and destarched barley hull, respectively. The composition of the residues and the mass retention of the components are summarized in Table 1. For barley straw, 83.3% glucan, 37.7% xylan, and 21.1% arabinan were retained, resulting in enrichment of glucan content from 41.2 wt% in the original material to 59.5 wt% in the residue. For barley hull, the retention for glucan, xylan, and arabinan was 87.9%, 34.7%, and 21.9%, respectively, and the glucan content was increased from 33.1 wt% in the original material to 64.1 wt% in the residue. Cellulose enrichment was expected to allow for higher ethanol titers to be achieved in the SSF. Significant removal of lignin also was observed in the alkaline/H2O2 extraction. In both cases about 75% of the lignin in the original materials was removed. Lower lignin content would reduce adsorption of cellulases and other enzymes in commercial formulations, thus improving hydrolysis of carbohydrate components to fermentable sugars. 28
Composition of Barley Straw and Barley Hull Cellulose-Enriched Residues and Mass Balances
Ethanol Fermentation of Cellulose-Enriched Residues
The cellulose-enriched residues were first evaluated in low-solids SSF using commercial yeast. The average final ethanol concentration in the batch SSF experiments using 3 wt% cellulose-enriched barley straw was 8.9 g/L, which was equal to 92.0% theoretical yield based on glucan, or 0.31 g/g residue (0.18 g/g original barley straw). In the batch SSF experiments using 3 wt% cellulose-enriched barley hull, the corresponding results were 8.1 g/L for final ethanol concentration, 80.8% theoretical yield, and 0.28 g/g residue (0.13 g/g original barley straw). In this investigation, the cellulose-enriched residues were dried to allow accurate weighing of materials for multiple additions to the fermentation flasks and also to make it possible to achieve final high solids loading of almost 30% in the fed-batch SSF experiments (see below). A relatively mild temperature of 50°C was used to dry these residues to minimize the effect of drying on enzymatic hydrolysis. In previous work, drying H2O2-treated Douglas fir Kraft pulp at 50°C caused a 15% reduction in enzymatic hydrolysis when using a commercial cellulase supplemented with additional β-glucosidase, whereas drying at 100°C caused 23% reduction. 29 Thus, assuming the drying of the cellulose-enriched residues used in this work would cause a similar effect and that ethanol production is directly related to enzymatic hydrolysis, which releases fermentable sugars, the results obtained in the batch SSF experiments if the cellulose-enriched residues had not been dried would be 0.36 g ethanol/g residue and 0.32 g ethanol/g residue for barley straw and hull, respectively.
Fed-batch SSF experiments were performed to further increase the final ethanol titers. The results of the high-solids fed-batch SSF experiments using the cellulose-enriched residues of barley straw and hull are summarized in Table 2. The ethanol concentrations calculated from the weight-loss data obtained in the experiment using the cellulose-enriched residue of barley straw are shown in Fig. 1. At the end of the first 24-h period, during which only the enzymatic hydrolysis was performed at the optimum temperature of the enzyme, the concentrations of glucose and xylose in the regular yeast flasks were 32.2 g/L (46.5% theoretical yield) and 7.2 g/L (40.7% theoretical yield), respectively. The corresponding concentrations for strain YRH400 were similar—26.8 g/L (38.7% theoretical yield) and 6.1 g/L (34.5% theoretical yield). After the first 24 h of fermentation, the ethanol concentrations produced by the regular yeast and strain YRH400 were 18.3 g/L and 19.3 g/L, respectively.
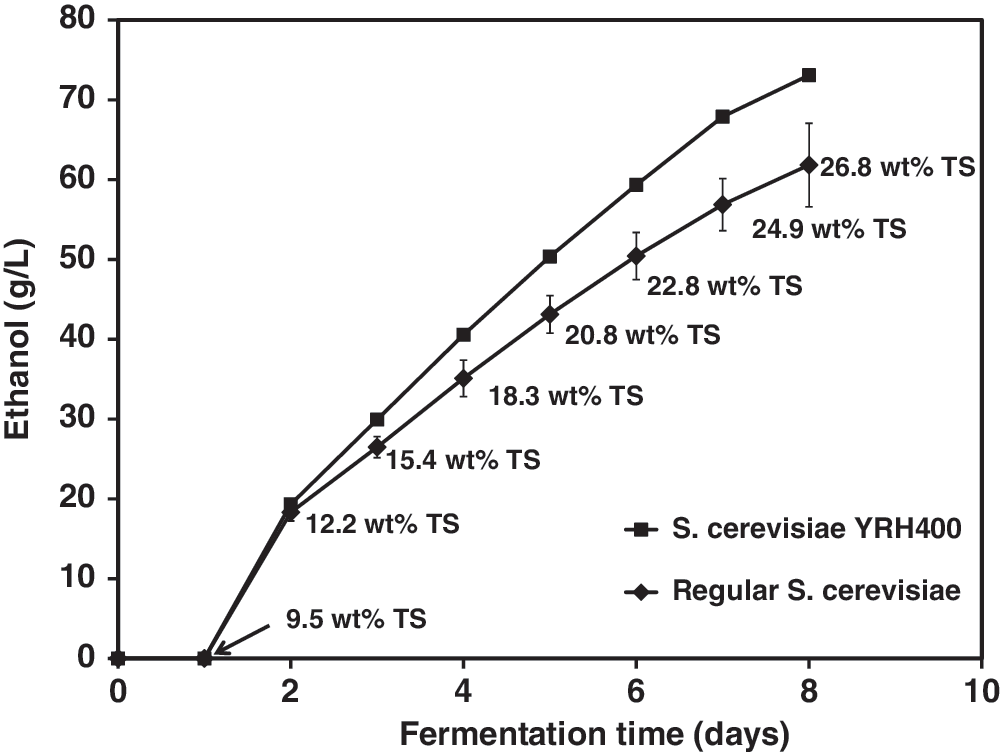
Ethanol production from the cellulose-enriched residue of barley straw in the high-solids fed-batch SSF process using regular yeast and strain YRH400 (TS, total solids).
Summary of Results Obtained in High-Solids Fed-Batch SSF Experiments Using Cellulose-Enriched Residues of Barley Straw and Hull
At the end of the experiments using the cellulose-enriched barley straw, the total enzyme loadings were 1,006 CMC units/g solid and 262 pNPG units/g solid.
Based on glucan content only.
Based on glucan and xylan content.
The total enzyme loadings in the experiments using the cellulose-enriched barley hull were 977 CMC units/g solid and 255 pNPG units/g solid.
As expected, the availability of readily fermentable glucose allowed ethanol production to proceed at high rates during the first day after the SSF was initiated. The average rates of ethanol production during this period were 0.76 g/L/h and 0.81 g/L/h for the regular yeast and strain YRH400, respectively. These rates were considered high in the context of an SSF process using a lignocellulosic feedstock. They would be low compared to the rates obtained in direct sugar fermentation. For example, in the fermentation of a sweet sorghum juice containing 100.4 g/L total fermentable sugars, the initial ethanol production rate was 1.67 g/L/h. 30 The ethanol production rates in both cases dropped by about one half on the next day, presumably due to near-exhaustion of the initial glucose and limited sugar-production rates from enzymatic saccharification. The rates continued to decrease gradually. During the last day (day 8) of the experiment, the ethanol-production rate was 61% and 49% of the rate obtained during the second day of the SSF for the regular yeast and strain YRH400, respectively. The final solids loading was 26.8 wt%. The final ethanol concentrations were 61.8 g/L (56.7% theoretical yield based on glucan content) and 73.1 g/L (55.3 % theoretical yield based on glucan+xylan content) for the regular yeast and strain YRH400, respectively. Higher final ethanol concentration obtained with strain YRH400 could be attributed to its ability to consume both glucose and xylose simultaneously and possible higher glucose-metabolism efficiency compared to the regular yeast strain. 26 The final concentrations of glucose and xylose in the case of the regular yeast were 1.2 g/L and 14.3 g/L, respectively. The final concentrations of glucose and xylose in the case of strain YRH400 were 4.4 g/L and 13.6 g/L, respectively. Low final glucose concentration observed for the regular yeast and strain YRH400 indicate a highly efficient SSF process in both cases. Accumulation of xylose by the xylose-utilizing strain YRH400 confirmed previous results showing that xylose metabolism by this strain was not as efficient as its metabolism of glucose. 26 The final ethanol yield obtained with the regular yeast was 0.18 g/g cellulose-enriched residue or 0.10 g/g original barley straw. The ethanol yield in the case of strain YRH400 was 0.21 g/g cellulose-enriched residue or 0.12 g/g original barley straw. The ethanol yields obtained in this study were comparable to those observed in a previous study using high-solids fed-batch SSF of cellulose-enriched barley straw obtained by aqueous ammonia pretreatment and subsequent enzymatic hydrolysis (0.19 g/g cellulose-enriched residue or 0.14 g/g original barley straw). 6
The ethanol concentrations calculated from the weight loss data obtained in the experiment using the cellulose-enriched residue of barley hull are shown in Figure. 2. Visual inspection indicated that this residue absorbed significantly more water than its barley straw counterpart. The result was formation of a highly viscous slurry with too little free liquid to allow for good mixing and mass transfer. In an attempt to alleviate this problem, two extra flasks were set up and GC220, which is a viscosity-reducing enzyme product commonly used in corn ethanol fermentation, was added. While better mixing was observed, ethanol production was not improved (results not shown). At the end of the first 24-h period, during which the hydrolysis was performed at the optimum temperature of the enzyme, the concentrations of glucose and xylose in the regular yeast flasks were 16.0 g/L (21.4% theoretical yield) and 6.4 g/L (30.6% theoretical yield), respectively. The corresponding concentrations in the case of strain YRH400 were 15.1 g/L (20.2% theoretical yield) and 6.2 g/L (29.6% theoretical yield). The low enzymatic hydrolysis efficiencies probably were the direct results of poor mixing and low mass transfer, which were caused by the high viscosity of the slurry and limited free liquid, as discussed previously.
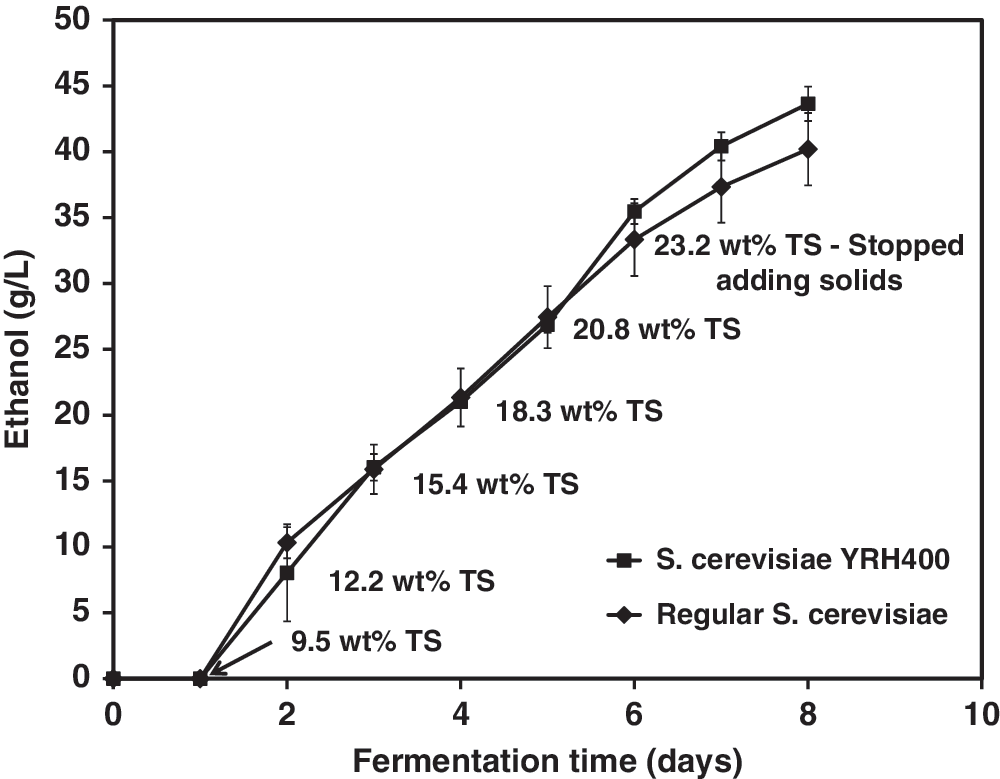
Ethanol production from the cellulose-enriched residue of barley hull in the high-solids fed-batch SSF process using regular yeast and strain YRH400 (TS, total solids).
The fermentations followed the same trend observed with the cellulose-enriched residue of barley straw. Specifically, production of ethanol started at high rates when excess glucose was available but declined when the rate became limited by enzymatic hydrolysis. However, in contrast to the cellulose-enriched residue of barley straw, YRH400 did not outperform the commercial yeast culture until later in the fermentation. During the first five days there was no difference between ethanol production rates for the two yeast strains. After six days it was decided to cease addition of further enzyme and solids because the broth had become too viscous. Thus, the final solids loading was only 23.2 wt% compared to 26.8 wt% in the case of the cellulose-enriched residue of barley straw. The final ethanol concentrations were 40.2 g/L (40.9% theoretical yield based on glucan content) and 43.6 g/L (35.9% theoretical yield based on glucan+xylan content) for the regular yeast and strain YRH400, respectively. The ethanol yields were lower than those obtained with the cellulose-enriched residue of barley straw, and the increase in ethanol production by strain YRH400 versus the regular yeast was also less substantial. The final concentrations of glucose and xylose in the case of the regular yeast were 1.1 g/L and 17.4 g/L, respectively. The final concentrations of glucose and xylose in the case of strain YRH400 were 2.9 g/L and 18.8 g/L, respectively. Low final glucose concentration again indicated a highly efficient SSF process. The final ethanol yield obtained with the regular yeast was 0.14 g/g cellulose-enriched residue or 0.06 g/g original barley hull. The ethanol yield in the case of strain YRH400 was 0.15 g/g cellulose-enriched residue or 0.07 g/g original barley hull. There have been no published results of ethanol production from barley hull using high solids loading to compare with the results obtained in this study.
Ethanol is commercially recovered by distillation, which is especially energy-intensive at low ethanol concentrations. Normally the target for cellulosic ethanol fermentation is 50 g/L, because at this concentration the energy input per liter of recovered ethanol begins to plateau with increasing ethanol concentrations. 25 When processing the cellulose-enriched residue of barley straw, this titer was achieved after 5 days of fermentation using the commercial yeast. However, in the YRH400 fermentations, the target ethanol concentration was achieved a day earlier. In the case of the cellulose-enriched residue of barley hull, the final ethanol concentrations were 80% (regular yeast) and 85% (strain YRH400) of the target.
Conclusions
Barley straw and hull were treated with alkaline/hydrogen peroxide to extract the hemicellulose fractions. The resultant cellulose-enriched residues were subsequently converted to ethanol in a high-solids fed-batch SSF process using native and xylose-metabolizing yeast strains. In both cases more ethanol was produced by the xylose-metabolizing strain. Notably, for the cellulose-enriched residue of barley straw, the final ethanol concentrations were above the frequently cited target of 50 g/L for cellulosic ethanol production. This target was not achieved for the cellulose-enriched residue of barley hull because of its physical properties, which restricted mixing and mass transfer at high solids loading. Further research is needed to improve the fermentation process, in particular to increase the ethanol yield and shorten the fermentation time.
Footnotes
Acknowledgments
The authors would like to thank Richard Cook and Stefanie Simon for preparation of the cellulose-enriched residues, and Justin Montanti, Gerard Senske, and Jennifer Thomas for their assistance with sample analysis. Critical review of the manuscript by Dr. Bruce Dien is greatly appreciated. The authors also would like to thank DuPont Industrial Biosciences for providing the enzyme products used in this study. Dr. Xiu Zhang was supported by a fellowship under the State Scholarship Fund from the China Scholarship Council administered by the government of the People's Republic of China during his tenure as a visiting scientist at the Eastern Regional Research Center.
Author Disclosure Statement
No competing financial interests exist. Mention of trade names or commercial products in this article is solely for the purpose of providing specific information and does not imply recommendation or endorsement by the US Department of Agriculture (USDA). USDA is an equal employment provider and employer.