
Abstract
Terephthalic acid (TPA) is a large-volume commodity chemical typically produced via aerobic catalytic oxidation of
para-xylene (pX), which is produced from fossil resources. TPA is used primarily as a co-monomer in a condensation with mono ethylene glycol (MEG) to produce polyethylene terephthalate (PET) for plastic containers, fibers, films, and other applications. Condensations of TPA with other glycols produce other polyesters. There is strong interest in improving the environmental profile of TPA, either by improving the environmental aspects of the pX oxidation process and/or producing TPA from renewable resources (biobased TPA) such as carbohydrates, lignin, etc. Currently, biobased PET contains up to 30% biobased materials; the Coca-Cola Company's PlantBottle™ PET, introduced in 2009, is produced using biobased MEG only. Biobased TPA will allow for increasing the biobased content of PET to 100%. Industry and academia are working to develop technology pathways to biobased TPA. For example, in mid-2012, The Coca-Cola Company, Ford Motor Company, H.J. Heinz Company, Nike, Inc., and The Procter & Gamble Company announced the formation of the Plant PET Technology Collaborative to accelerate the development and use of 100% renewable PET.
This article is a literature review of various proposed methods and processes to produce biobased TPA. Advantages and/or disadvantages of reviewed technology pathways will not be discussed here. The authors take full responsibility for the selection of the technology pathways presented in this review article, and omission of any additional pathways should not be considered as implicit disapproval of these pathways.
Introduction
In 2012, the annual nameplate capacity of terephthalic acid (TPA; chemical formula C8H6O4), a large-volume commodity chemical used to produce polyethylene terephthalate (PET), was 57 million tons, and that capacity is projected to increase to about 83 million tons in 2018 to meet increasing global demand. Global consumption of TPA was approximately 47 million tons in 2012—with a market value of about $60 billion—and is forecast to grow 6% per year, reaching about 65 million tons in 2018. 1 Currently, TPA is produced in very large petrochemical plants with typical annual capacities between 500,000 and 1 million tons. 1 This additional 18 million tons of TPA capacity needed to meet demand would require an estimated capital investment of about $20 to $40 billion. Such large volumes make TPA an important chemical and a key target for researchers looking to develop technologies that increase the use of renewable resources. However, because TPA is a large-volume chemical with an established "experience" curve, the task of replacing it entirely with biobased TPA is likely to be extremely difficult.
TPA was first synthesized in 1847 from the oxidation of turpentine with nitric acid and became commercially available in 1965. Until that time, PET was produced using the dimethyl ester of TPA, dimethyl terephthalate (DMT), as the associated monomer. In the mid-1950s, Mid-Century Corporation and Imperial Chemical Industries invented the use of bromide-based air oxidation of para-xylene (pX; chemical formula C8H10). That technology was further developed by Amoco—now part of BP plc (London, UK) after a 1998 merger—and became known as the Amoco process, which now accounts for nearly all of the purified TPA produced around the world. 1 Other, older TPA production technologies used toluene or phthalic anhydride as feedstocks and are not economically viable today. 2 In the Amoco liquid phase oxidation process, pX is diluted with glacial acetic acid to about 25%, manganese and cobalt salts (e.g., acetates) are used as catalysts, and a bromide compound (e.g., sodium bromide) is added as a promoter. Air is used as the oxidizer, and the temperature and pressure of the reaction are 175–225°C and 15–30 bar, respectively. Continuous stirred tank reactors lined with titanium or other special and expensive alloys are required due to the corrosiveness of the promoter. The reaction proceeds via three intermediates (Fig. 1): p-tolualdehyde (pTALD), p-toluic acid (pTA), and 4-carboxybenzaldehyde (4-CBA). The reaction is highly exothermic, releasing 200 MJ/kg of pX reacted, and has a residence time of less than one hour. The conversion of pX is typically over 98 mol%, and TPA yield is typically over 95 mol%. 2 Without further purification, the product of the process is called "crude TPA." Polymer-grade TPA requires additional purification steps (e.g., 4-CBA hydrogenation to pTA, sublimation, solubilization, adsorption, crystallization, etc.) to ensure the removal of unwanted side products and impurities. More details on the Amoco and purification processes can be found in Raghavendrachar and Ramachandran, and Li. 3,4
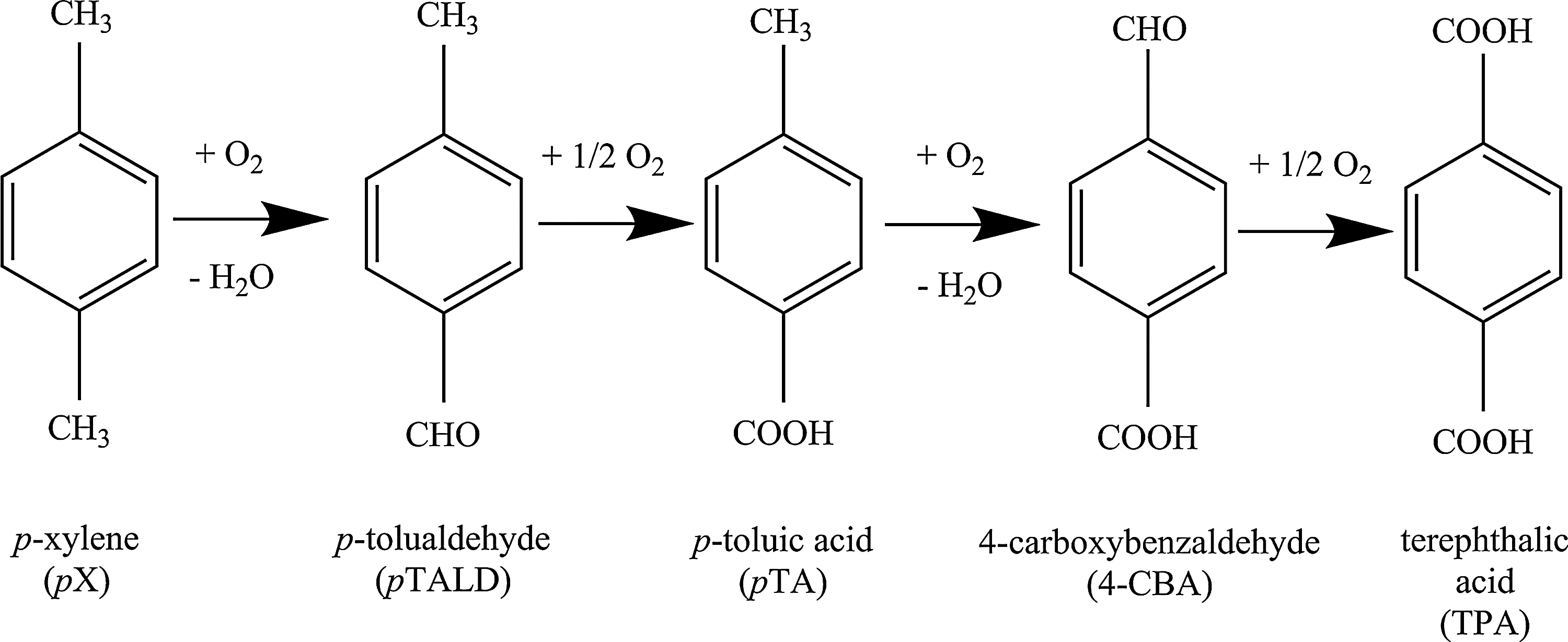
Oxidation process of pX to TPA with the reaction intermediates.
pX is produced primarily from naphtha via the following five steps: 1) catalytic reforming of low-octane naphtha cuts produces a reformate that contains
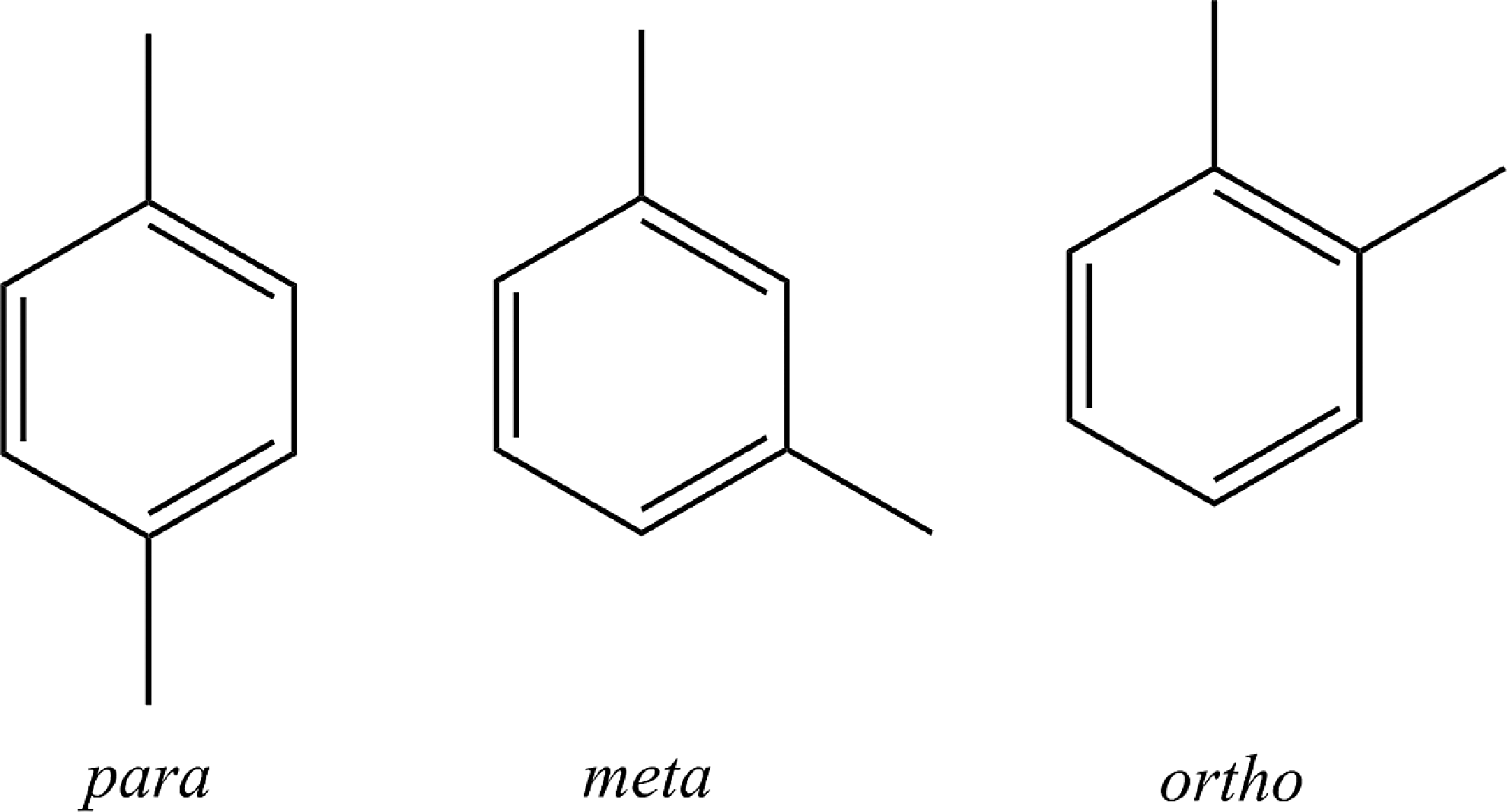
Chemical structures of the xylene isomers.
Fossil derived TPA production contributes to greenhouse gas emissions due to its high fossil-derived carbon content. Furthermore, fossil resources, such as crude oil, coal, natural gas, peat, etc., are considered non-renewable materials, since they take hundreds of thousands of years to form naturally and are consumed quickly. Renewable or biobased resources—materials that are produced via a natural process at a rate comparable to their rates of consumption (e.g., within a 100-year time frame)—can be replenished naturally or via agricultural techniques. Examples of renewable resources include plants, such as sugar cane, sugar beets, corn, potatoes, citrus fruit, and woody plants, as well as lignocellulose, carbohydrate, hemicellulose, cellulosic waste, animals, fish, bacteria, fungi, and forestry products. As fossil resources become increasingly scarce and more expensive, exhibit higher price volatility, and become subject to CO2 emission regulations, there exists a growing need for biobased TPA to serve as an alternative to fossil-derived TPA. Additionally, as natural gas in the US displaces naphtha as the primary petrochemical industry feedstock, shortages of aromatic materials are expected, increasing the future need for biobased aromatics. 5
This article presents a review of the literature focusing on various technology pathways that have been proposed to produce biobased TPA. As mentioned in the abstract, this literature review is not exhaustive, but rather it includes a selection of technologies (for more information, see Dodds and Humphreys).
6
In particular, technology pathways are grouped based on the feedstock used—i.e., carbohydrates and lignin. Within the carbohydrates section, technology pathways are grouped based on the intermediate chemical used to make biobased TPA: a) biobased pX, such as technology pathways via 2,5-dimethylfuran (DMF; chemical formula C6H8O); b) other intermediate chemicals, such as technology pathways via muconic acid (chemical formula C6H6O4), 2,5-furandicarboxylic acid (FDCA; chemical formula C6H4O5), and limonene (chemical formula C10H16); and c) no intermediate (i.e., directly from carbohydrate).
The main chemical objective using carbohydrates is to transform the 6-carbon glucose molecule, its isomer fructose, or its dehydrated derivative with a furan ring (ring with 4 carbon atoms and 1 oxygen atom) and functional groups to an 8-carbon TPA molecule, which contains a 6-carbon aromatic ring. The main chemical objective using lignin is to depolymerize it while maintaining its aromatic content, which is estimated at about 45 wt% of the lignin polymer.
Finally, in the review of the various technology pathways, we present the number of steps involved in converting a feedstock (i.e., carbohydrate or lignin) to TPA or a diagram showing the transformation steps in a chart tracking oxygen content. In the fossil-derived world, feedstocks are hydrocarbons containing only carbon and hydrogen and no oxygen. In the biobased world, feedstocks are oxygenated compounds. Sugars contain 53% oxygen—the chemical formula of glucose is C6H12O6—while lignin contains about 27% oxygen. Equivalently, hydrocarbons contain carbon in its most reduced form with an oxidation state of −4, while carbohydrates contain carbons with an oxidation state of 0. Lignin contains more reduced carbons than carbohydrates; the carbon in CO2 is the most oxidized carbon with an oxidation state of +4. TPA contains 39% oxygen and its fossil feedstock pX is a hydrocarbon containing no oxygen (Fig. 3). We will use the oxygen content analysis to calculate the expected yield of the various pathways to biobased TPA. Note, for the purposes of this review, carbohydrates or sugars can be either first-generation sugars (i.e., produced from sugar cane, corn, sugar beets, and other agricultural products), or second-generation carbohydrates or sugars (i.e., produced from biomass via any hydrolysis technology, be it enzymatic, acidic, etc.).
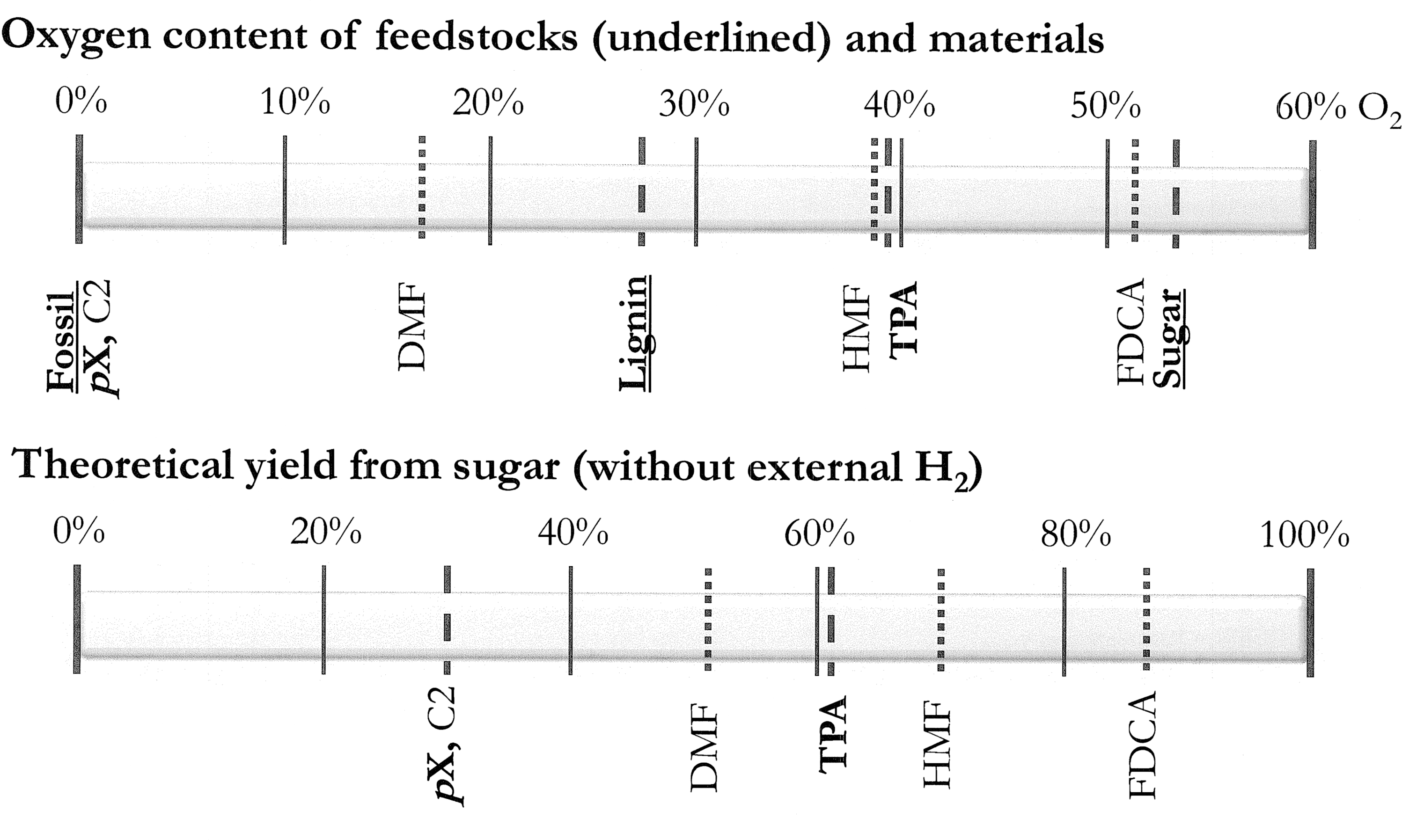
Oxygen content of feedstocks and materials, and theoretical yield of materials from sugar (without use of external hydrogen); C2 is ethylene.
Biobased TPA via Biobased pX Intermediate
This section reviews technology pathways that convert carbohydrates into biobased pX, which can then be introduced into the existing fossil-based infrastructure to be converted into biobased TPA—assuming that the types and amounts of impurities are the same as those present in fossil-derived pX or similar enough to make a negligible impact. More specifically, this section reviews technology pathways from Virent Inc. (Madison, WI), Gevo, Inc. (Englewood, CO), Anellotech, Inc. (Pearl River, NY), the University of North Carolina at Chapel Hill (UNC), and Micromidas, Inc. (West Sacramento, CA), as well as DMF-based technologies to make biobased pX.
Virent is developing a technology for commercialization, called BioForming® that uses soluble C5/C6 carbohydrates (i.e., pentose and hexose sugars) and converts them to a BTX stream rich in pX. This can then serve as a feedstock to an aromatics processing complex for separation and purification of the pX. Virent's process requires the following steps: 1) solubilizing sugars; 2) introducing hydrogen for hydrodeoxygenation of the sugars in the presence of a deoxygenation catalyst, such as Fe, Ru, Co, Pd, Ni, etc., to produce a variety of oxygenated intermediates, such as alcohols, aldehydes, and ketones (the addition of hydrogen removes oxygen from the carbohydrates in the form of water); 3) reacting the oxygenated intermediates over an acid condensation catalyst, such as carbide, nitride, zirconia, alumina, silica, etc., to produce an aromatics stream comprised of benzene, toluene, xylenes, ethyl benzene; and 4) oxidation of pX to TPA, using the existing infrastructure for fossil-derived TPA.
In the Virent process, the hydrodeoxygenation reaction occurs between about 100°C to 600°C and at a pressure of at least 0.1 atmosphere. In some cases, the pressure can be as high as 83 barg. 7 Virent has reported an actual weight yield of carbohydrates to liquid hydrocarbons of 38% and a theoretically achievable weight yield of 43%. Their reported and theoretical pX weight yields are 23% and 26%, respectively. 8 Additional information about this technology pathway can be found in US patents and patent applications. 9 –12
A different approach to producing a BTX aromatics stream directly from lignocellulosic biomass in a single reactor is being developed by Anellotech. The technology was developed by Dr. George Huber at the University of Massachusetts Amherst (UMass Amherst). The technology uses a fast pyrolysis approach for rapid heating of the biomass under anaerobic conditions and immediate conversion of the resulting gases to aromatics using zeolite-based catalysts.
13
The process is composed of the following steps: 1) grinding of the biomass into smaller particle sizes (e.g., 2–50% of the original biomass particle size); 2) drying the biomass to 1–10% moisture content; 3) cooling the biomass to below 300°C to reduce decomposition prior to introduction into the reactor; 4) reaction of the biomass in a fluidized bed reactor with ZSM-5-based catalysts at reaction temperatures of 50–1,000°C and heating rates of 50–1,000°C/s; 5) separation of reaction products from catalyst, coke, and ash (using elevated temperatures of 50–800°C during separation may promote reforming to increase aromatics production); 6) regeneration of the spent catalyst to remove coke formation before reintroducing the catalyst into the reactor; and 7) oxidation of pX to TPA, using the existing infrastructure for fossil-derived TPA.
14
In this process, the biomass feedstock is deconstructed and the resultant cellulose and hemicellulose are reacted in a single reactor. In one experiment, aromatics yields from corn stover and wood were reported as 21 wt% and 26 wt%, respectively. 14 Additional information about this technology pathway can be found in US patent applications. 15 –19
Gevo has developed a technology to produce pX directly from isobutanol (i-BuOH; chemical formula C4H10O) without going through the BTX route and associated separation processes to remove pX from the mix. i-BuOH is produced from C5/C6 sugars through a fermentation process using proprietary, Gevo-developed microorganisms. From a carbon efficiency perspective, one or two carbons from the sugar are lost during fermentation to CO2. The Gevo process uses the following steps to go from i-BuOH to pX (Fig. 4): Schematic of the Gevo pathway from i-BuOH to pX. 1) dehydration of i-BuOH to isobutylene (chemical formula C8H16) using homogeneous or heterogeneous acid catalysts, such as sulfuric acid, hydrogen fluoride, solid phosphoric acids, and metal oxides; 2) dimerization to diisobutylene (Fig. 5) using an oligomerization catalyst (e.g., heterogeneous acid catalysts, such as organic sulfonic acids, zeolites, and solid phosphoric acids); 3) dehydrocyclization producing pX and hydrogen using alumina-based or silica-based heterogeneous catalysts, such as chromia-alumina, platinum-, or tin-containing zeolites, and molybdenum-containing alumina; and 4) oxidation of pX to TPA, using the existing infrastructure for fossil-derived TPA.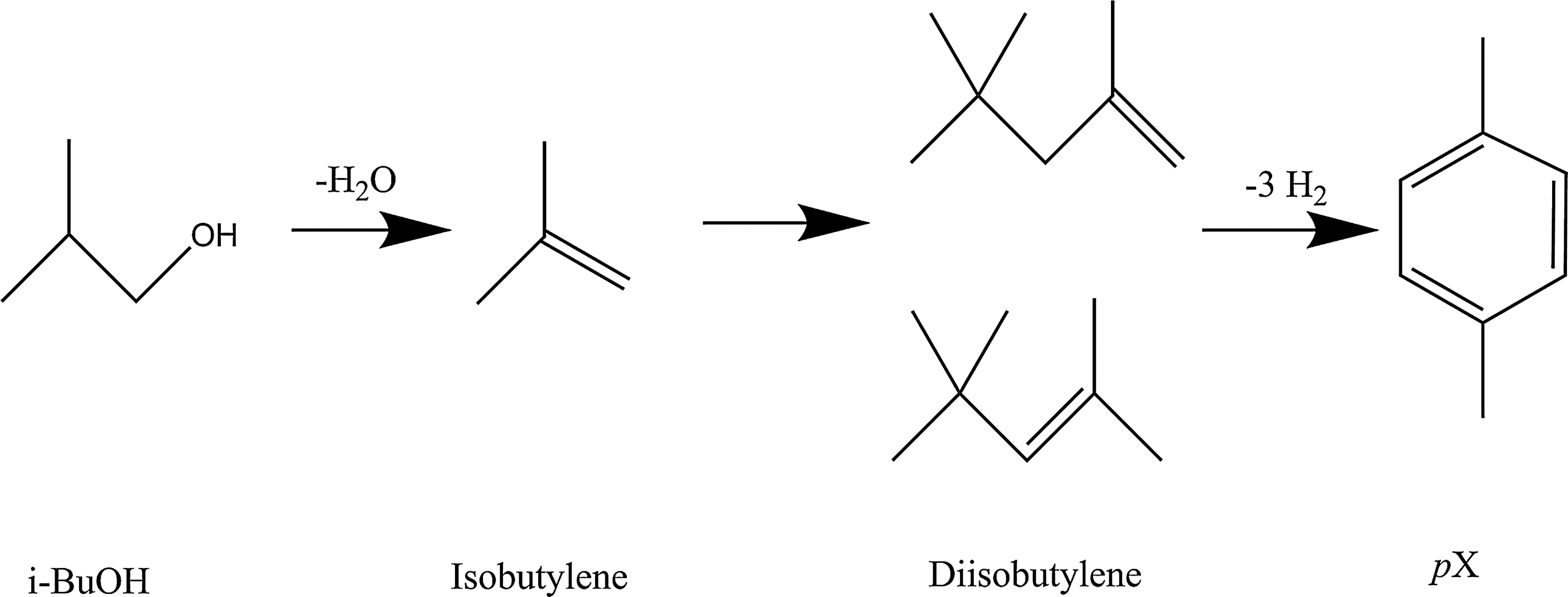
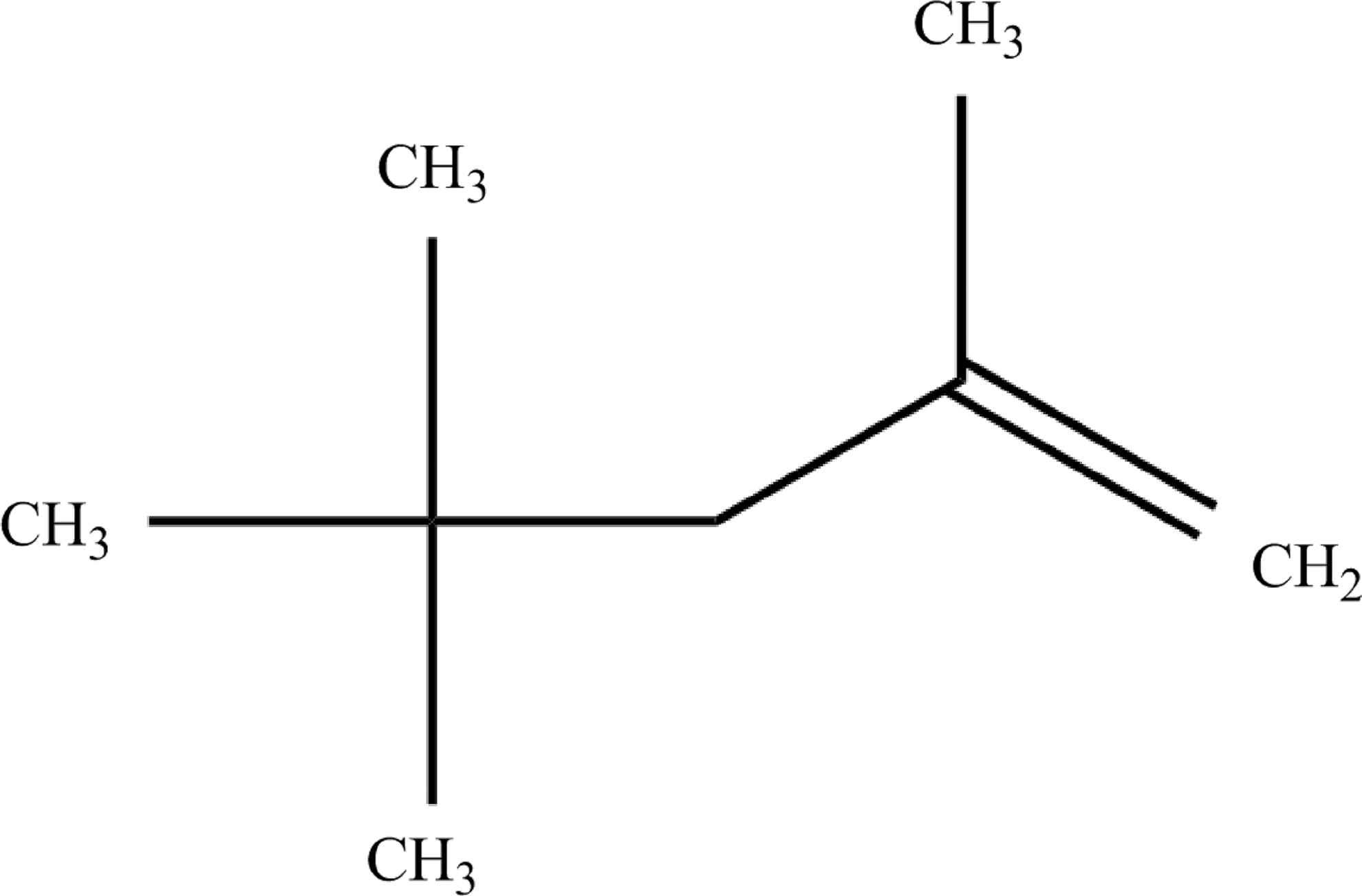
Chemical structure of diisobutylene.
During the dimerization reaction, a majority of 2,4,4-trimethylpentenes is formed. These reactions may occur at temperatures of 100°C to 190°C and pressures of 0–103 barg. pX from the dehydrocyclization reaction has been reported at more than 85% selectivity. 20 In terms of theoretical weight yield, the overall reaction from glucose to TPA via i-BuOH has a theoretical weight yield of 46% (i.e., 1 mol of TPA from 2 mol of glucose; 2 C6H12O6+3 O2→C8H6O4+4 CO2+6 H2O+3 H2). Additional information about this technology pathway can be found in US patents. 21 –24
Researchers at UNC reported in 2012 the selective synthesis of pX solely from ethylene (C2) as a feedstock. One approach for the synthesis uses the following steps: 25,26
1) trimerization of ethylene to hexene;
2) disproportionation of hexene via dehydrogenation to hexadiene and hexane;
3) Diels-Alder reaction of 2,4 hexadiene with ethylene to produce 3,6-dimethylcyclohexene;
4) dehydrogenation to produce pX and hydrogen; and
5) oxidation of pX to TPA using the existing infrastructure for fossil-derived TPA.
Experiments have shown that dehydrogenation of the Diels-Alder products can yield 93% pX using a Pt/Al2O3 catalyst at 400°C. Ethyl benzene was also produced in a ratio of pX to ethyl benzene of 8.5:1.
The Diels-Alder reaction of DMF, which contains 17% oxygen, with ethylene, which contains no oxygen, has been proposed by Toray Industries (Tokyo, Japan), UOP LLC (Morristown, NJ), UMass Amherst, and the University of Delaware (Newark, DE) as part of the pathway to make biobased pX.
27
–32
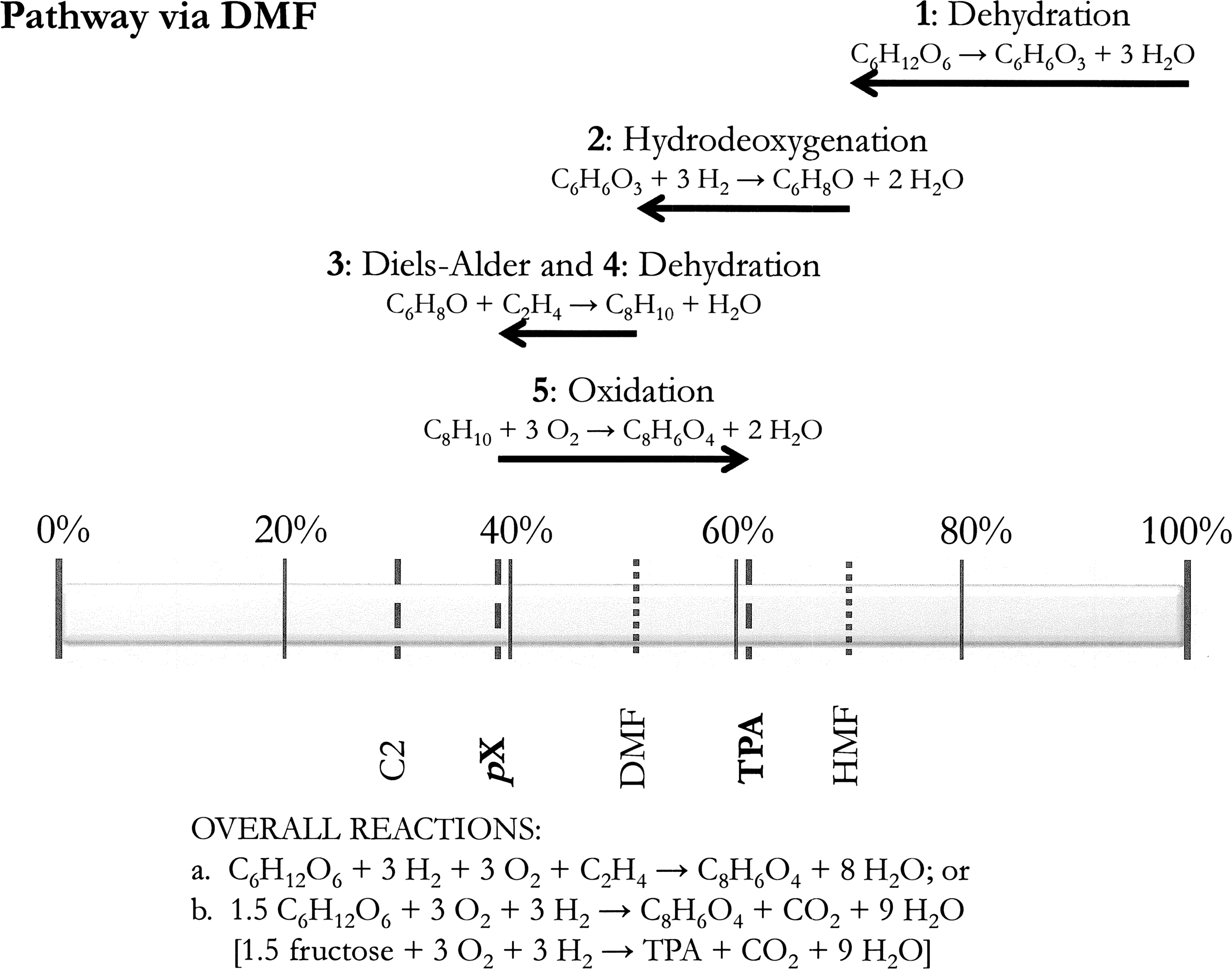
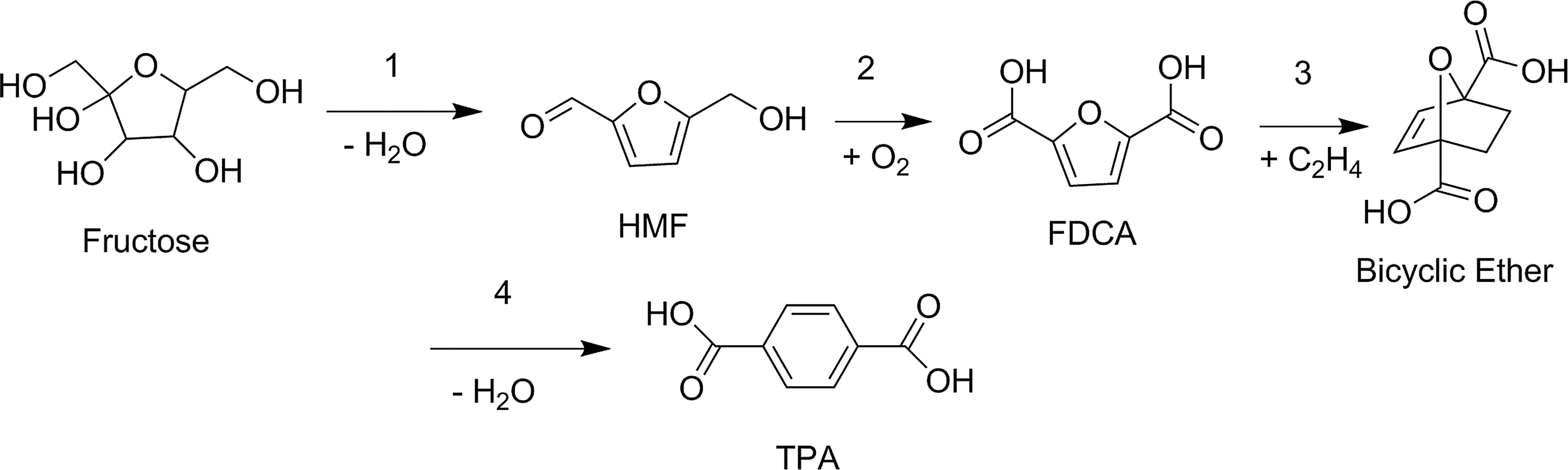
The overall pathway from sugar/fructose to biobased TPA includes the following five steps (Figs. 6 and 7): Schematic of the DMF pathway to TPA. Steps in the pathway from fructose to TPA via DMF, and theoretical yield of the various intermediates. Note that the use of external hydrogen in step 2 causes the yield of pX from fructose to increase to about 39%. The overall reactions are also noted: a) ethylene is fossil-derived; and b) ethylene is biobased. 1) dehydration of fructose to 5-hydroxymethylfurfural (HMF; chemical formula C6H6O3; contains 38% oxygen); 2) hydrodeoxygenation of HMF to DMF (e.g., using Cu:Ru/C catalyst); 3) Diels-Alder cycloaddition of DMF and ethylene (as the dienophile) to produce 1,4-dimethyl-7-oxa-bicyclo[2,2,1]hept-2-ene, a bicyclic ether intermediate; 4) dehydration of the bicyclic ether to pX; and 5) oxidation of pX to TPA, using the existing infrastructure for fossil-derived TPA.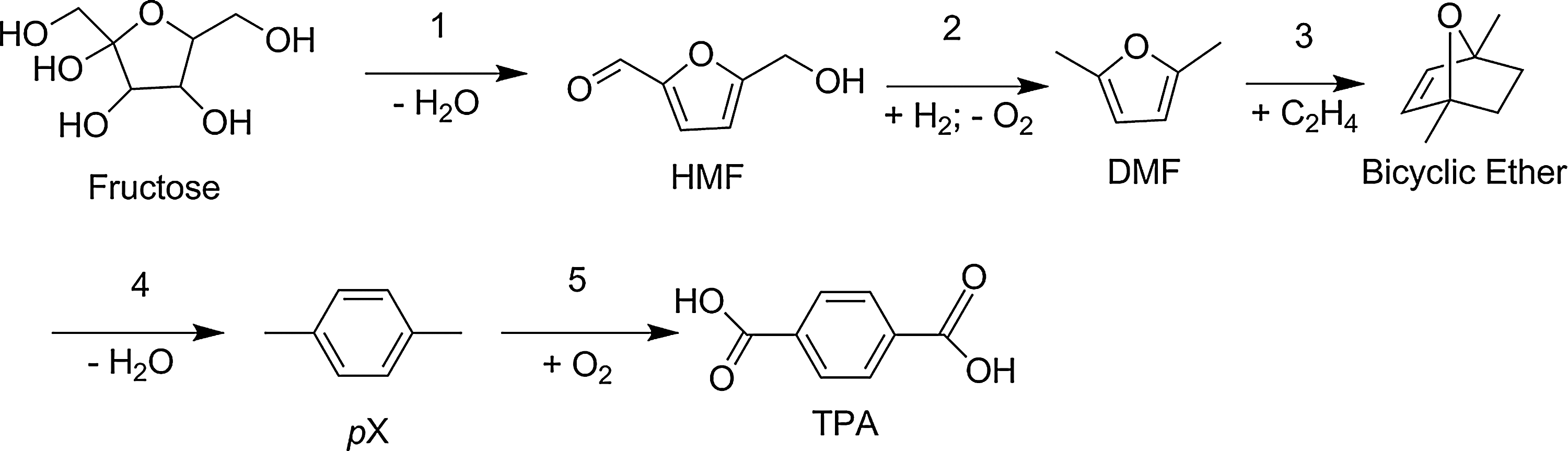
The dehydration of fructose (or other 6-carbon sugars) to HMF (step 1) has been reported in the literature since the 1940s. 33 –40 Román-Leshkov et al. suggested the use of a biphasic extractive reactor system using sodium chloride as a dehydrating agent and various organic solvents. 37 The highest yield of HMF reported was 72%. In the same paper, the hydrodeoxygenation of HMF to DMF was achieved at a yield of about 76% to 79%. The overall reaction from fructose to TPA via HMF and DMF has a theoretical weight yield of 92%, if the ethylene is fossil-based (i.e., 1 mol of TPA from 1 mol of fructose) (Fig. 6). The theoretical weight yield is 61%, if the ethylene is biobased via production from glucose/fructose (i.e., 1 mol of TPA from 1.5 mol of fructose).
In the UOP process, the Diels-Alder cycloaddition reaction conditions include temperatures ranging from about 100°C to 300°C, ethylene partial pressures from about 10 barg to about 100 barg, and reactor residence times from about 1 hour to about 48 hours. 28 Activated carbon, zeolites, molecular sieves, and other high specific surface area porous solids can be used as catalysts in this process. UOP gives examples in which pX comprises up to 78% of the total weight of all converted materials. Additional information on the Diels-Alder reaction can be found in the article by Sauer and Sustamann. 41 Additional information on the Diels-Alder in furans can be found in Kappe et al. 42
UMass Amherst researchers were able to achieve greater than 90% selectivity, 90% yield of pX, and 99% conversion, using biobased ethylene in the Diels-Alder cycloaddition and subsequent dehydration with H-BEA zeolite in n-heptane solvent. The temperature of the reaction was 250°C, ethylene pressure was 62 bar, and reaction time necessary to achieve 99% DMF conversion was about 24 h. The specific H-BEA catalyst had a Si/Al ratio of 12.5, surface area of 680 m2/g, total acid sites of 1.12 mmol/g, and Brønsted acid sites of 0.70 mmol/g. The typical competing side reactions were reversible hydrolysis of DMF to 2,5-hexanedione (HD); secondary addition of DMF to produce dimers; and ethylene reactions to produce alkylated aromatics. 30
The group was able to suppress these side reactions with the use of the H-BEA catalyst. For example, the side product 2,5-hexanedione is dehydrated back into DMF during the reaction. Furthermore, under the reaction conditions, pX does not isomerize to ortho- or meta-xylene or form toluene, which could be a strong benefit of this pathway vs. the fossil-derived pX pathway, where pX has to be separated from a mixture of the xylene isomers. The same group is now working to design a continuous flow reaction system, which will allow for continuous catalyst replacement and separation of pX from the 2,5-hexanedione-DMF system, which will be recycled back into the reactor.
Earlier theoretical and experimental work by the same UMass Amherst group and a collaborating group from the University of Delaware showed about 76% selectivity to pX and 95% conversion of DMF using H-Y zeolite and n-heptane solvent (25 vol% of DMF in n-heptane) at 300°C and about 62 barg ethylene pressure. 30 It was postulated that the cycloaddition of ethylene and DMF occurs without a catalytic active site, but the reaction was promoted by microporous materials. Brønsted acid sites in microporous materials catalyzed the dehydration of the bicyclic adduct and caused the initial cycloaddition reaction to be the rate limiting step. The H-Y zeolite had a Si/Al ratio of 30, surface area of 720 m2/g, total acid sites of 0.64 mmol/g, and Brønsted acid sites of 0.27 mmol/g. Analytical and modeling techniques were used to identify the side products, mechanism, and energetics of the reaction. It was shown that Lewis acids can lower the activation requirements of the cycloaddition reaction and Brønsted acids are extremely effective at catalyzing the dehydration reaction. Finally, it was demonstrated that the pathway to pX is kinetically limited by the Diels-Alder cycloaddition when Brønsted acids are used and by the dehydration when a Lewis acid is used.
Micromidas has disclosed methods to produce pX using HD (chemical formula C6H10O2; 28% oxygen) as a feedstock. 43 HD can be produced from DMF via hydration or other methods. HD is combined with ethylene and solvent, such as dioxane, dimethyl ether, etc., using various catalysts, such as metal-containing catalysts or acids. In one example, a system with DMF in dioxane and copper triflate as catalyst achieved 100% conversion, and 93.4% yield and selectivity of pX. Conditions used were: 250°C, 500 pounds per square inch ethylene, and 7 hour residence time. Micromidas has also disclosed methods to produce pX using DMF and methods to produce DMF from biomass. 44,45
Lin et al., investigated the techno-economic aspects of pX production via the DMF pathway. 46 They used data from various laboratory experiments and a set of estimated prices of the various feedstocks and intermediate chemicals. 30 Their conclusion was that, for a 30-kiloton per annum pX plant, the minimum production cost (including depreciation) of biobased pX is $3,962/metric ton ($1.8/lb), which is about 2.5 times the recent price of fossil-derived pX. About 80% of the operating cost of the plant was the cost of raw materials, such as HMF, hydrogen, and ethylene.
The Diels-Alder reaction of DMF with acrolein has also been proposed by the University of California (Berkeley) and other groups.
47
Acrolein is the product of the first step in the conventional fossil-derived two-step oxidation of propylene to acrylic acid and also in the experimental two-step dehydration and oxidation of glycerin to acrylic acid. The route described proceeds via a sequential Diels-Alder reaction, oxidation, dehydration, and decarbonylation. Therefore, the overall pathway from fructose to TPA includes the following seven steps: 1) dehydration of fructose to HMF; 2) hydrodeoxygenation of HMF to DMF; 3) Diels-Alder cycloaddition of DMF and acrolein to form the intermediate 7-oxabicyclo[2,2,1]hept-2-ene aldehyde; 4) Pinnick oxidation of the intermediate aldehyde to carboxylic acid using H2O2 (note that steps 3 and 4 can be combined into one-pot Diels-Alder/Pinnick sequence); 5) dehydration of the carboxylic acid intermediate using sulfuric acid to produce an aromatic carboxylic acid; 6) decarboxylation of the aromatic carboxylic acid to produce pX; and 7) oxidation of pX to biobased TPA, using the existing infrastructure for fossil-derived TPA.
The overall pX yield achieved was 34%. As the researchers pointed out in the paper, the process could certainly not be immediately practical due to the low-temperature conditions required in the Diels-Alder reaction step and the moderate yield in the aromatization step 5. Also, the researchers studied maleic anhydride, produced from biobased fumaric acid, and 2,2,2-trifluoroethyl acetate as alternative feedstocks and found that, in both cases, biobased pX was produced in moderate yields.
Biobased TPA Production via Biobased Intermediates Other than pX
This section reviews technology pathways that produce biobased TPA without going through a biobased pX intermediate. The intermediates employed by the technologies in this section are muconic acid, developed by Michigan State University (East Lansing, MI) and Draths Corporation (acquired by Amyris, Emeryville, CA, in 2011); FDCA, developed by BP; limonene, developed by SABIC Innovative Plastics (Pittsfield, MA); and methyl coumalate, developed by Iowa State University (Ames, IA).
Muconic acid can be prepared from biomass via microbial synthesis, where biomass-derived carbohydrates are converted to a mixture of cis, trans- and cis, cis-muconic acid isomers. However, the cis, cis- and cis, trans- isomers of muconic acid have to be converted to trans, trans-isomer (TT) in order for it to react with dienophiles in the Diels-Alder reaction. Isomerization was achieved by dissolving cis, cis- and cis, trans- configuration in water/THF mixture at about 10% concentration in the presence of iodine solution and heated to reflux for 4 hours. The trans, trans-muconic acid (TTMA) precipitates out upon cooling to room temperature at 90% yield. TTMA is reacted with ethylene in the presence of a Lewis acid at 150°C to undergo Diels-Alder addition reaction to give cyclohex-2-ene-1,4-dicarboxylic acid, which in turn upon catalytic dehydrogenation yields TPA (Fig. 8). 48,49
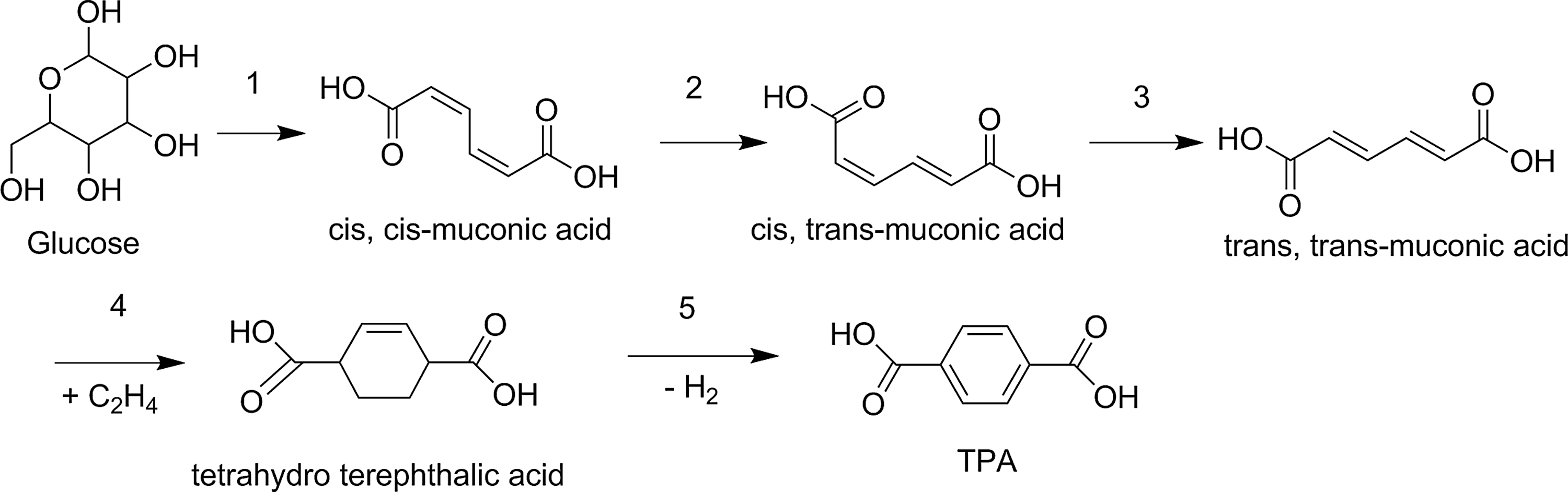
Schematic of the muconic acid pathway to TPA.
The conversion of muconic acid to biobased TPA at an industrial scale will involve dilute reaction conditions (<10 wt% reactants), reaction times of 3–5 days, and yields of less than 50%. The overall reaction from glucose to TPA via muconic acid has a theoretical weight yield of 92%, if the ethylene is fossil-based (i.e., 1 mol of TPA from 1 mol of glucose; C6H12O6+1/2 O2+C2H4→C8H6O4+3 H2O+2 H2). The theoretical weight yield is 61%, if the ethylene is biobased via production from glucose (i.e., 1 mol of TPA from 1.5 mol of glucose; 1.5 C6H12O6+1/2 O2→C8H6O4+4 H2O+2 H2+CO2).
The Diels-Alder reaction of FDCA (or its esters or salts; contains 51% oxygen) with ethylene in the presence of a solvent to form the bicyclic ether intermediate 7-oxa-bicyclo[2.2.1]hept-2-ene-1,4-dicarboxylic acid (or its esters or salts) and the subsequent dehydration of the ether to TPA was proposed by Gong of BP.
50,51
The FDCA is typically derived in two steps from fructose: 1) dehydration of fructose to HMF; and 2) oxidation of HMF to FDCA.
Note that fructose is derived from glucose via isomerization using enzymatic or chemical catalysis. The chemical oxidation of HMF to FDCA is well known. 52 –63 Many conditions have been proposed to produce FDCA from HMF, such as oxidation in aqueous acetic acid solution with a homogenous metal/bromide catalyst; aqueous sodium hydroxide solution with an Au/TiO2 or Au/CeO2 catalyst; and a tubular reactor with a Pt/ZrO2 catalyst. Also, Avantium (Amsterdam, The Netherlands) has patented processes for converting alkyl ethers or esters of HMF to FDCA using a Co/Mn/Br catalyst.
The total number of steps from fructose to TPA is four (Figs. 9 and 10). If the ethylene is biobased, the theoretical yield from fructose is 61% on a weight basis and 67% on a molar basis. If the ethylene is fossil-derived, the theoretical yield is 92% on a weight basis and 100% on a molar basis. Suitable solvents disclosed were water, dimethylsulfoxide, N-methyl-2-pyrrolidinone, N,N-dimethylformamide, alcohols, ketones, and esters. 50,51 The dehydration of the bicyclic ether can be spontaneous if the temperature of the reaction system is kept between 100°C and 200°C, which allows for the production of biobased TPA in one step. Alternatively, the dehydration of the ether can take place in a separate step by dissolving it in a solvent, such as acetic acid, and using an acidic catalyst. The preferable temperature range is about 180°C to 210°C, the preferable range of pressure is 100 psig to 300 psig, and the reaction time is between 90 minutes and 120 minutes for the overall reaction of FDCA to TPA. Also, the process described in the two patents does not produce the typical oxidation by-products and color bodies present in the conventional fossil-derived process. 50,51 As a result, conventional purification steps might be simplified or eliminated. The process is claimed to produce a TPA composition with less than about 25 parts per million FDCA as an impurity. The yield of TPA disclosed in one example in the patent was 0.14 mol%.
Schematic of the FDCA pathway to TPA.

Steps in the pathway from fructose to TPA via FDCA, and theoretical yield of the various intermediates. The overall reactions are also noted: a) ethylene is fossil-derived; and b) ethylene is biobased.
The use of terpenes or terpenoids, such as α- and β-pinene, and limonene, as feedstocks to make TPA is disclosed in patent applications assigned to SABIC Innovative Plastics. 64 –67 Terpenes belong to a large and diverse class of naturally occurring hydrocarbons, which are produced primarily by a variety of plants. Terpenoids are terpenes that contain additional functional groups. For example, the process with limonene (molecular weight is 136 g/mol; extracted from citrus peels and used in cosmetic products) as a feedstock includes isomerization and dehydrogenation of limonene to para-cymene with a catalyst such as ethylenediamine and anhydrous FeCl3 and oxidation of para-cymene to TPA in a two-step process, with the first step including the use of a mineral acid, and the second step including the use of a catalyst, such as KMnO4. 64 –69 In one example, the overall yield of TPA from limonene was about 85%. The overall reaction from limonene to TPA has a theoretical weight yield of 122% (i.e., 1 mol of TPA from 1 mol of limonene), as limonene is oxidized to TPA.
The use of biobased pyrones to produce biobased aromatics has been described in Lee and Kraus. 70 In one example, methyl coumalate, produced by the self-condensation reaction of malic acid with fuming sulfuric acid, is reacted with a vinyl ether in a Diels-Alder scheme to produce DMT. A 79% yield is reported by the authors.
Biobased TPA via Direct Fermentation
This section reviews biological processes to develop biobased TPA or its precursors, such as pX, pTA, pTALD, and 4-CBA,which can then be oxidized either chemically or biologically to TPA. These processes are based on modern genetic technology being used to construct non-naturally occurring microorganisms containing new metabolic pathways to convert carbohydrates to TPA or its precursors. Examples of the biological processes are direct fermentation from biomass-derived carbohydrates using genetically-modified microorganisms to produce TPA or its precursors, which can be subsequently converted to TPA by fermentation, other biological processes, or chemical processes.
Until recently, methods for producing renewable TPA by direct fermentation had not been developed. The technical challenge of using bacteria to produce TPA or its precursors is that TPA, toluene, and other aromatic materials are naturally degraded by some bacteria. The degradation pathways typically involve monooxygenases, which operate irreversibly to degrade aromatic compounds rather than to synthesize such compounds. Therefore, biosynthetic pathways for TPA production have been limited by the properties of known enzymes. However, the use of recombinant technology allows the construction of microorganisms that are non-naturally occurring and contain new biosynthetic pathways. Sustainable biomass is utilized to provide suitable carbon sources for the fermentation. These carbon sources include starch, monosaccharides and oligosaccharides, polysaccharides, pre-treated cellulose and hemicellulose, lignin, alginate, and pectin—all of which are obtained from biomass by extraction, acid hydrolysis, enzymatic hydrolysis, or any process that will provide a suitable carbon source for the growth of microorganisms.
Genomatica, Inc. (San Diego, CA) has developed a direct fermentation process to produce TPA and pTA from carbohydrates derived from treated biomass as a carbon source. The process uses non-naturally occurring microorganisms constructed with the requisite pathways necessary for the production of (2- hydroxy-3-methyl-4-oxybutoxy) phosphonate (2H3M4OP), p-toluate, and terephthalate. 71,72 “Non-naturally occurring” denotes that the microbial organism has at least one genetic alteration not normally found in a naturally occurring strain of that microorganism. In the specific case of a non-naturally occurring microorganism designed to convert carbohydrate to p-toluate or TPA, the genetic alterations include modifications that introduce expressible nucleic acids coding for enzymes within a p-toluate or terephthalate biosynthetic pathway. Genomatica's results indicate that metabolic pathways can be designed and recombinantly engineered to achieve the biosynthesis of 2H3M4OP, p-toluate, or terephthalate in Escherichia coli and other microorganisms. These metabolically engineered microorganisms can be subjected to standard genetic techniques to further augment 2H3M4OP, p-toluate, or terephthalate biosynthesis.
The conversion of carbohydrates to compounds, such as pyruvate, utilizes well-known pathways, such as glycolysis, including the Embden-Meyerhof-Parnas and Entner-Doudoroff pathways. 73 –75 These pathways are used by many bacteria to convert carbohydrates to a wide range of compounds that can be further modified. In the case of glucose, it is converted to glyceraldehyde-3-phosphate (G3P), which is further converted to pyruvate. Genomatica has suggested that the pathways described below are possible pathways, in addition to the glycolysis pathways, for the production of p-toluate and TPA from carbohydrate.
There are three potential pathways to produce 2H3M4OP, which is a key intermediate in the production of pTA, a precursor of TPA, starting with carbohydrate as carbon source. In pathway 1, erythrose-4-phosphate—an intermediate in the pentose phosphate pathway and the Calvin cycle, which is present in certain microorganisms—is converted to 2H3M4OP in six enzymatic steps. In pathway 2, 4,5-dihydroxy-2-oxopentanoate is naturally derived from pentose sugars, such as arabinose and xylose, that are available from biomass, such as corn stalks and wood; additionally, this substrate can be formed enzymatically by condensation of pyruvate and glycolaldehyde by aldolase enzymes, such as 2-dehydro-3-deoxypentonate aldolase and 2-dehydro-3-deoxyglucarate aldolase. In pathway 3, G3P and pyruvate are converted to 2H3M4OP in three enzymatic steps. Then 2H3M4OP is converted to p-toluate via the shikimate pathway and the p-toluate is converted to TPA biologically.
Genomatica has calculated the theoretical conversion efficiency of carbohydrate to TPA. The maximum theoretical TPA yield from glucose via pathway 1, in conjunction with pathways to convert 2H3M4OP to p-toluate and TPA, is 0.6 mol of TPA per mol of glucose utilized (0.55 g per g of glucose). The maximum theoretical TPA yield from xylose via pathway 2 is 0.46 mol per mol of xylose utilized (0.51 g per g of xylose). The maximum theoretical yield of p-toluate produced by the conversion of G3P produced from glucose is 0.67 mol per mol of glucose (0.51 g per g of glucose) minus the carbon required for energy. Assuming that 2 mol of ATP are consumed per p-toluate molecule synthesized, the predicted p-toluate yield from glucose is 0.62 mol per mol of glucose (0.46 g per g of glucose). Conversion of the p-toluate to TPA enzymatically would result in a theoretical TPA yield from glucose of 0.64 mol per mol of glucose (0.58 g per g of glucose). The theoretical conversion efficiency of pentose or hexose to p-toluate or TPA is in the 51–58% range. This efficiency would appear to provide the potential for a cost-effective process, but no fermentation data have been presented to date demonstrating fermentation yield and time, both of which are necessary to develop the cost and hence commercial viability of TPA produced using the afore-described technology.
The review above describes a process to produce TPA using a single fermentation process with genetically modified bacteria. Alternatively, processes that use one or more fermentation processes to produce precursors of TPA followed by a final fermentation process can produce TPA. Research at the Dalian Institute of Chemical Physics (Dalian, China), Chinese Academy of Sciences (Beijing, China), has identified a microorganism from a soil screening process that will oxidize pX to TPA. 76 Also, it has been shown by the researchers at the Dalian Institute that the bacterium, Comamonas testosteroni strain DSM6577, will oxidize pTA to TPA through a series of sequential reactions catalyzed by a series of enzymes. 77,78 A method was developed for the determination of TPA, pTALD, p-methylbenzyl alcohol, and pTA by high-performance liquid chromatography in which each component was completely separated and analyzed. The method was used to analyze the main metabolites in fermentation broth at different fermentation times to produce TPA by Stenotrophomonas maltophilia and Comamonas testosteroni. Although the publication is focused on the development of an analytical methodology, it discloses that a bacterial strain, Stenotrophomonas maltophilia, in addition to the previously disclosed Comamonas testosteroni strain, will oxidize TPA precursors to TPA. 79
Researchers at the DuPont Company (Wilmington, DE) have isolated bacteria that grow on pX, pTA, and TPA. The bacteria were isolated from a wastewater bioreactor that treats a waste stream containing pX, pTA, and TPA. Previously described aerobic bacteria degrade pX by initially oxidizing a single methyl group to form pTA and then cleaving the aromatic ring. Some of the bacteria isolated during this research transformed pX by oxidizing both methyl groups to produce TPA. 80
Biobased TPA can also be produced using a combination of biological and chemical processes. For example, biomass can be converted into simple sugars by acid hydrolysis, the simple sugars converted to an organic compound using microorganisms in a fermentation process, followed by a chemical process, such as oxidation of the organic compound to the desired compound. Precursors of TPA include pX, pTA, pTALD, and 4-CBA. Some of these compounds and precursors of these compounds can be produced biologically from biomass.
DuPont has developed a recombinant microorganism containing a xylene monooxygenase that will convert pX to 4-hydroxymethylbenzoic acid, which can be chemically oxidized to TPA. 81 BASF (Ludwigshafen, Germany) has isolated a microorganism, Rhodococcus ruber DSM 8316, that will oxidize 5- and 6-membered aromatic ring compounds, including pX, to pTA that can be biologically or chemically oxidized to TPA. 82
Biobased TPA via Lignin Processing
As interest continues to grow for renewably sourced plastics and chemicals as replacements for traditional, fossil-derived materials, the use of lignin as a starting feedstock is becoming a promising reality. Previously, lignin has been overlooked as a biobased source for specialty chemicals and fuels. Preference has been given to the sugars or oils found in agricultural materials, while the lignin was viewed as a by-product that was burned for process energy. However, to utilize fully all plant material and improve the economics of biosourced materials and biorefineries, it is vitally important that new technologies be developed that will convert lignin into useful chemicals.
Use of lignin as a feedstock is attractive for many reasons. Primarily, it is an abundantly available agricultural waste product and not viewed as competition for food. In a 2005 study conducted by the US Department of Energy (DOE), it was suggested that 1.3 billion tons of biomass from forests and agricultural lands would be available annually in the US. 83,84 Also, it is estimated that every year 170 billion tons of biomass are produced globally. Lignin is a naturally occurring, amorphous, cross-linked polymer that is found in woody biomass structures, such as trees, corn, and grasses. Lignin is often referred to as the matrix or structural material that surrounds the hemicellulose and cellulose in plants. Behind cellulose, lignin is the second most abundant natural polymer. The amount of lignin present varies among plant species, but typically it accounts for 25–35% of the biomass. 85,86 Assuming an average amount of lignin as a percent of biomass is 30%, then the available amount of lignin would be about 50 billion tons worldwide and 0.4 billion tons in the US. Some examples of naturally occurring biomass derived from agricultural crops include corn stover, bagasse, and straws. Lignin sources from forests include both softwood and hardwood species. Examples of softwood trees include pines, firs, and cedars, and examples of hardwood species are alders, birch, beech, elms, and cottonwoods.
Lignin has inherent value as a renewable feedstock because it is the only large-volume natural resource that consists of aromatic units. Lignin is composed of p-hydroxyphenyl, syringyl, and guaiacyl units. Figure 11 illustrates a well-accepted chemical structure of lignin. There is high demand for aromatic products, such as benzene, toluene, xylene, and phenols in the market place. As the price of petroleum continues to increase, the price of traditional, petroleum-derived aromatic compounds is increasing as well. Producing high-volume aromatic chemicals from lignin is very desirable because it has the potential to offer a long-term economically attractive and sustainable solution. Efficiently converting a complex molecule like lignin into specialty chemicals has many challenges, but in the long term, is a viable opportunity.
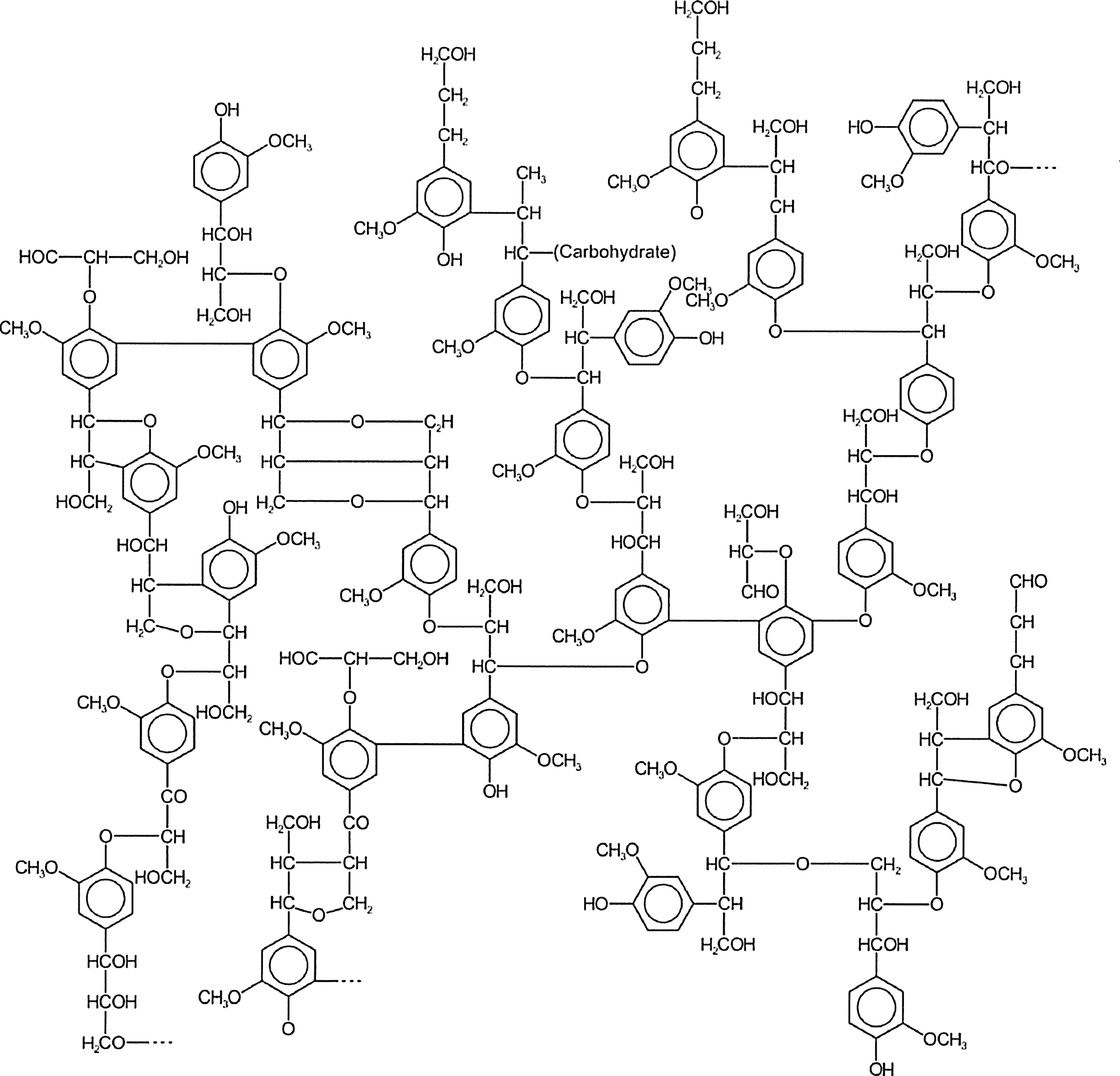
Chemical structure of lignin (
Non-selective depolymerization and de-oxygenation of lignin by C-C and C-O bond rupture can lead to aromatics in the form of BTX, as well as phenol and aliphatics. BTX products can then be directly converted to other chemicals and compounds using existing petrochemical processes. The most likely form of xylene produced from lignin is the meta isomer, but selective oxide catalytic isomerization of mixed xylenes can be performed to produce higher yields of the pX isomer. This reaction is done in the marketplace at present.
Lignin presents several challenges for use in traditional chemical processes and bio-refineries. One of the overarching difficulties is that lignin has high levels of variability and lacks consistency. The chemical structure of lignin can vary greatly depending on the source of biomass it was derived from, as well as how the lignin was separated from the other components of the biomass. Lignin molecules are a random polymer network without any repeating units or bonding patterns. This affects the overall properties of the lignin, which in turn has implications for the solubility and reactivity of the material.
Transportation of lignin materials throughout chemical processing facilities has proven to be a major technical issue for the transformation of lignin into useful chemical products. In general, the fibrous nature of biomass can lead to processing difficulties. Fibrous materials can bridge and plug orifices, valves, and pumps. One way to overcome this issue is to pretreat the biomass, converting the material into a slurry or single-phase solution. To do this effectively requires multistep pretreatment processes with very high-pressure systems that are specially designed for pumping and charging these biomass solutions. 87,88
Current pretreatment strategies for lignocellulosic biomass include hot water extraction; multistage dilute acid hydrolysis, which removes dissolved material before unwanted substances are formed; alkaline wet oxidation; and steam explosion. Of these, the preferred method is soaking lignocellulosic feedstock followed by a steam explosion processing step. More complicated processing steps and techniques are costly and reduce the environmental benefits of using a renewable feedstock.
Once the biomass is effectively treated and the lignin has been isolated, the next challenge to overcome is the dissolution of the lignin into a solution. Due to lignin's complicated and three-dimensional structure, it is difficult to dissolve it in an effective, environmentally benign, economical, and recyclable solvent. Lignin is hydrophobic and highly resistant to biological or chemical degradation by nature, therefore, making it especially challenging to transform the material into a slurry or solution. 89 Lignin is insoluble in many common solvents. Much care must be taken to find an effective solvent and optimize the processing conditions so as not to damage the raw material. Several solvents that have shown promising results in recent studies include dimethyl sulfoxide (DMSO)/SO2; DMSO/tetra-n-butylammounium fluoride; CO2-expanded solvents; and ionic liquids. 90 However, once the lignin structure is able to be disrupted or dissolved, the material's resistance to chemical reactions is also reduced. 88
Developing and synthesizing a catalyst that is able to convert lignin into the desired chemical products is also difficult to achieve. A catalyst that is capable of selectively breaking a complicated network of C-C and C-O bonds under conditions that would not lead to large quantities of char or gasification, while producing high enough yields to enable an economically viable process is required. Development of the right catalyst will be a key enabler for lignin-conversion technologies moving forward. There is a large and growing body of work in lignin catalysis with variations including various types of wood, pre-treatments, catalyst, and experimental conditions, which produce a wide spectrum of results. 88
Based on the conclusions of Zakzeski et al., the optimized catalyst for the conversion of lignin into aromatic compounds should have high conversions at moderate temperatures to reduce the formation of char products and competitive thermal condensation reactions; have tolerance to water; be effective for various lignin streams; and have the capability for side chain removal. 87 Heterogeneous catalysts that have been studied the most extensively, with the greatest potential for lignin hydrogenations, are conventional cobalt- and nickel-promoted, molybdenum-based catalysts. 87 A body of work by Boocock et al. demonstrates that Raney nickel and nickel from nickel salts are also successful catalysts in the conversion of lignin to desired hydrocarbon products. 89
Currently, one of the leading companies with the potential to produce commercial chemical compounds from a lignin feedstock is Biochemtex S.p.A., (Tortona, Italy; previously known as Chemtex Italia), which is also a part of the company Mossi Ghisolfi Group (M&G; Tortona), one of the world's leading producers of PET. 91 They have developed a proprietary process and the enabling technologies to convert lignin to biobased BTX, resulting in a biobased pX. This proprietary process is called MOGHI. Biochemtex obtains the lignin from the production of bioethanol through their PROESA process, in which lignin is a by-product. The continuous process is flexible and can accommodate other sources of raw materials that contain lignin. The MOGHI process, to which M&G holds exclusive licenses, is still in the very early stages of development at M&G's Sharon Center, OH, pilot facility, but has potential. M&G is developing capabilities to produce both biobased pX from the MOGHI process and biobased MEG. These two biobased chemicals can then be incorporated into M&G's existing, traditional PET production processes, which would ultimately yield 100% biobased PET.
The core of the MOGHI process is based on the depolymerization and de-oxygenation of the lignin molecule, followed by purification and separation steps to obtain biobased pX. The process uses hydrogen and a catalyst. This approach differs from other lignin-conversion routes that have been historically used, such as gasification and reforming and pyrolysis and refining. 91 With pyrolysis, the lignin is heated at very high temperatures (400–650°C) in the absence of air until the structure is broken down into smaller molecules. However, the products produced are gaseous hydrocarbons, carbon monoxide, carbon dioxide, methanol, acetone, monolignols and high levels of char, rather than the desired BTX products. Gasification of lignin occurs at even higher temperatures (1,000–1,500°C) and yields hydrogen, methane, carbon monoxide, and carbon dioxide. 85 The de-oxygenation process is able to produce the desired BTX mix at high yields while minimizing char formation.
Details on the Biochemtex process are outlined in a group of Chemtex patent applications. 92 –99 The continuous process is described as multistep and involves pretreating the lignocellulosic feedstock by soaking it in water followed by a steam-explosion process. The steam-exploded stream is then subjected to a hydrolysis reaction. The hydrolyzed stream is comprised of carbohydrates, which are then subjected to a fermentation reaction. The carbohydrate conversion process is used to transform the water soluble sugars into other species, which can be washed off, leaving behind the lignin. This lignin is then made into a slurry. The liquid used for the slurry is typically water and may contain a hydrogen donor. Chemtex found that a slurry containing lignin actually behaves in an opposite manner than one would expect of a traditional slurry. A lignin slurry is easier to process when the solid content is high (greater than 20 wt% solids). 88 The slurry is then raised to ultra-high pressures and introduced into the lignin conversion reactor. The de-oxygenation of the lignin is conducted in the presence of free, floating catalyst particles in a bubble column reactor. According to the patent applications, the lignin conversion reaction occurs in the temperature range of 190–370°C, below the critical temperature of water. Also, to reduce char formation it is important to control the pressure during the reaction as well, preferably in the range of 70–300 bar. By combining the lignin with water, hydrogen, and an elemental metal catalyst, such as Raney nickel, at these specified temperatures and pressures, a range of useful chemicals, including BTX, can be produced. The hydrogen is used as the reagent and replaces oxo groups with hydrogen atoms. The reaction step is then followed by separation of the organic molecules produced and recovery of the catalyst particles. The organic molecules formed can then be transformed into polyester feedstocks such as TPA. Within the Chemtex patent applications, an approximate 80% of the available lignin in the feedstock is recovered as usable products. For details on the alternative Thesis Chemistry LLC lignin process see US Patent Application No. 2013/0232853. 100
A key question is whether the available lignin around the world is sufficient to support the global need for biobased TPA. Our calculations indicate that lignin can easily support 100% of the anticipated growth of TPA and reach deeply into and potentially cover much or all of the current TPA production. The annual global production of lignin, as a by-product of the pulp and paper industry, is about 200 million tons (global paper production in 2012 was 400 million tons). Assuming 10 wt% yield of pX from lignin, then the global annual production of pX could be about 20 million tons, which can support a global annual production of about 28 million tons of biobased TPA, assuming 90 mol% yield of TPA from pX. This TPA production is about 60% of the TPA consumption level in 2012. On the other hand, if we assume that only 0.1% (e.g., 1 wt% of biomass is collected and the yield from lignin to pX is 10 wt%) of the available lignin in the 170 billion tons of biomass produced around the world annually is used to make biobased TPA, then the annual global production of TPA would have been about 70 million tons, which is about 150% of the TPA consumption level in 2012 and equivalent to the anticipated TPA consumption level in 2018.
The breadth and pace of research in the area of lignin conversion is continuing to grow and expand. Continued research is needed for improved pretreatment techniques and specialized catalyst design to optimize process efficiencies and increase product yields. Developing cost-effective technologies based on lignin feedstocks will be challenging moving forward. To further this work, a continued commitment from both academia and industry will be required. Financial commitments to scale up these processes and build pilot facilities will require considerable capital investments. However, the return on investment of transforming a low price waste stream, such as lignin, into a high value aromatic chemical or plastic could be extremely favorable for the future.
Commercialization
Quite a few of the technology pathways reviewed above are at advanced stages of development, i.e., pilot stage or beyond. The success of these endeavors will depend on how economical and environmentally friendly the commercial process will be. Some of the technical parameters that are important in assessing the chances of commercialization success are yield, concentration, and productivity. 6 Yield measures the efficiency of the chemical conversion of the feedstocks to the final chemical product, and is a very important technical parameter as the feedstock cost typically accounts for 60% or 70% of the final commodity chemical product cost. Concentrations of the feedstock and final chemical products affect the size of the process equipment and, as a result, the capital cost of the commercial plant. Chemical processes with concentrations around 20% or higher are common (e.g., pX concentration in the glacial acetic acid solution is about 25%) and fermentation processes typically have concentrations around 10% to 15% (e.g., ethanol fermentation achieves 15% ethanol concentration). Finally, productivity measures the process efficiency in product output per unit volume and time. Typical values of chemical productivity are about 100 g/L per hour or higher, whereas the productivity of fermentation processes is about 1 to 2.5 g/L per hour. The technical parameters discussed above, along with the well-accepted principle in chemical conversions that the chemical similarity between feedstocks and final products increases the chances of an economic process, are key in estimating the potential of a successful commercialization.
The capital expenditure required for a commercial-scale biobased TPA plant and the associated total production cost, compared to the respective expenditure and cost to build a plant to produce the same volume of fossil-derived TPA, are very critical economic parameters for commercialization. The final critical economic parameter is the amount of feedstock that is available in the planned site of biobased TPA production, as there are limitations of the amount of feedstock that can become available at low prices (e.g., experts claim that biomass can be economically available to a chemical production site from an area around the site of a maximum radius of about 50 miles).
It is estimated that there is a need for 18 million tons of additional TPA capacity by 2018. That need can be satisfied with either biobased or fossil-derived production units or a combination of both, assuming that one or more of the technology pathways to biobased TPA are advanced enough to be considered ready for commercialization. The total production cost, which encompasses the contributions of all the technical and economic parameters, has to be equal or lower than the respective cost of fossil-derived TPA at similar plant scales. This is very important as the majority of the consumers are not willing to pay more for biobased chemicals with equivalent performance. Finally, the environmental effects of a process need to be considered using the Life Cycle Analysis tool from farm to factory to make sure that the economic benefits do not outweigh the environmental ones.
Conclusions
There are many pathways that researchers are exploring to produce biobased TPA. This article reviews several pathways starting from a variety of feedstocks and including various intermediate chemicals. Table 1 shows the main characteristics of some key pathways. The technology pathway that will deliver on economics and environmental benefits will have the most likely chance to succeed.
Summary of the Key Reviewed Technology Pathways to Biobased TPA
Footnotes
Author Disclosure Statement
No competing financial interests exist.