
Abstract
Cassava, also known as tapioca, is grown for its enlarged starch-filled roots in Nigeria, Thailand, Brazil, Zaire, and Indonesia, and production is continuing to increase in Africa and Asia. Currently, Southeast Asia is the leading producer of cassava for industrial uses and trade. As high-quality cassava starch becomes increasingly available, its utilization as a replacement for sugar via enzymatic hydrolysis to sweeteners will offer local producers an opportunity for economic advancement and improved standard of living. Knowledge gained from the processing of starch from maize and wheat can be applied to cassava processing. Improvements to existing processes would be needed, however, as cassava has lower amylose content and lower impurities such as lipids and proteins compared to other plants.
Introduction
The main source of sweetener globally is currently sugar from cane produced mainly in Asia (Thailand, Indonesia, India, etc.) and South and Central America (Brazil). However, due to the development of advanced starch-processing enzymes, starch-based sweeteners are now cost-competitive with cane sugar. Corn (maize) remains the major agricultural feedstock for producing starch and starch-based sweeteners in the world, with the United States representing the major share of production and consumption and China coming in at a close second. European countries process primarily wheat and corn for starch and starch-based sweeteners (glucose, fructose, maltose, and starch hydrolyzates).
Due to climate and agricultural practices, cassava tubers are a major source of starch and calories in many African and some Asian countries. Cassava's benefit over many other agricultural feedstocks for starch is its ability to grow in high yields where crops like corn, wheat, and sugarcane are not grown in abundance. Cultivation of cassava is expected to improve nutrition, economic growth, and social stability (as a cash crop for small farmers) and will continue to grow as plant science, outside investment, and improved agricultural practices benefit small farmers and producing regions.
World Production
Cassava is mainly identified as Manihot esculenta Crantz, with various common names such as manioc, tapioca, and yucca. A woody annual, cassava is cultivated for its tuber, which is reported to contain 24–30% starch. The tubers contain very low levels of protein and fat. Depending on the cultivar and growing conditions, they may contain lethal concentrations of bound cyanogenic glucosides that must be reduced via processing methods or cooking. Some literature reports describe cassava as being either sweet or bitter, indicating the presence of hydrogen cyanide. Sweet is identified as 20 mg/kg of fresh root and bitter at >250 mg/kg.
The world's average cassava harvest yield currently approaches 13 metric tons (mt)/hectare (ha), with total world production exceeding 260 million mt in 2012. 1 In 2000, Scott et al. projected the global production of cassava would reach 275 million mt by the year 2020. 2 Based on production data from the last 11 years, this estimate now appears to be low; production levels could reach as much as 300 million mt in the 2018–2020 time frame (Fig. 1). Under ideal cultivation conditions, yields of 60 mt of cassava root per ha have been reported. 3

Global production of cassava in millions of metric tons (mt).
According to Food and Agriculture Organization (FAO) estimates, Africa accounts for nearly 55% of world cassava production, with the remaining balance coming from countries in Asia, Latin America, and the Caribbean (Table 1). 1 Table 1 also shows that even when adjusting for the fact that grains are 12–15% moisture and cassava is 60–70% moisture (Table 2), cassava is a major source of starch-based nutrients in Africa—producing nearly half as much dry substance starch-based nutrient as grains. When adjusted for the fact that sugarcane is 60–70% moisture and 12–15% fiber, it can be said that cassava is more important to human nutrition in Africa than sugarcane.
Global Cassava Productiona
Source: Food and Agriculture Organization (
Composition of Cassava Root
Figure 2 shows the total production of cassava (millions of mt) and yield (mt/ha) for the top 20 cassava-producing countries. This chart indicates that if the yields seen in India and other Asian countries are achieved in Africa, a major increase in total cassava production is possible. The proximate composition of cassava root shown in Table 2 confirms the value of cassava as a source of starch.

Total cassava production (millions of mt) and yield (mt/ha) for the top 20 cassava-producing countries.
Unlike many other agricultural crops, there is no definite maturation point for cassava tubers, which means that harvesting may be delayed. This could lead to the tubers being stored in the ground for several months or even more for some varieties, which allows producers to store stock in the ground. Long in-ground storage does result in loss of quality, as the tuber becomes woodier. It is recognized that cassava is one of nature's richest sources of starch, and the abundant and increasing quantity available in less-developed countries in Africa highlights its potential for producing value-added food and beverage ingredients like sugar sweeteners, beer adjuncts, and specialty chemicals.
The government of Nigeria, the world's largest cassava producer, has implemented new policies to encourage production of high quality cassava flour (HQCF) in order to create jobs, add to the national economy, and reduce the need to import food. These policies provide incentives for the inclusion of HQCF in wheat flour at levels up to 40%. The details of the mandated inclusion rate of HQCF into wheat bread in Nigeria are somewhat elusive; several sources disclose ranges of 10–40%. Dr. G.N. Elemo of the Federal Institute of Industrial Research Oshodi (FIIRO) explains the legal, cultural, legislative, and supply difficulties related to HQCF in achievement of their targets. 5 Taste tests and baking trials have shown 10–20% inclusion as realistic, with the 40% inclusion value being attractive only due to economic considerations. Nigeria's action plan includes increasing total cassava production from 34 million mt to 51 million mt by the year 2015 by doubling yields from 12.5 mt/ha to 25 mt/ha. The Dutch Agricultural Development & Trading Company (DADTCO) BV (The Netherlands) states that this will require farmers to change practices, since as of 2011, only 1% HQCF was included in wheat flour. 5 DADTCO is investing in Nigeria and has launched the autonomous mobile processing unit (AMPU), which processes fresh cassava into cassava cake on or near the cassava farms—eliminating transport of perishable roots over long distances to a central factory. 5 The cassava cake can then be used as raw material in other industries that require starch as raw material, such as beverage, cassava flour, starch, starch hydrolysis products, high fructose syrups, and basically in any process requiring starch.
The African Agricultural Technology Foundation has initiated the Cassava Mechanization and Agro-processing Project (CAMAP), the goal of which is “to enhance the contribution of cassava production and processing technologies to sustainable improvements in food security, incomes and livelihoods of farmers, processors, and marketers in the cassava sector.” 6 The project's mission is an attempt to overcome the lack of mechanization or appropriate production and processing tools. Africa is the world's largest cassava-producing region and accounts for nearly 55% of the world's output despite yields that are the lowest in the world (10 mt/ha compared to 26 mt/ha in India). Africa is challenged by limited markets and distribution systems compared to other cassava-producing regions. It has been established that productivity-enhancing technologies are easily adopted by cassava farmers when they have access to markets. The use of cassava as feedstock in manufacturing, and any other large scale use, such as the mandated incorporation of cassava flour in wheat flour for bread making in Nigeria, requires a large number of small scale processing units. The CAMAP states that “The existing capacity for manufacturing quality cassava processing equipment in Africa is limited and unless the capacity is enhanced, it is unlikely the cassava farmers and entrepreneurs will benefit from these new market opportunities. Manufacturers in Africa obtain prototypes from foreign manufacturers and fabricate (copy) them. However, the quality of the locally made equipment is usually sub-standard and uncompetitive. On the other hand, equipment manufacturers outside of Africa are reluctant to supply equipment to African businesses for fear of piracy and subsequent loss of market.”
Total global production of cassava root is 256 million mt annually and is based on fresh cassava root (Table 1). Converting this figure to a common dry substance indicates that only about 7% of cassava enters international trade, since the fresh cassava root weight is 70% moisture and dried cassava is 14%. The export of cassava is dominated by Thailand, at 56%, followed by Vietnam at 40%. The remaining 4% of trade is covered by Indonesia (2%) and Paraguay (1%). All other producers combined export <1% of the total cassava produced in the regions. The export of cassava from leading producer Nigeria is basically 0%. Currently, dried tapioca is only a minor item of commerce for most producing countries. 1
A recently published article showed data confirming that cassava stems produced in China contain >30% of their dry mass as starch. 7 The article demonstrated that simple water extraction can easily extract about half of the water depending on the milling sizes prior to extraction. The article states that “up to 15% of stem dry mass can be currently extracted as starch by means of simple processes—milling, washing, and sedimentation—similar to those for producing starch from cassava roots or potatoes. This suggests there would be no need for a large investment to integrate stem starch production into the existing cassava starch industry, although some small adjustments, for example, the design of the feeding devices, may be needed. A higher rate of starch extraction from the stem than 15% of dry mass could probably be achieved if the particle size was further reduced and improved techniques are used, as suggested by Guo (2004), who shows that the extraction of root starch increases from 71% to 84% of dry mass using a similar extraction method if the milled particle size is reduced by finer and double milling.” The authors calculated the yields, as follows: “Based on the facts that Cassava stem biomass is about one half of its root mass and 15% of stem dry mass can be obtained as starch (using ≤0.5 mm particles), the global potential of starch production from cassava stems can be estimated at about 5.2 Tg. Thus, at least 87% of all current (6.0 Tg UNCTAD 2012) root based production of tapioca starch for industrial use could be replaced with that from stems.”
The findings of this study are encouraging since the stems are typically burned for fuel or are discarded. If stems were considered a valuable starch source, food for an additional 30 million people could be produced without additional land being cultivated for cassava production. Recently, several non-profit organizations, non-governmental organizations, and governments have promoted, supported, and encouraged cassava production by touting fast-growing, disease-resistant, and higher-starch-content varieties, as well as expanded market opportunities for rural areas in Africa. For instance, there is support for converting fresh cassava root to ethanol for cooking fuel that is cleaner, faster, safer, and cheaper than charcoal and Kerosene. Ethanol from cassava has the potential to be used in farming machinery and for the production of electricity for local communities. 8
Processing
In general, cassava refers to the raw or dried root. The term tapioca refers to the extracted starch. The bulk of dried tapioca starch that is mostly used as food is produced and exported from Thailand and Brazil.
Starch represents one of the most available and utilized raw materials in the commercial agricultural industry. Starch can be obtained from a number of commercial crop plants, with corn and wheat representing the major sources in the US and Europe, respectively. Cassava is used primarily in some countries in Asia, including Thailand, Indonesia, and Vietnam. Even though African countries represent more than 50% of the world's cassava production, industrial processing of cassava starch for sugar sweetener has not yet been developed there. Regardless of the starch source, the process for conversion of starch to sugar follows a similar pattern with minor modifications.
Starch, which is insoluble in cold water, accumulates as microscopic granules varying in diameter from 0.5 to 175 microns. The granules are composed of a mixture of amylose (15–30% w/w) and amylopectin (70–85% w/w). Amylose contains linear chains of alpha 1,4-linked glucose units having a molecular weight (MW) of about 60,000 to about 800,000 daltons. Amylopectin is a branched polymer containing alpha 1,6 branch points every 24–30 glucose units; its MW may be as high as 100 million daltons.
The amylose and amylopectin content, impurities, and starch gelatinization temperature for different starch sources are given in Table 3. 9 Note the reduced level of impurities like lipid, protein, and ash. Cassava starch also has a lower starch gelatinization temperature compared to other grain/cereal starches.
Composition of Different Starches (% by weight) 10
Alan Reeve writes, “When compared with potato starch, for example, maize starch is not technically ideal for hydrolysis. The virtual absence of lipids in potato starch as opposed to the 0.4–0.9% DB [dry basis] in starch from maize ensures that amylose-lipid complexes are also absent. As a result, a good liquefaction can be achieved at lower temperature and retrogradation problems are far less severe. Another root starch, Tapioca, is similar in composition and hydrolysis characteristics to potato starch.” 9 This leads to the inference that tapioca starch is superior to grain starches for low-conversion maltodextrins, hydrolysis products, and in applications in which soft gels of textural use in foods is desired at a cost less than potato.
Cassava, the Next Corn
Cassava starch, after suitable extraction and washing, can be dried and stored for further processing, or used as a slurry in conventional starch-processing systems to produce food products such as modified starches or various sweeteners via acid or enzyme hydrolysis, including enzymatically produced high fructose syrup. The discussion in the previous section on the comparison of tapioca starch to potato and maize identifies the advantages tapioca starch offers when used as the starting feedstock for the production of industrial- and food-grade starches, hydrolyzed products such as maltodextrins, maltose syrups, glucose syrups of all dextrose equivalent ranges, crystalline glucose, and, of course, the high glucose feed to glucose isomerase for the manufacture of high fructose syrup.
The high water content of cassava root has slowed expansion of the market for fresh cassava roots due to the high cost for its transportation from the farm to processing locations and the high risk of microbial spoilage. (The DADTCO's investment in an autonomous mobile processing unit, as described previously, is relevant here.) In order to circumvent these challenges, a simple drying process is generally adopted by converting cassava root into cassava chips, in which the cassava roots are sliced mechanically and sun dried to reduce the moisture content to less than 12–15%. A comparison of the composition of cassava chips and corn is shown in Table 4.
Comparison of Composition of Cassava Chips and Corn 10
The higher starch content coupled with lower protein and fat content favor tapioca chips as a starch source for hydrolysis to intermediate- and high-conversion syrups. However, the associated co-products from corn refining have much higher value than the residue from cassava purification.
Cassava Starch to Sugar Sweeteners
Commercial starch sweeteners are generally produced in high yields by a two-step process yielding glucose (first and second stage), followed by an additional step to high fructose (third stage).
The first stage starts with enzymatic hydrolysis of starch under two different pH conditions because of the differences in the pH stability of the liquefaction (step 1) and saccharification (step 2) enzyme systems. This stage is followed by purification systems in which the high glucose syrup is refined to remove color bodies and salts prior to the third stage, in which the glucose syrup is subjected to an isomerization step, which converts glucose to fructose using glucose isomerase under alkaline pH conditions. This process, typical of a corn wet milling system, is summarized in Fig. 3.
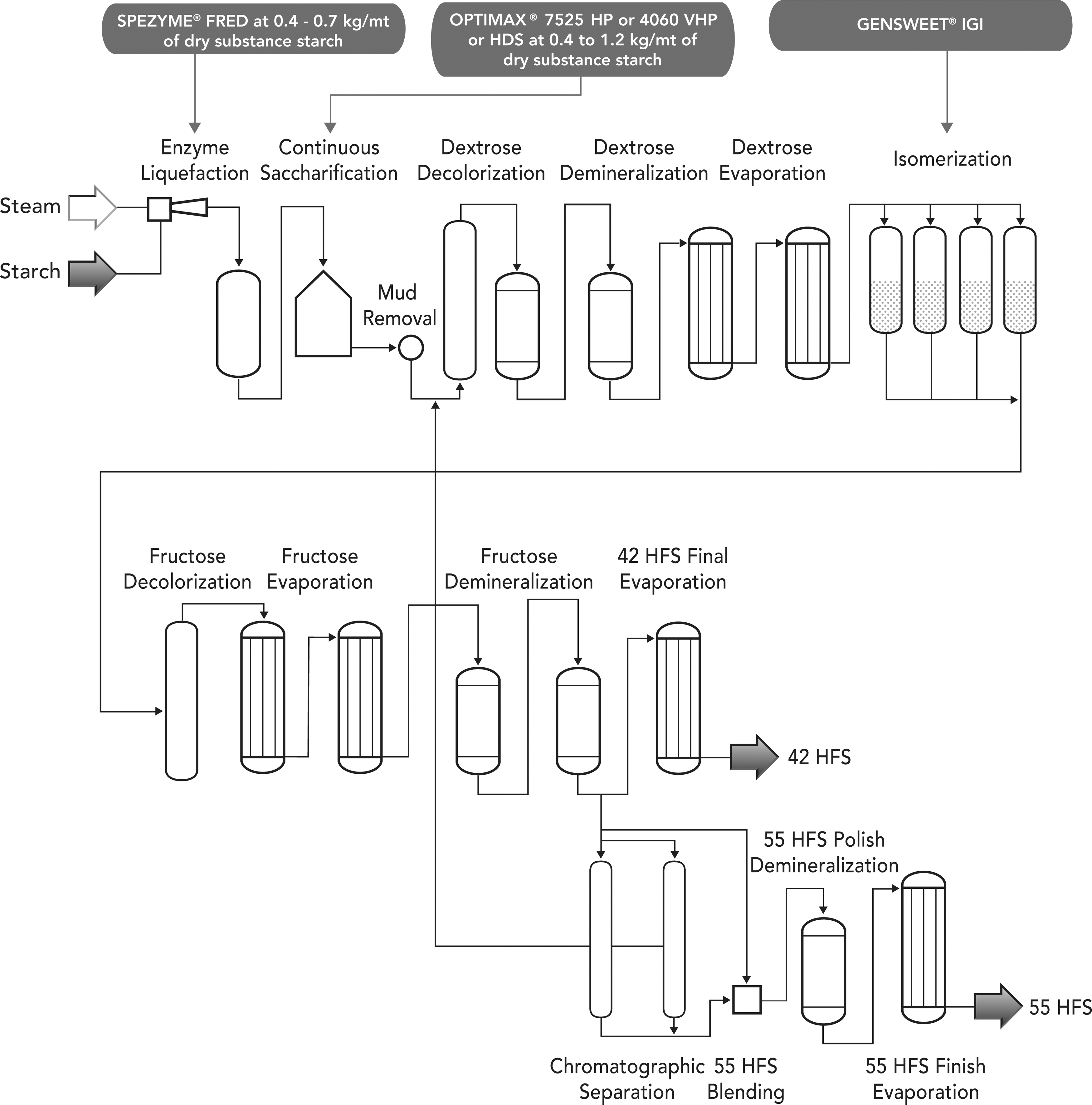
Typical process of a corn wet milling system.
First stage: step 1a, primary liquefaction
This process starts with starch slurry from a mill house where the separation of non-starch components of corn is completed. The starch slurry with proper dry-substance content is adjusted to the optimal pH and, following addition of the entire liquefying enzyme dose, is processed through a stem injection cooker at 105–109°C. In general practice, bacterial thermostable alpha amylases from Bacillus licheniformis (such as SPEZYME® FRED or CLEARFLOW®, DuPont Industrial Biosciences, Rochester, NY) are used. This initial cook is followed by a series of hold loops or coils that provide 5–7 min under enough back pressure to hold the temperature.
First stage: step 1b, secondary liquefaction-dextrinization
The first step is continued by a process known as secondary liquefaction, which consists of flash cooling the contents from the first step, often with the aid of vacuum pumps to 90–98°C, then carrying them through a series of stirred tanks to provide 1–3 hours of hold time. A typical extent of de-polymerization through the liquefaction system results in 8–10 DE, which can be used for subsequent hydrolysis.
Second stage: saccharification
The pH of the liquefied starch (liquefact) from the liquefaction step is decreased to pH 4.0–4.6, and the temperature is reduced to 60–62°C to match the optima for glucoamylase saccharification enzymes (such as OPTIDEX® L-400, OPTIMAX® 4060 VHP, OPTIMAX HiDEX, or OPTIMAX Super, DuPont Industrial Biosciences), to convert low DE substrate to high glucose syrup. Glucoamylases, enzymes that remove successive glucose units from the non-reducing ends of starch, can hydrolyze both linear and branched glucosidic linkages of starch, amylose, and amylopectin. The commercial glucoamylases are very fast in hydrolyzing alpha 1–4 glucosidic linkages in high MW starch substrate, and the rate decreases with decreasing MW (Km increases) of the oligosaccharides. It is also known that the rate of hydrolysis of alpha 1–6 (branch) linkages in amylopectin is much slower than the rate of hydrolysis of alpha 1–4 glucosidic linkages. Even though starch contains only 3.8% of alpha 1–6 linkages, the resistance on the hydrolysis of liquefied starch by glucoamylase is very significant. The introduction of pullulanase in the mid-1980s, a very specific enzyme for catalyzing the hydrolysis of the alpha 1–6 branch points in amylopectin, resulted in significant improvement in the efficiency of glucose production. It is now common practice to use enzyme blends containing glucoamylase and debranching enzymes like OPTIMAX 4060 VHP, OPTIMAX Hi-Dex, and OPTIMAXSuper (DuPont Industrial Biosciences) in varying proportions for saccharification. The addition of a debranching enzyme resulted in a higher glucose yield and reduced saccharification time, and allowed saccharification at higher dissolved solids. The saccharified liquor containing >95.5% glucose is then clarified via vacuum drum filters or membrane filters, refined with carbon, ion-exchanged, and evaporated to 45–55% dry substance. The highly refined glucose syrup may then be used as fermentation feedstock, feed to glucose crystallization, or feed to isomerization systems.
Processes for Utilization of Tapioca Starch
The following examples demonstrate different processes that can be used for the conversion of tapioca starch to glucose.
Conventional two-stage liquefaction: low temperature, high solids
Experimental work at DuPont Industrial Biosciences applications laboratories has shown that temperatures of 105–109°C in the first stage of a two-stage liquefaction system are not required for cassava processing and that 95°C is sufficient in the first stage, followed by 95°C secondary liquefaction to produce low sediment, non-iodine-staining saccharified liquor using OPTIMAX Super for saccharification. This has been demonstrated at dry substance concentrations as high as 42%. As expected, the high initial dry substance during saccharification resulted in final saccharified liquor that is depressed by about 2% glucose compared to typical glucose achievement at 35–36% initial starch solids. This is a trade-off for the final saccharified liquor, which will be >45% dry substance—resulting in cost savings during the evaporation process. The process cost savings when using high dry substance tapioca starch in a conventional liquefaction system is 3-fold—steam costs are decreased due to lower temperature cooking, higher solids cooking, and reduced evaporation.
Conventional two-stage liquefaction demonstrating direct replacement of maize or wheat starch with tapioca
A pilot-scale liquefaction comparing DE development during second-stage dextrinization of maize starch to tapioca starch at conditions typical for maize starch clearly shows that tapioca starch may be directly substituted for maize (Fig. 4)
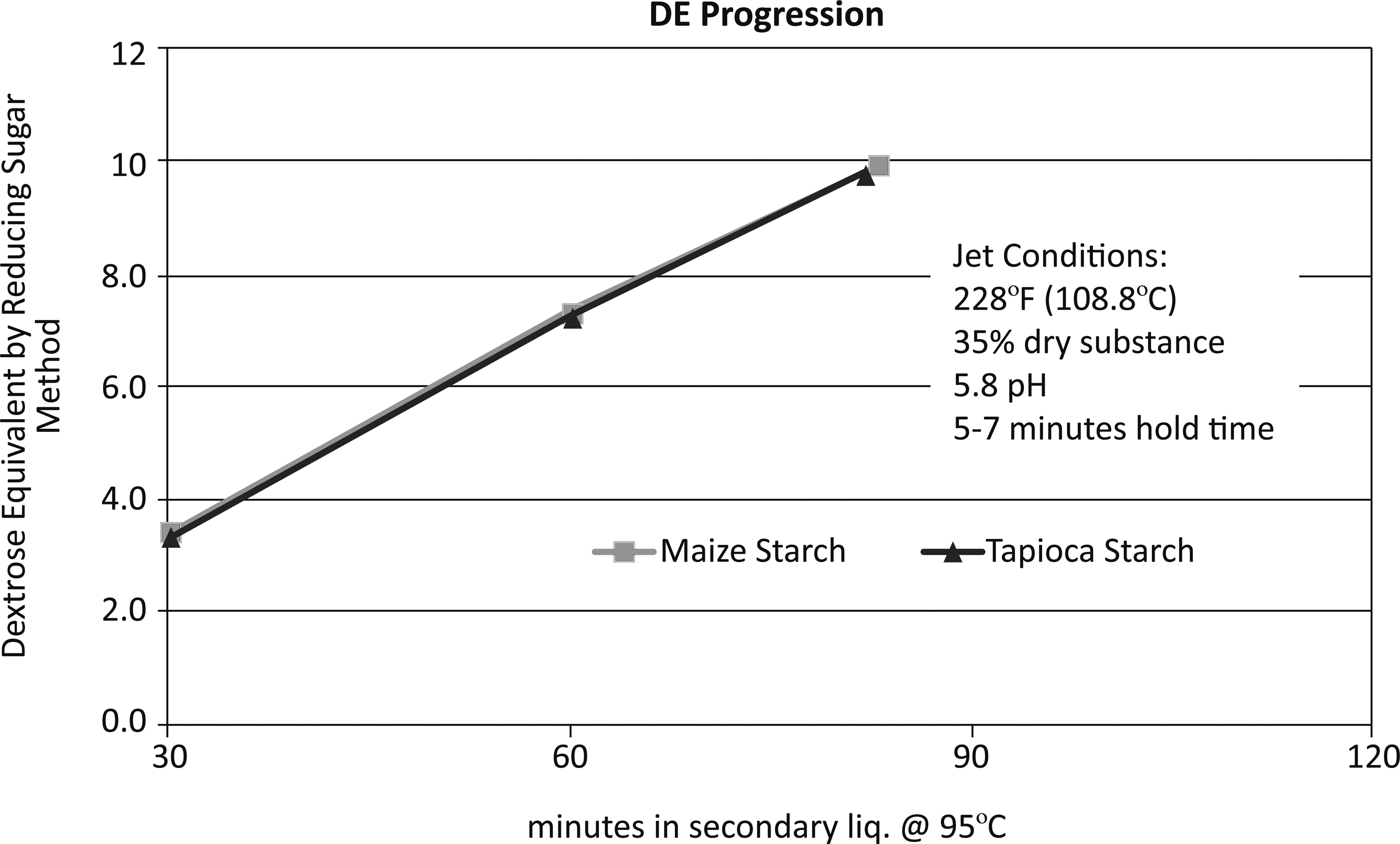
Pilot-scale liquefaction comparing dextrose equivalent (DE) development for maize and tapioca.
Direct tapioca starch to glucose
A suggested flow diagram for an integrated cassava process utilizing direct starch to glucose (DSTG) is shown in Fig. 5. The low energy DSTG process shown in the flow chart was demonstrated as a viable process multiple times using various enzymatic approaches. One such experiment, shown in Fig. 6, indicates that this system will achieve very acceptable solubility of ∼93% in 24 h with excellent glucose concentration approaching 97%. The chart also shows that allowing this hydrolysis to progress to 48 h increases solubility with a small loss of glucose due to reversion. Fine tuning the enzyme dose will provide control of maximum glucose production and corresponding solubility. The saccharifying enzyme used in this experiment was from GC 871 GSHE, produced from Humicola sp.
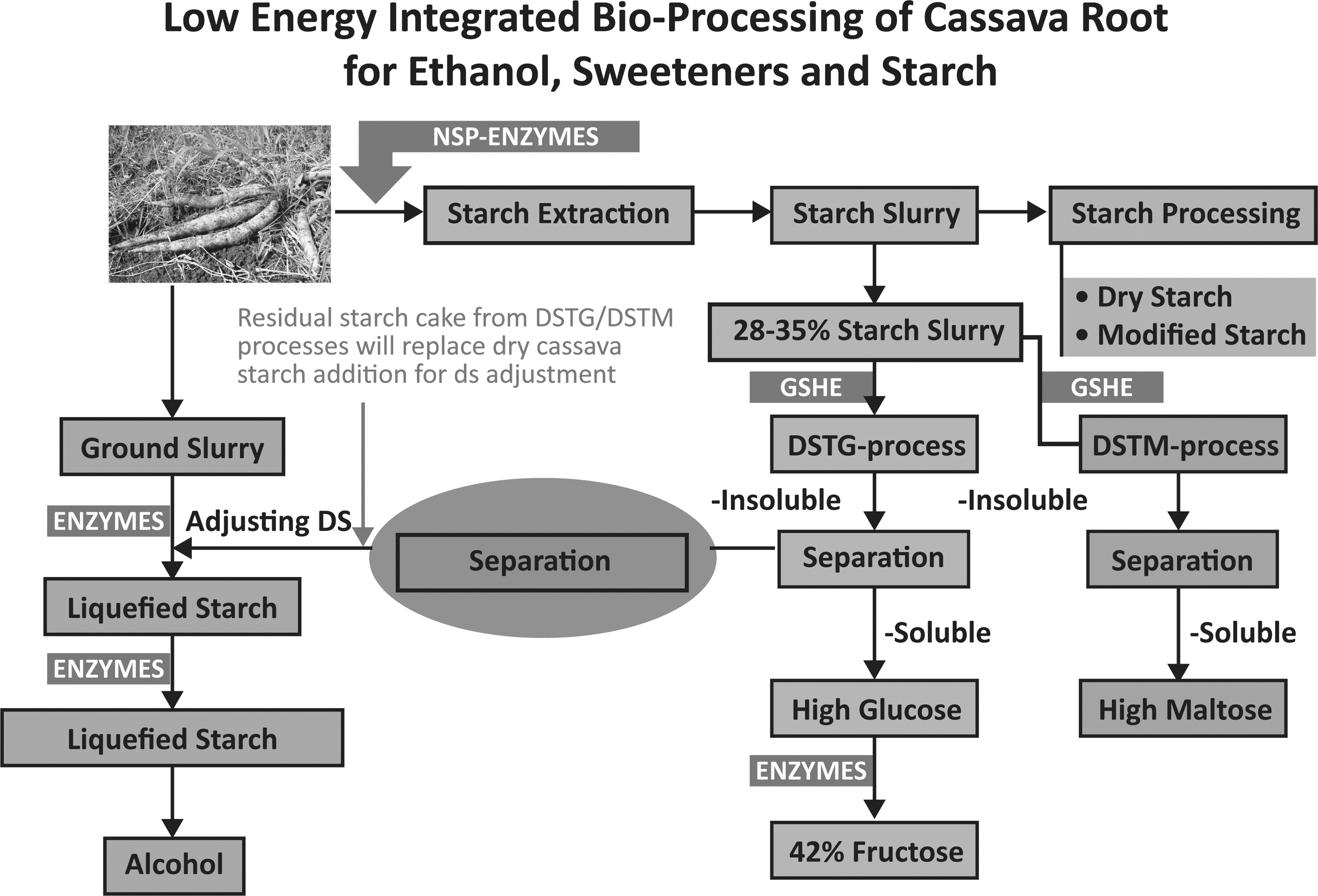
Flow diagram for an integrated cassava process utilizing direct starch to glucose. (DSTG, direct starch to glucose; DSTM, direct starch to maltose)
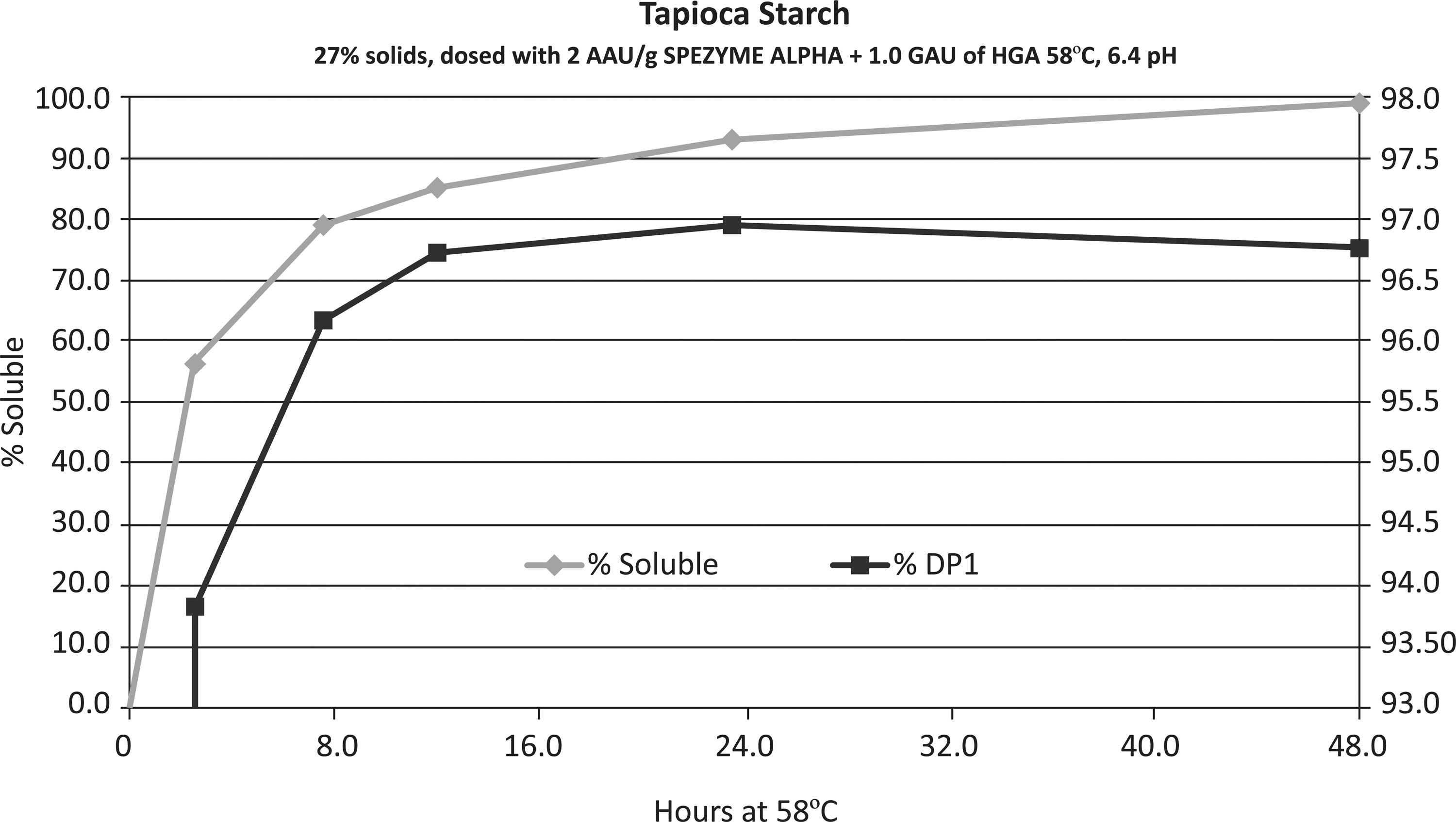
Enzyme hydrolysis of tapioca starch measuring percent soluble starch and DP1 generated. (DP1, degree of polymerization 1; GAU, glucoamylase unit; HGA, humicula glucoamylase)
Enzyme hydrolysis was followed by scanning electron microscopy (SEM). Micrographs at 0 h (Fig. 7) depict typical cassava starch granules before amylase treatment. The starch surface is smooth and homogenous and the granule size distribution ranges from 5 to 25 μm, with the majority of the granules between 15 and 20 μm. On GC871 and SPEZYME Alpha treatment, the surface morphology of the granules changes with increased exposure time. After 2.5 h, the enzyme blend produces small dimples (0.2–0.5 μm in diameter) in the surface of the starch granules due to enzyme hydrolysis. Some empty shells are observed, indicating that amylolysis of the core of the starch granule has taken place as early as 2.5 h. Quantity and size of the dimples increase over time. At 11 h, dimples widen to as big as 2 μm. Surface peeling is evident throughout the reaction time course, causing dimples to overlap. Substrate hydrolysis seems to reach saturation at 11 h, as the amount of empty shells at this time point is similar to that observed at 23.5 h. Micrographs of empty shells depict complete digestion of the interior of the granule.
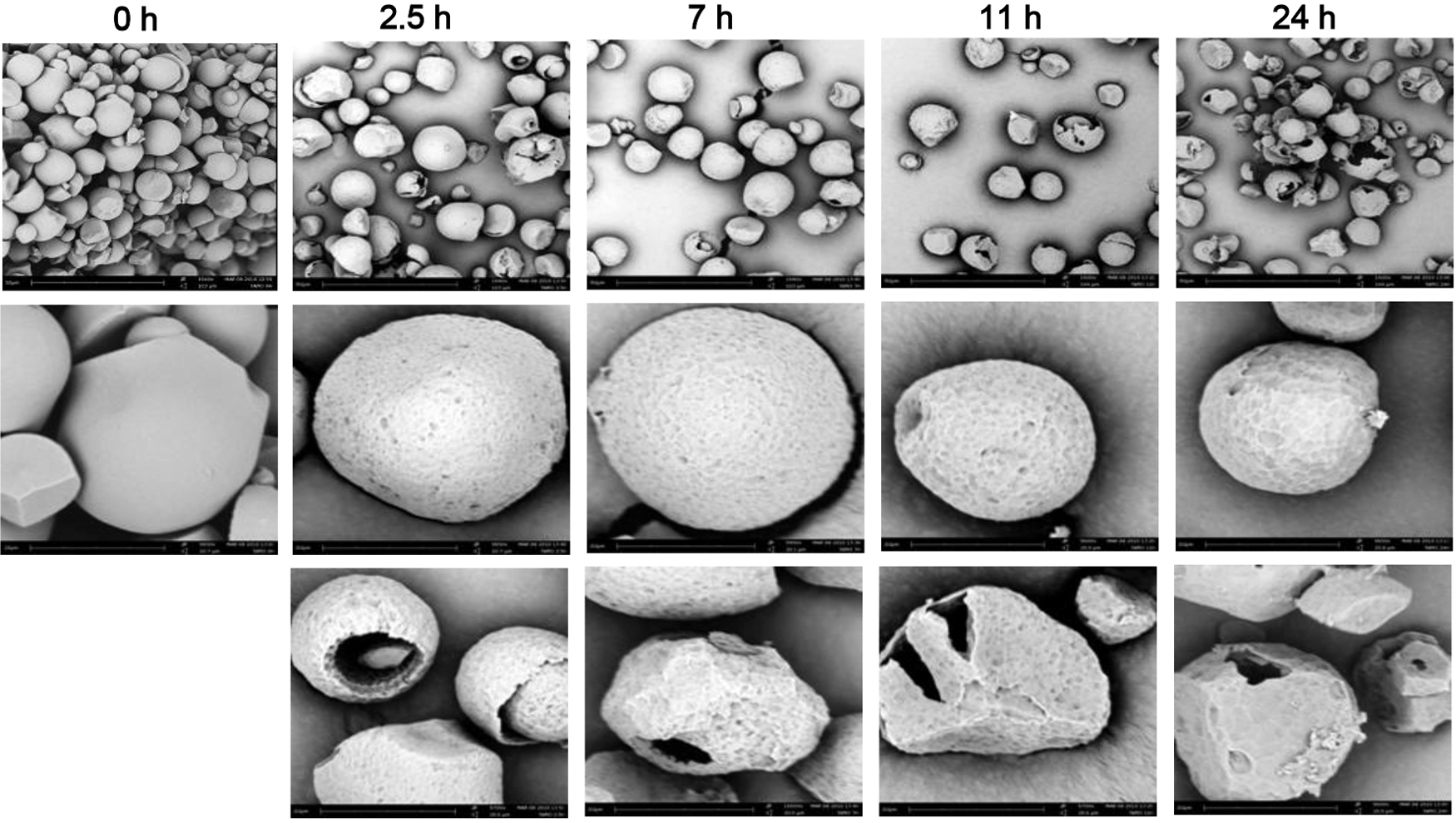
Scanning electron micrographs of granular cassava starch treated with humicula glucoamylase (HGA) and SPEZYME Alpha after 0, 2.5, 7.5, 12.0 and 23.5 h. Dimension of micrographs: first row=100 μm×100 μm, second and third rows=20 μm×20 μm.
The lower energy approach may also be used to produce maltose syrups via the direct tapioca starch to maltose system (DTSM). The DTSM approach, when using barley beta amylase, OPTIMALT® BBA, or other maltogenic enzymes supplemented with a typical Bacillus stearothermophilus thermal stable AA will achieve >60% maltose, with starch solubilities of 64–73%, depending on the AA dose.
Isomerization to fructose using high glucose syrup from cassava starch
High fructose corn syrup was developed in the 1970s when the food industry began looking for alternatives to traditional cane and beet sugar that could provide similar sweetness and taste and consistently superior quality for a fraction of the price. Basically all forms of high fructose syrup come from starch as a mixture of glucose and fructose produced using enzymes. The resulting high fructose syrup product is extremely similar to cane sugar and has similar taste and sweetness (Fig. 8).
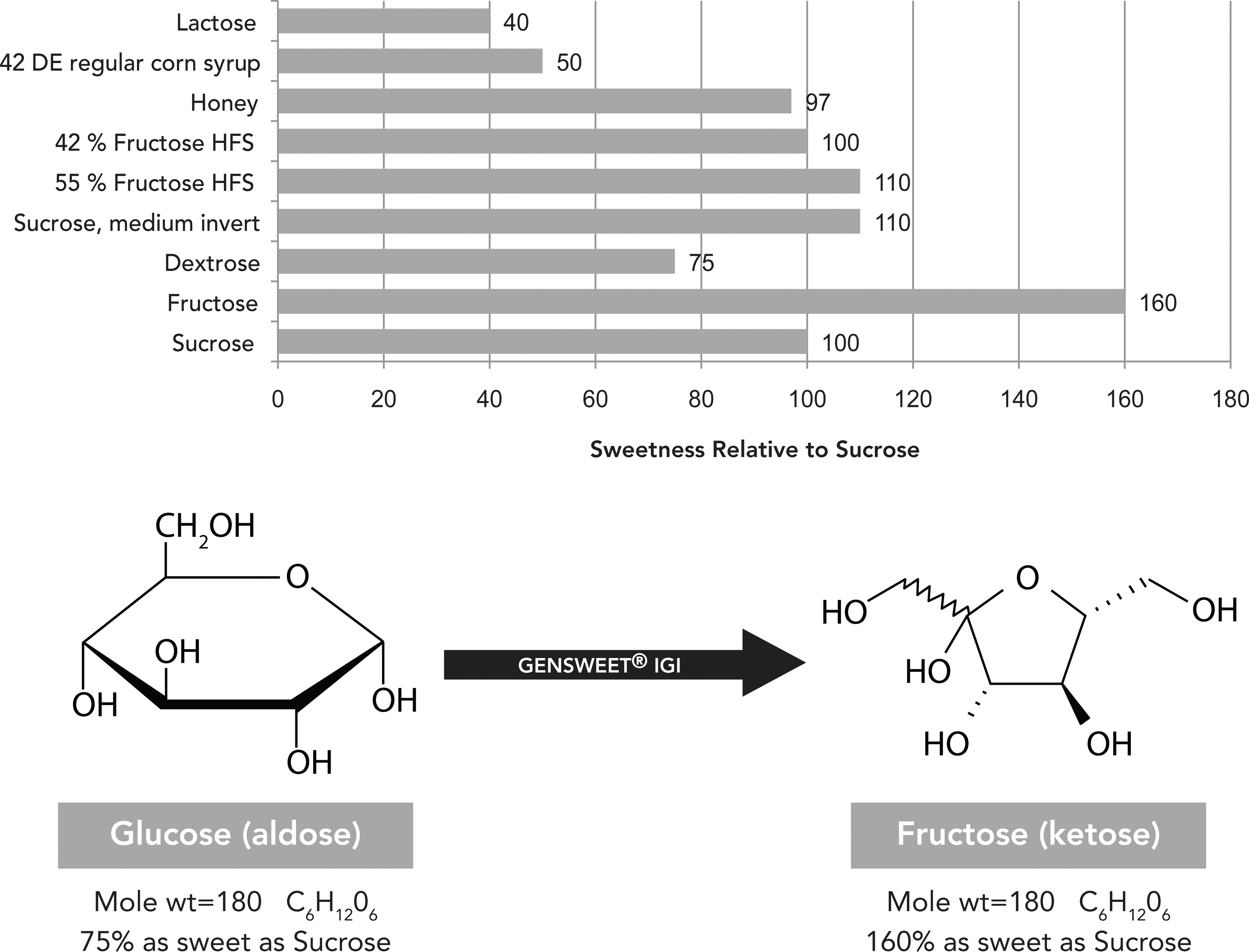
Relative sweetness of different sugars. HFS, high fructose syrup.
High fructose syrup is a useful ingredient because of its sweetness and ability to blend with other food and beverage ingredients and it continues to displace liquid applications of cane sugar (sucrose) in the US and, to a lesser extent, in other countries.
By far the most important application of immobilized enzymes in the food industry is the conversion of glucose to fructose by the enzyme glucose isomerase. Glucose isomerase GENSWEET®-IGI (DuPont Industrial Biosciences) catalyzes the isomerization of glucose to fructose. Immobilized glucose isomerase is normally used in a set of column reactors (Fig. 9) operated in parallel. Each column is operated at a flow rate that results in the desired fructose content (e.g., 42–45%) in the liquor effluent.
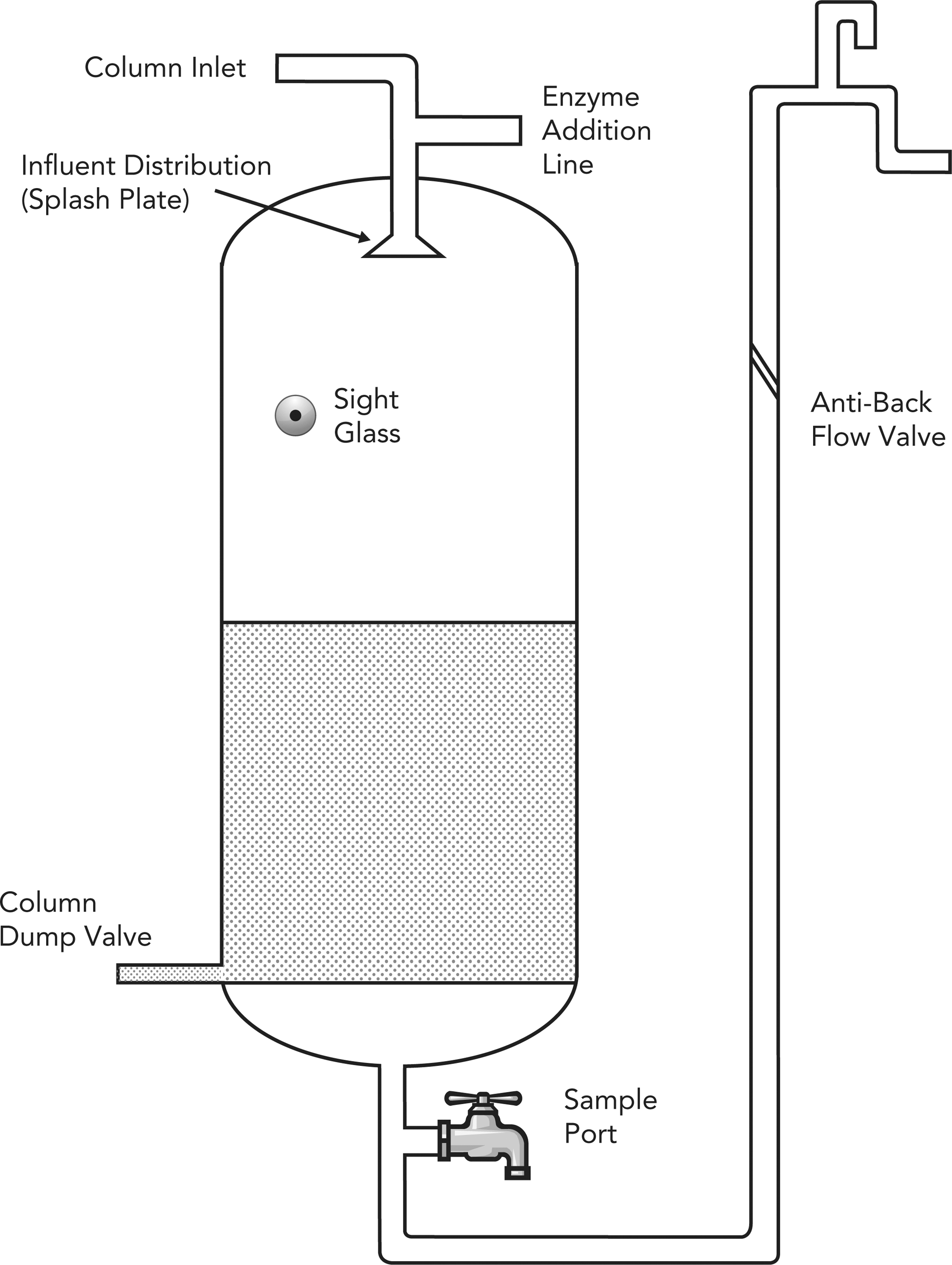
Immobilized glucose isomerase column reactor.
Malto-saccharification for maltose syrups using cassava starch
Maltose, a mildly sweet disaccharide linked by an alpha 1–4 linked glucosyl residue, is widely used in many industrial and consumers applications, such as a sweetener or in the preparation of maltitol, a low calorie sweetener. The majority of sugar in high maltose syrup is maltose (typically 40–50% by weight) with some commercial products containing as high as 75%. It is less sweet than high fructose syrup, with a relative sweetness of 30–40% compared to sucrose. It is also used in brewing to increase throughput and is known to reduce haze caused by varying quality of wort. Since maltose has a low freezing point, high maltose syrup is useful in frozen desserts. Maltose solutions exhibit lower viscosity and less humectancy than equal concentrations of glucose syrups and thus find application in candy formulation to reduce stickiness. Recent increases in maltose production can be correlated to the producion of the lower calorie sugar sweetener, maltitol, a sugar alcohol produced by the hydrogenation of maltose. Maltitol does not promote tooth decay, and has a somewhat lower effect on blood sugar levels than sucrose and glucose.
Generally, the production of maltose is a two step-process via the enzymatic hydrolysis of an aqueous starch slurry at 25–32% dry solid, pH 5.5–6.0, subjected to a high temperature jet-cooking process (>100°C) using a thermostable AA to solubilize and hydrolyze the insoluble starch into soluble dextrins, followed by treatment with the enzyme beta amylase at 55°C, pH 5.5 to produce a syrup containing high levels of maltose. Beta-amylase hydrolyzes the alpha-1-4-glucan bonds in amylosaccharide chains from non-reducing ends and generates a disaccharide, maltose linked by alpha-1-4 glucosidic linkages between two glucosyl residues. Beta-amylases from plants and microbial sources are well characterized; for example, beta-amylase extracted from plants (i.e., barley; OPTIMALT BBA, DuPont Industrial Biosciences), wheat, and soybeans, have been or are being used on a commercial scale for producing high-maltose syrup. High maltose syrup as a food additive is used as a sweetener and preservative in many food formulations.
Conclusions
Cassava, or tapioca starch, possesses characteristics that make it an ideal feedstock for processing via enzyme hydrolysis for producing high value-added sugar sweeteners. The increased focus on improving yields from current areas planted through improved agricultural practices, improved selection of plant varieties, and the implementation of processes to recover cassava stem starch will yield surplus quantities of high quality tapioca starch that can and should be used locally for the production of starch hydrolyzate products. The deep knowledge base of corn and wheat starch hydrolysis can be readily applied to the easier to hydrolyze cassava starch to enable the local production and consumption of cassava sweeteners, enhancing local economies and, in general, improving standards of living.
Footnotes
Acknowledgments
The authors appreciate and wish to acknowledge the valuable comments and support of Jan Koninckx, Troy Wilson, Jennifer Lane, Roopa Ghirnikar, and Mariliz Johnson.
Author Disclosure Statement
No competing financial interests exist.