
Abstract
The synergy between biofuels and biogas can be realized effectively with the use of a high-yielding sweetpotato as a feedstock for ethanol production, while the coproducts are anaerobically digested for energy recovery to achieve sustainable operation of a biorefinery. The focus of this review article is to characterize, quantify, and evaluate the methane potential of coproducts associated with dry-type, industrial sweetpotatoes, including culls, aerial vines, and distillery waste. Reported biomass yields of vines and culls combined with biomethane potential assays suggest that agricultural residues from sweetpotatoes have untapped energy potential that can be recovered by anaerobic digestion. Both pilot- and full-scale digesters of various types have demonstrated successful and stable biogas production from sweetpotato alcohol distillery wastewater. Higher methane yields were observed in thermophilic compared to mesophilic conditions. Reactors with fixed media such as fixed-bed and membrane bioreactors had better performance than the upflow anaerobic sludge bed, which is attributable to improved microbial growth and adherence to the media. An overall energy analysis was conducted for generating one metric ton (t) of anhydrous ethanol from industrial sweetpotatoes by incorporating (1) biomass yields for roots, vines, and culls; (2) methane recovery from associated coproducts; and (3) energy requirements for the ethanol-conversion process. Results of the theoretical analysis show that 12,500 megajoules (MJ) are required to convert 7.9 t of industrial sweetpotatoes into 1 t of ethanol, and the methane potential associated with the sweetpotato coproducts is 35,600 MJ. Therefore, nearly two-thirds of the energy produced from the coproducts is excess energy available for heat or electricity generation in an integrated biorefinery.
Introduction
Sweetpotato (Ipomoea batatas L.) is a globally important starch-based crop that can be consumed as a nutritious dietary staple or converted into fermentable sugars for ethanol production. There are over 8,000 varieties of sweetpotato documented in the International Potato Center (Lima, Peru) genebank that have been bred for specific purposes. 1 This crop is advantageous because it can grow in hot climates, requires minimal irrigation and weeding, and has a relatively short growth cycle of 150 days. 2 Compared to rice, it requires only a fifth of the irrigation and half of the nitrogen supplementation, yet it produces 50% higher calorific energy. 3 It adapts well to marginal lands and has demonstrated tolerance to extreme conditions such as drought and flooding.
Common starch-based feedstocks for ethanol production in North America include corn, wheat, sweet sorghum, rye, and barley. 4 In 2013, approximately 1 million tons of sweetpotato were produced in the US, but they were primarily used for human consumption. 5,6 Much of the sweetpotato production in Asia is used for industrial processing of starch, organic acids, ethanol, and alcoholic beverages. 7,8 China is the top producer of sweetpotato in the world, with 79 million tonnes produced in 2013. 5 Recent regulations in China have directed the ethanol industry toward non-grain based feedstocks, and thus sweetpotato is a prime candidate. 9 Industrial varieties generally have higher dry matter and starch contents, resulting in improved storage and increased ethanol yields. Ethanol yields above 6,000 L of pure ethanol per hectare (ha) are commonly reported, which are comparable to corn but nearly twice that of cassava and wheat. 4,10,11 Projections as high as 9,672 L/ha have been suggested based on a specific cultivar (W-190) bred for ethanol production. 12
A high-yielding Chinese sweetpotato cultivar (Yushuwang) was investigated as a feedstock for bioethanol production, and energy inputs including cultivation, treatment, transport, and conversion were evaluated as part of a life cycle assessment. 13 A positive net energy ratio of 1.48 was calculated based on the production of 1,000 L of 99.5% bioethanol. 13 Most of the energy (73%) was required for the conversion process, and the energy efficiency could be improved by 30% if cleaner fuels such as natural gas or biogas completely replaced the coal used for steam generation. 13 Further research on the anaerobic digestion of coproducts associated with sweetpotato should be investigated to offset the energy input required for bioethanol conversion.
Coproducts associated with sweetpotatoes include both biomass residues and processing wastes. Biomass residues generated at the time of harvest include both the aerial vines and sweetpotato culls. Aerial vines consist of leaves, stems, and petioles, and are a major portion of the crop that is often underutilized. Culls are roots that have been damaged by insects or have begun to putrefy and are not suitable for human consumption or industrial processing. The industrial processing of sweetpotatoes into ethanol produces a high-strength distillery waste, known as stillage, which requires extensive treatment prior to disposal. These three organic coproducts have significant energy potential and should be evaluated as feedstocks for anaerobic digestion. Anaerobic digestion is the conversion of organic matter into biogas (primarily methane and carbon dioxide) by a mixed consortium of microorganisms in an oxygen-free environment. It is a relatively simple process from an engineering perspective with valuable end-products including renewable energy and nutrients. 14
Although human nutritional values associated with sweetpotato are well understood, its value as an energy crop and the potential energy recovery from its coproducts have not been recognized in the US. The purpose of this review article is to evaluate the potential for using sweetpotato coproducts as feedstocks for anaerobic digestion to supply the energy requirements for ethanol production. The characteristics of several cultivars of both table and industrial sweetpotatoes are presented. The biomass and processing yields of sweetpotato coproducts are reported, and their energy potential is evaluated in the context of anaerobic digestion. An overall energy balance to determine whether energy recovered from sweetpoato coproducts alone would be sufficient to operate the ethanol plant is also presented.
Distinctive Properties of Industrial Sweetpotatoes
Efficient starch-based ethanol production depends on a high-yielding feedstock. Root biomass yields ranging from 32 to 66 t/ha were measured for 10 Brazilian sweetpotato cultivars selected for ethanol production at the Universidade Federal do Tocantins at Palmas. 15 Ten Chinese cultivars bred for ethanol production had yields of 20–39 t/ha (average of 30 t/ha) after a 160-d growth cycle. 10 Lower yields were observed in shorter growth cycles, with an average of 27 t/ha after 130 d and 21 t/ha after 100 d. 10 High biomass yields also contributed to the selection of the sweetpotato as one of the top two most promising biomass crops for methane production in a study completed by the Gas Research Institute/University of Florida-Institute of Food and Agricultural Sciences (GRI/UF-IFAS) Biomass to Methane program. 16
Industrial-type sweetpotatoes have drier root flesh with higher starch and less sugar content than table sweetpotatoes, as shown in Table 1. 11,17 –22 The starch content of industrial sweetpotatoes ranges from 54–80% dry matter (DM), while table sweetpotatoes generally have 10–35% DM. A high positive correlation has been demonstrated between DM and starch content. For example, a study involving 11 industrial-type sweetpotato cultivars yielded a correlation coefficient (r) of 0.94, while in another study involving six different cultivars the r-value was 0.92, both with a probability greater than 99%. 19,22 A similar correlation (r=0.93) was found between DM and fermentable products. 22 However, fermentable products simply represent the sum of starch and total sugar contents, as defined by Wu and Bagby, and Hall and Smittle. 18,22 Although starch contents are lower on a DM basis, sugar contents are much higher in the table varieties, as shown in Table 1. Therefore, the fermentable products for the moist-type table varieties are essentially the same as for the high-DM varieties used for industrial processing.
Root Composition of Sweetpotato Cultivars Used for Human Consumption and Industrial Processing
Fermentables were estimated by adding the percentages of total sugar and starch.
Sweetpotato starch granules have a double crystalline structure with more complexity and resistance to digestive enzymes during hydrolysis compared to typical cereal starches. 2,11 The physicochemical properties of the starch granules (i.e., size, shape, molecular structure, amylose and amylopectin contents, gelatinization temperature, and viscosity) differ depending on the cultivar and its primary function. Particle size may contribute to its complexity, since the granular size of sweetpotato starch ranges up to 60 μm, compared to the 20–30 μm range for pea, wheat, and maize starch. 23,24 Starch granule sizes differed among sweetpotato varieties, but there was no correlation between granule size and moisture content. 23 Therefore, the starch granules in moist-type sweetpotatoes, which are commonly used as food, are similar to those found in dry-type sweetpotatoes bred specifically for ethanol production. In addition, amylose content was statistically similar among six different varieties including two moist, two intermediate, and two dry textures. 23 Therefore, the structural composition of starch is essentially the same in both table and industrial sweetpotatoes, which suggests that hydrolysis rates will also be similar.
Other factors to consider include pasting and gelatinization temperature. For example, a sweetpotato cultivar with high starch content but low gelatinization temperature would be favorable for ethanol production since less energy input would be required. 25 In addition, the dry nature of industrial sweetpotatoes allows for extended periods of storage without putrefaction. Therefore, ethanol production can continue for several months beyond the harvest date. However, storage quality is highly dependent on the sweetpotato cultivar. Certain varieties had significant losses in starch content and digestibility after 6 months of storage. 19 The Hi-Dry cultivar showed the most dramatic decrease in starch content, from 74–50%, while there was no change in Yubeibai, which had starch content of 54%. 19 The average values for digestibility among six cultivars continually decreased from 54% at harvest to 49% after 2 months, and to 41% after 4 months of storage. 19 Therefore, roots should be processed shortly after harvest to achieve optimum ethanol yields.
Anaerobic Digestion Potential of Agricultural Residues from Sweetpotato
Whether sweetpotatoes are grown for human consumption or fuel production, agricultural residues are generated during the harvest. Aerial vines grow above the ground surface and can be removed either with the roots or a few days prior to harvest. Removing them prior to harvest will toughen the skins of the roots, making them less vulnerable to bruising, and increase the storage life of the roots. Vines can be removed either by hand or with mechanical devices such as rotary mowers or flail choppers. 26 The roots can be dug mechanically with a mold board plow, middle buster, or some type of chain digger, while a combine can remove vines and roots simultaneously. 26 Roots are sorted, and any that are diseased, damaged by insects, partially putrefied, or injured are discarded as culls. The vines and culls could be used as potential feedstocks for anaerobic digestion to generate biogas and help offset the energy required to produce ethanol from sweetpotatoes.
Characterization, Yield, and Anaerobic Digestion Potential of Sweetpotato Culls
Sweetpotato culls are defined as roots that are misshapen or damaged and do not meet the marketable standards for the food industry. However, marketable standards defined by particular US grades are not necessarily applicable to sweetpotatoes used for ethanol production. Shape and dimensions are particularly important for food-grade sweetpotatoes, but these characteristics are not significant for fuel-grade sweetpotatoes. Therefore, it is difficult to quantify the percentage of the crop that would be classified as culls if the crop were to be used for industrial purposes. As an example, a continuous sweetpotato crop (i.e., no intercropping) produced 5.38 tons/acre of cull or cracked sweetpotatoes and 11.39 tons/acre of marketable sweetpotatoes. 27 Therefore, approximately one-third of the crop would be considered culls for food markets and slightly less than that for the fuel market.
Ge et al. collected sweetpotato culls from remnants left in a field after it was harvested, and their characteristics are summarized in Table 2. 28 The culls were anaerobically digested in 1-L bottles kept at 37°C for 24 d. 28 Municipal biosolids were used as an inoculum and mixed with the culls at a feedstock-to-inoculum ratio of 0.5:1, based on volatile solids (VS). 28 The cumulative methane yield was 345 L CH4/kg VS added, and methane content in the biogas ranged from 70–80%. 28 For comparison purposes, this is equivalent to 316 L normalized (LN) CH4/kg VS added at standard temperature and pressure (STP), defined as 0°C and 1 atmosphere (atm). The digestion occurred quickly with no lag phase and most (58%) of the biogas was produced during the first week. 28 Although not specifically identified as culls, six sweetpotato root samples were anaerobically digested at 35°C for 20 d. 29 Methane yields were in the range of 310–430 L CH4/kg VS added, with an average of 350 L CH4/kg VS added, reported at 15.5°C and 1 atm. 29 Normalized values at STP of 0°C and 1 atm are equivalent to an average methane yield of 332 LN CH4/kg VS added, which is relatively close to the methane yield determined from the culls.
Chemical Composition of Sweetpotato Culls on a Dry Matter Basis 28
The optimum C-to-N ratio for anaerobic digestion is reported as 16:1 to 20:1 by some authors, while others have found better performance at 25:1 to 32:1. 30 –33 The culls have a relatively low N content, resulting in a high C:N ratio of 45:1. This is common among other energy crops such as maize or triticale, which have C:N ratios of 34:1 and 44:1, respectively. 34 Co-digestion of energy crops with animal manure is often preferred because it provides a buffering capacity as well as the appropriate balance of nutrients. The sweetpotato culls, for example, were inoculated with nutrient-rich biosolids (C:N ratio of 4.4:1), which provided an additional N source for the digestion process. 28
Another alternative is to co-digest the sweetpotato culls with other residues such as stillage to achieve the optimum nutrient balance. Sweetpotato stillage is a high-strength industrial waste with a C:N ratio (specifically total organic carbon:total Kjeldahl nitrogen [TOC:TKN]) of 17.4:1, which could help balance the nutrients with appropriate mixture ratios. 35 The co-digestion of maize with an industrial waste helped improve the C:N ratio and increased micronutrients, resulting in improved digester performance and higher methane yields when compared to mono-digestion of the maize with a nutrient-rich inoculum. 34 The mono-digestion of the maize resulted in a slightly higher methane yield (371 L CH4/kg VS) than the sweetpotato culls, while the co-digestion of the maize with industrial wastewater resulted in a much higher yield (540 L CH4/kg VS). 34 Thus, co-digestion of the culls with the stillage would not only serve as an efficient treatment for a combined waste stream, but higher overall methane yields than those previously reported for both the culls and the stillage alone may be possible. Further research on the digestion potential of the culls in both mono-digestion and co-digestion scenarios should be evaluated.
Characterization, Yield, and Anaerobic Digestion Potential of Sweetpotato Vines
Sweetpotato vines consist of leaves, stems, and petioles, and are commonly eaten in many parts of the world. 2,8,36 The apical tips (top 10–15 cm of the vine), green leaves, and sometimes just the petioles are eaten depending on the particular taste of the culture. 2 The leaves, in particular, have high nutritional value with more proteins and minerals than the roots. 2,37 They are also an inexpensive, protein-rich feed for animals and have been used as a successful dietary supplement for several types of livestock including cows, pigs, goats, and poultry. 8,38 –41
In countries where the sweetpotato vine tips are harvested as vegetables, yields ranging from 16–45 t/ha have been reported. 2,7 In the US, however, neither the tips nor the vines have been utilized or recovered for any purpose. 6 Therefore, vines represent an agricultural residue that is readily available for use as a feedstock for anaerobic digestion. The biomass yield of aerial vines varies widely depending on the sweetpotato cultivar and the region. In China, where leaves and stems are commonly harvested as animal feed, the reported fresh vine yields are 135 t/ha. 7 Five varieties grown in different regions of Ghana had fresh vine yields ranging from 8–28 t/ha, with an average of 12 t/ha in the coastal region and 22 t/ha in the forest region. 42 In Papua New Guinea, fresh vine yields of 26 t/ha were reported for the Hobu1 cultivar and 30 t/ha for the Markham variety. Varietal trials in East Africa predicted fresh vine yields of 70–90 t/ha/y, assuming two harvest seasons per year. 43 Two varieties grown in the Turrialba Valley of Costa Rica, specifically B4096 El Salvador and C-1 Asbana, yielded 3–4 dry t/ha of aerial vines (equivalent to 24–32 t/ha of fresh vines based on an average of 12% DM reported by Sun et al.). 44,45 A total of 18 varieties grown in the forest region of southeastern Nigeria had vine yields ranging from 3.9–8.1 dry t/ha (equivalent to 32–65 t/ha of fresh vines), and the highest vine yields were observed at the time of harvest (20 weeks after planting [WAP]) rather than 8, 12, or 16 WAP. 45,46
A compositional analysis of different varieties of sweetpotato vines is summarized in Table 3. 2,39,40,44 –49 Sweetpotato vines are relatively high in crude protein (CP) compared to other forages such as hay (3.8% DM) and relatively low in fiberous components. 40,50 CP for the whole vine ranges from 6.5–20.9% as DM, but the leaves are the most nutritious portion of the vine and contain higher CP, ranging from 16.7–31.1% DM, depending on the cultivar. The maturity of the vine also influences the protein content. Although roots are generally harvested after 150 d, the optimum date for harvesting the leaves as a protein supplement is 80 d after planting (DAP). 2 CP was compared in 18 different sweetpotato vine cultivars at 84 and 140 DAP, and nearly all the cultivars (17 out of 18) had lower CP at the time of harvest (140 DAP). 46 CP decreased anywhere from 3% to 39%, depending on the cultivar, with an average reduction of 17%. 46 In another study, CP of the vine decreased from 17.5% at 60 d to 12.2% at time of harvest (165 DAP). 44
Compositional Analysis of Vines from Different Sweetpotato Cultivars a
Reported for whole vines unless otherwise stated.
IVOMD, in-vitro organic matter digestibility.
Includes the average of three high dry matter varieties.
Includes the range of values for all 18 cultivars.
Includes the range of values for all 40 cultivars.
Proteins are highly degradable during anaerobic digestion and can contribute to higher methane production. However, the anaerobic digestion of sweetpotato vines could potentially result in high ammonia production from protein degradation. One of the main concerns with the digestion of high-protein wastes, such as slaughterhouse waste, is the production of excessive unionized ammonia from the breakdown of organic nitrogen that could cause inhibition in the digester. 51 A slaughterhouse waste mixture containing 15% protein (as DM) showed no inhibitory effect on a semi-continuous, lab-scale anaerobic digester in mesophilic conditions at a relatively low loading rate (0.8 kg VS/m3/d), but inhibitory effects were evident as loading rates increased. 52 It would be advantageous to acquire the vines at harvest, when protein concentrations are lower, to minimize the potential for digester inhibition. This would also maximize ethanol production from roots, since higher root yields were observed on crops that were not defoliated early. 44 No significant differences were observed for the digestibility of the vines or the cell wall constituents after 60 d versus time of harvest. 44 Therefore, the methane potential of the sweetpotato vines would be comparable whether the sweetpotato vines were defoliated early or removed at harvest.
The methane potential of sweetpotato vines was measured in 250-mL anaerobic serum bottles kept at 35°C. 29 Methane yields for six samples ranged from 190–260 L CH4/kg VS added, with an average of 230 L CH4/kg VS added, reported at 15.5°C and 1 atm. 29 For comparative purposes, normalized values at STP of 0°C and 1 atm are equivalent to an average methane yield of 218 LN CH4/kg VS added.
In vitro organic matter digestibility (IVOMD) is used in forage analysis as a measure of how well the rumen microorganisms can degrade the plant cell wall and metabolize the available carbohydrates. Thus, IVOMD is indicative of the anaerobic digestion potential for particular feedstocks. IVOMD ranged from 70.6–77.2% for sweetpotato vines (Table 3), indicating that most of the material can be degraded by digestive processes. Other tropical forages, such as bahiagrass, bermudagrass, limpograss, and stargrass, had much lower IVOMD values, ranging from 41.9–56.3%. 53 Inorganic matter (ash) in the sweetpotato vines ranged from 8.6–16.7%, which represents the fraction of the material that cannot be digested. The inorganic matter, however, provides minerals that aid in the digestion process.
Table 4 provides a summary of the macro- and micronutrients contained in the vine components. 2,45,49,54,55 Nutrient values are generally higher in the leaves than in the stems and petioles, and the leaf proportion of the aerial vine is 50–55%. 49,50 As discussed previously, sweetpotato vines have a relatively high CP, and approximately 16% of CP consists of nitrogen that is readily available for microorganisms. 56 In the context of anaerobic digestion, N is necessary as a nutrient balance for high-carbon feedstocks such as energy crops. The N content reported in sweetpotato leaves from two cultivars was 26.6 and 33.0 g/kg DM. 54 This is comparable to sugar beet leaves (33.0 g N/kg DM), which significantly improved the methane yields during anaerobic co-digestion with solid potato waste. 57 Methane yields improved by 31% to 62% when sugar beet leaves were co-digested with solid potato waste, compared to the potato waste alone. The increased methane yields and stability observed in the co-digestion scenario was partially attributed to the improved C:N ratio with the added sugar beet leaves. 57
Macronutrient and Micronutrient Concentrations in Vine Leaves, Petioles, and Stems of Different Sweetpotato Cultivars a
Values are directly provided or calculated from data in literature sources; reported on a dry matter basis.
Hobu1 and Markham cultivars were collected during the middle of the growing season, between 80 and 110 days after planting.
Includes the range of values for all 40 cultivars.
The macro- and micronutrients in sweetpotato leaves are generally 3 to 4 times higher than in grain or starch-based energy crops. The N contents in the sweetpotato leaves from the Hobu1 (33.0 g N/kg DM) and Markham (26.6 g N/kg DM) cultivars are approximately 3 times what was found in maize (12.7 g N/kg DM) and triticale (9.9 g N/kg DM), and the P contents in the leaves (3.7 and 3.8 g P/kg DM for Hobu1 and Markham, respectively) are generally higher than sweetpotato roots, maize, and tricitale, which range from 1.42–1.84 g P/kg DM. 34,54 Similar observations were made for Fe, which ranges from 19–421 mg/kg DM for sweetpotato leaves and from 32 to 72 mg/kg DM for sweetpotato roots, maize, and triticale. 34,49 Although studies are limited, certain micronutrients have been shown to enhance anaerobic digestion. The biogas production from maize silage improved by 35% with the addition of Fe, Ni, and Co. 58 Methane production from Napiergrass was increased by 40% by adding a trace metal solution containing Ni, Co, Mo, and Se. 59 Therefore, the co-digestion of the sweetpotato vines with the other coproducts (sweetpotato culls and stillage) has the potential to optimize nutrient ratios and stimulate microbial activity with diverse micronutrients, which results in more stable anaerobic systems with higher methane yields.
Sweetpotato Distillery Waste
Characterization of Sweetpotato Distillery Waste
One of the largest issues with bioethanol production is the treatment and disposal of the residual coproduct commonly known as distillery waste or stillage. Whole stillage is generally pressed, filtered, or centrifuged to remove the solid fraction, and the liquid fraction is then processed as wastewater. Different separation technologies and associated terminology are shown in Fig. 1. The fraction of liquid and solid residues varies depending on the DM content of the sweetpotato variety used in the fermentation process. Industrial sweetpotato varieties with higher DM will naturally produce stillage with a higher solid fraction. Stillage from three sweetpotato varieties with varying DM content was filtered and then centrifuged as shown in Fig. 1. 18 The moist, table-use Jewel variety had a DM content of 18%, and the stillage contained 45% filter cake, 10% centrifuged solids, and 45% soluble components. 18 Sumor, an intermediate variety with higher DM content (27%), produced stillage that contained 61% filter cake, 7% centrifuged solids, and 32% soluble components. 18 The Hi-Dry variety for industrial use (36% DM) produced stillage that was fractioned into 75% filter cake, 2% centrifuged solids, and 23% soluble components. 18 Therefore, the largest fraction of the distillery waste produced from industrial sweetpotatoes will be a filter cake material containing approximately 13% DM. 18
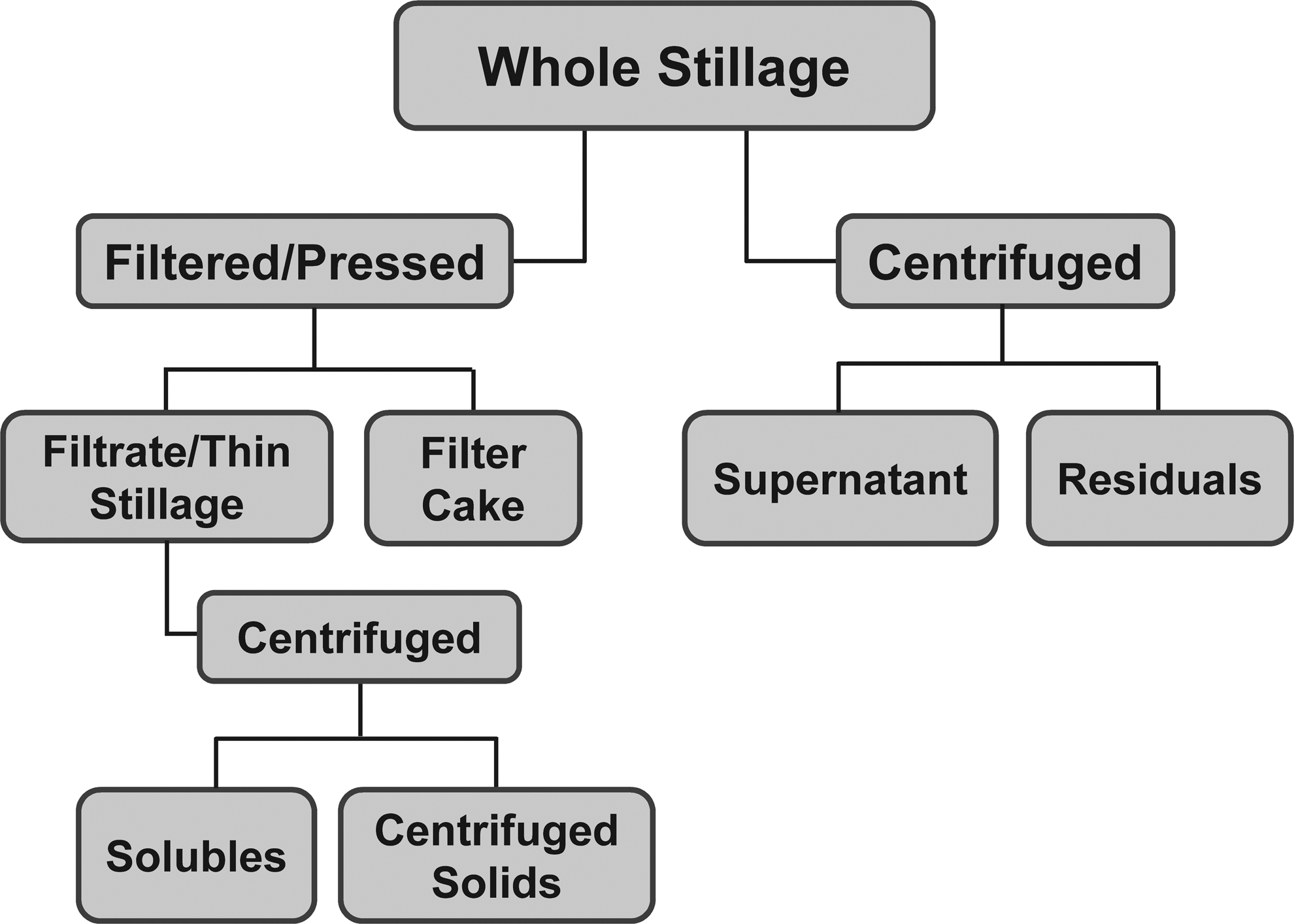
Typical fractionation of sweetpotato stillage.
The characteristics of sweetpotato distillery waste, including both whole stillage and the liquid fraction, are summarized in Table 5. 35,60 –64 Several observations can be made in regards to treating this waste via anaerobic digestion. The pH is consistent among all the samples reported and is relatively low (pH 4), so alkaline addition may be necessary prior to the treatment process. A two-stage system in which acidogenic and methanogenic stages are separate may be more efficient than a single-stage system for distillery wastewater to protect the methanogens from shock loads or variable conditions. The methane potential of any feedstock can be calculated based on chemical oxygen demand (COD) equivalence. At STP, 1 g COD destroyed generates 0.35 L of CH4, and this principle can be used to calculate theoretical methane yields for any feedstock. 65 Alcohol distillery wastewater (ADWW) from sweetpotato has a high readily degradable organic fraction with 95% soluble COD per total COD, resulting in efficient conversion and high methane production. 35 The energy potential of distillery waste also partially depends on the distillation efficiency and the remaining ethanol concentration in the waste. For example, every 1% of ethanol remaining increases the COD by more than 20 g/L. 66
Characterization of Whole and Liquid Fractions of Sweetpotato Distillery Waste a
TS, total solids; VS, volatile solids; SS, suspended solids; COD, chemical oxygen demand; CODs, soluble chemical oxygen demand; BOD, biochemical oxygen demand; BODs, soluble biochemical oxygen demand; TOC, total organic carbon; TN, total nitrogen; TDN, total dissolved nitrogen; TKN, total Kjeldahl nitrogen; NH4-N, ammonia nitrogen; TP, total phosphorus; TDP, total dissolved phosphorus.
Mixture of whole stillage/wastewater/sweetpotato waste at 86:8:6 (by volume).
The characteristics of the solid fractions of sweetpotato distillery waste, either from filtration or centrifugation, are summarized in Table 6. 18,63 The CP in the solid fractions ranges from 22.2–54.4% DM, depending on the cultivar and separation techniques. The CP is significantly higher in the solids containing some soluble fraction from the thin stillage (i.e., centrifuged solids). However, this constitutes only 2–10% of the distillery waste. 18 Most of the solid fraction exists as filter cake. The CP values in the filter cake (22.2–28.8% DM) are higher than those observed in raw sweetpotatoes (Table 1), sweetpotato culls (Table 2), and sweetpotato vines (Table 3). They are comparable with those measured in distiller's cereal grains, including corn (28.1% DM) and wheat (26.4% DM), which were both found to be a good source of supplemental protein and energy for finishing cattle. 67,68 Thus, the solid fractions of the sweetpotato distillery waste may be further evaluated as a protein supplement for ruminants.
Characterization of Solid Fractions of Sweetpotato Distillery Waste
Types and Quantity of Sweetpotato Distillery Waste
Sweetpotato distillery waste is generated in the production of drinkable alcohol as well as fuel ethanol. Shochu, for example, is a traditional Japanese distilled liquor produced mainly in the South Kyushi region and is made from barley, rice, buckwheat, or sweetpotato. The production of shochu has become increasingly popular, and the generation of sweetpotato distillery waste is increasing in the shochu industry, with annual discharges of shochu waste reported as 480,000 t in 2004, 621,000 t in 2006, and 800,000 t (sweetpotato shochu waste) in 2014. 35,60,64
Stillage volumes and characteristics depend primarily on the selected feedstock and the distillation efficiency. The sweetpotato variety selected for ethanol production will affect the volume of stillage generated, as evidenced by the fact that 10 different varieties produced very different quantities of stillage. 10 Of the 10 different Chinese varieties compared, SS19 had the highest ethanol yields (5 t/ha) and nearly the lowest quantity of stillage residue (0.48 dry t/t ethanol). 10 In contrast, the 200730 variety produced half the ethanol yield (2.4 t/ha) and had nearly double the quantity of stillage residue (0.94 dry t/t ethanol). 10 The most desirable variety is one that provides the highest ethanol yields with the least amount of stillage to minimize disposal issues.
The ratio of stillage generated per tonne of product depends on the strength of the distilled product. At approximately 20–40% by volume, the alcohol content in shochu, for example, is much lower than in pure ethanol. 2 The reported ratios of stillage to shochu (wet basis) range from 1.3–2 t of stillage to 1 t shochu. 60,64 The ratio of stillage generated per tonne of pure ethanol is much higher. The dry weight ratio of stillage from 10 different Chinese sweetpotato varieties ranged from 0.47–0.94 dry t to 1 t anhydrous ethanol. 10 This is the same as 12.7–25.4 wet t of sweetpotato stillage for 1 t of ethanol, assuming a DM concentration of 3.7% for the whole stillage, as reported by Kobayashi et al. 60 In general practice, 20 L of stillage are produced for every L of ethanol produced. 69 Thus, the success of fuel ethanol production from sweetpotatoes depends on the optimal use of the waste. The quantity of distillery waste varies depending on the cultivar, but industrial varieties have been developed that offer high ethanol yields and low residuals.
Anaerobic Digestion of Sweetpotato Distillery Waste
Anaerobic digestion of ADWW provides an effective means of energy and nutrient recovery while reducing the high COD of the waste. Energy recovered in the form of methane can be utilized in the ethanol-conversion process for direct steam or cogeneration of heat and power. The remaining liquids and/or solids after the digestion process (digestate) retain nutrients, allowing this material to be used as fodder or biofertilizer. The percentage of COD that was converted into methane for sweetpotato ADWW (91%) was much higher than for beet molasses ADWW (70%), but slightly lower than for barley ADWW (95%). 35,70 The sweetpotato and barley ADWW were digested separately, but using the same pilot-scale, multi-stage upflow anaerobic sludge blanket (MS-UASB) reactor under thermophilic conditions, while the beet molasses ADWW was digested in a full-scale MS-UASB reactor under thermophilic conditions. 35,70
Methane production from sweetpotato ADWW has been demonstrated in both pilot-scale and full-scale anaerobic digesters. Two 2,000 m3 plants operated by Henan Tianguan Group Co., Ltd. (Nanyang, China), formerly known as Nanyang Alcohol Plant, were reportedly treating sweetpotato ADWW with anaerobic digestion in the mid-1980s. 71 The Tianguan Group has taken a leading role in China for bioenergy production from ADWW, producing over 600,000 t of fuel ethanol and 180,000 t of drinkable alcohol annually. 72 Table 7 summarizes methane production from different types of continuous anaerobic digesters fed with sweetpotato ADWW as well as other types of ADWW. 35,60,61,70,73 –77 A thermophilic, fixed-bed reactor fed with a mixture of whole stillage, wastewater, and sweetpotato waste (86:8:6 by volume) achieved a stable methane production rate of 27 m3 CH4/m3 wastewater/d for more than 6 years. 60 All three waste components were generated in a sweetpotato shochu distillery in Japan, and the primary difference between the whole stillage and the stillage mixture was the suspended solids concentration, as shown in Table 5. 60 Similar volumetric methane production rates were observed in other thermophilic digesters fed with sweetpotato ADWW, including a MS-UASB reactor (20 m3 CH4/m3 wastewater/d) and a submerged membrane bioreactor ([SMBR], 24 m3 CH4/m3 wastewater/d). 35,75 Thermophilic UASB reactors with different feedstocks, including beet molasses ADWW and sugarcane ADWW, had significantly lower volumetric methane production and specific methane yields than those fed with sweetpotato ADWW (Table 7). 70,77 This suggests that sweetpotato ADWW has a high methane potential and is a desirable feedstock for anaerobic digestion.
Methane Production from Various Anaerobic Digesters Treating Alcohol Distillery Wastewater (ADWW) a
Values are calculated from data in literature sources; COD, chemical oxygen demand; CODs, soluble chemical oxygen demand; OLR, organic loading rate.
MS-UASB, multi-stage upflow anaerobic sludge blanket; SMBR, submerged membrane bioreactor; MBR, membrane bioreactor; DFF, downflow fixed film.
Mixture of whole stillage/wastewater/sweetpotato waste at 86:8:6 (by volume).
Variable feedstocks were used but the performance data is summarized for digestion cycles using sweetpotato distillery waste only.
This feedstock included various mixtures of filtered sweetpotato and barley ADWW at different dilution rates.
Reported as m3 reactor.
A pilot-scale membrane bioreactor (MBR) fed with sweetpotato ADWW was operated at mesophilic temperatures, which resulted in a lower organic loading rate (OLR) and specific methane yield than those observed for the thermophilic reactors fed with sweetpotato ADWW (Table 7). 61 Reactors under thermophilic conditions have demonstrated higher OLR, faster conversion rates, and enhanced methane yields. 78 However, perceived challenges associated with thermophilic digesters include additional heat requirements, reactor instability, and longer start-up periods of up to one year. 79 Thermophilic conditions are less desirable when external energy inputs are required to heat the incoming wastewater. However, stillage is discharged from the distillery at temperatures above 90°C, and no additional heat is required to maintain thermophilic conditions. Additional energy would be required for cooling the ADWW to mesophilic temperatures, whereas thermophilic temperatures can be achieved naturally during temporary storage. 66 In terms of stability, microorganisms that dominate in the mesophilic range are generally considered to be more robust and less susceptible to environmental changes. 14 By contrast, increased hydrolysis rates observed in thermophilic conditions are more likely to result in accumulation of volatile fatty acids (VFA) and reactor acidification. 80 However, these perceptions do not necessarily translate to full-scale operations. Full-scale thermophilic digesters operating in Denmark were reported to be as stable as mesophilic digesters. 79
The accumulation of VFA is a strong indicator of system instability. It represents a lack of balance in the microbial community as the methanogens are overwhelmed and unable to convert the acids into methane efficiently. 14 Based on the comparison of the digesters fed with sweetpotato ADWW, the only one that exhibited VFA accumulation under normal operating conditions (i.e., without any increase in OLR) was the mesophilic MBR. Accumulation of acetic (>1,500 mg/L) and propionic (>500 mg/L) acids occurred during the middle of a digestion cycle with a relatively low OLR of 5.9 kg COD/m3/d. 61 The explanation provided by the authors was that the sludge removal was too high during this period and the methanogenic bacteria could have been withdrawn from the reactor. 61
Factors that contributed to stability in the thermophilic reactors included the addition of trace elements, buffer solutions, and appropriate inoculum. In the fixed-bed reactor fed with sweetpotato ADWW, a trace element solution containing Ni, Co, and Fe was added every 2 weeks for the first 2 years, and then periodically when VFA concentrations increased above 600 mg/L. 60 VFA concentrations stabilized after a 2-month start-up period in this reactor. In the MS-UASB reactor fed with sweetpotato ADWW, NaOH was added for pH control and the seed sludge included a mixture of mesophilic and thermophilic granular sludge and mesophilically digested sewage sludge (80:7:13). 35 The only period during which excess VFA concentrations were observed in this reactor was when a relatively high OLR of 90 kg COD/m3/d was introduced. 35 Consistent monitoring, nutrient supplementation, and pH control are important during the start-up of any pilot- or full-scale reactor and are essential to maintain stability in thermophilic reactors.
Digesters receiving ADWW must be designed to accommodate seasonal changes in wastewaters. The feedstocks for shochu production, for example, change depending on the growing season—barley and wheat are rotated with sweetpotato crops—and digesters must be able to handle the variability. The organic contents (represented by COD values) of barley- and wheat-based ADWW are approximately 65% higher than sweetpotato-based ADWW. 35,61 The feedstock for the MS-UASB alternated between barley and sweetpotato ADWW, and the OLR ranged from 0–90 kg COD/m3/d depending on the feedstock. 35 Although the average COD removal was 80%, the removal efficiency varied from 50–100%, depending on the OLR. 35 The SMBR was fed with both barley and sweetpotato ADWW, and the volumetric flow ranged from 5–15 t/d and 15–20 t/d, respectively. 75 The overall COD removal efficiency ranged from 75–92%, with no discernable difference between the barley and sweetpotato digestion cycles. 75 The MBR was fed with wheat and sweetpotato ADWW, and OLRs ranged from 2.2–10.2 kg COD/m3/d for the wheat cycles and from 4.1–5.9 kg COD/m3/d for the sweetpotato cycles. 61 Up to 99% removal efficiencies were achieved with both wastewaters. 61 These studies demonstrate that full-scale digesters can be designed to accommodate seasonal variations in distillery waste with minor operational adjustments.
The type of reactor selected for the digestion process does influence COD removal and overall methane production from high-strength wastewaters. One major advantage of reactors with some type of fixed media such as fixed bed, fixed film, or membranes is the strict adherence of the acclimated slow-growing microorganisms to the media. This promotes the treatment of high-strength wastewaters and requires less volume than conventional digesters. Both aceticlastic and hydrogenotrophic methanogens were maintained in the fixed-bed reactor, which facilitated treatment of the high OLR. 60 The high methane yield (349 L CH4/kg COD removed) obtained in the pilot-scale fixed-film reactor fed with sugarcane molasses ADWW was attributed to the efficient colonization and retention of microorganisms observed on the fixed media after a year of operation. 73 Biomass washout is common in continuously stirred tank reactors (CSTR) and was evident in the MS-UASB reactor fed with sweetpotato ADWW after 230 days. 35
Coupled with thermophilic conditions, the MS-UASB reactors produced high methane yields for both sweetpotato and beet molasses ADWW (Table 7). MS-UASB is preferred over UASB for wastewaters with high suspended solids because the solids can be degraded in the acidogenic phase and ultimately contribute to higher gas production rather than accumulating in the methanogenic phase and suppressing the methanogenic activity. 76 A first attempt at digestion of sugarcane ADWW with a single-stage UASB failed and, during the second attempt, a start-up period of 160 d was required for stabilization. 77
The energy potential from the digestion of sweetpotato ADWW ranged from 500–1,000 megajoule (MJ)/m3 wastewater, depending on the reactor type (Table 7). The energy was recovered and recycled back into the conversion process for both full-scale reactors fed with sweetpotato ADWW. The biogas supplied 92% of the energy needed to maintain thermophilic temperatures in the fixed-bed reactor and to generate steam for the distillation process. 60 The energy recovered from the SMBR (12 gigajoule [GJ]/d) was much greater than the electricity consumption (2 GJ/d) and heating demands (2 GJ/d) of the bioreactor. 75 Thus, sufficient energy can be produced from sweetpotato ADWW to operate anaerobic digesters under thermophilic conditions and to offset some of the energy required for the ethanol-conversion process.
Energy Balance for Ethanol-Conversion Process
An energy analysis was conducted to determine if the potential energy recovered from the coproducts would be sufficient to supply the energy required for sweetpotato conversion to ethanol. A life-cycle assessment was used to evaluate the overall energy required to make bioethanol from sweetpotato. 13 The conversion process of sweetpotato into ethanol requires 73% of the overall energy requirement, while the remaining 27% is for cultivation and transportation of the sweetpotato. 13 The conversion process, which includes crushing, steam cooking, saccharification, fermentation. and distillation of sweetpotatoes, requires 9.9 MJ to produce 1 L of ethanol. 13 The energy analysis computed below assumes that tonnes are used in the referenced literature and all conversions are based on tonnes. The energy analysis only considered the inputs necessary for the biorefinery (i.e., conversion process) and was based on the generation of 1 t of anhydrous ethanol (1,262 L ethanol). The energy inputs and outputs are shown in Fig. 2.
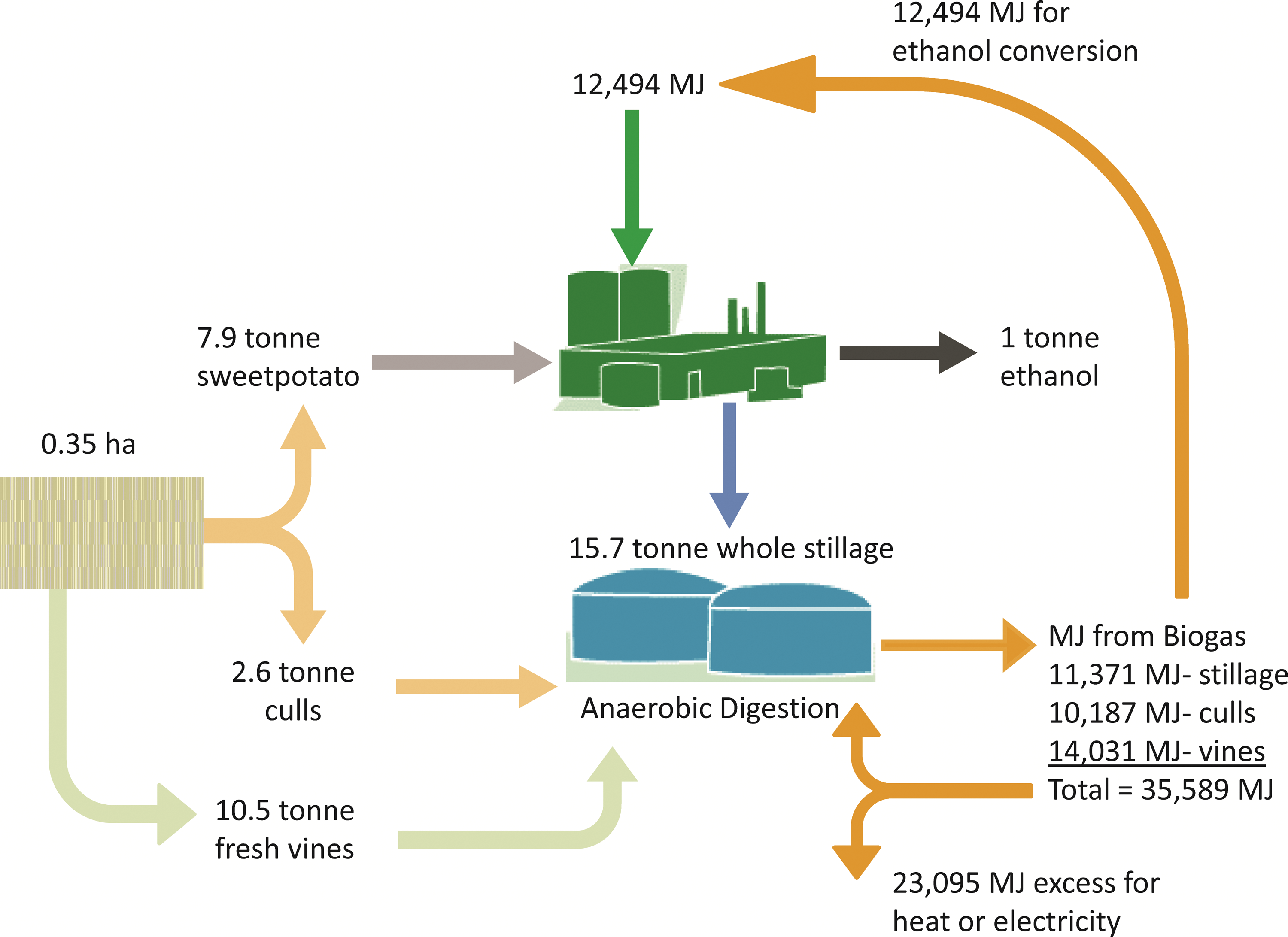
Energy cycle showing contribution of sweetpotato coproducts to ethanol-conversion process.
The values associated with the sweetpotato feedstock, including root yields (t/ha), ethanol yields (t/t), and stillage quantities (dry t/t), were average values from 10 Chinese cultivars commonly used for ethanol production and harvested 160 d after planting. 10 An average of 7.9 t of industrial sweetpotatoes is required to produce 1 t of anhydrous ethanol. The land area required to produce this yield must incorporate the total crop yield, including sweetpotato culls. Culls make up approximately 32% of sweetpotatoes produced for the food market. 27 Sweetpotatoes used for ethanol production will likely have a lower percentage of culls since the misshapen potatoes can still be processed. For this analysis, an estimated 25% of the total crop yield is assumed to be culls. Therefore, a total crop yield of 10.5 t of sweetpotatoes will produce 7.9 t for ethanol processing and 2.6 t of culls. Based on an average root yield of 30.1 t/ha, a total of 0.35 ha of land is required. 10
The potential energy value of the sweetpotato stillage (725,387 kJ/m3 wastewater) is the calculated average from three different anaerobic digesters included in Table 7. The estimated quantity of whole stillage is 0.58 dry t/t ethanol, which can be converted to 15.68 t stillage (wet weight) based on 37,000 mg total solids (TS)/L. 10,60 Assuming a density of 1 t/m3 for the stillage, a total of 11,371 MJ would be produced from the whole stillage. The energy value of the sweetpotato culls was calculated from the specific methane yield determined by Ge et al. normalized to STP (316 LN CH4/kg VS added). 28 The weight of VS was converted into fresh weight of the sweetpotato culls by using the TS and VS concentrations, and conversion factors of 16 g CH4/mol, 22.4 L CH4/mol, and 50.1 kJ/g CH4 were used. 28 The energy balance is based strictly on gross energy values and does not consider electrical or thermal energy-conversion efficiency, since those details must be established as part of operational design.
The energy contribution from the aerial vines is calculated from the normalized average methane yield (218 LN CH4/kg VS added) reported by Shiralipour and Smith. 29 The weight of VS was converted into fresh weight of the sweetpotato vines by using average TS and VS concentrations. The average TS (19.6%) and VS (87.8%TS) concentrations were calculated from Table 3 by subtracting moisture (%) and ash (%) from 100, and averaging the different cultivars that represented whole vines rather than just leaves. The methane-conversion factors are the same as those used for the culls. The vine yields for various cultivars are quite variable, ranging from 8–135 t/ha (fresh yield), as discussed previously. A moderate value of 30 t/ha of fresh vines was assumed for the energy analysis. The nutrient components of the aerial vines suggest that they could enhance the anaerobic digestion and increase methane yields if co-digested with sweetpotato culls. However, for the purposes of this energy analysis, the methane yield from each coproduct was considered separately based on mono-digestion scenarios.
Based on the results of the energy analysis, sufficient energy can be generated from the whole stillage, culls, and vines to meet the energy required for converting sweetpotatoes into ethanol. Approximately one-third of the energy generated by the coproducts is needed for conversion, and the excess energy could be used for heat or electricity generation. This approach not only captures the energy potential in the ADWW but also serves as an effective treatment for a high-strength waste stream.
Conclusions
The industrial sweetpotato is an ideal feedstock for ethanol production mainly because of the high starch content that is readily available for conversion to ethanol. One of the major benefits of using this feedstock is the potential energy recovery from coproducts including sweetpotato culls, aerial vines, and distillery waste. Biogas produced from the anaerobic digestion of these coproducts can supply the energy demands of ethanol production, including crushing, steam cooking, saccharification, fermentation, and distillation of the sweetpotato feedstock, and still provide excess energy that can be used for heat or electricity generation. Thus, primary fossil fuel inputs of coal, oil, and natural gas can be substituted with renewable biogas energy to improve energy efficiency and minimize environmental impacts. Pilot- and full-scale anaerobic digesters fed with sweetpotato ADWW have demonstrated the feasibility of the technology. Key considerations include selection of the appropriate variety of industrial sweetpotato to maximize ethanol yields (t/ha) and optimization of the conversion efficiency of the sweetpotato ADWW into biogas through the appropriate selection and operation of the anaerobic digester.
Footnotes
Acknowledgments
This research was sponsored by the Florida Department of Agriculture and Consumer Services (FDACS) Office of Energy and the State of Florida.
Author Disclosure Statement
No competing financial interests exist.