
Abstract
Supercritical carbon dioxide (SC-CO2) pretreatment of empty fruit bunches (EFBs) was investigated for its effect on glucose yield following enzymatic hydrolysis. The SC-CO2 pretreatment of EFBs was performed under various conditions: temperature of 80°C or 130°C; pressure of 150, 200, or 250 bar; moisture content of 0% or 75%; and time of 30 min or 60 min. The SC-CO2-pretreated EFBs were hydrolyzed using a combination of the enzymes Celluclast 1.5L and Novozyme 188 (Sigma Aldrich, St. Louis, MO) . The chemical compositions of untreated EFBs (% g/g dry biomass) were recorded as 36.7% cellulose, 22.8% hemicellulose, and 24.2% klason lignin. The optimal chemical composition of EFBs for SC-CO2 pretreatment were 38%, 25.5%, and 23.8% for cellulose, hemicellulose, and klason lignin, respectively. After enzymatic hydrolysis, the glucose yield of untreated EFBs was 17% (17 g/100 g dry biomass). SC-CO2 pretreatment of EFBs for 60 min at 75% moisture content, 130°C, and 250 bar pressure gave the highest glucose yield of 24%. Pretreatment combined with premixing of the EFBs with alkali (SC-CO2 + alkaline) yielded glucose and xylose contents of 36.8% and 14.9%, respectively, The results showed an increase in glucose of about 13% for premixed pretreatment compared to SC-CO2 pretreatment alone. Morphology analysis showed changes on the surface of the treated EFBs, which looked swollen and ruptured compared with the surface of the untreated EFBs.
Introduction
Malaysia produces approximately 47% of the world's palm oil supply. 1 Hot, wet weather throughout the year provides the optimum conditions for palm oil growth. 2 Besides palm oil, Malaysia yields abundant quantities of biomass waste in the form of trunks, fronds, fibers, shells, and empty fruit bunches (EFBs). 3 EFBs are the major solid waste produced from the palm oil milling process and can be used as biomass feedstock for the production of renewable energy. Biomass can produce biofuels in liquid or gas state. An example of a liquid biofuel is ethanol, while biohydrogen is a type of gaseous biofuel. Currently, more investigations focus on biohydrogen gas because it is clean and has a high calorific value as a fuel. Biohydrogen is expected to be a main source of energy in the near future. 4
EFBs are a lignocellulosic biomass comprised of three main components: cellulose (40–50%), hemicellulose (20–30%), and lignin (15–20%). 5 The cellulose and hemicellulose in EFB can be hydrolyzed to recover sugars (C5 and C6), which can be further used as a carbon source for biohydrogen production by fermentation. Lignin surrounds hemicellulose and cellulose to form a more complex structure in which lignin acts as a barrier layer. This barrier prevents enzymes such as cellulase from penetrating EFBs. Because the complex structure of EFBs hinders enzymatic hydrolysis by restricting access to cellulose and hemicellulose, a pretreatment step is necessary. Pretreatment is the most important step in biohydrogen production because it alters the structure of cellulose to make it more accessible to the enzymes that convert carbohydrate into fermentable sugars. 3
Various pretreatment methods are available, such as alkali pretreatment, dilute acid pretreatment, liquid hot water pretreatment, steam explosion pretreatment, and supercritical carbon dioxide (SC-CO2) pretreatment. 6 Conventional pretreatments using acid or base solutions have been reported to be effective with high sugar yields after enzymatic hydrolysis. 7 However, such pretreatments have serious environmental and economic drawbacks due to their required chemical use and chemical disposal problems. SC-CO2 pretreatment is a better alternative because it is low-cost, non-toxic, and environmentally friendly. 6 Many factors can influence the effectiveness of SC-CO2 pretreatment, including the moisture content of the EFBs, temperature, time, and pressure. 8,9 The objective of this study was to investigate the effects of SC-CO2 pretreatment of EFBs under varying conditions–including moisture content, temperature, pressure, and time–on glucose yields after enzymatic hydrolysis as well as structural changes to the EFBs before and after pretreatment. Another objective was to determine the potential for improvement using a premixed (SC-CO2 + alkaline) pretreatment.
Materials and Methods
Materials
EFB fibers were collected from Sime Darby Sdn. Bhd. palm oil milling at Pulau Carey (Selangor, Malaysia), dried using an oven to less than 10 wt% moisture content, and milled into particles. Particle sizes from 0.25–0.42 mm were selected for the pretreatment experiments. The samples were stored in sealed plastic bags at room temperature until pretreatment. CO2 (purity 99.9%) was purchased from Gas Pantai (Timur, Malaysia). The enzymes used in this study, cellulase enzyme (EC No. 2327344) and β-glucosidase (EC No. 2325897), were both purchased from Sigma Aldrich.
Pretreatment Using SC-CO2
SC-CO2 pretreatment was performed statically at various pressures (150, 200, or 250 bar) and temperatures (80 or 130°C), and for different lengths of time (30 or 60 min). Five grams of sample with known moisture content were placed inside a high-pressure stainless steel reactor vessel. Once the SC-CO2 treatment system reached the set temperature, the pressurized CO2 was fed into the reactor until it reached the desired pressure. After the reaction process finished, rapid pressure release achieved by opening the valve attached to the vessel brought the pressure levels to atmospheric pressure.
Premixed (SC-CO2 + Alkaline) Pretreatment
The premixed pretreatment was carried out by mixing the samples in 4% sodium hydroxide. The process was performed in 75% moisture content at 250 bar and 80°C for 30 min. The ratio of biomass to liquid was 1:3. After pretreatment, the treated samples were washed with distillated water and dried at 50°C overnight. 10
Enzymatic Saccharification
The pretreated samples were enzymatically hydrolyzed at a glucan loading of 1% (w:v), in 15 mL of citrate buffer (0.05 M, pH 4.8) at the desired cellulase enzyme loading of 60 filter paper cellulose units (FPU)/g glucan and β-glucosidase enzyme loading of 64 p-nitrophenyl β-D-glucoside unit (pNPGU)/g glucan. Ten percent sodium azide was added at a concentration of 20 mg/mL as an antibiotic. The cellulase activity (128 FPU/mL) was determined according to the method described by Ghose, while the β-glucosidase activity (1,718 pNPGU/mL) was determined according to the method described by Yeoh et al. 11,12 The hydrolysis was carried out by shaking the pretreated samples in an incubator shaker at 150 rpm and 50°C for 48 h. Samples were taken periodically and filtered and stored at −8°C for determination of the sugar yield. All hydrolysis experiments were performed in duplicate and the results were averaged.
Analytical Method
The chemical composition of the EFBs was determined according to the standard method described by the National Renewable Energy Laboratory (NREL, Golden, CO), in which the structural carbohydrates and insoluble lignin (klason lignin) in the biomass were analyzed. 13 The sugar monomers content in the untreated and treated EFB samples were determined by high performance liquid chromatography (HPLC, Model G1311A, Agilent Technologies, Santa Clara, CA) and analyzed by a reflective index detector and Rezex ROA (Phenomenex, Torrance, CA) column. The mobile phase was 0.005 N sulfuric acid with a flow rate of 0.6 mL/min at 60°C. The samples were centrifuged for 5 min and filtered with a 0.2-μm syringe filter for HPLC analysis. The glucose yield from EFBs was measured based on the glucose released after both pretreatment and enzymatic hydrolysis, as described by Srinivasan and Ju. 14
Scanning Electron Microscope (SEM)
The morphology of the samples was observed under a scanning electron microscope (model Philips XL30, SEMTech Solutions, North Billerica, MA) to determine the surface changes before and after pretreatment. Prior to SEM observation, the samples were coated with a thin layer of gold using a sputter coater system (Model Q150 RS, Quorum Technologies, Laughton, UK).
Results and Discussion
Effect of Pretreatments on Chemical Composition of EFB
The chemical compositions of untreated and treated EFB fibers are listed in Table 1. The chemical composition of untreated EFB fibers was 36.7%, 22.8%, and 24.2% for cellulose, hemicellulose, and klason lignin, respectively, which is similar to that reported by Chong et al. 15 These results showed that EFBs contain more than 30–50% cellulose, 20–30% hemicellulose, and 15–20% lignin. 16,17 After pretreatment, it was observed that the composition of EFBs does not differ much compared to untreated EFBs. This is because SC-CO2 is a physicochemical pretreatment in which the only physical effect on the sample is due to explosive release of CO2; the structure of lignocellulosic EFBs does not undergo a chemical change. Hence, the composition of the EFBs after SC-CO2 pretreatment was essentially the same as the original.
Chemical Composition of Untreated and Supercritical Carbon Dioxide (SC-CO2)-Treated Empty Fruit Bunches a
Data represent the average of duplicate pretreatments.
Effects of Moisture Content on Glucose Yields with SC-CO2 Pretreatment
The effects of moisture content on glucose yields with pretreatment and enzymatic hydrolysis of EFBs are shown in Figure 1. Two samples of EFBs with different moisture contents were pretreated using SC-CO2 at 130°C and 200 bar for 1 h. The glucose yields after 48 h of enzymatic hydrolysis for 75% moisture content, 0% moisture content, and untreated EFB were 23%, 15%, and 17% (w/w), respectively. The glucose yield is greater for EFBs with high moisture content compared to EFBs with no moisture content. This is because water in the samples produces weak carbonic acid at high pressure, influencing the enzymatic hydrolysis; carbonic acid can partially hydrolyze the hemicellulose fraction and break the hydrogen bond. 6 Also, water in the samples helps to enlarge the EFBs' micropores, allowing CO2 molecules to penetrate deeper during the explosive release of CO2 pressure. Samples with 0% moisture content did not show a significant difference compared to untreated samples. Without water, the SC-CO2 pretreatment has no effect on the strong hydrogen bonds between the cellulose. This is because water acts as a polar molecule that helps to break the hydrogen bonds under SC-CO2 conditions. 18
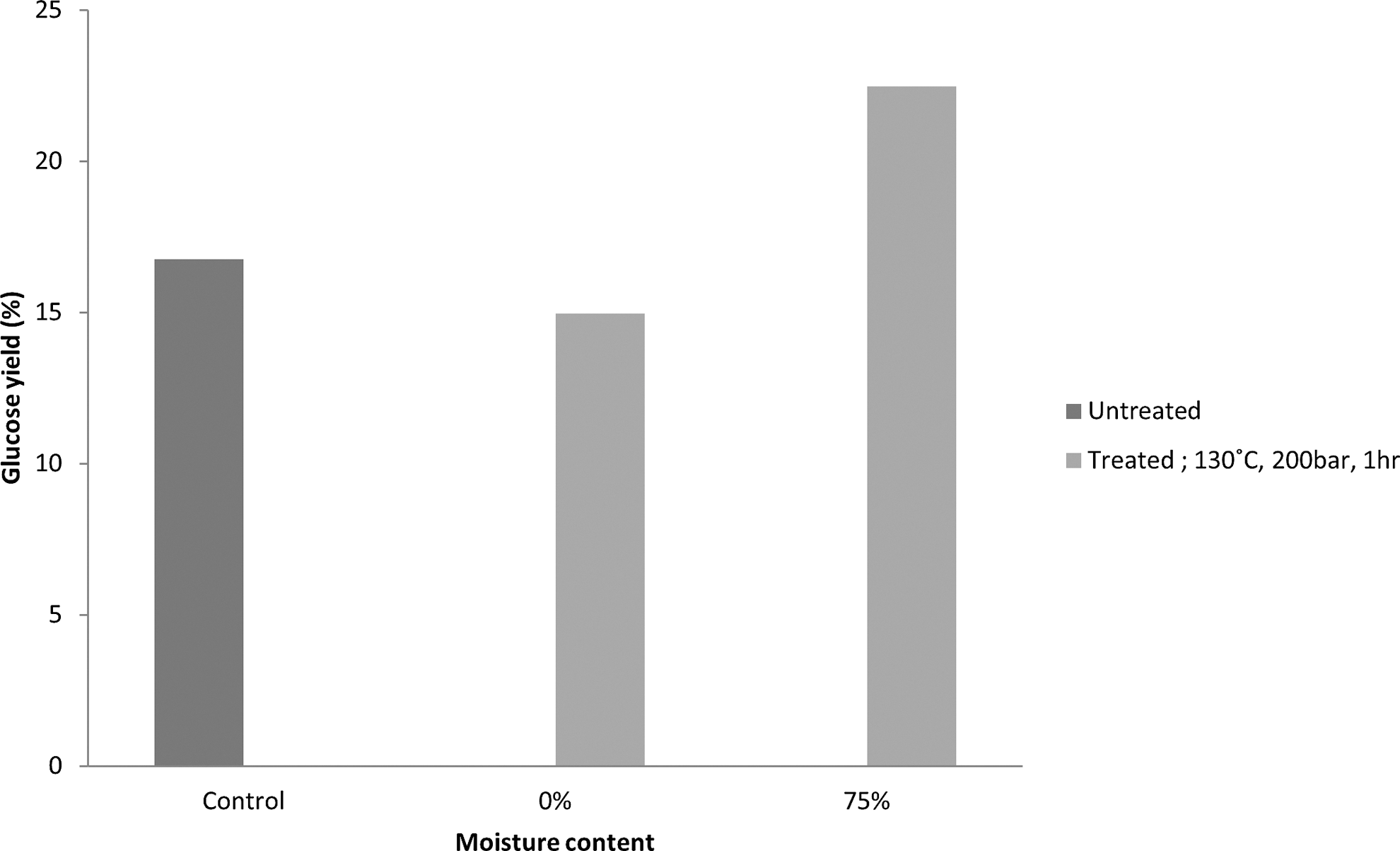
Effect of moisture content on SC-CO2 pretreatment of EFBs after 48 h of enzymatic hydrolysis.
Effect of Temperature on Glucose Yields with SC-CO2 Pretreatment
To investigate the effect of temperature on SC-CO2 pretreatment, the experiment was conducted at two different temperatures—130°C and 80°C—at 75% moisture content and 200 bar for 1 h. The glucose yields after 48 h of enzymatic hydrolysis at 130°C and 80°C and for the untreated samples were 23%, 20%, and 17%, respectively (Fig. 2). The glucose yield increased slowly as the temperature increased from 80°C to 130°C, and was higher than for untreated EFBs. This is because the higher SC-CO2 pretreatment temperature is required to break down the EFBs' complex structure and help in degradation of hemicellulose. 18 Narayanaswamy et al. found that there was a significant increase in glucose yield from corn stover with a higher SC-CO2 pretreatment temperature; yields at 80°C, 120°C, and 150°C (at 3,500 psi for 1 h) were found to be 13%, 24%, and 30%, respectively. At high temperature, the diffusivity of the SC-CO2 increased, which further enlarges the surface area for enzyme action. 9 Therefore, temperature is an important factor that can enhance glucose yield of enzymatic hydrolysis.
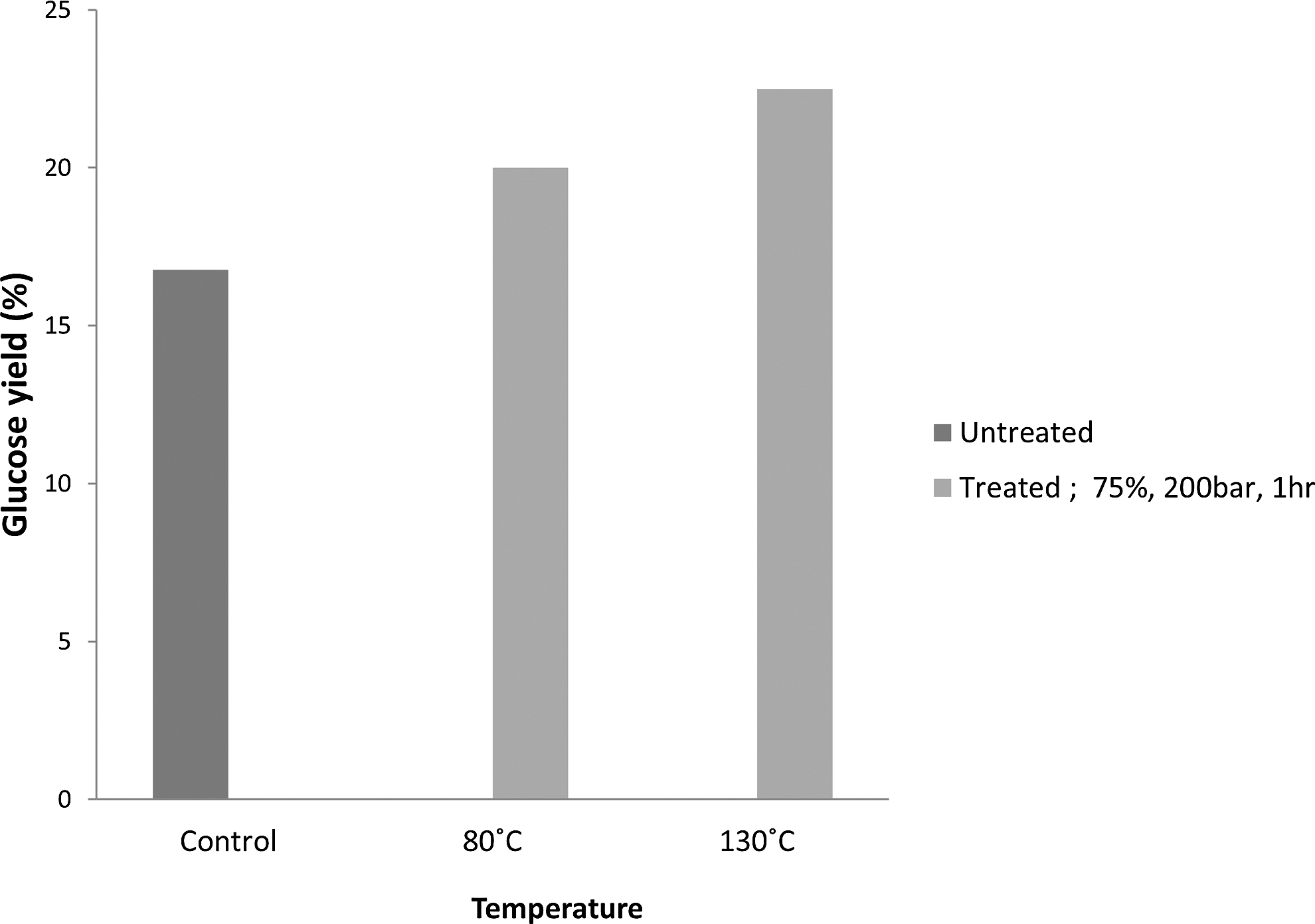
Effect of temperature on SC-CO2 pretreatment of EFBs after 48 h of enzymatic hydrolysis.
Effect of Pressure on Glucose Yield with SC-CO2 Pretreatment
To explore the effect of pressure on SC-CO2 pretreatment, EFBs with moisture content of 75% were pretreated at various pressures (150, 200, and 250 bar) at 130°C for 1 h. The results after 48 h of enzymatic hydrolysis are shown in Fig. 3. Glucose yields increased as the pressure increased—for 150, 200, and 250 bar the yields were 20.3%, 23%, and 24%, respectively. This result was similar to work done by Narayanaswamy et al. and Zheng et al., in which greater pressure increases glucose yields during enzymatic hydrolysis. 9,19 A glucose yield of 24% for SC-CO2-treated EFBs at 130°C is considerably lower than the glucose yield reported by Tye Ying Ying et al. using 2% (v/v) H2SO4 and 2% (v/v) NaOH at 120°C for 1 h (64.6% and 51.9%, respectively). However, SC-CO2 pretreatment is more environmentally friendly as it does not require dangerous chemicals. 20
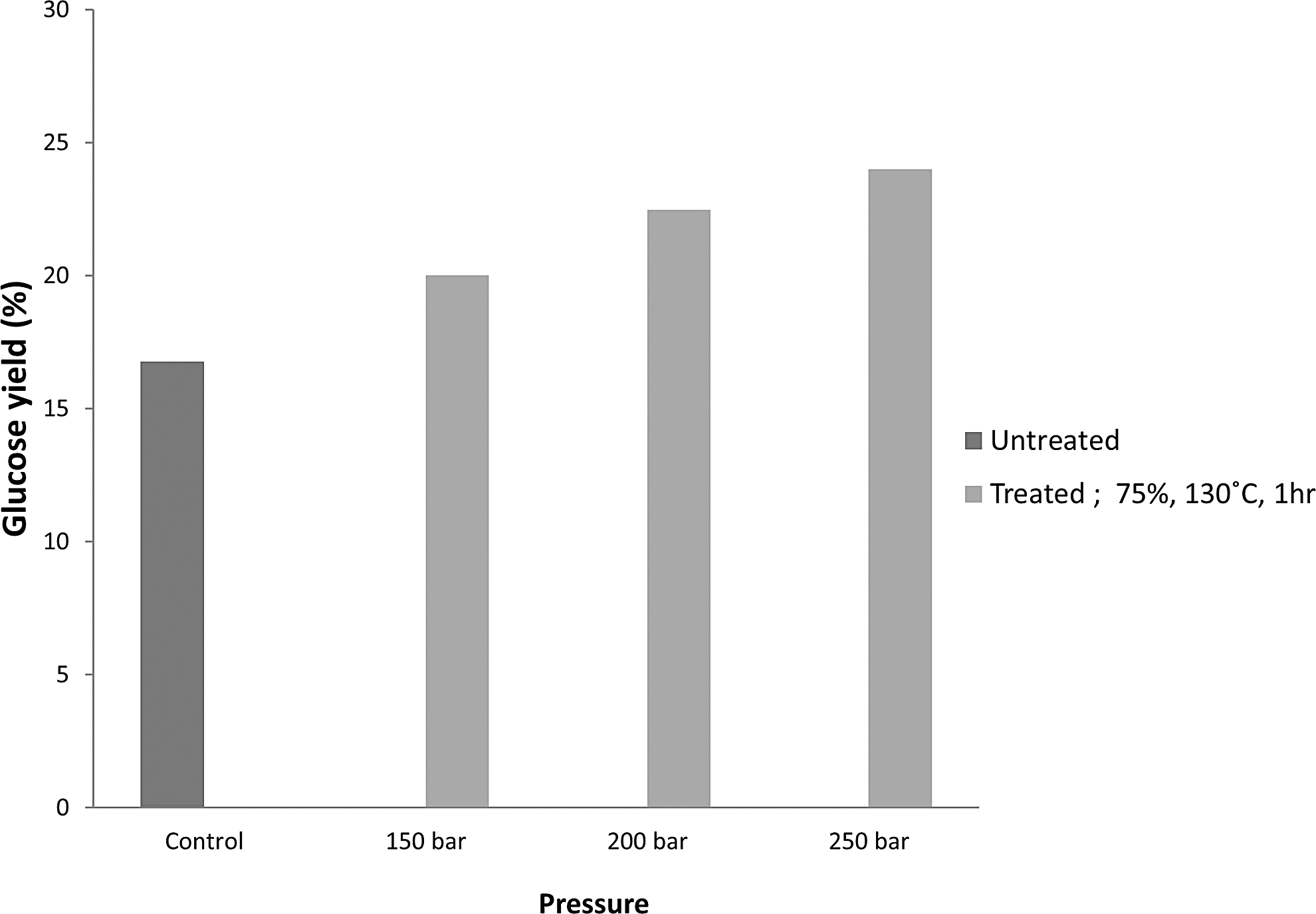
Effect of pressure on SC-CO2 pretreatment of EFBs after 48 h of enzymatic hydrolysis.
Effect of Time on Glucose Yields with SC-CO2 Pretreatment
Glucose yields after 48 h of enzymatic hydrolysis following varied pretreatment times are shown in Fig. 4. EFBs with a moisture content of 75% were pretreated with SC-CO2 at 130°C and 250 bar for either 30 or 60 min of pretreatment time. Glucose yields after 30 min or 60 min of pretreatment and for untreated EFBs were found to be 20%, 24%, and 17%, respectively. Glucose yields increased from 30 min to 60 min of pretreatment time and were significantly higher than yields from untreated EFBs. However, based on work by Jianzhong Yin et al., further increasing SC-CO2 pretreatment time (more than 60 min) will decrease the production of sugar due to decomposition of hemicellulose and cellulose at high temperature. 21
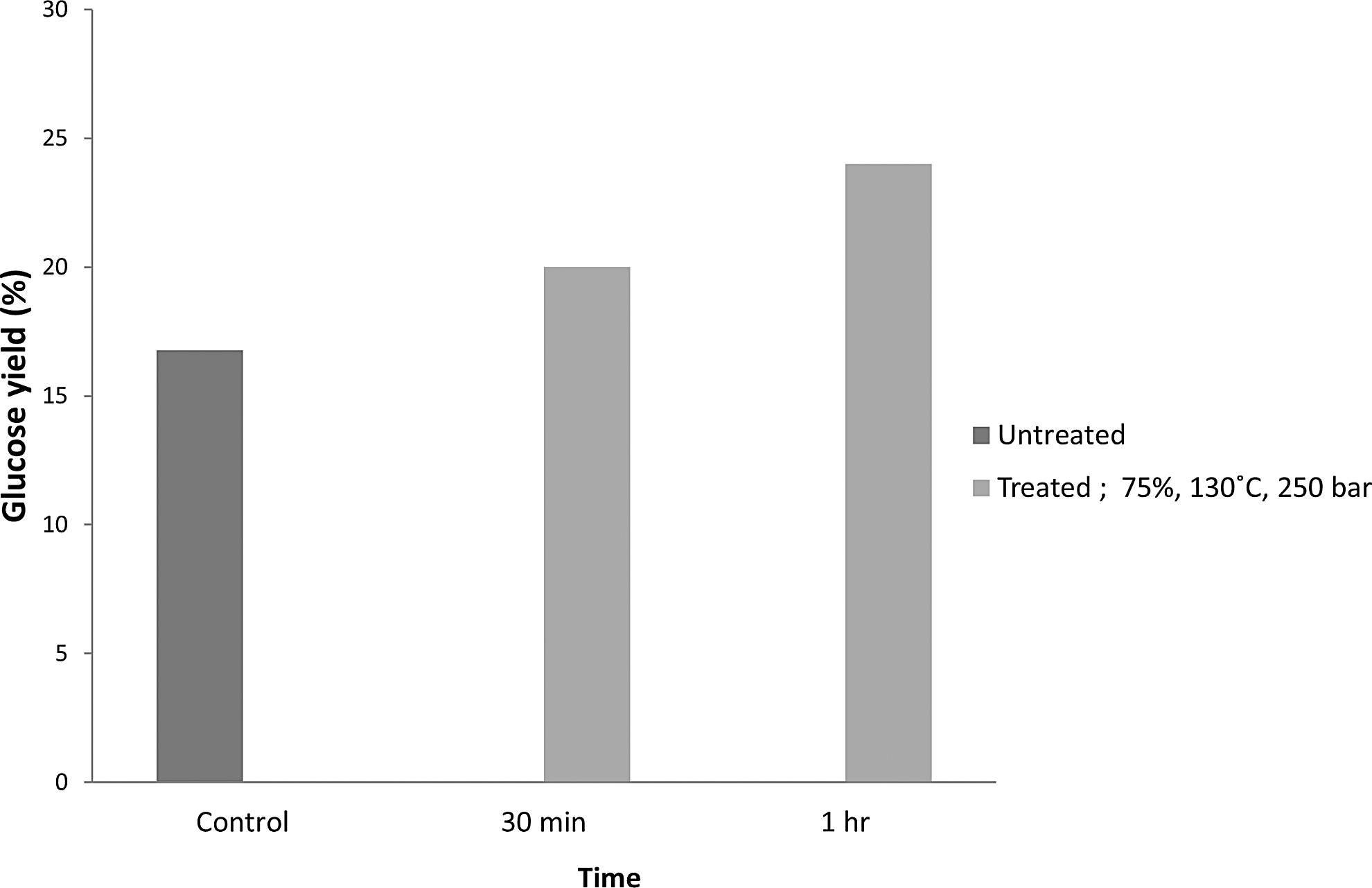
Effect of time on SC-CO2 pretreatment of EFBs after 48 h of enzymatic hydrolysis.
SC-CO2 Pretreatment of Alkali Premixed EFBS
SC-CO2 pretreatment results showed that the best parameters were 75% moisture content, 250 bar, and 130°C for 1 h. However, to further enhance SC-CO2 pretreatment, an alkaline (NaOH) was premixed to pretreat the EFBs. Pretreatment was then carried out at low parameters: 80°C, 250 bar, and 75% moisture content for 30 min. Figure 5 shows that the glucose yields for control (untreated EFBs), SC-CO2 pretreatment, and premixed SC-CO2 + alkaline pretreatment were 17%, 24%, and 37%, respectively. The glucose yield obtained from premixed and pretreated EFBs was approximately 13% higher than with SC-CO2 pretreatment alone. NaOH helps to remove lignin by breaking the ester bonds between lignin, hemicellulose, and cellulose, resulting in increased enzymatic saccharification. 22 The enzymatic hydrolysis for premixed pretreatment was likely also enhanced due to hemicellulose being pre-hydrolyzed by carbonic acid. 8
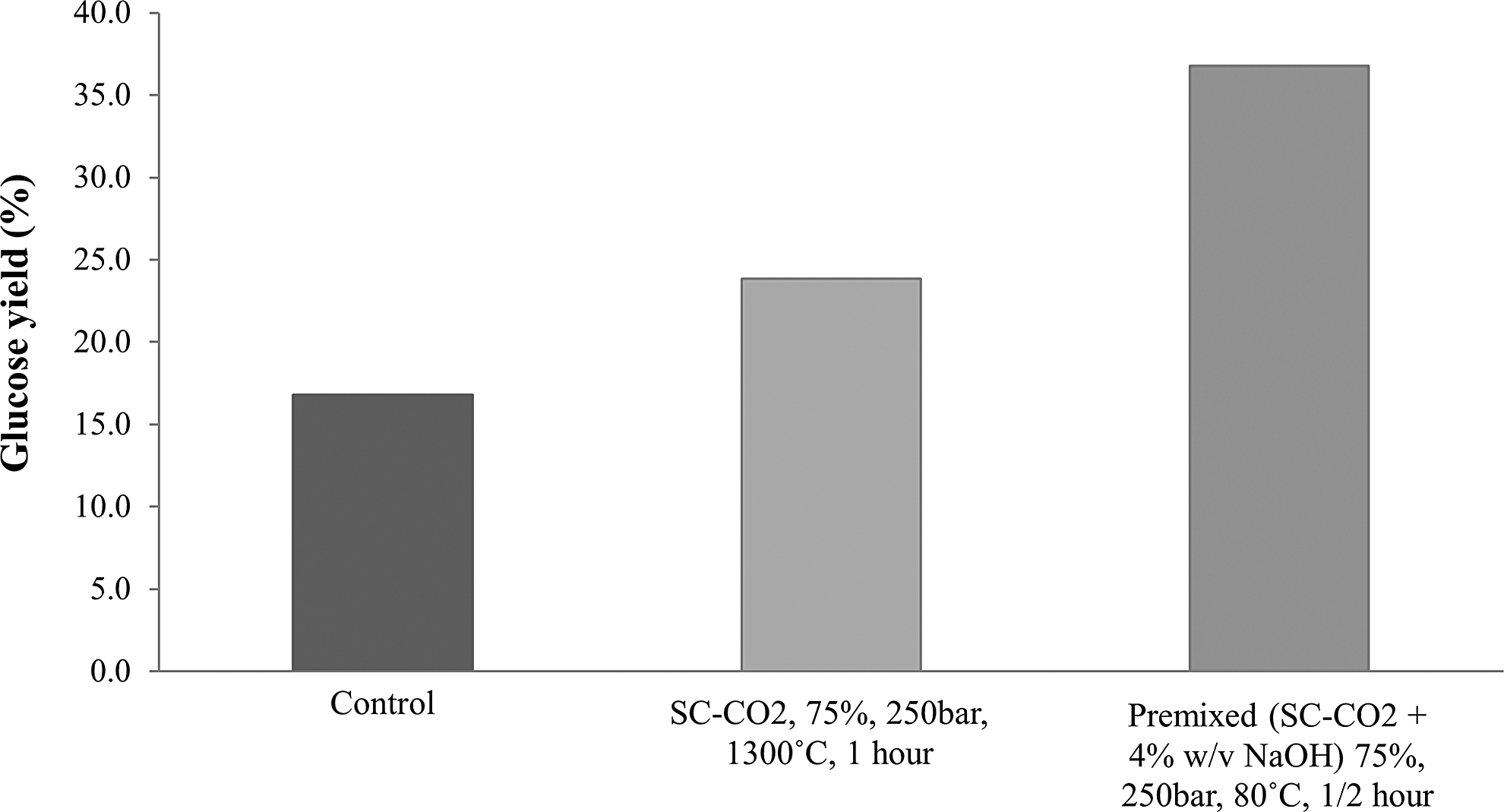
Glucose yield following enzymatic hydrolysis with supercritical (SC-CO2) and combined (premixing alkali + SC-CO2) pretreatment after 48 h.
SEM Analysis
SEM analysis was used to observe the structural changes in EFBs before and after pretreatment. Figure 6 shows SEM images of EFB samples before and after pretreatment at 130°C and 250 bar with 75% moisture content for 1 h. Before pretreatment, EFBs have a rough surface, with the silica bodies on the surface strand. The structure looks very rigid and solid because the surface of the fiber is covered by a layer of matrix materials comprised of lignin and waxes, for example. After the SC-CO2 pretreatment process, the structure of EFBs becomes fluffy and ruptured due to the quick release of CO2. 23 Thus, more cellulose was exposed to the enzymes, resulting in increased glucose yields.
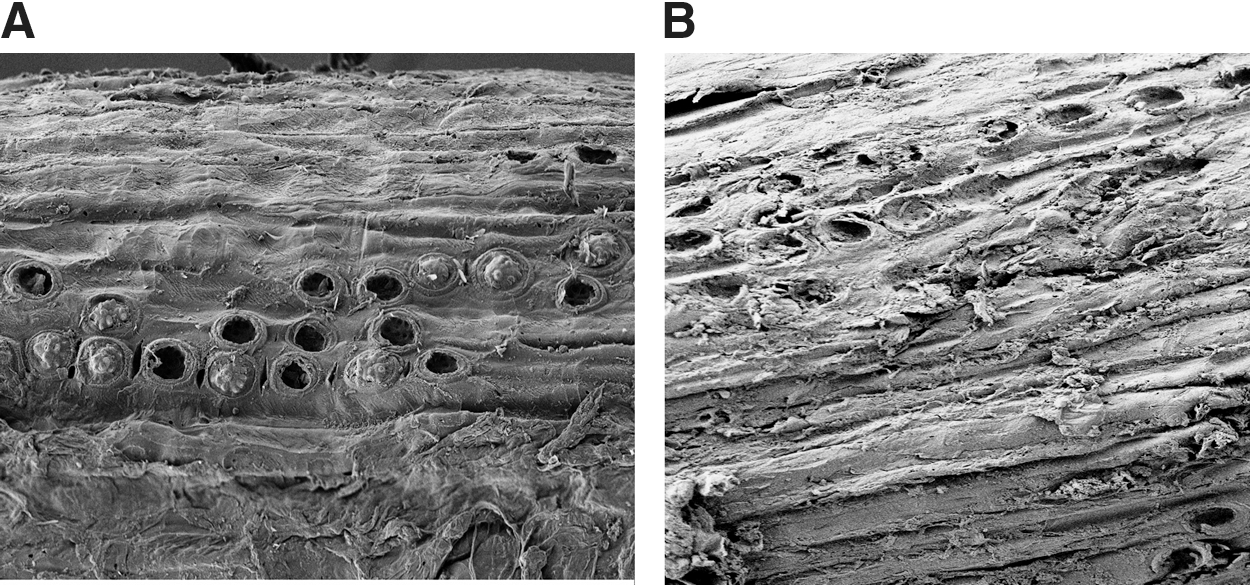
SEM images of EFB samples
Conclusions
SC-CO2 pretreatment of EFBs enhances the glucose yields of enzymatic hydrolysis. Our results indicate that glucose yields increased with an increase in pretreatment temperature, pressure, and time. The highest glucose yield—obtained at 130°C, 250 bar, for 60 min and with 75% moisture content—was 24%, compared to 17% yield from untreated EFBs. Further, the result from premixed (SC-CO2 + alkaline) pretreatment showed that glucose yield increased approximately 13% compared to pretreatment using SC-CO2 alone. After SC-CO2 pretreatment, SEM images demonstrated that the structure of EFBs became fluffy and ruptured compared to untreated EFBs due to the quick release of CO2.
Footnotes
Author Disclosure Statement
No competing financial interests exist.