
Abstract
A systematic study was conducted on the effects of specific concentrations of fermentation inhibitors acetic acid, 5-hydroxymethylfurfural (5-HMF), furfurals, and phenolics on the fermentation of xylose to xylitol and hexoses to ethanol by Candida guilliermondii in water-soluble fractions (hydrolysates) from steam-pretreated sugarcane bagasse, hybrid poplar, switchgrass, mixed wood, and giant reed. The influence of different inhibitor concentrations on the growth and fermentation abilities of C. guilliermondii cultivated in lignocellulosic hydrolysates was measured during liquid batch cultures. In the presence of up to 8 g/L of acetic acid along with furfural, 5-HMF, and phenolics (found in hybrid poplar hydrolysate and sugarcane bagasse), the ethanol and xylitol yields increased up to 140% and 88%, respectively, compared to a control containing no inhibitors
Introduction
During bioconversion of lignocellulosic biomass to biofuels and biochemicals, several different pretreatment methods can be used to facilitate the enzymatic hydrolysis of lignocellulosic feedstock. 1,2 One of the most thoroughly investigated methods is steam explosion pretreatment. 3 –5 In particular, it has been shown that sulfur dioxide (SO2)-catalyzed steam explosion at optimized conditions can provide a high recovery of hemicellulosic sugars and minimal production of fermentation inhibitors. 3 –6
During SO2-catalyzed steam pretreatment, there are three main process variables: temperature, time, and SO2 level. Each feedstock has different processing requirements due to chemical and structural variations. A low severity can lead to incomplete fractionation of biomass, causing low glucan conversion during enzymatic hydrolysis. Higher severity steam pretreatment results in a more complete delignification and better hydrolysis conversion, which is desirable, but the inevitable effect of increased severity is the formation of numerous degradation products that can inhibit downstream fermentation processes.
These inhibitory compounds adversely affect microbial growth and fermentation yields. 7 –10 Two major groups of potential inhibitors have been found in the liquid fraction after pretreatment of lignocellulosic feedstocks: process-derived inhibitors created during pretreatment (e.g., lignin and sugar-degradation products such as furfural and 5-hydroxymethylfurfural (5-HMF) from pentoses and hexoses, respectively), and naturally occurring inhibitors from the feedstock (e.g., sterols, acetic and uronic acids, resin/fatty acids, and phenolics), all of which may have adverse effects during fermentation. 7,11,12
To detoxify and increase the fermentability of the substrates, chemical, physical, and biological methods can be used to remove inhibitors prior to the fermentation. 7,13 –16 However, detoxification may not be necessary when specific concentrations of fermentation inhibitors are present in hydrolysates, a fermenting organism with a high inhibitor tolerance is used, or the process conditions are modified. 17,18 For instance, complete fermentation of an acid hydrolysate of spruce, which was strongly inhibiting in batch fermentation, has been achieved in fed-batch fermentation without any detoxification treatment. 18,19
When present at specific concentrations, fermentation inhibitors may not impose a negative effect on final product yield. 10,20 –22 In the previous studies, it was observed that at specific concentrations, these compounds may even lead to increased ethanol yield and productivity due to uncoupling reactions by the presence of weak acids such as acetic acid, or due to decreased glycerol production in the presence of furfural. 20,23,24 Therefore, pretreatment degradation products are not necessarily always inhibitory compounds as long as their concentration is lower than a threshold concentration that negatively affects the process. 25 Although previous studies have reported this phenomenon, no systematic studies have been conducted to thoroughly understand this mechanism in xylitol and ethanol fermentation by Candida guilliermondii. Xylitol is a five-carbon sugar alcohol with an established commercial history as an alternative sweetener. 26 It has also been utilized in the pharmaceutical industry due to its role in reducing dental cavities. 27 Although xylitol is currently produced chemically by catalytic reduction of xylose, various microorganisms such as Candida, Pachysolen, and Debaryomyces strains can convert xylose to xylitol by biological means. 9,27 –29 Candida yeasts in particular have been extensively studied in regard to their biotechnological application in xylitol production.
The concentration of sugars and pretreatment byproducts in lignocellulosic hydrolysates depends on pretreatment conditions. 25 An understanding of the influence of pretreatment conditions on sugar release and production of degradation products can aid in optimizing the pretreatment conditions for enhanced final product yields. Therefore, the first objective of this study was to investigate the effect of different concentrations of fermentation inhibitors originating from five different steam-pretreated feedstocks on the xylitol and ethanol yields from C. guilliermondii. The second objective was to test if the conditions for steam pretreatment of hybrid poplar could be tailored to produce specific concentrations of fermentation inhibitors that enhance xylitol and ethanol production.
Materials and Methods
Yeast Strain
C. guilliermondii FTI-20037 (NRC 5578) was obtained from the ATCC (Manassas, VA). This strain was taken from −80°C stocks and maintained on yeast extract-peptone-glycerol solid medium (10 g/L yeast extract, 20 g/L peptone, 20 g/L glucose, and 18 g/L agar, Difco, Becton Dickinson, Franklin Lakes, NJ) at 4°C and transferred to fresh plates on a weekly basis.
Culture Media Conditions
Cells were grown to high cell density in foam-plugged 1-L Erlenmeyer flasks containing 500-mL yeast peptone (YP)-sugar liquid media (10 g/L yeast extract and 10 g/L peptone, supplemented with 10 g/L xylose) in an orbital shaker for 2 d at 30°C and 150 rpm, with subsequent transfer to fresh medium every 24 h. After 48 h of growth, cell cultures were harvested, centrifuged, and decanted to yield cell pellets. Pellets were then washed three times with sterile distilled water and subsequently adjusted with sterile distilled water to a calculated concentration of 5 g dry cell weight (DCW) per L on a spectrophotometer (Shimadzu UV-1700, Columbia, MD) via standard curves relating 600-nm absorbance to DCW/L concentration.
Carbohydrates, Alcohols, Acetic Acid, Furfural, and 5-HMF
The reagent-grade sugars (glucose, xylose, galactose, mannose, and arabinose) were obtained from Supelco (Bellefonte, PA). Ethanol (4 mg/mL), xylitol (5 mg/mL), furfural, 5-HMF, and acetic acid were obtained from Sigma–Aldrich (St. Louis, MO).
Fermentation
Preparation of hydrolysates
The following lignocellulosic biomass samples were steam pretreated at previously described conditions: hybrid poplar (Populus deltoids) at 205°C, 10 min, without SO2; giant reed (Arundo donax) at 190°C, 5 min, 3% SO2; switchgrass (Panicum virgatum) at 195°C, 7.5 min, 3% SO2; sugarcane bagasse (Saccharum officinarum) at 205°C, 10 min, 3% SO2; mixture of hardwood (hybrid poplar, Populus deltoids) and softwood (Douglas-fir, Pseudotsuga menziesii) chips at 210°C, 10 min, 3% SO2. 3,30 –32 The water-soluble fractions (hydrolysates) from these feedstocks were collected and fermented into xylitol and ethanol, as previously described by Bura. 21
For optimization of steam-pretreatment conditions for the production of unique concentrations of fermentation inhibitors, hybrid poplar chips (screened to approximately 5 mm thickness and 1–3 cm length and width) without bark (50% moisture content) were obtained from Forest Concepts (Auburn, WA) and stored at −20°C until use. Briefly, hybrid poplar chips were impregnated overnight with anhydrous SO2 in plastic bags. The samples were then loaded in duplicate, 400-g batches into a preheated, 2.7-L steam gun, manufactured by Aurora Technical (Savona, BC, Canada). Three samples impregnated with 3% (w/w) SO2 were exploded for 5 min at 190°C, 195°C, and 200°C. The other three samples were not impregnated with SO2 and were exploded at 205°C and 212°C for 10 min, and 212°C for 15 min. The water-soluble fractions (hydrolysates) from steam pretreatment were recovered by vacuum filtration and kept at −20°C until use. These fractions were analyzed for monomeric carbohydrates, acetic acid, 5-HMF, and furfural by high-performance liquid chromatography (HPLC).
Water-soluble fraction (hydrolysate) fermentation
The fermentation process was performed in a similar manner to fermentation experiments described by Bura. 21 The initial concentration of sugars (glucose and xylose) present in the hydrolysate was brought up to 30 g/L with filter-sterilized, reagent-grade sugars (Supelco). The hydrolysates were supplemented with 0.1% (w/v) yeast extract, 0.17% (w/v) yeast nitrogen base without amino acids, and 5% (w/v) urea (purchased from Sigma–Aldrich). The initial pH of the hydrolysates was adjusted with NaOH to 6 prior to fermentation. The controls consisted of the reagent-grade sugars at the same concentration measured in the hydrolysates. The detailed sampling procedure has been described previously by Bura and Vajzovic. 10,21
Analysis of Sugars and Other Compounds
Monomeric and total sugars
The concentration of monomeric sugars (arabinose, galactose, glucose, xylose, and mannose) in the hydrolysates and fermentation samples were measured on a Dionex (Sunnyvale, CA) HPLC (ICS-3000) system equipped with an autosampler, electrochemical detector, dual pumps, and anion exchange column (Dionex, CarboPac PA1). Deionized water at 1 mL/min was used as an eluent, and post-column addition of 0.2 M NaOH at a flow rate of 0.5 mL/min ensured optimization of baseline stability and detector sensitivity. After each analysis, the column was reconditioned with 0.25 M NaOH. Twenty μL of each sample was injected after filtration through a 0.22-μm syringe filter. Standards were prepared containing sufficient arabinose, galactose, glucose, xylose, and mannose to encompass the same range of concentrations as the samples. Fucose (0.2 g/L) was added to all samples and standards as an internal standard.
Ethanol, xylitol, acetic acid, furfural, 5-HMF, and phenolics analysis
Ethanol, xylitol, acetic acid, furfural, and 5-HMF were measured using refractive index detection on a Shimadzu Prominence LC. Separation of these compounds was achieved by an anion exchange column (REZEX RHM-Mono saccharide H+ (8%), Phenomenex, Torrance, CA) with an isocratic mobile phase that consisted of 5 mM H2SO4 at a flow rate of 0.6 mL/min. The column was maintained at a constant temperature of 63°C. Twenty μL of each sample was injected after being appropriately diluted in deionized water and filtered through a 0.22 μm syringe filter. Standards were prepared and used to quantify the unknown samples.
The Folin–Ciocalteu (F–C) assay was used to approximate the total phenolics concentrations in the hydrolysates, using gallic acid as a standard. 33 Folin Ciocalteu reagent and gallic acid were purchased from Sigma–Aldrich. The samples were analyzed by determining the absorbance of each solution at 765 nm against the blank, and absorbance versus concentration were plotted.
The theoretical yield for ethanol production from glucose is 0.51 g ethanol/g glucose.
7
Ethanol yields and percent theoretical yields were calculated using the equations formulated by Keating.
34
The theoretical yield used for xylitol production from xylose was 0.91 g xylitol/g xylose.
9
It was assumed that all xylitol formed during the growth phase of the mixed sugar fermentations was derived from xylose. Cumulative xylitol (Yxylitol; g xylitol produced/g total xylose consumed) yields were calculated during and at the end-point of the fermentations. The specific consumption and production rates were calculated based on the log-mean cell density,
where S is the substrate or product, X is dry cell weight, and t is time. 35 Within each experiment, tests were conducted in triplicate in separate flasks and the standard deviation calculated between three replicates.
Severity Factor
SO2-catalyzed and uncatalyzed steam-pretreatment reaction conditions were evaluated for their severity factor, which is often used for the evaluation of the process and to describe the lignin reduction and xylan solubilization.
36
Equation 2 describes the severity factor of the pretreatment, which increases as a function of time t (min) and temperature T (°C), as follows:
The combined severity (CS) factor shown in Equation 3 is calculated based on the severity factor log(R0) (Equation 2), and the hydrolysate pH measured after pretreatment.
37,38
Results and Discussion
Fermentation of Water-Soluble Fractions Obtained after Steam Pretreatment of Five Different Feedstocks
Two major groups of potential inhibitors have been found in the liquid fraction after pretreatment of lignocellulosic feedstocks: feedstock-inherited (primarily acetic acid and lignin-degradation products) and process-derived (furfural, 5-HMF, and phenolic compounds). The total phenolic compounds generated from acid-soluble lignin were measured and reported (Table 1). Based on the fact that furfural can be further degraded to formic acid, and 5-HMF to formic acid and levulinic acid, we measured both acids in all tested water-soluble streams and detected zero concentrations (data not shown). 39,40 The elemental analysis of the hydrolysates was conducted, and metals such as arsenic, barium, boron, cadmium, calcium, chromium, copper, iron, lead, magnesium, manganese, molybdenum, nickel, phosphorus, potassium, selenium, silicon, silver, sodium, sulfur, and zinc were detected in traces (data not shown).
Chemical Composition and Xylitol (XOH) and Ethanol (EOH) Yields Expressed as Percent of Theoretical (Y%T) in Hydrolysates Obtained by Steam Pretreatment of Mixed Wood, Hybrid Poplar, Giant Reed, Switchgrass, and Sugarcane Bagasse
The reported results are the average of triplicate studies with a deviation of ≤2%. The controls consisted of the reagent-grade sugars at the same concentration as measured in the hydrolysates.
Both categories of major inhibitors were present in varied amounts in the liquid fractions derived from five lignocellulosic feedstocks (mixed wood, hybrid poplar, giant reed, switchgrass, and sugarcane bagasse) steam-pretreated at 190–210°C, for 5–10 min, and with 3% (w/w) SO2 (Table 1). These five hydrolysates were evaluated for xylitol and ethanol production by C. guilliermondii and compared to the controls, which consisted of the reagent-grade sugars at the same concentration as measured in the hydrolysates.
The concentrations of fermentation inhibitors were dependent on applied pretreatment conditions and the type of feedstock used. As shown in Table 1, the concentration of acetic acid ranged from 1 g/L to 8.2 g/L. The concentrations of furfural ranged from 0.3 g/L to 3.4 g/L; 5-HMF from 0.1 g/L to 0.5 g/L; and phenolics from 1.3 g/L to 3.3 g/L. The highest total inhibitors concentrations measured were observed in giant reed hydrolysate, and the lowest concentrations were found in the mixed wood hydrolysate.
Following fermentation, the ethanol yield was as high as 138% of theoretical (measured in the hydrolysate from hybrid poplar) or as low as 100% of theoretical—the same as the control—measured in giant reed hydrolysate (Table 1). In spite of the presence of all four inhibitory compounds in the other hydrolysates (mixed, switchgrass, and sugarcane bagasse), there was no negative effect observed by combining inhibitors, and in contrast, the combinations enhanced ethanol yields. This is likely because the total concentration of all the inhibitors was below the inhibitory threshold concentration by which the cell growth rate and the kinetics of product formation by C. guilliermondii were not affected (Tables 1–2).
The Specific Rates of Glucose and Xylose Consumption and Xylitol and Ethanol Production during Fermentation of Different Hydrolysates by C. guilliermondii
The reported results are the average of triplicate studies with a deviation of ≤3%. The controls consisted of the reagent-grade sugars at the same concentration as measured in the hydrolysates; athe specific rates of sugar consumption were calculated based on the log-mean dry cell density and the Δsubstrate and Δtime; bthe specific rates of xylitol from xylose and ethanol from glucose production were calculated based on the log-mean dry cell density and the product concentration and Δtime.
It was observed that the higher the concentration of acetic acid (up to 5 g/L) in the hydrolysate, the higher the ethanol yield compared to the control (Table 1). Ethanol production in excess was ascribed to enhanced xylose fermentation in the presence of acetic acid, as shown by the stoichiometry 48 xylose +21 H2O → 42 xylitol + 3 ethanol + 24 CO2. 41 As the hydrolysates contain more acetic acid, the decreased growth rates and increased glucose and xylose uptake by C. guilliermondii (data not shown) possibly reflects the additional energy required for proton transport through the plasma membrane. The same effect has been previously observed; Vajzovic and Bura reported that certain concentrations of fermentation inhibitors tend to have a stimulatory effect on xylitol and ethanol yields by the Rhodotorula mucilaginosa strain PTD3. 10,21,42
To explain the conversion of xylose to ethanol by known reactions, it is generally accepted that the initial steps involve sequential reduction to xylitol and oxidation to convert xylitol to xylulose. 9,43 Xylulose kinase then catalyzes the formation of xylulose-5-phosphate, which undergoes rearrangements catalyzed by transketolase and transaldolase to form hexose phosphate. 26,28,43 Finally, hexose phosphate is converted to ethanol by the glycolytic pathway. 9,43 Considering that ethanol yield increased by 38% in hybrid poplar hydrolysate compared to the control (Table 1), we speculate that a fraction of xylitol is converted into xylulose due to the simultaneous increase of xylose reductase and xylitol dehydrogenase activities. In the giant reed hydrolysate, the ethanol yield by C. guilliermondii was not enhanced at acetic acid concentrations of 8.2 g/L and was similar to the control (100% of theoretical) (Tables 1, 3). This signals that the concentration of acetic acid was approaching a threshold concentration point, beyond which, the lag-phase in growth would occur and ultimately lower ethanol yields.
Process Variables, Chemical Composition and Xylitol and Ethanol Yields Expressed as Percent of Theoretical (Y%T) in Hydrolysates Obtained by Steam Pretreatment of Hybrid Poplar
The reported results are the average of triplicate studies with a deviation of ≤3%. Inhibitor concentrations are expressed as g/100 g raw biomass. The controls consisted of the reagent-grade sugars at the same concentration as measured in the hydrolysates; athe combined severity factor (CS) is calculated based on the severity factor log(Ro) (Equation 2), and the pH after pretreatment through Equation 3 where the pH is measured after the pretreatment; bg/100 g is a unit of an inhibitor in grams per 100 grams of biomass.
Similarly, in the presence of acetic acid, the production of xylitol was enhanced up to 20% for concentrations up to 2.1 g/L of acetic acid (Table 1). However, fermentation of xylose to xylitol from the giant reed and hybrid poplar hydrolysates was negatively affected by the presence of acetic acid at 5 g/L and 8 g/L (Table 1). The xylitol yields were measured in hydrolysate from sugarcane bagasse as high as 88% of theoretical and as low as 41% in giant reed compared to the control, which measured 67% of theoretical (Table 1). Vajzovic et al. reported that the ethanol yield by Rhodotorula mucilaginosa strain PTD3 was enhanced even in the presence of the highest concentration of acetic acid tested (20 g/L) while xylitol yield was lowered even at the lowest concentration of acetic acid tested (5 g/L). 10
Hence, contrary to previous observations, this work found specific concentrations of acetic acid, furfural, 5-HMF, and phenolics exerted a stimulating effect on the xylitol and ethanol yields by C. guilliermondii up to 20% of xylitol in sugarcane bagasse and 38% of ethanol in hybrid poplar (Table 1–2). 44,45
In the current study, the highest concentrations of furfural (3.4 g/L), 5-HMF (0.5 g/L), and phenolics (3.3 g/L) were measured in the giant reed hydrolysate (Table 1). Combined with acetic acid, this resulted in a combined inhibitor concentration of 15.4 g (Table 1). The xylitol yield in giant reed hydrolysate was reduced to 41% of theoretical compared to 67% of theoretical in the inhibitor-free control—indicative of the negative effect of higher concentrations of acetic acid, furfural, 5-HMF, and phenolics (Table 1). The highest xylose consumption was calculated in mixed wood and sugarcane bagasse—0.11 g/(g·h)—and was twice as much compared to the control, 0.05 g/(g·h). Similarly, the highest xylitol production rate—0.09 g/(g·h)—was calculated in hybrid poplar and sugarcane bagasse and was three-fold higher than the control, 0.03 g/(g·h). The specific xylitol and ethanol production rate as well as the specific xylose and glucose consumption rate in giant reed were the lowest calculated compared to the rate in liquid fractions from other feedstocks (Table 2). Intracellular acetaldehyde accumulation is considered to be the reason for an observed lag-phase in cellular growth (data not shown), which ultimately resulted in lower yields at the higher concentration of this inhibitor in giant reed hydrolysate. A similar effect on xylitol and ethanol yields due to certain inhibitor concentrations has been previously observed. 10,44,46 However, the effects of inhibitors on xylose-to-xylitol bioconversion have not been deeply investigated yet.
In conclusion, among all five hydrolysates, the best ethanol and xylitol yields were measured in hybrid poplar and sugarcane bagasse hydrolysates, respectively.
Fermentation of Water Soluble Fractions Obtained after Steam Pretreatment of Hybrid Poplar
Since the highest ethanol yield was observed in hybrid poplar, systematic screening of hybrid poplar hydrolysates for production of an acceptable concentration range of fermentation inhibitors for enhancement of xylitol and ethanol yields was conducted. Based on previous studies, six different steam pretreatment conditions (190–212°C; 5–15 minutes reaction time, 0–3% (w/w) SO2) were used to ensure that the majority of liberated sugars were in fermentable and hydrolysable form. 47 The chemical composition of all the liquid fractions obtained after steam pretreatment was measured (Table 3).
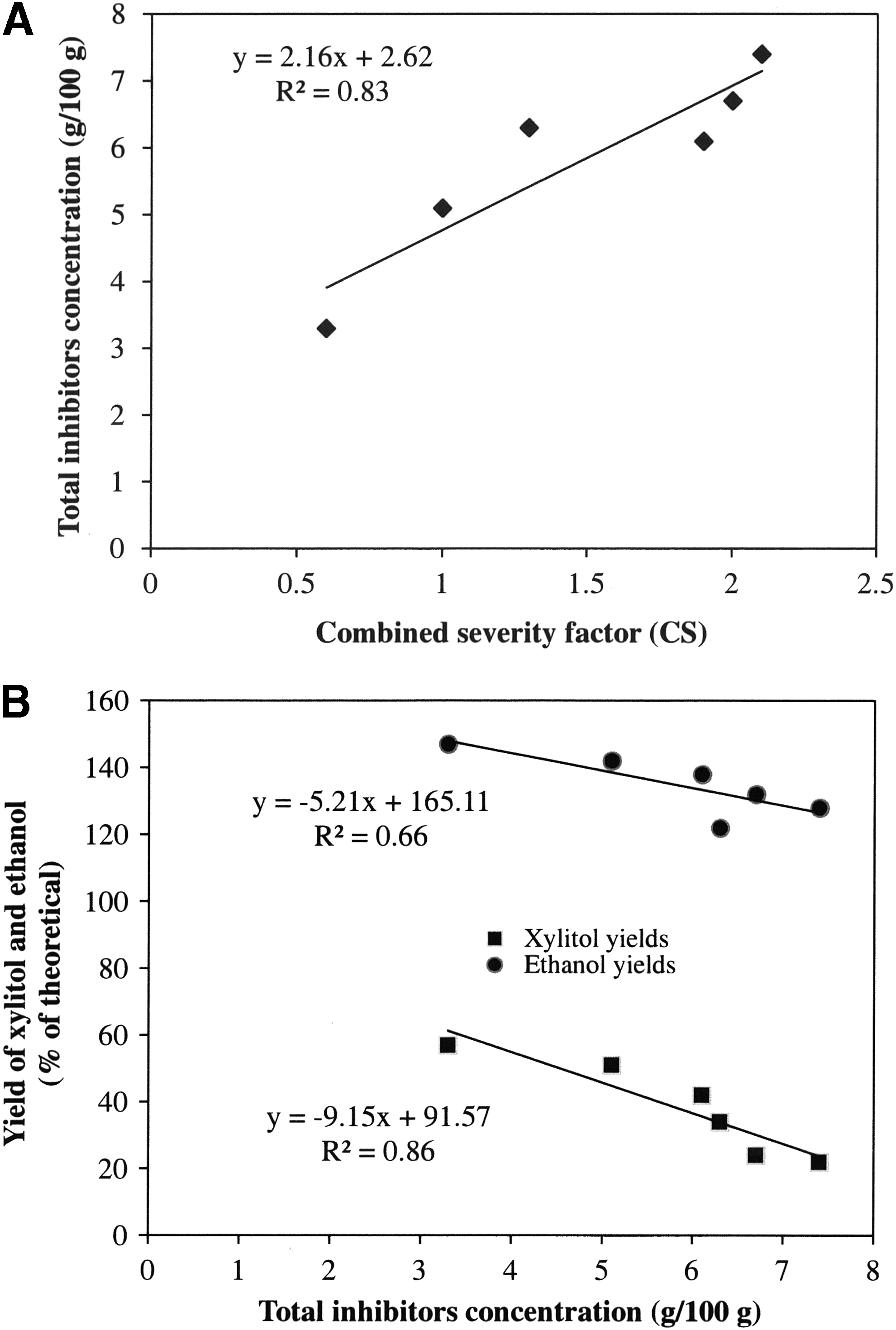
As the combined severity increased (CS), the amount of total inhibitors increased. Ultimately, this negatively affected both xylitol and ethanol yields (Fig. 1a-b). Specifically, as the CS factor increased, concentrations of acetic acid and phenolics increased (conditions 1–3) and plateaued for conditions 4–6, with higher CS factors up to 3.8 and 1.5 g per 100 g of biomass, respectively (Table 3, Fig. 1a). Not surprisingly, as the CS factors increased, the concentration of 5-HMF and furfural increased, up to 0.4 and 1.7 g per 100 g of biomass (Table 3, Fig. 1a). 48 At lower pretreatment severities, the recovery of hemicellulosic sugars is higher, and the lowest amount of inhibitory compounds are produced. 1,48 However, at higher pretreatment severities, soluble sugars derived from hemicellulose are converted to degradation byproducts, including 5-HMF and furfural 7 .
In general, the overall carbohydrate yield decreases sharply when temperature increases, and higher yields of lignin condensation-phenolics and sugars-degradation products are observed at longer reaction times.
1,8,36,48,49
In addition, the use of an acid catalyst in steam pretreatment can elevate the production of process
Table 4 shows that ethanol yields by C. guilliermondii were enhanced by the presence of the fermentation inhibitors for all the concentrations tested (up to 43% more, as compared to the control). As the CS factors increased, the consumption of specific sugars glucose and xylose and the specific production rates of xylitol and ethanol, respectively, decreased for all the pretreatment conditions tested (Table 4). Clearly, xylitol yield was impaired by the inhibitory compounds for all the conditions tested. As the CS increased, the xylitol yield was more negatively affected (Fig. 1b). The drop in xylitol yields was especially pronounced in SO2-catalyzed hydrolysates, with the lowest xylitol yields (22% of theoretical) compared to the control (67% of theoretical).
The Specific Rates of Glucose and Xylose Consumption and Xylitol and Ethanol Production During Fermentation of Hybrid Poplar Hydrolysates by C. guilliermondii
The reported results are the average of triplicate studies with a deviation of ≤2%. The controls consisted of the reagent-grade sugars at the same concentration as measured in the hydrolysates; athe specific rates of sugar consumption were calculated based on the log-mean dry cell density and the Δsubstrate and Δtime; bthe specific rates of xylitol from xylose and ethanol from glucose, production were calculated based on the log-mean dry cell density and the product concentration and Δtime.
To summarize, as the CS increased up to 2.1, the total concentration of degradation products increased, positively affecting ethanol yields in relation to the controls and negatively affecting xylitol yields (Fig. 1a-b). Impregnation of hybrid poplar with SO2 prior to steam pretreatment resulted in increased formation of fermentation inhibitors when compared to uncatalyzed pretreatment of the same feedstock. In order to have a certain concentration of phenolics, acetic acid, 5-HMF, and furfural generated during biomass pretreatment for enhancement of ethanol and xylitol yields, adequate feedstock selection is an imperative. Not only is biomass type crucial for a successful fermentation of xylitol and ethanol by C. guilliermondii, but tailored steam-pretreatment conditions can further refine concentrations of the process-derived chemicals that can enhance yields. Based on these findings, a suitable feedstock can be steam pretreated under optimum conditions for a successful biorefinery complex with high xylitol and ethanol yields.
Conclusions
We investigated the effect of inhibitors on the production of xylitol and ethanol by C. guilliermondii. Contrary to previous observations, it was shown that certain concentrations of acetic acid, furfural, 5-HMF, and phenolics boosted xylitol and ethanol yields in hydrolysates from five different steam pretreated feedstocks. Specifically, the presence of up to 2.1 g/L acetic acid enhanced ethanol yields up to 138% of theoretical in mixed wood, switchgrass, and sugarcane bagasse hydrolysates compared to the control (67%). Unlike other, similar studies, our study demonstrated that acetic acid boosted the xylitol yields at up to 5 g/L of this inhibitor with constant xylitol production and xylose-consumption rates. Tailoring the steam-pretreatment conditions of hybrid poplar generated a range of fermentation inhibitors that enhanced ethanol yield. However, none of the conditions were optimal for enhancing xylitol yield. Ethanol yields were enhanced by the presence of acetic acid and the other fermentation inhibitors for all the concentrations tested (up to 43% higher compared to the control). However, a 10% drop in xylitol yield was observed even at the lowest acetic acid concentration of 1.6 g/g or 5.8 g/L (biomass steam pretreatment performed at 205°C for 10 minutes without SO2 impregnation) compared to the control.
We present herein a novel approach for optimizing steam-pretreatment conditions to generate varied concentrations of fermentation inhibitors, which improved hexose to ethanol and xylose to xylitol yields by C. guilliermondii. This approach will allow us in the future to find the optimum concentration of inhibitors to increase both ethanol and xylitol yields. It was demonstrated that with certain feedstocks, acetic acid, furfural, 5-HMF, and phenolics at specific concentrations can be called enhancers rather than fermentation inhibitors.
Footnotes
Acknowledgements
This research was partially supported with funding from the National Science Foundation Division of Graduate Education award 0654252, the Integrative Graduate Education and Research Traineeship program on Bioresource Based Energy for Sustainable Societies. We would like to thank Shannon Ewanick, Rodrigo Morales, and Neethi Nagarajan for all of their invaluable insights and help in the lab. We also thank the Denman Professorship in Bioresource Science Engineering, University of Washington, for financial support.
Author Disclosure Statement
No competing financial interests exist.