
Abstract
This study evaluated high sulfur dioxide (SO2) loading in applying Sulfite Pretreatment to Overcome the Recalcitrance of Lignocelluloses (SPORL) to Douglas-fir forest residue (FS-10) for ethanol production through yeast fermentation. Three pretreatments were conducted at 140°C with a targeted total SO2 loading of 32 wt% on wood, or 80 g/L in the pretreatment liquor. Magnesium was used as the metal base with a targeted combined SO2 loading of 4.4 wt% on wood. A pretreatment duration of approximately 60 min was found sufficient to effectively remove the strong recalcitrance of FS-10 with ultra-low degradation of sugar to furans. Pretreatment mixing was performed through either a rotating digester or liquor circulation, and was found to have no significant effect on pretreatment performance. The ultra-low furan formation facilitated enzymatic saccharification and fermentation at total solids loading of 20% without detoxification. At cellulase loading of 35 mL/kg FS-10, a maximal ethanol yield of 322 L/t FS-10 at a titer of 57.3 g/L, equivalent to 79.1% theoretical based on FS-10 glucan, mannan, and xylan content, was achieved. Compared with a similar low-temperature pretreatment at minimal total SO2 loading of 6.6 wt% on wood, high SO2 loading of 32 wt% reduced pretreatment time from 240 min to 60 min with lower furan formation, which improved ethanol yield by 13% through yeast fermentation.
Introduction
Fermentation is a mature and efficient bioprocess that has long been used by the food, wine, and dairy industries for economic production of commodity food and beverage products. Fermentation was proposed as a viable pathway for the commercial production of biofuels from lignocellulosic sugars to supplement petroleum-based liquid transportation fuels. 1 The ability to produce low-cost and quality sugars from lignocellulosic biomass—a daunting task despite extensive research and development efforts—is key to success in biofuels. Feedstock is a primary cost factor in sugar production. According to a recent National Research Council report, forest harvest residues are one of the most affordable feedstocks and can be sustainably produced in large quantities in many regions. 2 –4 Forest residues are woody biomass, especially those from softwood species, but are highly recalcitrant to biochemical deconstruction to fermentable sugars. Chemical pretreatments to remove recalcitrance and facilitate subsequent enzymatic saccharification often result in degradation of structural components into fermentation inhibitors. 5 –7 These inhibitors not only have the potential to reduce fermentation efficiency, but can also prevent the downstream high solids fermentation necessary to achieve high biofuel titers and reduced separation costs. Removal of inhibitors is possible, but not without additional processing steps and costs. Here we demonstrate scalable and potentially economical pretreatment methods for Douglas-fir forest residue with low inhibitor formation for high-titer biofuel production through fermentation without using detoxification.
Sulfite pretreatment to overcome the recalcitrance of lignocelluloses (SPORL) was employed in this study. 8,9 SPORL is one of the most promising processes for woody biomass applications. When compared with competing technologies, such as sulfur dioxide (SO2) steam explosion, SPORL produced a higher ethanol yield with substantially lower yeast loading, mostly due to low inhibitor formation. 10,11 Biofuel production using organosolv processes has yet to be demonstrated. 12,13 SPORL was developed based on sulfite pulping and therefore is commercially scalable. However, SPORL is different from sulfite pulping because it uses a shorter reaction time, a slightly higher temperature, and often a lower sulfite loading to reduce operating costs. 11 Kinetic analysis suggest that using low temperature in pretreatments can balance inhibitor formation with sugar production, because sugar degradation often has a higher activation energy than that for hemicellulose dissolution. 6,14 This has been demonstrated while using SPORL pretreatment of lodgepole pine at 165°C and 180°C for high-titer bioethanol production. 15 To use existing sulfite pulp mill infrastructure for scale-up studies, SPORL was also carried out at 145°C (based on the digester capabilities of an existing sulfite pulp mill) to pretreat Douglas-fir forest residue at a minimal (low) total SO2 loading of 6.6 wt% on wood. 9 An extended pretreatment duration of 240 min was required, however, to maintain adequate pretreatment severity and to ensure good sugar yield. A long pretreatment time not only reduces production capacity and increases capital cost, but also increases furan formation, as predicted. 6
To reduce pretreatment time using SPORL at low temperatures, the present study evaluates the potential of SPORL using high SO2 loading for pretreating a Douglas-fir forest residue to achieve near-zero furan formation. The study was motivated by the potential to use a commercial magnesium sulfite pulp mill for a large United States Department of Agriculture (USDA)-sponsored research project aimed at producing 1,000 gallons of biobased jet fuel from forest harvest residue in the US Pacific Northwest. The pretreatment temperature of 140°C and total SO2 loading of 32 wt% on wood (most of which is recovered in the mill) was selected based on the operating conditions of the sulfite pulp mill. Magnesium was used as the metal base and fully recovered in the sulfite mill—an advantage compared with other metals.
Materials and Methods
The entire experiment, including forest residue collection, grounding, pretreatment, and enzymatic saccharification and fermentation were carried out according to the schematic flow diagram shown in Fig. 1.
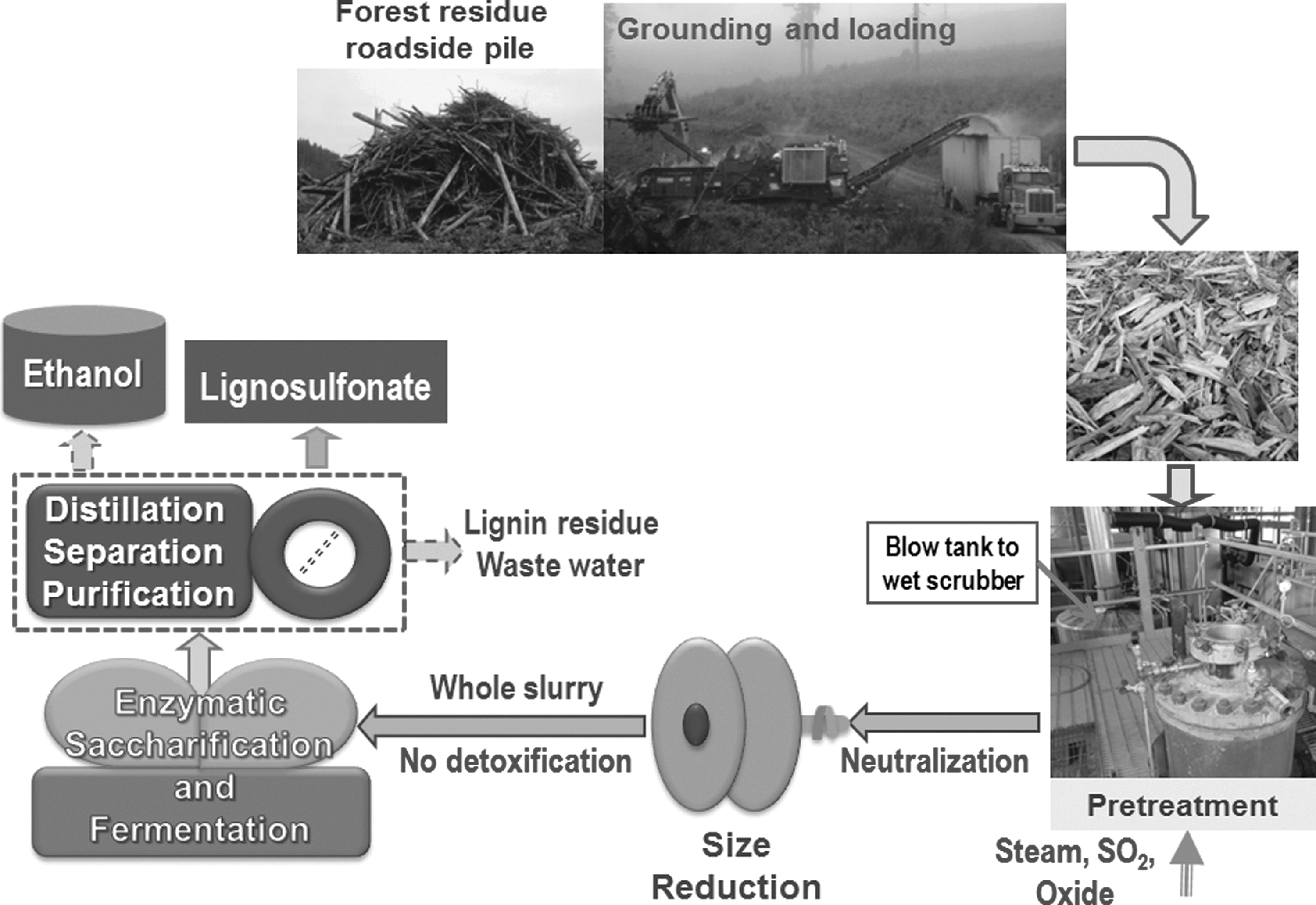
A schematic flow digram showing forest residue collection, grounding, pretretament, and enzymatic saccharification and fermentation.
Materials
Douglas-fir forest residue was collected from a regeneration harvest in a primarily Douglas-fir stand on Mosby Creek, located southeast of Cottage Grove in Lane County, OR, and owned by Weyerhaeuser Company (Federal Way, WA). The forest residue was ground (Fig. 1) and screened according to the method described previously. 16 The acceptable forest residue was labeled as FS-10 and was then air-dried to a moisture content of 15%, before being shipped to the USDA Forest Products Laboratory in Madison, WI.
A commercial cellulase enzyme, Cellic CTec3 (abbreviated CTec3), was provided by Novozymes North America (Franklinton, NC). The cellulase activity was 217 filter paper cellulase units (FPU)/mL, as measured using a method documented in the literature. 17 All the chemicals used for this study were ACS-reagent grade and acquired from Sigma-Aldrich (St. Louis, MO).
An engineered yeast strain of Saccharomyces cerevisiae, YRH-400, was obtained from USDA Agriculture Research Service. 18 Yeast extract peptone dextrose (YPD) agar plates containing 10 g/L yeast extract, 20 g/L peptone, 20 g/L glucose, and 20 g/L agar were used to grow the strain at 30°C for 2 days. A colony from a plate was then transferred by an inoculum loop to liquid YPD medium in a flask and cultured overnight at 30°C with agitation at 90 rpm on a shaking bed incubator (Thermo Fisher Scientific, model 4450; Waltham, MA). After growth for 24 h, the yeast seed was used after centrifugation to inoculate the fermentation medium.
Pretreating Douglas-Fir Residue Using Sporl
For pretreatment, a dilute magnesium sulfite solution at approximately pH 1.4 with targeted concentrations of Mg(HSO3)2 and true free SO2 16 g/L and 69 g/L, respectively, (with total targeted SO2 concentration of 80 g/L), was prepared in a stirred barrel by bubbling SO2 into a MgO solution, similar to a previously described procedure. 9 SO2 flow was regulated at a gauge pressure of 34.5 kPa and 90 g/min. The MgO was added in small increments over the time span that the SO2 was dissolved into the liquor, which required 3–6 hours. Approximately 200 L of dilute sulfite solution was prepared for each pretreatment. A sample was quickly taken, and the cover clamped and sealed to the barrel. The liquor was used immediately after preparation.
Pretreatments of Douglas-fir forest residue were carried out in a pilot-scale, 390-L wood-pulping digester (Fig. 1) using the prepared dilute sulfite solution. The digester was loaded with chips from the top cover. The cover was closed and the digester was placed under an approximately 17 kpa (25 in Hg) vacuum for 5 min. The liquor was then pumped into the bottom of the digester from the liquor barrel. In all cases, the reactor was heated using an external steam jacket. As listed in Table 1, three different pretreatments were conducted. All runs were carried out at 140°C and used 50 kg (in oven dry base) FS-10 with a liquor-to-wood ratio of 4:1 (L/kg). This translates to total SO2 loading of 32 wt% and Mg(HSO3)2 charge on wood (oven dry base) of 6.4 wt%. The 390-L reactor was rotated at 2 rpm to achieve liquor and wood mixing in the first run, R-t50, with a reaction time of 50 min. In the other two runs, C-t60 and C-t120, the liquor was circulated via an external pump through the reactor for mixing, with reaction times of 60 and 120 min, respectively. Considering the possibility that liquor circulation might not be as effective as digester rotation, a slightly longer reaction time of 60 min was used in C-t60 compared to the 50 min used in R-t50. C-t120 was conducted to evaluate the effect of longer reaction time (120 min) on pretreatment performance in terms of substrate enzymatic digestibility (SED) and fermentation inhibitor formation.
List of SPORL Conditions Along with Major Carbohydrate Dissolution and Inhibitor Formation Represented by Concentrations in the Collected Spent Liquor in Pretreating Douglas-Fir Forest Residue (FS-10)
SO2 in Mg(HSO3)2 or Ca(HSO3)2.
The rotation of the digester or circulation of liquor was switched off, and the digester content was discharged into a blow tank at the end of each run, as described previously. 9 In the case of R-t50, the contents were discharged at the full reaction pressure, which completely emptied the digester. In order to simulate mill conditions for C-t60 and C-t120, the headspace was vented to the scrubber until the digester pressure reached 69 kpa, and then the contents were discharged to the blow tank. In these cases only about one third of the solids were discharged; the remainder of the solids had to be removed by rotating the digester and dumping the solids through the cover. The blow tank was connected to a caustic wet scrubber. SO2 and incondensable volatiles were neutralized by the scrubber. The pretreated FS-10 was allowed to sit in the blow tank overnight to vent out remaining SO2. Before taking out the pretreated FS-10 from the blow tank, free drainable spent liquor was collected from the tank drain. The collected solids and liquor were weighed for mass balance analysis. A sample of solids was disk refined with the addition of a proportional amount of the collected spent liquor to produce a pretreated FS-10 whole slurry for enzymatic hydrolysis and fermentation.
Enzymatic Hydrolysis
Enzymatic hydrolysis of the SPORL-pretreated, washed FS-10–i.e., water insoluble solids (WIS)–was conducted at 6 wt% solids loading in 50 mL acetate buffer at pH 5.5. Using an elevated pH 5.5, higher than the pH 5.0 conventionally found in the literature, can reduce nonproductive cellulase binding through electrostatic interactions, as we discovered previously. 19,20 Hydrolysis was carried out on a shaking incubator (Thermo Fisher Scientific, Model 4450) at 200 rpm and 50°C. The CTec3 loading was 15 FPU/g glucan (based on glucan in WIS). The hydrolysis slurries were sampled periodically. Enzymatic hydrolysis residue and hydrolysate were separated by centrifugation at 13,000 g for 5 min. Hydrolysates were measured for glucose concentration. Each data point is the average of two analyses. The data from replicate runs were used to calculate the mean values and standard deviations that were used as error bars in plots.
Saccharification and Fermentation
The pretreated FS-10 whole slurry samples from all runs were first neutralized to pH 5.5 using lime and then directly used for conducting quasi-simultaneous enzymatic saccharification and fermentation (Q-SSF) at 20 wt% total solids loading. Again pH 5.5 was used to reduce nonproductive cellulase binding. 19,20 Q-SSF was carried out in 250-mL Erlenmeyer flasks on a shaking incubator (Thermo Fisher Scientific, Model 4450). Liquefaction of the pretreated FS-10 solids was achieved in 96 h at 50°C with a CTec3 loading of 20 FPU/g glucan (based on glucan in the whole slurry), equivalent to 35 mL CTec3/kg untreated FS-10. Each of the liquefied samples was then cooled to 30°C, and the shaking speed was reduced to 120 rpm. Approximately 0.4 mL of wet yeast seeds were then added to inoculate the liquefied FS-10 samples. The seeds were obtained by centrifuging 25 mL of the cultured yeast, which had an optical density at 600 nm (OD600) of approximately 30, after removing the supernatant. To study the effect of initial glucose concentration or liquefaction time on ethanol production through fermentation, several Q-SSF runs—including one true SSF run (without pre-liquefaction)—were carried out using the FS-10 whole slurry C-t60.
No nutrients were supplied in any of the fermentation runs. Each flask was covered by aluminum foil. All fermentation broths were sampled periodically to analyze for monosaccharides, inhibitors, and ethanol content. Duplicate fermentation runs were conducted under each set of conditions to ensure experimental repeatability. Reported results were the average of duplicate analyses of replicate fermentation runs.
Analytical Methods
The chemical compositions of the untreated and pretreated FS-10 were analyzed according to a two-step acid hydrolysis procedure described previously. 21 Carbohydrates in the hydrolysates were analyzed by high-performance anion exchange chromatography with pulsed amperometric detection (Dionex, ICS-5000, Sunnyvale, CA). Klason lignin (acid-insoluble) was quantified gravimetrically. 22
All liquid samples, including the pretreatment spent liquors, enzymatic hydrolysates, and fermentation broths, were analyzed using two Dionex high-performance liquid chromatography (HPLC) systems (Thermo Scientific UltiMate 3000). One system was equipped with a refractive index (RI) detector (RI-101) and a Bio-Rad (Hercules, CA) Aminex HPX-87P column (300 mm x 7.8 mm) operated at 80°C to quantify the monosaccharides. Double distilled water was used as eluent at a flow rate of 0.6 mL/min. The second HPLC system was equipped with an ultraviolet (UV) detector (VWD-3400RS, Dionex) and a Bio-Rad Aminex HPX-87H column (300 mm x 7.8 mm) operated at 60°C for analyzing furans, ethanol, and organic acids. A 5-mM sulfuric acid solution was used as eluent at a flow rate of 0.6 mL/min. Samples were diluted in deionized water and filtered using a 0.22-μm syringe filter prior to injection. All sample injection volumes were 20 μL. For fast analysis, glucose in the enzymatic hydrolysates was measured using a commercial glucose analyzer (YSI 2700S, YSI, Yellow Springs, OH).
Results and Discussion
Recoveries of Major Wood Components
The component recovery of FS-10 from the three pilot-scale SPORL runs were compared in Table 2. Recoveries from the whole slurry solids (WSS) and the WIS from washing WSS were calculated from the measured chemical compositions and the yields of the WSS and WIS. Overall, a prolonged reaction under the same temperature and chemical loadings resulted in a low WSS and WIS yield. Major carbohydrate recoveries from WSS were not much affected under the experimental conditions. However, prolonged pretreatment reduced carbohydrate yield from WIS due to dissolution. This is corroborated by the sugar and inhibitor concentrations in the spent liquor (Table 1). The low lignin and high carbohydrate yields of the C-t60 WIS were probably due to experimental errors in sampling for carbohydrate analyses. The results were compared with a low SO2 SPORL using the same FS-10 in the same pilot-scale reactor with Ca as metal base C-t240-SO26 (Tables 1 , 2). It appears that C-t240-SO26 most resembles C-t120 in terms of component recovery in WIS and the sugar and inhibitor concentrations in the spent liquors.
Component Recovery of Douglas-Fir Forest Residue (FS-10) from SPORL at Pilot Scale
Calculation of solids recovery from WSS and WIS did not include SO2.
Data for run R-t240-SO26 from Zhu et al. 9
Evaluation of Pretreatment Effectiveness
Enzymatic saccharification efficiency of the pretreated WIS was used to evaluate the effectiveness of SPORL in removing the recalcitrance of FS-10. The time-dependent SED—defined as the percentage of glucan in a substrate enzymatically saccharified to glucose—of each SPORL run (Fig. 2) suggests that all pretreatment runs were effective with SEDs over 80. Substrate C-t60 from pretreatment with liquor circulation for 60 min appears to be the most digestible and comparable to the digestibility of substrate R-t240-SO26 from SPORL with low SO2 loading for 240 min. Increasing the pretreatment duration to 120 min (C-t120) did not increase the SED. The substrate R-t50 produced using digester rotation for mixing is the least digestible, perhaps due to a slightly shorter reaction time (50 min) than C-t60. However, the enzymatic glucose yield of R-t50 and C-t60 were not much different—81.1% and 79.0% theoretical wood glucan, respectively—due to slightly more glucan solubilization in C-t60 than in R-t50.
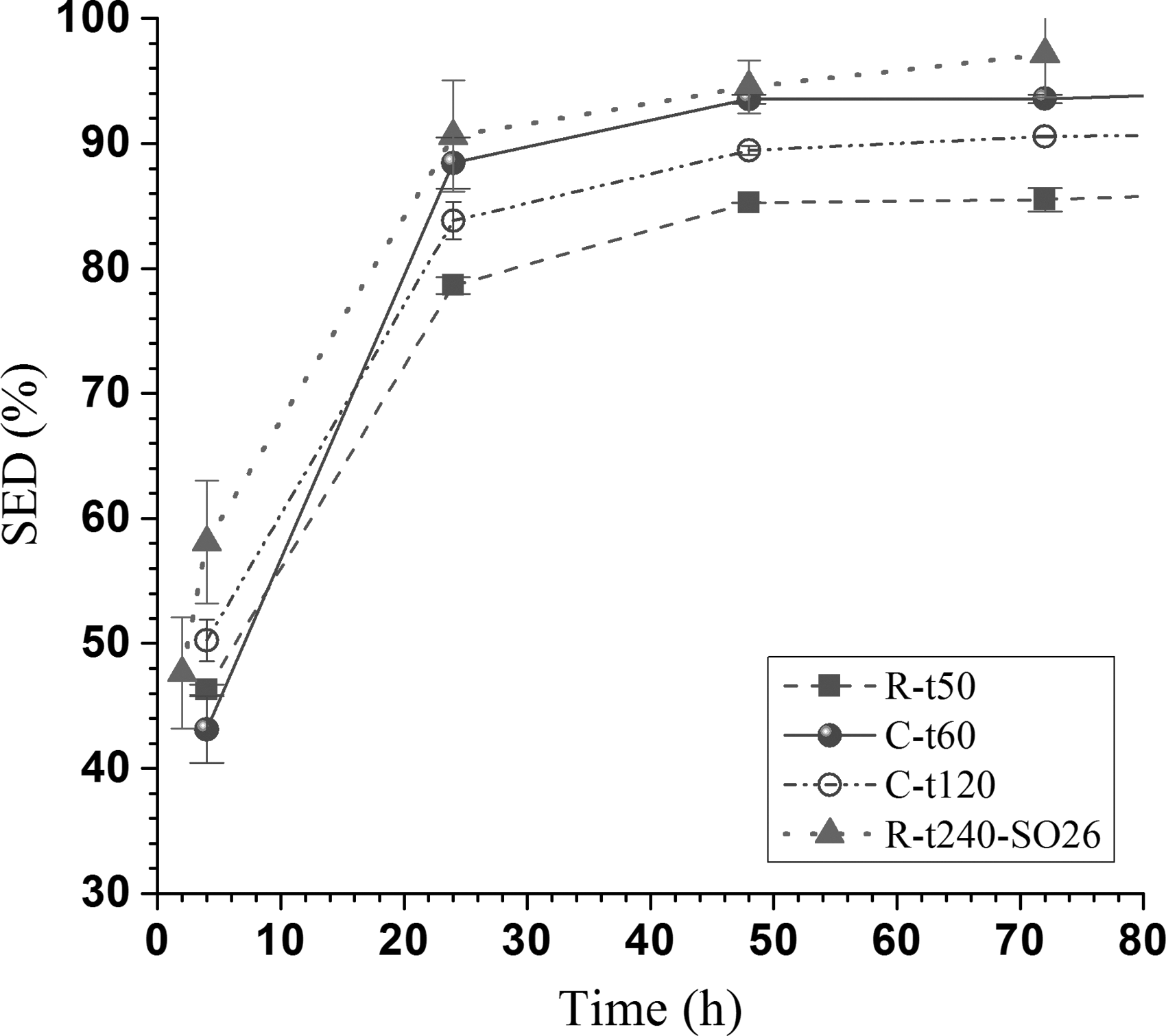
Time-dependent enzymatic saccharification efficiency of washed pilot-scale SPORL-pretreated FS-10.
When enzymatic saccharification was conducted at 20.0% total solids using the whole slurry from the C-t60 run, which contains dissolved lignin or lignosulfonate, SED reached 93.3% in just 24 h with a glucose titer of 71.6 g/L. The lignosulfonate acted as a surfactant to enhance enzymatic saccharification. 23 –25 Therefore, the whole slurry can be used directly for Q-SSF without separating the spent liquor, which is a significant advantage in process integration.
Inhibitor formation is another factor for evaluating pretreatment effectiveness. The formation of major organic acids and furans along with dissolved fermentable sugar concentrations from the three pretreatments are listed in Table 1. Under the same pretreatment temperature and SO2 loading, increasing reaction time increased sugar degradation to furan, as can be clearly seen. Overall, furan formation in R-t50 and C-t60 were negligible with short reaction times. Organic acid formation also increased with reaction time in general, due to high SO2 loading that produced a strong acidic condition, facilitating deacetylation and sugar degradation. When compared with a low SO2 loading pretreatment (R-t240-SO26) conducted at a similar temperature of 145°C, but with a longer reaction time of 240 min and using calcium as metal base, a short reaction time with high SO2 loading such as C-t60 is favored for reducing sugar degradation.
Q-SSF
Q-SSF of the pretreated whole slurries from three pretreatments was conducted at 20 wt% total solids content with S. cerevisiae YRH-400. The low-temperature pretreatment (140°C) allowed Q-SSF without detoxification due to very low inhibitor levels (Table 1). Glucose and mannose consumptions were rapid for all three runs (Fig. 3a and Table 3). Fermentations were completed in 48–72 h. Comparing R-t50 and C-t60, little differences were observed, except that C-t60 had a slightly higher terminal ethanol concentration (Fig. 3a) and yield (Table 3). This is most likely due to the better substrate digestibility of C-t60 (Fig. 2), as the two pretreatments produced similar levels of inhibitors (Table 1). Ethanol yield from C-t120 was lower than from R-t50 and C-t60 (Table 3). Xylose consumption in C-t120 was also minimal and lower than that for R-t50 and C-t60 (Fig. 3b). This is most likely due to higher inhibitor concentrations in the spent liquor of C-t120 than R-t50 and C-t60 (Table 1), as xylose consumption is known to be sensitive to inhibitors. 26 –28
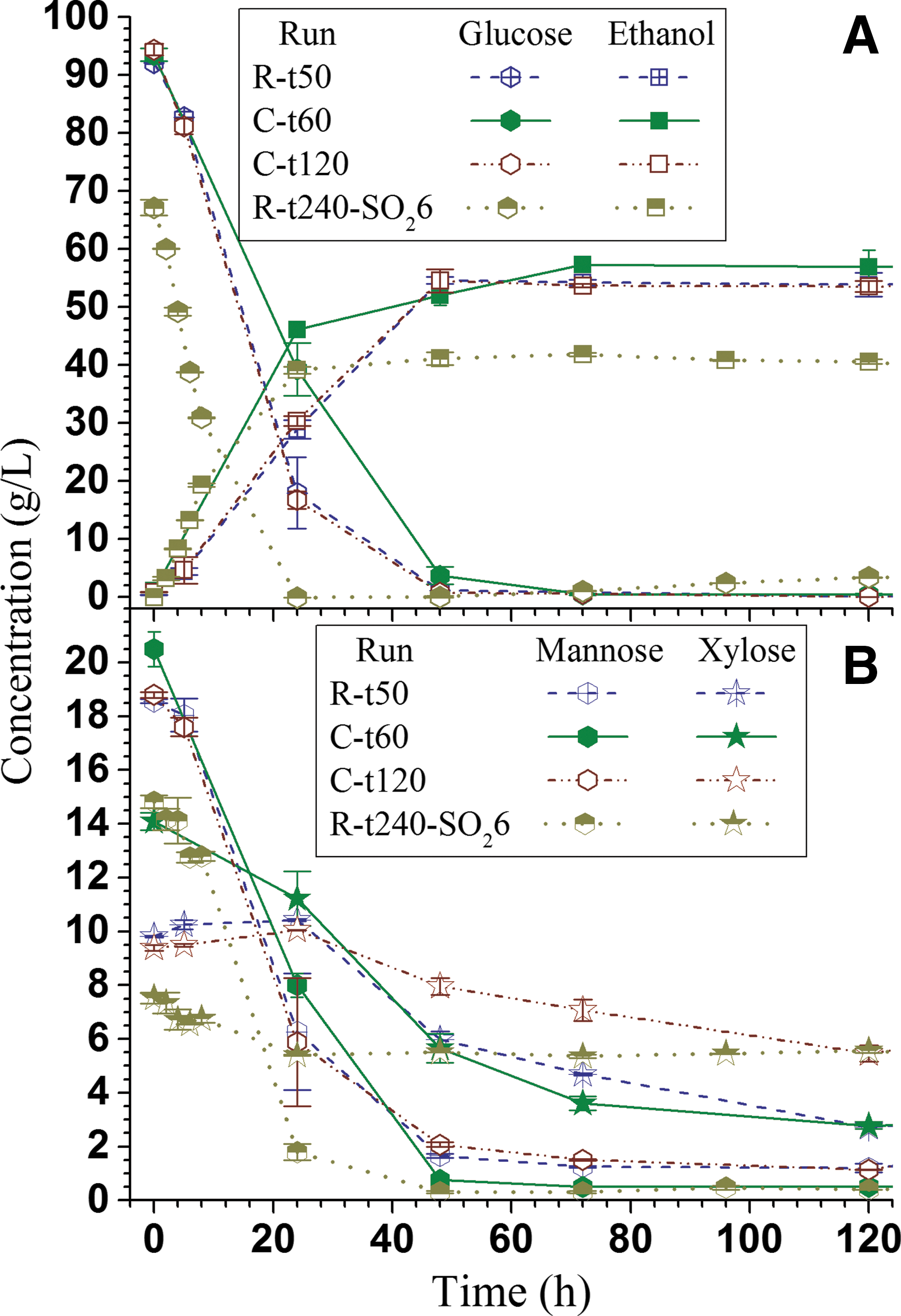
Time-dependent sugar and ethanol concentrations in the fermentation broth of the SPORL pretreated FS-10 whole slurry at 20.0% solids loading.
Fermentation of Un-Detoxified SPORL Pilot-Scale Pretreated Whole Slurry of FS-10: Average Ethanol Productivity and Rates of Sugar Consumption, Along with Maximal Ethanol Production
Compared with the low SO2 loading run R-t240-SO26 reported previously, the three high SO2 loading runs, R-t50, C-t60, and C-t120, all produced a higher terminal ethanol concentration after factoring in the lower fermentation solids loading in R-t240-SO26 (Table 3). 9 The unused glucose at the end of fermentation observed in R-t240-SO26 may explain this difference. Low fermentation inhibitors in R-t50 and C-t60 allowed ethanol yields of 316 and 322 L/t FS-10, equivalent to 77.6% and 79.1% theoretical yield, respectively, based on glucan, mannan, and xylan in FS-10; this is higher than the 284 L/t FS-10, or 70% theoretical yield, from R-t240-SO26. C-t120 had similar fermentation performance as R-t240-SO26, in terms of sugar consumption and ethanol yield, perhaps due to the similar levels of fermentation inhibitors in their spent liquors (Table 1).
Initial glucose (sugars) concentration was found to affect fermentation performance using spruce pretreated by SO2-catalyzed steam explosion. 29 The effect of enzymatic liquefaction (pre-hydrolysis) time or initial glucose concentration on fermentation performance was investigated using C-t60. A liquefaction time of 0 represents true SSF. As can be clearly seen from Fig. 4a, initial glucose concentration significantly varied with liquefaction time—for example, from 10 g/L glucose produced from pretreatment acid hydrolysis without liquefaction to 93 g/L with liquefaction for 96 h. This variation in initial glucose concentration substantially affected the glucose consumption rate; however, ethanol productivity was not significantly affected, especially after 48 h. All fermentations were completed in 72 h with almost identical terminal ethanol concentrations (within the measurement error margin). Mannose and xylose consumptions were not much affected either (Fig. 4b). The results reported in Fig. 4 disagree with the findings reported by Hoyer et al., perhaps due to the high inhibitor levels in their SO2-catalyzed steam explosion sample. 29 Their yeast may have been under constant stress by the inhibitors. They had to supplement nutrients and use substantially higher yeast loading (5 g dry cell/L). A high glucose concentration in the fermentation broth of Hoyer et al. may have facilitated yeast metabolism for ethanol production. 29
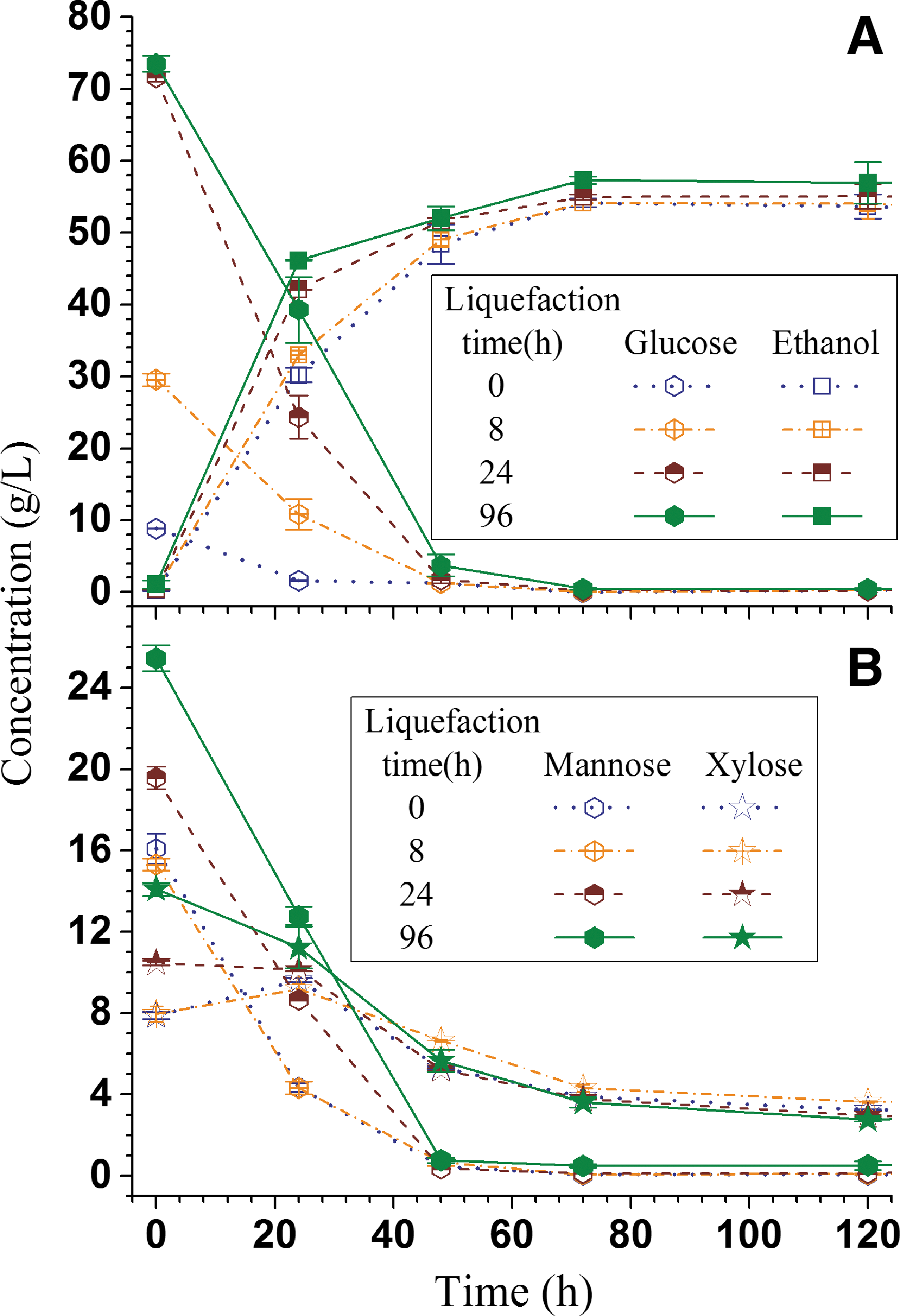
Effect of initial sugar concentration on ethanol production from the fermentation broth of the SPORL pretreated FS-10 whole slurry at 20.0% solids loading.
Comparison of Ethanol Production with SO2 Steam Explosion
Very few studies report high titer ethanol production from softwoods using both the solid and liquor fractions—the whole biomass slurry. Ethanol production data from SPORL-pretreated whole slurry C-t60 with a pre-liquefaction time of 24 h (Fig. 4) were compared with those from a literature study using SO2 steam explosion pretreatment on spruce with similar pre-liquefaction time. 10 The SPORL pretreatment was conducted at 140°C, substantially lower than 205°C for SO2 steam explosion, with potential energy savings for pretreatment. 30 As shown in Table 4, the SO2 steam explosion study produced a lower ethanol titer, 47.8 g/L, compared with 55.1 g/L in the SPORL study at total solids loading of only 20 wt%, despite the applications of nutrients, 50 times more yeast loadings, and a high solids loading of 25 wt% total solids in fermentation. 10 Higher solids loading in the SPORL study can be increased by using mechanical mixing, as was used in the SO2 steam explosion study. Ethanol yield based on wood glucan and mannan was 72% theoretical in the SO2 steam explosion study compared with 84.9% theoretical in the present SPORL study. 10
Comparison of Ethanol Production Between the Present Study by SPORL from Douglas-Fir Forest Residue (FS-10) and a Literature Study Using SO2 Steam Explosion from Spruce
Conclusions
A high SO2 loading, similar to the level in sulfite pulping, was used in pilot-scale SPORL pretreatment of a Douglas-fir forest residue at a low temperature (140°C). A readily digestible substrate was obtained with a pretreatment time of approximately 60 min with ultra-low sugar degradation to furans. Ultra-low inhibitors facilitated enzymatic saccharification and fermentation of the pretreated whole slurry at a total solids loading of 20 wt% without detoxification or nutrient supplementation. An ethanol yield of approximately 320 L/t FS-10, equivalent to 79% theoretical (based on wood glucan, mannan, and xylan), and at a titer of 56 g/L, was obtained using an enzyme loading of 35 mL/kg FS-10 and a low yeast loading of only 0.1 g dry cell/L. Enzymatic liquefaction time did not affect fermentation in terms of overall average ethanol productivity, terminal ethanol concentration, and yield. The results suggest that SPORL can be carried out in commercial acid-sulfite pulp mills without modifying process chemistry, but only requires a reaction time of 1 h rather than the typical 4 h or more for pulping, a significant benefit to reduce capital costs.
Footnotes
Acknowledgments
The authors would like to acknowledge the financial support of the Agriculture and Food Research Initiative (AFRI) Competitive grant (No. 2011-68005-30416), and the USDA National Institute of Food and Agriculture (NIFA) through the Northwest Advanced Renewables Alliance (NARA). The authors also thank Novozymes North America for providing the CTec3 enzymes; Fred Matt of the US Forest Service Forest Products Lab for conducting the chemical composition analysis; and Drs. Bruce Dien and Ron Hector of USDA Agricultural Research Service for providing the YRH-400 strain.
Author Disclosure Statement
Zhu and Gleisner are co-inventors of the SPORL technology (US patented). For all other authors, no competing financial interests exist.