
Abstract
Date palm empty fruit bunch (EFB) is a reliable and underutilized agriculture residue generated by the date industry. EFB contains polymeric sugars that can be converted to biofuel when subjected to pretreatment, enzymatic hydrolysis, and microbial fermentation. Optimized biofuel processing conditions produced 119 kg ethanol per dry metric ton EFB. The highest sugar conversions from enzymatic hydrolysis were found with Ammonia Fiber Expansion (AFEX™, MBI International, Lansing, MI) pretreatment conditions of 2:1 ammonia-to-biomass ratio, 80% moisture content, and a temperature of 120°C, for 30 min residence time. These conditions produced 52.5 g/L and 34.8 g/L of fermentable glucose and xylose, respectively. This hydrolysate was inoculated with a glucose- and xylose-consuming recombinant yeast strain producing 35.8 g/L and 31.8 g/L ethanol with and without nutrient supplementation, respectively. A complete mass balance for EFB pretreatment, enzymatic hydrolysis, and microbial fermentation is presented in this manuscript.
Introduction
The world's population is increasing at a steady pace and elevating the demand on consumable products like fuels and industrial solvents. Sustainably producing these products is possible using renewable resources such as agricultural residues (e.g., corn stover, switchgrass, date palm tree byproducts) that will reduce dependency on fossil fuels like crude oil. Currently, these agricultural residues are either burned, plowed back into the field, or disposed in landfills. 1,2 When harvesting dates, the date palm industry produces large amounts of underutilized seasonal agricultural residues that can be fermented into ethanol and other valuable products. 3 Figure 1 summarizes the ethanol production process.
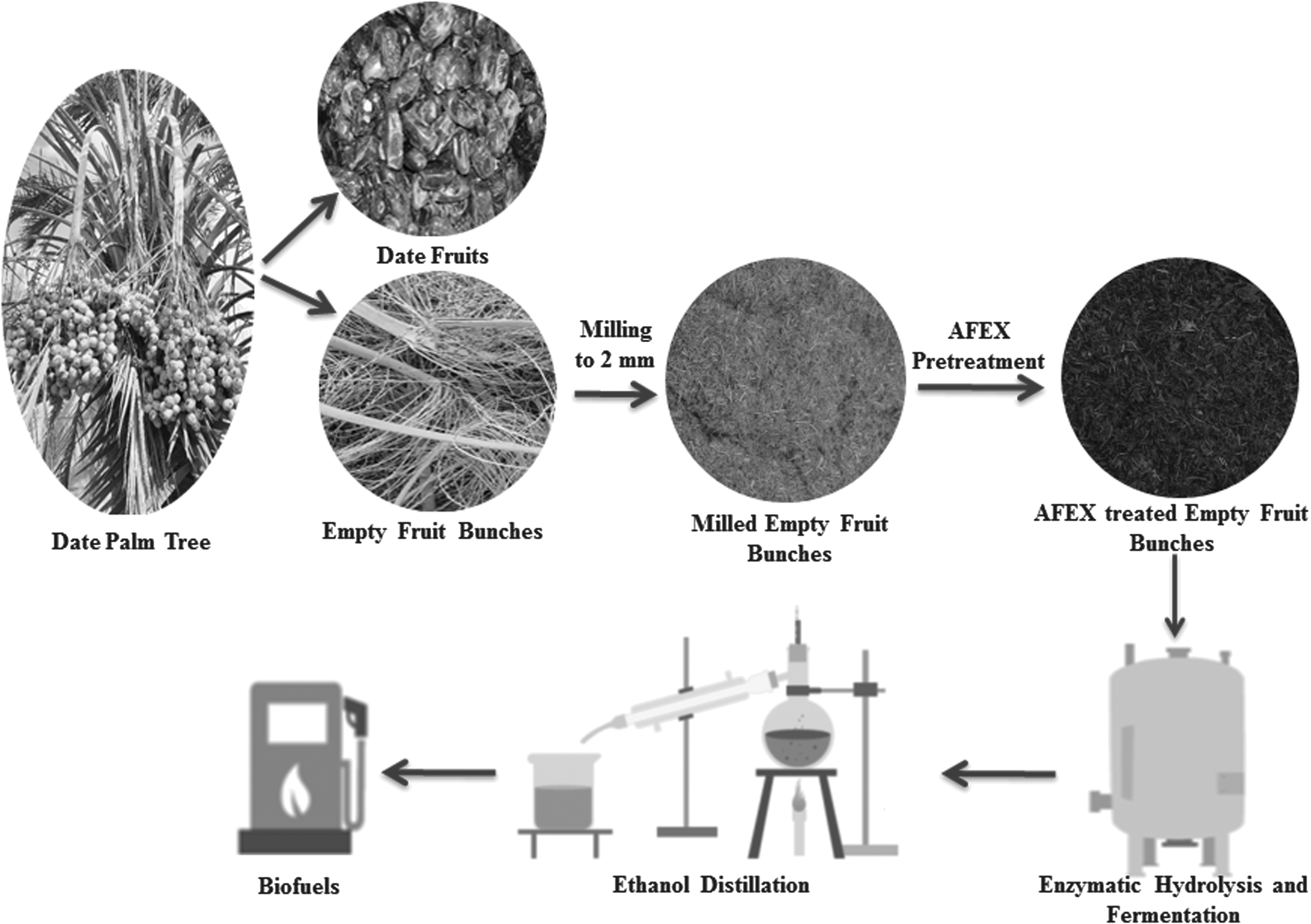
Processing steps to produce biofuels from date palm EFB.
Date palm trees (Phoenix dactylifera L.) date back over 5,000 years in Mesopotamia and are currently grown in the Middle East, Africa, and California. 4 –7 The leading date-producing countries are Egypt, Iran, and Saudi Arabia, which produce 1.47-, 1.07-, and 1.05-million metric tons, respectively. 8 Date production, area harvested, yield, total number of trees, and Empty Fruit Bunch (EFB) generated for the top-producing countries in the world are summarized in Table 1. Tree count, EFB, and date yield are estimates because tree density (100–400 trees/ha) and fruit thinning practices vary by region. 4,9,10
Global Date Production, 2012
Assuming 131 trees/ha density; b2.8 kg of EFB/tree/y. 10
In 2012, there were 144.7 million date palm trees worldwide producing 7.6 million metric tons of dates. About one third of harvested dates ended up as waste due to harvesting, processing, or packing damage. 8,11 Besides discarded date fruit waste, this industry produces large amounts of lignocellulosic agricultural residues including leaves, bases of leaf (petioles), and EFB. Each date palm tree produces ∼2.8 kg EFB, thus generating 405,000 metric tons/year worldwide. 10
EFB, composed of cellulose, hemicellulose, and lignin, is highly recalcitrant compared to other agricultural residues. 12,13 Pretreatment reduces recalcitrance by opening cell walls, thus producing a porous biomass with increased surface area for enzyme depolymerization. 14 There are several types of thermochemical pretreatments reported in the literature, including dilute acid, steam explosion, and Ammonia Fiber Expansion (AFEX™, trade mark of Michigan Biotechnology Institute (MBI) Lansing, MI). 15,16 The advantages and disadvantages of each pretreatment are summarized in published reviews. 17,18 AFEX is an alkaline pretreatment process that uses gaseous or anhydrous liquid volatile ammonia to cleave the ester linkages of lignin carbohydrate complexes (LCC), thus opening up cell walls. 19 Also, AFEX uses minimal water compared to other pretreatment processes. Since ammonia is volatile, almost 97% of the ammonia can be recovered and reused for subsequent cycles. 20
In this study, we optimized AFEX conditions for date palm EFB by varying pretreatment parameters: ammonia-to-biomass ratio (AM:BM), moisture content, residence time, and temperature and using commercial enzymes. To our knowledge, this is the first study to convert date palm EFB to ethanol using ammonia-based pretreatment. Various enzyme loadings and combinations were studied to identify the lowest loading and optimal combination that produced the highest sugar conversions for AFEX-treated EFB. The obtained glucose and xylose were fermented to ethanol using a genetically modified, xylose-consuming yeast (Saccharomyces cerevisiae 424A). A complete mass balance for pretreatment, enzymatic hydrolysis, and microbial fermentation is reported in this manuscript.
Materials and Methods
Date Palm Biomass
Milled EFB samples (∼1–2 cm) with less than 10% moisture content (dry weight basis, DWB) were obtained from the experimental date palm farm managed by Date Palm Research Center of Excellence at King Faisal University (Al-Ahsa, Kingdom of Saudi Arabia). The samples were refrigerated at 4°C in polyethylene bags. Moisture content was determined using a moisture analyzer (model MA35, Sartorius AG, Göttingen, Germany). The samples were milled to 2 mm using a Foss mill (Hillerød, Denmark) for carrying out composition analysis only.
Other Feed Stocks
Corn stover obtained from Michigan State University (East Lansing, MI) and Oil Palm Empty Fruit Bunch (OPEFB) obtained from Universiti Kebangsaan Malaysia (Bangi, Selangor, Malaysia) were milled to 5 mm and 2 mm, respectively. The samples were AFEX-pretreated similar to published data then refrigerated at 4°C in polyethylene bags. 21,22
Composition Analysis
Before composition analysis, EFB was extracted with water and ethanol using a Dionex (Sunnyvale, CA, USA) ASE 2000 automatic Accelerate Solvent Extraction system and following protocol reported in the literature. 23 The water-soluble extractive was analyzed using high-performance liquid chorography (HPLC, LC-2010HT, Shimadzu, Kyoto, Japan) for soluble sugar content while ethanol extracts were stored in falcon tubes at −20°C. The extracted biomass samples were analyzed for sugar and lignin content following National Renewable Energy Laboratory (NREL)-reported protocols. 24 –27 The unhydrolyzed solids (UHS), corn stover, and OPEFB composition were determined following the same protocols, except the samples were not extracted with water and ethanol.
Afex Pretreatment
High-throughput AFEX pretreatment (HT-AFEX)
HT-AFEX pretreatment was performed using 1.5 g EFB in a 22 mL high-pressure stainless steel reactor (constructed in-house). These vessels were capped and sealed. Anhydrous liquid ammonia was then added and heated, using a heat block for 30 min residence time. The evaluated pretreatment variables include AM:BM (1:1 and 2:1), moisture content (60–120%), and temperature (100–130°C), depending on the experiment. More details of AFEX pretreatment can be found in published work. 28
Large batch AFEX pretreatment
Large EFB batches (150 g) were pretreated using a 3.5-L, high-pressure Parr reactor system (Parr 4842, Parr Instrument Company, Moline, IL, USA) with motorized mixing. Pretreatment conditions optimized for HT-AFEX were used to pretreat the EFB (2:1 AM:BM, 80% moisture content, 30 min residence time, 120°C).
Enzymatic Hydrolysis
Enzymatic hydrolysis experiments were performed at 50°C, 4.8 pH, and 250 rpm in a shaking incubator (New Brunswick Scientific, Innova 44, Edison, NJ, USA). All experiments were done in duplicate, and pH was adjusted using 12 M hydrochloric acid. To avoid contamination, either 50 mM citrate buffer (pH 4.3) with 10 mM sodium azide (for AFEX-optimization and EFB enzymatic hydrolysis conversion-comparison experiments), 0.1% sodium azide (enzyme-optimization experiments), or 50 mg/L chloramphenicol (fermentation hydrolysate experiments) were added. Hydrolysate oligomeric sugars were analyzed by a dilute acid hydrolysis, as previously reported by Uppugundla. 29 AFEX optimization and EFB enzymatic hydrolysis conversion-comparison experiments were performed at 1% glucan loading (w/w), or 3.5% solid loading, in 20-mL scintillation vials (15 mL reaction volume) for 72 h or 168 h. Enzyme mixture was 70% Ctec2, 15% Htec2, and 15% Multifect Pectinase at 15 mg enzyme protein/g glucan. Enzyme-optimization experiments were performed at 6% glucan loading (w/w), or 20.8% solid loading, in 125-mL Erlenmeyer flasks (25 mL reaction volume) for 168 h. The enzyme mixture was varied by carrying out experiment at 30 mg enzyme protein/g glucan. Fermentation hydrolysate was prepared at 6% glucan loading with 70% Ctec2, 15% Htec2, and 15% Multifect Pectinase enzyme mixture at 30 mg enzyme protein/g glucan. The 168-h enzymatic hydrolysis was performed in a 250-mL Erlenmeyer flask (100 mL reaction volume). The slurry was centrifuged at 4,000 rpm for 30 min. The supernatant pH was adjusted to 5.5 with 10 M potassium hydroxide and filtered through a 0.22 μm filter (Millipore stericup, Billerica, MA, USA).
Commercial Enzymes
Commercial enzyme cocktails (Cellic Ctec2 and Cellic Htec2) were provided by Novozymes while Multifect Pectinase was provided by DuPont Genencor (Palo Alto, CA, USA). All enzymes were expressed in Trichoderma Reseei strain and further concentrated at large-scale in commercial processing facilities. Ctec2 is a blend of cellulase, a high level of β-glucosidase, and hemicellulase; Htec2 is a blend of hemicellulases and cellulase activities; and multifect pectinase is comprised of mostly pectinase, a minor amount of cellulase, and hemicellulase activities. Enzyme activities for CTec2 and HTec2 were 320 filter paper units/cm3, and 1,300 xylanase international unit/cm3, respectively. Ctec2, Htec2, and Cellic Htec2 have protein concentrations of 193 mg/mL, 172 mg/mL, and 72 mg/mL, respectively, determined based on Dairy One analysis results (Ithaca, NY, USA).
Yeast Fermentation
S. cerevisiae 424A (LNH-ST) yeast strain was obtained from Dr. Nancy W. Y. Ho (Purdue University, West Lafayette, IN, USA). Microbial seed cultures (from glycerol stocks stored at −80°C and 0.1 optical density (OD600) were activated in 10 g/L yeast extract, 20 g/L tryptone, 75 g/L glucose, and 25 g/L xylose in a 250-mL Erlenmeyer flask (100 mL reaction volume) at 30°C and 150 rpm for 18 h. A 6% glucan loading EFB hydrolysate (168 h) was inoculated with a S. cerevisiae yeast cell pellet in a 125-mL Erlenmeyer flask and capped with needle pierced rubber stopper. Fermentation experiments were performed in duplicate with a 50 mL reaction volume at pH 5.5, 30°C, and 150 rpm, with an initial OD600 of 2.0 for 72 h. Fermentation was performed with and without nutrient supplementation. For nutrient supplementation experiments, 5 g/L yeast extract and 10 g/L tryptone were added to the hydrolysate. Ethanol metabolic yield was calculated based on the theoretical ethanol yield from consumed glucose and xylose, which is 0.51 g ethanol/g glucose or xylose.
Mass Balance
The mass balance enzymatic hydrolysis was performed using four 1-L Erlenmeyer flasks (500 mL reaction volume) with 6% glucan loading (70% Ctec2, 15% Htec2, and 15% multifect pectinase enzyme mixture at 30 mg enzyme protein/g glucan). Enzymatic hydrolysis was done for 72 h (50°C, 250 rpm, 4.8 pH). Two of the flasks' contents were then centrifuged, the supernatant removed, and oligomeric sugars analyzed. The solids were washed twice with 200 mL of water for residual sugars, and the remaining UHS were analyzed by the NREL composition-analysis method. The other 2 flasks' pH was raised to 5.5 and inoculated with S. cerevisiae 424A, starting a simultaneous saccharification and cofermentation (SSCF) process. After a 72-h fermentation, the flasks were processed following the same procedure as the enzymatic hydrolysis flasks.
Hydrolysate and Fermentation Broth Analysis
The 6% hydrolysate sugar concentrations and fermentation broth ethanol/sugars were analyzed by HPLC using respective standards with varying concentrations. Approximately 1-mL samples were boiled to 85°C for 15 min (enzymatic hydrolysis only) and filtered using a 0.2-μm syringe filter (enzymatic hydrolysis and fermentation). Filtered samples were stored in HPLC vials at −20°C until further analysis. Hydrolysate and oligomeric sugar samples were analyzed using Bio-Rad (Hercules, CA, USA) Aminex HPX-87P columns using deionized water as mobile phase with a flow rate of 0.6 mL/min. Fermentation broths were analyzed using HPX-87H columns using 5 mM sulfuric acid as mobile phase with a flow rate of 0.6 mL/min. 25,26 Enzymatic hydrolysis samples were analyzed using D-glucose (Roche, Basel, Switzerland) and D-xylose (Megazyme) assay kits.
Results and Discussion
EFB Composition
EFB mainly consists of glucose, xylose, and lignin (28.9%, 20.0%, and 17.1%, respectively), summarized in Table 2. The glucan content is lower when compared to other potential ethanol-production feedstocks like corn stover and OPEFB (36.6% and 32.3%, respectively). However, EFB xylan and lignin content is similar to corn stover and OPEFB (21–23% xylan and 15–20% lignin). Lignin contributes to biomass recalcitrance and can inhibit enzymatic hydrolysis sugar conversions. 28 Since AFEX pretreatment is a dry-to-dry process with no liquid or wash stream and little sugar is degraded during pretreatment, biomass composition does not change after pretreatment. 29,30
Compositional Analysis of Empty Fruit Bunch Solids
Standard deviations are difference in triplicate replicates.
Afex Pretreatment Optimization
The main goal of pretreatment is to disrupt cell-wall cellulose, hemicellulose, and lignin so biomass-degrading enzymes can easily access and depolymerize sugar polymers (cellulose and hemicellulose), producing a fermentable-sugar-rich hydrolysate. Pretreatment is an expensive lignocellulosic-ethanol processing step that can be balanced by identifying a proficient pretreatment that reduces enzymatic hydrolysis enzyme and ethanol-production costs. 28,31 There are several variable pretreatment parameters (i.e, AM:BM, moisture content, and temperature) that should be standardized for any biomass. EFB's optimal pretreatment conditions were found in two rounds of HT-AFEX. The AM:BM (1:1 or 2:1) and moisture content (60, 80, 100, or 120%), followed by temperature (100, 110, 120, or 130°C), were varied. In previous studies using various biomasses (corn stover, switch grass, miscanthus, and sorghum), we concluded 30 min is an optimum residence time for high enzymatic hydrolysis and sugar conversion; this residence time was fixed for all reactions. 16 After pretreatment, a 1% glucan loading enzymatic hydrolysis was performed to find the highest sugar conversions.
Ammonia and moisture-loading
AM to BM loading and moisture content are important parameters that have to be optimized during pretreatment. Lower ammonia loading reduces fiber-disruption efficiency. However, using higher concentration of ammonia will increase the cost of pretreatment. During AFEX pretreatment, LCC-ester linkages are cleaved, by ammonolysis or hydrolysis reaction. This helps ammonia to solubilize and relocates lignin to the surface of the biomass, creating pores. This in turn helps to increase the surface area of biomass that can be accessed efficiently by enzymes and provides higher sugar conversion during enzyme hydrolysis. 32 Optimal moisture and AM:BM loading help to cleave most of the ester linkages present in biomass and improve sugar conversion.
The effect of AFEX-pretreatment parameters (AM:BM loading and moisture content) on sugar conversions is provided in Table 3. At 1:1 AM:BM loading, maximum sugar conversion was at the lowest moisture content (60%) with 37.3% glucose and 47.0% xylose. The sugar conversions at low moisture content were slightly larger than higher biomass moisture content during pretreatment. As moisture content increased, sugar conversions decreased. When AM:BM loading is increased to 2:1, 60% moisture content sugar conversion increased to 43.7% and 53.6% for glucose and xylose, respectively. Increasing moisture content to 80% increased sugars conversions to 47.7% glucose and 54.5% xylose. When EFB moisture content was raised to 100%, glucan conversions started decreasing, while xylan conversions decreased at moisture content 120%. Increasing the AM:BM loading from 1:1 to 2:1 increased sugar conversions by 10.4% and 7.5% for glucose and xylose, respectively, justifying the extra ammonia loading. For subsequent experiments, AFEX pretreatment conditions were fixed as 2:1 AM:BM loading, 80% moisture content, and 30 min residence time.
The Effect of AFEX-Pretreatment Ammonia Loading and Moisture Content on Sugar Conversions
Enzyme hydrolysis conditions: 72 h, 1% glucan loading, 50°C, 250 rpm, 70% Ctec2, 15% Htec2, 15% Multifect Pectinase enzyme mixture, 15 mg enzyme protein/g glucan; AFEX pretreatment conditions: 120°C, 30 min residence time.
Temperature
LCC-ester linkages are cleaved efficiently during AFEX pretreatment at 100–130°C to produce high enzymatic hydrolysis sugar conversion. Further increasing temperatures (over 150°C) could cause side reactions and increase degradation products, negatively affecting fermentation. 20 Keeping these factors in mind, temperature was varied between 100–130°C. Enzymatic hydrolysis sugar conversions for AFEX temperature optimization can be found in Fig. 2. As AFEX temperature increased, sugar conversions increased, reaching maximum conversion at 120°C (60.5% glucose and 61.9% xylose). Further increasing AFEX temperature decreased sugar conversion. After testing all parameters that affect AFEX pretreatment efficiency, we have concluded the optimum EFB conditions are 2:1 AM:BM, 120°C, and 80% moisture content for 30 min.
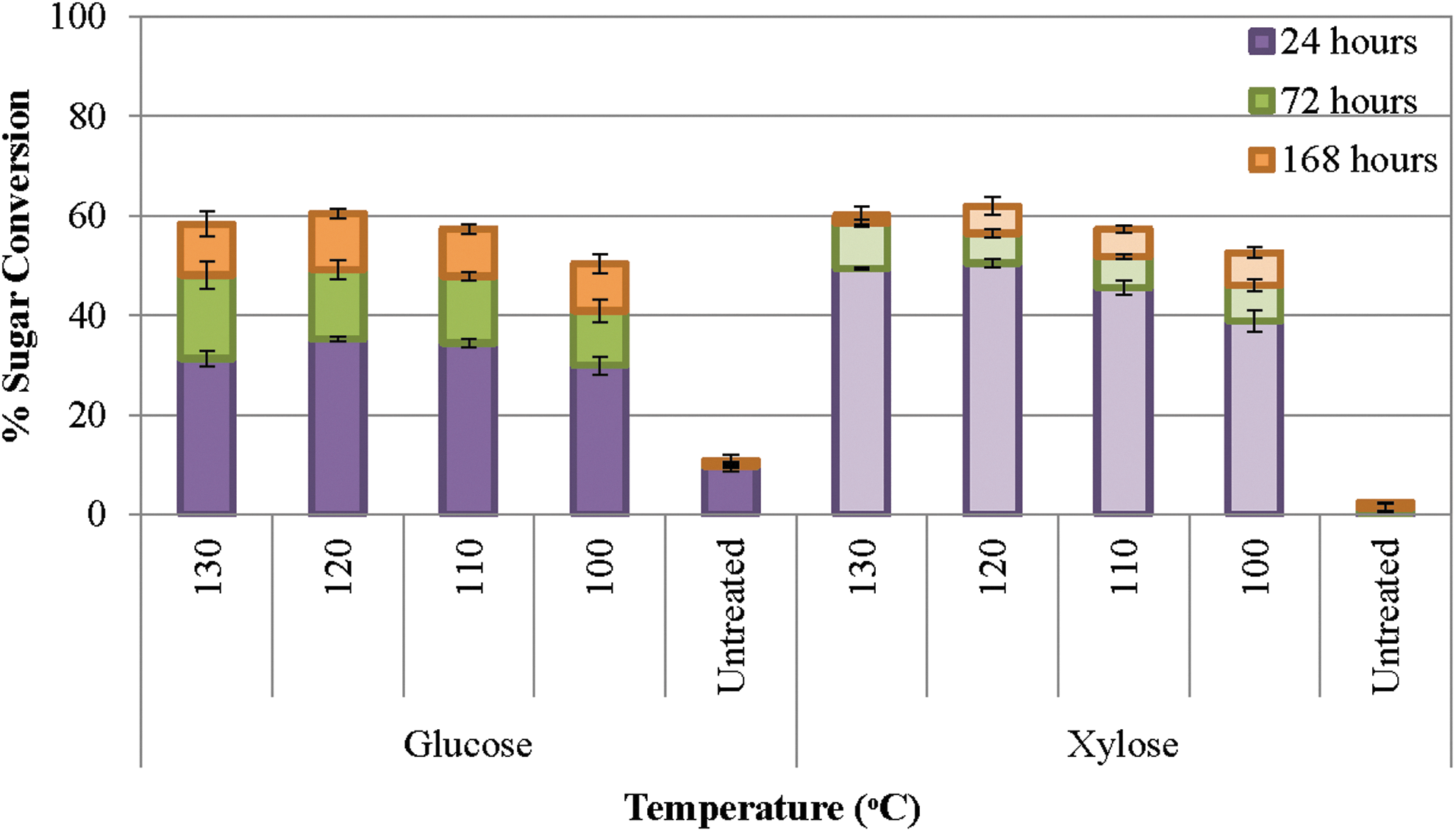
Effect of AFEX pretreatment conditions on sugar conversions. Enzymatic hydrolysis conditions: 1% glucan loading, 50°C, 250 rpm, 15 mg enzyme protein /g glucan, 70% Ctec2, 15% Htec2, 15% Multifect Pectinase enzyme mixture; AFEX pretreatment conditions: 2:1 AM:BM, 80% moisture content, 30 min residence time. Color images available online at
Optimal AFEX pretreatment of EFB compared to untreated
When untreated agricultural residues are subjected to enzymatic hydrolysis, sugar conversions are low due to biomass recalcitrance. Opening up the cell was during pretreatment and removing or re-locating lignin to the biomass surface increases enzymatic sugar depolymerization and conversion. 33 EFB is no exception, as seen in Fig. 2; after a 168 h enzymatic hydrolysis, untreated EFB sugar conversions were low (10.8% glucose and 2.5% xylose). Optimal AFEX-pretreated EFB had increased sugar conversions by 6-fold and 25-fold for glucose and xylose, respectively. To produce biofuels that are competitive with petroleum fuel, it is necessary to maximize enzymatic hydrolysis for sugar conversions, which is possible with AFEX pretreatment.
Enzyme Mixture Optimization
After the optimal EFB AFEX conditions were found, the enzyme mixture for enzymatic hydrolysis was optimized. The proper enzyme mixture balances cellulase and hemicellulose, ensuring one enzyme is not in excess while the other is lacking, ultimately increasing enzymatic hydrolysis sugar conversion. Pectin depolymerization is not a concern with EFB, however, Multifect Pectinase is a cocktail enzyme containing many accessory enzymes (xylanase, arabinofuronidase, pectinase, acetyle xylan esterase, xylosidase) that improved sugar conversion. The commercial enzymes were combined in three different ratios: Mix A (33% Ctec2, 33% Htec2, 33% Multifect Pectinase), Mix B (50% Ctec2, 25% Htec2, 25% Multifect Pectinase), and Mix C (70% Ctec2, 15% Htec2, 15% Multifect Pectinase). The mixes were then compared to find the highest enzymatic hydrolysis sugar yields (Fig. 3A). Part of the reason for choosing such enzyme combinations were to evaluate the role of pectinase, the most expensive of the commercial enzymes, during enzyme hydrolysis.
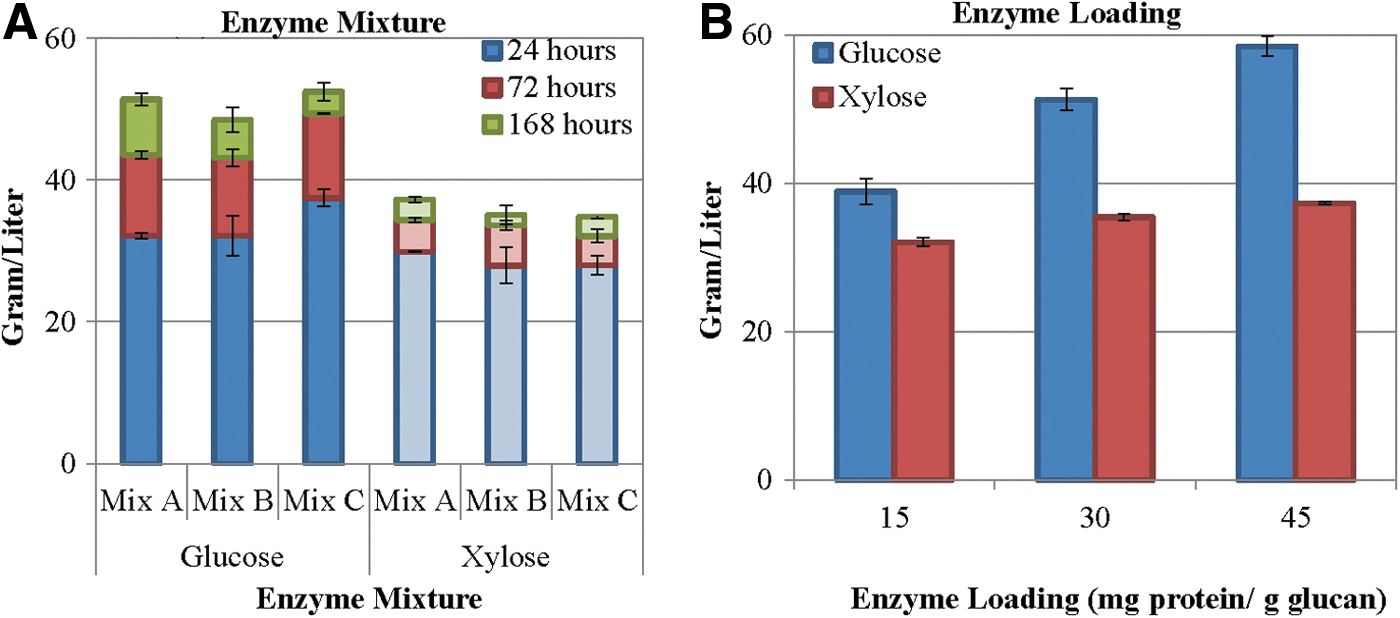
Enzyme optimization for AFEX-treated EFB for sugar conversions;
After 24 h enzymatic hydrolysis, Mix C produced the highest glucose yield (37.4 g/L), while Mix A produced the highest xylose yield (29.9 g/L). Increasing cellulase content from 33% to 70% increased glucose yields by 5.3 g/L. However, when hemicellulase cocktail content decreased from 33% to 15%, xylose yield decreased by 1.9 g/L. After 168 h, the difference between the 3 mixtures is not as significant as we anticipated. Mix A produced 51.4 g/L glucose and 37.3 g/L xylose, while Mix B produced 48.5 g/L glucose and 35.1 g/L xylose. The highest glucose and lowest xylose yield came from Mix C (52.5 g/L and 34.8 g/L, respectively). A high glucose hydrolysate is preferred because xylose is consumed during fermentation after all glucose is depleted. 34 Mix C (70% Ctec2, 15% Htec2, 15% Multifect Pectinase) was identified as the optimal EFB enzymatic hydrolysis enzyme mixture. These results show that Multifect Pectinase's contribution to EFB sugar conversion is limited.
Enzyme Loading Optimization
Enzyme cost is another hurdle for producing lignocellulosic ethanol. 2 However, finding a balance between enzyme loading and high sugar yields can reduce ethanol-production costs. Varying enzyme loading during hydrolysis can help to identify the minimal enzyme volume that produces high sugar concentrations. Enzyme loading was varied (15, 30, and 45 mg enzyme protein/g glucan) with the optimal enzyme mixture (70% Ctec2, 15% Htec2, 15% Multifect Pectinase); the results are shown in Fig. 3B.
As expected, higher enzyme loading increased glucose and xylose yields. The 15 mg enzyme protein/g glucan produced 38.9 g/L glucose and 32.1 g/L xylose after 168 h. Further increasing the enzyme loading to 30 mg enzyme protein/g glucan increased the sugar yields by 12.4 g/L, or 24% glucose and 3.3 g/L or 9% xylose. This increase produced enough fermentable sugars to counteract the extra enzyme cost. Increasing enzyme loading from 30 to 45 mg protein/g glucan had marginal improvement in sugar yield (7.2 g/L, or 12% glucose, and 1.9 g/L, or 5% xylose). Even though 45 mg enzyme protein/g glucan gave the highest sugar yields, it is uneconomical since enzyme loading was increased by 50% (from 30 mg enzyme protein/g glucan), but the glucose yield increase was marginal (12%). For these reasons, future enzymatic hydrolysis reactions were carried out using 30 mg enzyme protein/g glucan. It should be noted that enzyme hydrolysis is a dynamic process. As the enzymes degrade the AFEX-pretreated biomass, more sugars are released. As the sugar concentration increase, they tend to inhibit the biomass-degrading enzymes and slow down their activities.
Fermentation Experimental Results
The EFB hydrolysate contained 49.5 g/L glucose and 33.4 g/L xylose before inoculation with S. cerevisiae (424A) at 30°C. Yeast extract and tryptone were added as nutrients and compared to a control that contained no nutrient supplementation (Fig. 4 , Table 4). Within 24 h, all the glucose was consumed, after 72 h, 67.0% and 47.7% xylose was consumed for flasks with and without nutrients. With AFEX pretreatment, most biomass nutrients are retained, and many substrates do not need nutrient supplementation prior to fermentation. 35,36 Nutrient addition improved xylose consumption by 19.3%. However, ethanol yield was only marginally increased (4 g/L after 72 h), and since nutrients are expensive, their addition makes EFB ethanol-production uneconomical. In addition to nutrient supplementation, fermenting the residual xylose could increase ethanol production. The reduced xylose consumption could be because genetically modified yeast strains consumed xylose through the xylose reductase-xylitol dehydrogenase pathway. 37 This modification can increase xylitol production and reduce ethanol production. 38

EFB fermentation with and without nutrients. Here, AFEX-treated EFB hydrolysates ferment to ethanol using xylose-fermenting yeast S. cerevisiae 424A (initial OD600 of 2.0); Nutrients: 10 g/L tryptone, 5 g/L yeast extract; fermentation: 150 rpm, 30°C, pH 5.5. Color images available online at
Summary of Hydrolyzed EFB Feedstock Fermentation Parameters
Standard deviations are differences of duplicate experiments; aInitial concentration; bEthanol concentration after 72-h fermentation; cXylose concentration after 72-h fermentation; dPercentage of xylose consumed in 72 h based on initial xylose; eMetabolic yield was based on consumed glucose and xylose; fEthanol volumetric productivity calculated based on 24-h fermentation; gEthanol volumetric productivity calculated based on 72-h fermentation.
The EFB flask with nutrient-supplementation ethanol yield (35.8 g/L) was lower than previously reported for corn stover. Lau and Dale were able to get 40 g/L ethanol from corn stover fermentation without nutrient addition. 30 However, EFB ethanol yield is similar to OPEFB (35.6 g/L). 22
EFB Enzymatic Hydrolysis Conversion Comparisons
Sugar conversion from 72 h enzymatic hydrolysis of corn stover and OPEFB were compared to date palm EFB; conditions and results are shown in Table 5. EFB had lower glucan content (28.9%) than corn stover (36.6%) and OPEFB (32.3%). The untreated EFB gave 9.7% glucan conversion which is lower than corn stover (25.0%) and OPEFB (29.8%). After AFEX pretreatment, EFB glucan conversions were increased to 47.8%, which is lower than corn stover (73.0%) and oil palm empty fruit bunch (61.9%). These results showed EFB is highly recalcitrant, but identifying novel enzymes missing in the enzyme cocktail could potentially increase sugar yields during enzymatic hydrolysis. Besides recalcitrance, particle size could affect EFB sugar conversions. 39 The EFB was milled to 1–2 cm and further milling could increase conversion. However, reducing particle size is an energy-intensive process and could increase ethanol-production costs.
Various Biomass Enzymatic Hydrolysis Profiles and Sugar Conversion
1% glucan loading, 15 mg enzyme protein/g glucan, 250 rpm, 4.8 pH, 72 h; aAverage and standard deviation of duplicate samples.
Mass Balance
EFB mass balance details can be found in Fig. 5. A 1,000 g, EFB solids (DWB) contained 318 g glucose and 226 g xylose equivalent. After enzymatic hydrolysis, 136 g glucose equivalent and 38 g xylose equivalent remained in the UHS, while 179 g glucose and 128 g xylose equivalents were hydrolyzed (Fig. 5). More than 50% of the original AFEX-treated EFB solids (542 g DWB) were left behind after enzymatic hydrolysis. The EFB solids content decreased 14% after SSCF, and the final UHS content was 404 g DWB, implying structural sugars were depolymerized during fermentation.

Mass balance of RFB date palm. AFEX conditions: 2:1 AM:BM, 120°C, 80% moisture content, 30 min residence time; Enzymatic hydrolysis conditions: 72 h at 50°C, 250 rpm, 4.8 pH, 30 mg enzyme protein/ g glucan, 70% Ctec2, 15% Htec2, 15% Multifect Pectinase enzyme mixture; Fermentation conditions: 72 h, 30°C, 150 rpm, pH 5.5. Color images available online at
From 1,000 g AFEX-treated EFB, we were able to produce 119 g ethanol. There are several factors that could affect EFB ethanol yield. EFB's high recalcitrance reduced enzymatic depolymerization, and microbial inhibitors could inhibit yeast. All monomeric glucose in the EFB hydrolysate was consumed after 72-h fermentation, however 10 g oligomeric glucose, 53 g xylose, and 41 g oligomeric xylose remained in the fermentation broth and was not utilized by the yeast. This residual sugar and simultaneous saccharification and fermentation of UHS sugar (105 g glucose and 31 g xylose equivalent) totals 241 g of sugar that could theoretically make an additional 123 g ethanol.
Conclusions
We optimized AFEX pretreatment conditions and converted pretreated date palm EFB to ethanol. The optimum AFEX conditions were 2:1 AM:BM, 80% moisture content, 120°C, and 30 min residence. The optimal commercial enzyme cocktail was 70% Ctec2, 15% Htec2, and 15% Multifect Pectinase. Increasing enzyme loading increased glucan conversion, but 30 mg enzyme protein/g glucan was considered optimal. Fermentation with added nutrient supplementation increased xylose consumption, but the added ethanol yield was not enough to be economical. Comparing EFB enzymatic hydrolysis sugar yield with corn stover and OPEFB, EFB was found to be highly recalcitrant. Based on our mass-balance analysis, a large portion of glucose and xylose equivalent remained in the stillage. A considerable amount of xylan is converted to xylose and xylo-oligomers during enzymatic hydrolysis, but was not fully consumed by yeast during fermentation. More fundamental research is required to understand EFB's recalcitrant nature and missing enzyme activities in order to further increase sugar conversion and ethanol yield.
Footnotes
Acknowledgments
We would like to thank the funding agency Date Palm Research Center of Excellence (King Faisal University, Al-Ahsa, Kingdom of Saudi Arabia), Novozymes, and DuPont Genencor for supplying commercial enzymes; Prof. Nancy Ho for providing genetically engineered Saccharomyces cerevisiae yeast strain 424A; Christa Gunawan for analyzing HPLC samples; and Charles Donald Jr. for carrying out AFEX pretreatment. We thank Prof. Bruce Dale from Michigan State University for his valuable suggestions during the course of this project, and Dr. Shuhaida Harun from Universiti Kebangsaan Malaysia for supplying OPEFB for this work.
Author Disclosure Statement
No competing financial interests exist.