
Abstract
Enzymatic catalysis for biodiesel production using low-cost, high-acid, lower-grade waste oils has attracted much attention recently due mainly to economic issues, renewability, and sustainable benefits. The performance of a commercial, low-cost lipase (Eversa®, Novozymes) was investigated in the hydrolysis and subsequent esterification reactions for fatty acid methyl esters (FAME) production. In order to reduce the costs of industrial enzymatic biodiesel production, enzyme was used in its soluble, free form. A model mixture comprising soybean oil with high free fatty acid (FFA) content (0, 25, 50, and 75 wt% oleic acid) and low-cost substrates such as non-edible macauba acid oil (Acrocomia aculeata) and waste cooking oil were employed for FAME production. FAME yields as high as 97% were reached using 2.5 wt% water, 1.5 methanol equivalent, and 1 wt% Eversa enzyme content in a 16-h reaction. The enzyme biodiesel process described in this study appears to be a promising alternative to the traditional biodiesel process and can contribute to making enzymatic biodiesel feasible.
Introduction
Large-scale production of biodiesel has been mostly based on homogeneous, alkali catalysis. However, biotechnological production of biodiesel with lipases has received growing consideration in recent years and is undergoing rapid development. 1 Compared to conventional alkali-catalyzed production, the enzymatic process is considered a “green” route because it is less energy intensive and is also highly selective, producing a high-purity product with less downstream operations. 2 –4 In addition, the enzymatic process is very tolerant to high acid water contents present in waste oils and increases the biodiesel yield by avoiding the typical soap formation due to alkaline transesterification. 5 Nevertheless, many drawbacks, like high costs, remain to be solved for the industrial use of lipases in biodiesel production. 6
One of the advantages of producing biodiesel as an alternative energy lies in the wide range of available feedstock. However, edible oils with less than 1 wt% free fatty acids (FFA) have been used as feedstock for industrial biodiesel production despite the relatively high cost of the raw material, which is currently one of the most significant factors affecting the economic viability of fuel production. 7 –10 In fact, feedstock cost can comprise more than 75% of the overall biodiesel production costs. 11 The extensive use of edible oils might also lead to some negative impacts, such as starvation and higher food prices in developing countries. 12 In order to make the production of enzymatic biodiesel competitive compared to petroleum-derived diesel, feedstock for long-term supply at the lowest price possible must be pursued. 13 Byproducts that are obtained during the processing of edible oils, such as soapstock, acid oils, and deodorized distillates, have been suggested as a cheaper alternative feedstock for biodiesel. 14 –16
The use of liquid lipases for fatty acid methyl esters (FAME) production can make the whole process cost-efficient, more competitive, and sustainable. Liquid lipases can be produced and sold at prices 30–50 times lower than the immobilized ones and can also be reused after recovery from the glycerin phase. 6 Moreover, the use of unrefined, less expensive, high-FFA, lower-grade oils and fats would result in a dramatic reduction of the global costs of enzyme-catalyzed biodiesel production. 17 And by reducing the costs via enzyme immobilization, liquid formulations of free lipases can provide a highly competitive option for the conversion of oils and fats to biodiesel.
The available literature on the use of soluble lipases is scarce. In one of study, biodiesel production using the liquid lipase enzyme NS81006 in an oil/water biphasic system was carried out by methanolysis of triglycerides. 18 Free Rhizopus oryzae lipase F-APl5 (Amano) catalyzed the methanolysis of soybean oil and provided 80% FAME yield through stepwise addition of methanol to the reaction mixture in the presence of 4–30% water. 19 Cesarini et al. studied FAME production using phospholipases combined with a liquid lipase, which allowed enzymatic degumming and transesterification in a single step, using crude soybean oil as feedstock and converting part of the phospholipids into biodiesel. 20 At the end of 2014, Novozymes (Bagsvaerd, Denmark) launched Eversa® Transform. According to the manufacturer, Eversa is the first enzymatic solution for biodiesel production with a formulation that ensures high stability and long product shelf life, with proven performance as part of the first commercial-scale enzymatic biodiesel process in the world. 21
In this context, the present work attempts to contribute to building a platform for biodiesel production by exploring the use of a soluble, low-cost commercial lipase and non-edible raw materials as substrates. Performance of Eversa Transform lipase was investigated for FAME production using soybean oil with high FFA content (0, 25, 50, and 75 wt% oleic acid) as a model mixture, and non-edible macauba (Acrocomia aculeata) acid oil and used cooking oil. The enzyme biodiesel production described in this study appears to be a promising alternative to the traditional biodiesel process and can contribute to making enzymatic biodiesel feasible.
Materials and Methods
Materials
The oils used in this work were soybean oil (Soya, São Paulo, Brazil), soybean oil with high FFA content (25, 50, and 75 wt% oleic acid), Acrocomia aculeata acid oil (Cocal Special Oils Ltd-Abaeté, Minas Gerais, Brazil), and waste cooking oil (donated from a local market). Methanol and n-heptane (Vetec, 99.9% purity, Sigma-Aldrich, St. Louis, MO) of analytical grade were used without further treatment. Soluble lipase Eversa Transform was provided by Novozymes.
Procedure
Batch experiments
Enzymatic reactions were carried out using a horizontal incubator shaker (Excella E25, New Brunswick Scientific, Edison, NJ) in which a lidded 250-mL Erlenmeyer flask was placed. In all cases, FAME synthesis reactions were carried out at 35°C and 250 rpm agitation. The reaction mixture consisted of 0.8–1 wt% Eversa Transform lipase solution (by weight of feedstock), 0–80 ppm (by weight of feedstock) sodium hydroxide (NaOH), and water addition to 2.5–10 wt% (by weight of feedstock). Methanol (MeOH)—0.5–1.5 equivalents (eqv, on the basis of stoichiometric reaction)—was added stepwise (0.25 eqv each time) at 0, 1, 3, 4, 5, and 6 h to prevent enzyme inhibition. Samples were taken from the reaction mixture at specified times and centrifuged (3,500 rpm/10 min), with the upper layer subsequently analyzed.
FFA determination
For FFA determination, samples were weighed in a conical flask and dissolved in ethanol (40 mL). Indicator (0.5 mL 1 wt% phenolphthalein in ethanol) was added, and the solution titrated with 0.1 M aqueous KOH to purple color persistence. The amount of FFA was calculated as:
where FFA (wt%) denotes the fatty acids content (the weight percentage of FFA in solution); V is KOH solution volume (mL) employed in the titration; MKOH is the molarity of KOH solution (mol/L); MFA is the average molar mass of fatty acids; and ms is the sample mass (g).
FAME determination
Samples were diluted with 2 mL of ethanol and 8 mL of n-heptane. A small amount was then transferred to a 1-mL flask in order to obtain a concentration of 1,000 ppm. The internal standard was added at a concentration of 250 ppm, using n-heptane as solvent. Afterwards, 1 μL of solution was injected in triplicate in a gas chromatograph (Shimadzu GC-2010, Shimadzu, Kyoto, Japan) equipped with flame ionization detector (FID), auto-injector AOC-20i, and a capillary column RTX-Wax (30 m × 0.25 mm × 0.25 μm) serial 1208976. Column temperature was programmed for 120°C, holding 2 min, heating to 180°C at 15°C/min, holding 3 min, and then 250°C at 5°C/min, holding 2 min. Helium was used as carrier gas, and the injection and detector temperatures were 250°C with split ratio of 1:50.
Determination of monoacylglycerols, diacylglycerols, and triacylglycerols
The monoacylglycerols (MAG), diacylglycerols (DAG), and triacylglycerols (TAG) content was determined by gas chromatography (GC) (7890A GC, Agilent Technologies, Santa Clara, CA) with automatic on-column and FID injecting 1 μL of sample volume. Capillary column DB5 (5% phenyl, 95% methyl siloxane) 10 m × 0.32 mm × 0.1 m was used (Agilent Technologies). Operation conditions were in accordance with ASTM D 6584 method (ASTM International, West Conshohocken, PA). Column temperature was as follows: 50°C for 1 min, followed by increases of 15°C/min to 180°C, 7°C/min to 230°C, and 10°C/min to 380°C, kept for 8 min. Detector temperature was 380°C, and helium gas was used as carrier gas (pressure 80 kPa). External calibration curves were constructed at concentrations of 50–2,000 ppm for diolein, monolein, and triolein. The internal standards samples were derivatized using N-methyl-N-(trimethylsilyl)trifluoroacetamide, butanotriol, and tricaprin. The sample solutions were transferred to a sample vial and analyzed by GC-FID, making it possible to determine the content (wt%) of MAG, DAG, and TAG in the reaction medium.
Results and Discussion
Hydrolytic Ability of Lipase with and Without NaOH Addition
To evaluate the hydrolysis ability of the lipase for subsequent FAME production, tests were carried out using soybean oil with the addition of NaOH (10 ppm), soybean oil without the addition of NaOH (0 ppm), and a synthetic mixture of soybean oil with 10 wt% of oleic acid. The FFA contents after 4-, 8-, and 16-h reactions were determined and are shown in Fig. 1. In all cases, the reaction conditions were 6 wt% water, 1 wt% Eversa enzyme, and NaOH concentration according to the test. Figure 1 shows that almost no difference in FFA content was observed with or without 10 ppm NaOH addition for both 0 or 10 wt% initial FFA content, with a slight advantage of no NaOH addition. This illustrates that low concentrations of NaOH (10 ppm) did not favor hydrolysis reaction. The good tolerance of the enzyme to NaOH as well as to considerable initial FFA content (10 wt%) should also be noted. This demonstrates the enzyme's flexibility for different raw materials. It is worth noting that the Eversa enzyme performed oil hydrolysis well, thus expanding its range of applications in enzymatic catalysis and opening up possibilities for biodiesel production. In an attempt to better elucidate the role of NaOH in hydrolysis and esterification reactions, different concentrations of NaOH and shorter reaction times were tested.
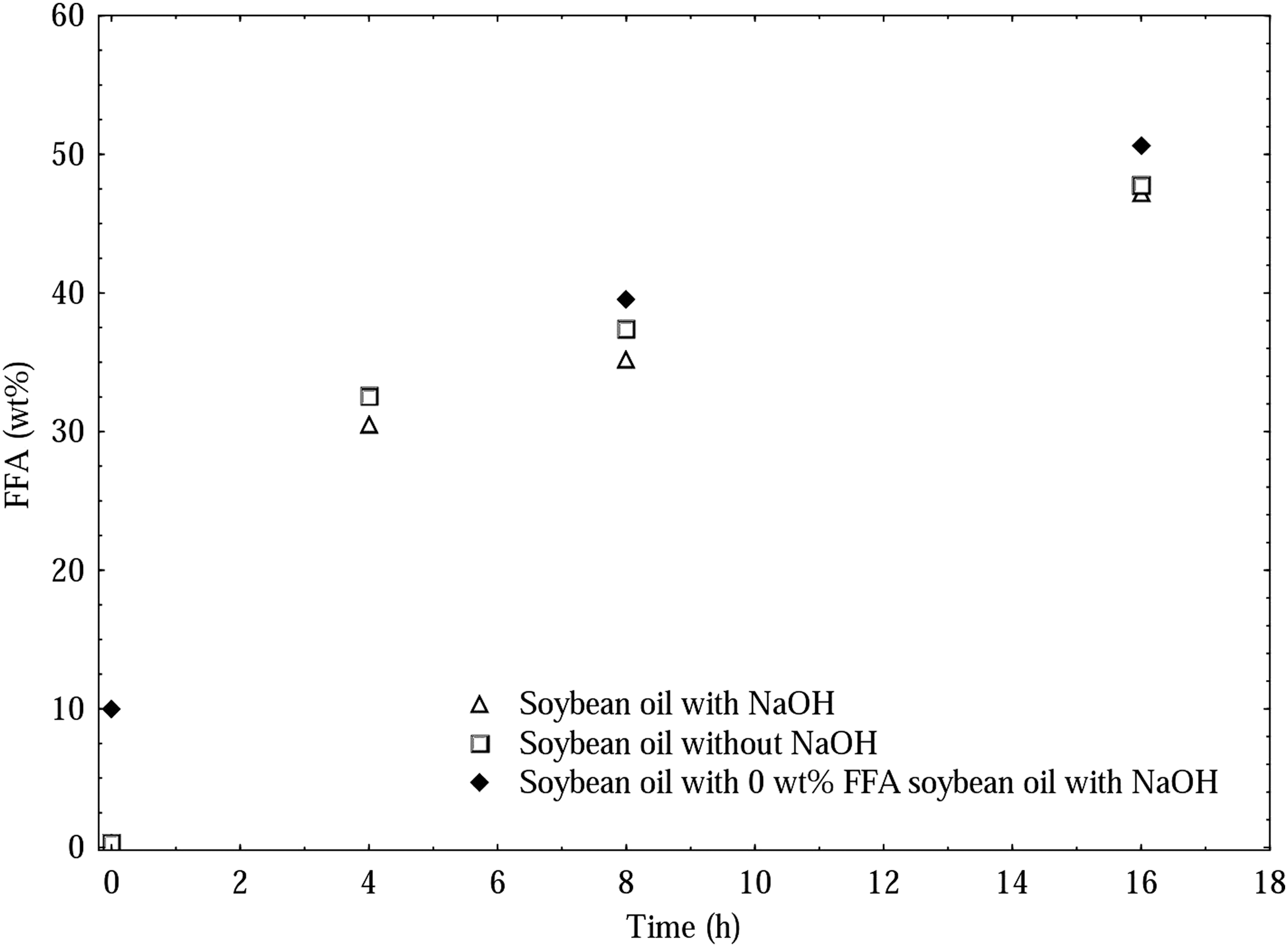
Hydrolysis results of soybean oil using Eversa lipase with and without NaOH and soybean oil with 10 wt% oleic acid and the addition of NaOH. Experimental conditions: 6 wt% water, 1 wt% Eversa enzyme, and NaOH according to test, in a shaker incubator at 250 rpm and 35°C.
Effect of NaOH Concentration on the Hydrolysis and Esterification of Soybean Oil
The effect of different concentrations of NaOH on the FFA and subsequent FAME production was also evaluated. For this purpose, reactions were conducted with NaOH concentrations of 0, 10, 20, 40, and 60 ppm. FFA and FAME contents were obtained using soybean oil, water (1 wt%), Eversa enzyme (0.8 wt%), methanol (0.5 eqv), and NaOH at different concentrations after a fixed 1-h reaction. Results are shown in Fig. 2. The final FFA content observed indicates that there was no appreciable difference between the use of different NaOH concentrations from 0 to 60 ppm. Also, it can be noted from the amount of FAME produced that, compared to the test describe above with and without NaOH, the content of FAME remained for practical purposes invariable for all other NaOH concentrations tested. Therefore, it was decided to not adopt the addition of NaOH in the FAME production using soybean oil.
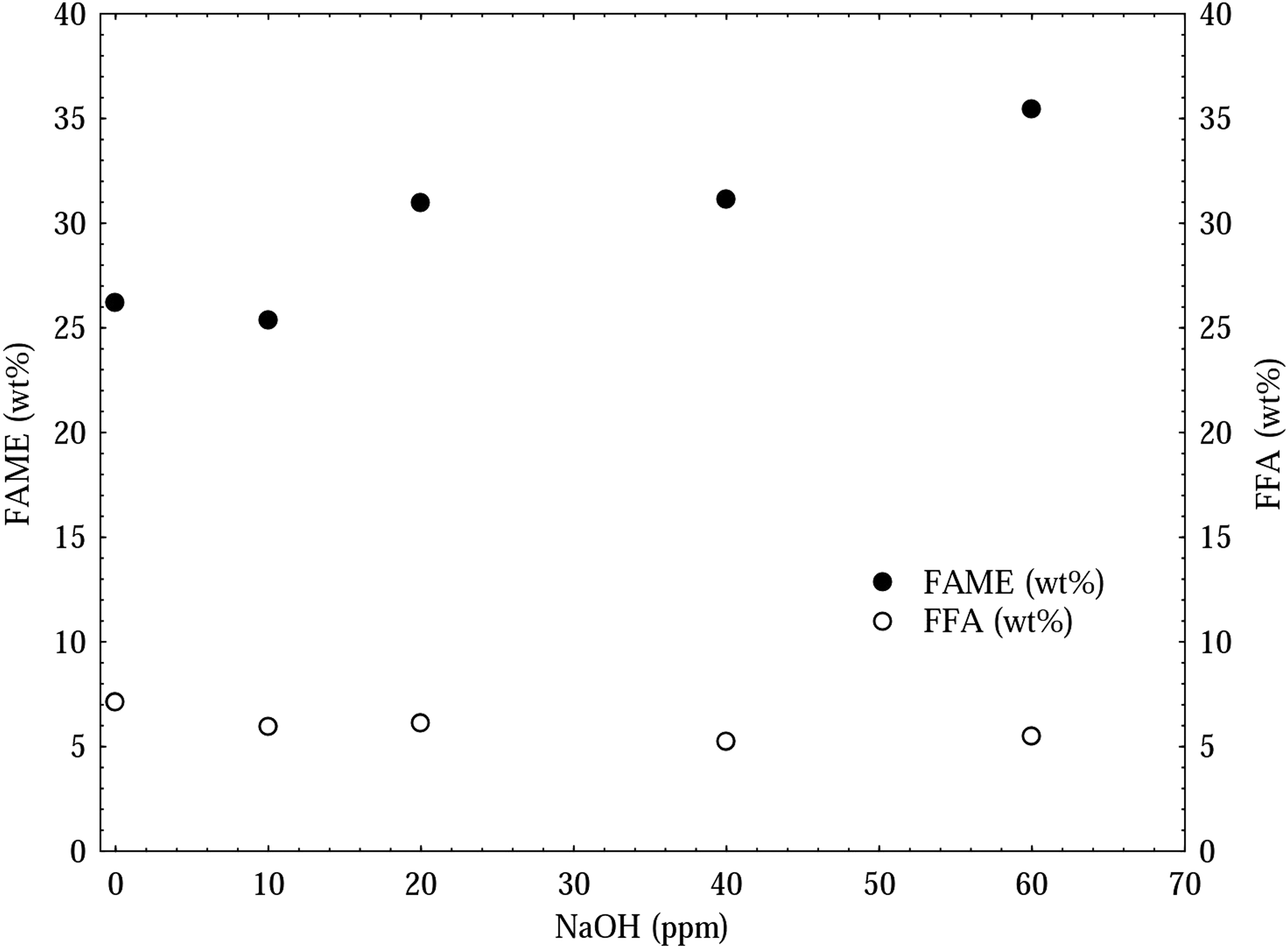
Esterification of soybean oil with the addition of different concentrations of NaOH. Experimental conditions: 1 wt% water, 0.8 wt% Eversa enzyme, 0.5 eqv methanol, and NaOH at different concentrations; fixed 1-h reaction.
In the hydrolysis reaction, water was added to the medium (3 wt%), Eversa enzyme (0.8 wt%), and different NaOH concentrations. Samples were incubated in a shaker (1 h at 35°C and 250 rpm). The better results, using concentration of 0 ppm NaOH, resulted in an FFA content of 22.4%. When concentrations of NaOH above 10 ppm were used, progressive foaming formation was noted, with negative impact on reaction conversion to FAME and hence addition of sodium hydroxide was discontinued for the next assays with soybean oil.
Reaction with the addition of Lipozyme TL IM
In an attempt to increase FAME production, it was decided to improve the hydrolysis step by adding the commercial immobilized lipase Lipozyme TL IM (Novozymes). The amount of water in the reaction medium was increased to 10 wt%, and 1 wt% of Eversa enzyme and 1 wt% of Lipozyme TL IM were used. Nevertheless, no improvement in FAME production was achieved from the association of the two enzymes (Fig. 3). Results from the 8-h reaction did not provide FAME values greater than 88%. The high content of water involved in the process may have led to reversal of the esterification reaction, causing hydrolysis of some of the esters that were formed.

Kinetics of biodiesel production with soybean oil, Eversa 1 wt% + 1 wt% Lipozyme TL IM, and 10 wt% water in a shaker incubator at 250 rpm and 35°C.
Results show that the performance of the Eversa enzyme was not much affected by the amount of water present in the system, unlike many soluble enzymes. Cesarini et al. studied the production of biodiesel through soluble and immobilized lipase (Accurel MP1000) from LIPC of Pseudomonas aeruginosa 42A2 and LipCmut. 17 High FAME contents were obtained with immobilized enzymes LIPC—19.7% of FAME with 5 wt% MeOH, 10 wt% water, and soluble LipCmut and 24.9% of FAME using 7.5 wt% MeOH and 10 wt% water. Thus, the LIPC and LipCmut enzymes revealed that their reaction mechanism is dependent on water content for the production of esters. Water is an essential component for keeping the three dimensional structure of certain specific lipases, especially when used in soluble form, as water gives greater protection thus avoiding inhibition by substrates and products during the reaction. 22
Kinetic Study Using Soybean Oil As Substrate
Together with the kinetic study of the reaction using soybean oil as substrate, two blank reaction tests were also carried out using the same experimental conditions, except one excluded enzyme from the reaction medium while the other omitted water. The blank tests, both conducted in a shaker at 35°C and 250 rpm for 16 h, demonstrated that the production of esters only occurs in the presence of Eversa enzyme catalyst. In other words, the reaction is not autocatalytic in the first case and negligible TAG conversion was noted in the absence of water. In the latter case, the absence of a heavier decanted phase and the fact that the density in the upper phase remained nearly the same of the original oil was clearly noticeable.
Figure 4 shows that after 16 h, 96.7 wt% FAMEs was obtained when enzyme and water were employed. From the analysis of FFA formation and conversion to esters in the reaction, soluble enzyme acts possibly via a methyl ester formation mechanism based first on the hydrolysis step, which releases DAG, MAG, and FFA, followed by an esterification reaction between methanol and FFA to produce FAME.

Kinetic study of biodiesel production using soybean oil, 1 wt% Eversa, water 2.5 wt%, and 1.5 eqv of methanol in a shaker incubator at 250 rpm and 35°C.
Two kinetic tests using 0.5 and 1 wt% of Eversa (both at 35°C, 250 rpm, up to 48 h) were performed to elucidate the role of enzyme content in the reaction evolution (Fig. 5). When 0.5 wt% enzyme is added (Fig. 5A), a relatively high FAME content is obtained at 40 h—95.1 wt% with 2.1 wt% FFA and low values of MAG (0.21 wt%), DAG (1.35 wt%), and TAG (1.66 wt%). Nevertheless, a much faster reaction rate is observed when using 1 wt% of enzyme (Fig. 5B); 94.5 wt% of FAME was found at 16 h, along with 1.49 wt% of FFA, 0.39 wt% of MAG, 1.92 wt% of DAG, and 0.67 wt% of TAG.
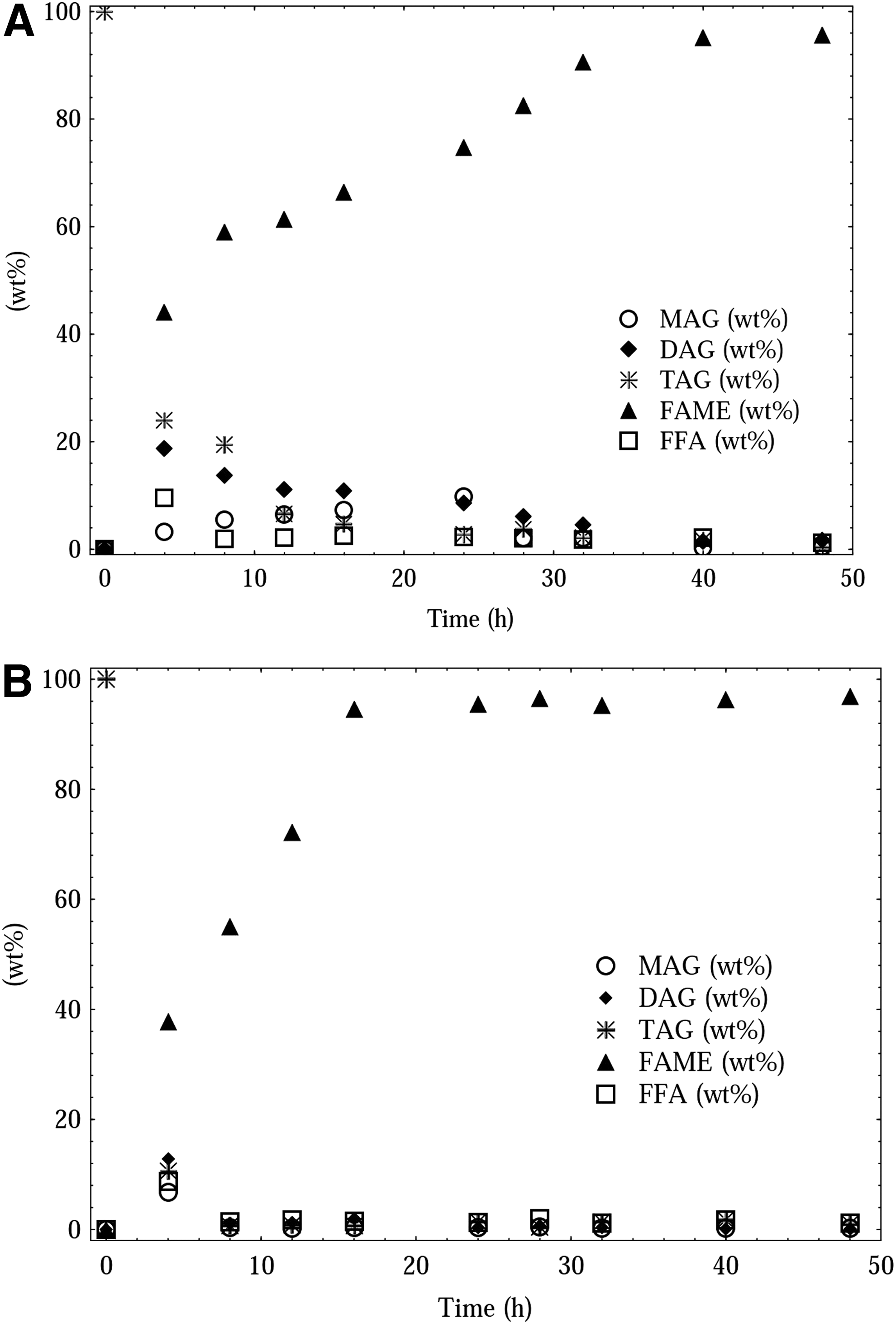
Kinetic evaluation of enzymatic biodiesel production using soybean oil with
According to Cesarini et al., who explored the performance of Callera L. Trans soluble lipase in the production of methyl esters using crude soybean oil, time-course high performance liquid chromatography analysis of the reaction products suggests that the soluble enzyme proceeds through a mechanism of methyl ester formation based on a first hydrolysis step that releases FFAs, DAGs, or MAGs, followed by esterification of FFAs with methanol for FAMEs production. 6
Reaction Kinetics of Soybean Oil with High FFA Contents
A kinetic study was undertaken to check the enzyme performance or partially hydrolyzed oils with respect to the FFA content. Results for the model system of soybean oil with the addition of 25 wt% of FFA are shown in Fig. 6, where it can be noted that for a 16-h reaction, 95.1 wt% FAME and 3.51% FFA contents were reached. The results for soybean oil with 50 wt% FFA—97.2 wt% of FAME and 3.50% FFA—were observed in 16 h. The results for soybean oil with 75 wt% FFA showed the highest FAME content, at 85.97 wt%, with an FFA content of 17.45%, in a 16-h reaction. According to Kitakawa-Shibasaki et al., reactions with high levels of FFA may require the removal of water during the reaction, and the addition of excess alcohol may be also be mandatory to shift the reaction equilibrium towards product formation. 23 Therefore, additional operation steps, including the removal of water, methanol, and glycerin, and the addition of alcohol in the reaction medium for the transesterification, may be needed. Obviously, implementation of these additional steps may result in an increase in production costs.
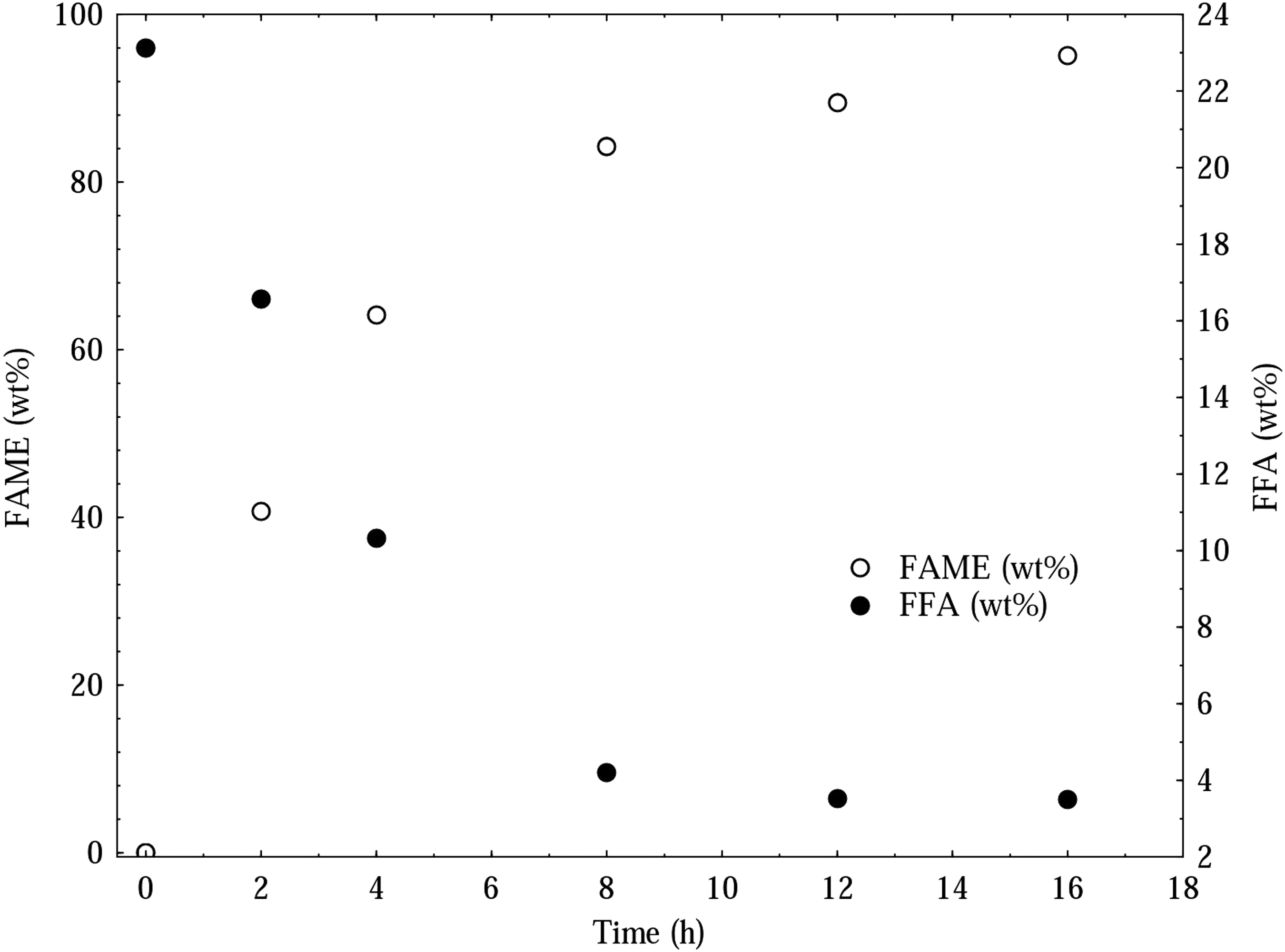
Kinetic study of biodiesel production using soybean oil with 25 wt% FFA, Eversa 1 wt%, water 2.5 wt%, and 1.5 equivalents of methanol.
The use of enzymatic catalysts may reduce the costs related to raw material pre-treatment and allows the use of a wide variety of oils and fats. Furthermore, glycerin byproduct will usually exhibit far superior quality (and hence higher economic value) compared to the byproduct from conventional biodiesel operations (alkaline catalysis). The salt content in crude glycerin obtained from conventional biodiesel production using alkaline catalysts ranges from 5–7%, which makes conventional purification technique more costly. 24,25
Li et al. studied the production of esters using oils with different phospholipids contents in crude vegetable oils to evaluate the effect on the thermal stability of enzymes with addition of 50 and 80 wt% of oleic acid. 26 Results showed that the presence of 50 wt% of FFA led to a 6% decrease of FAME yield compared to the control (0% phospholipids), and a 4% improvement in biodiesel yield was obtained with 80 wt% FFA present in the system, i.e., the presence of FFA in the reaction system seems to help reduce the inhibitory effect caused by the coexistence of phospholipids and methanol.
Cesarini et al. evaluated the production of biodiesel with soluble lipase Callera Trans L. and crude soybean oil (non-degummed) with initial FFA content of 7.8 wt%. 6 Production of 96 wt% of methyl esters after a 24-h reaction at 35°C and 200 rpm was observed. The performance of the enzyme in the oil mixtures studied presents great value, because the possibility of producing biodiesel from oils with high FFA content opens a new perspective for biodiesel production from acid oils, often from reuse or non-edible raw materials.
Kinetics of Fame Production From Macauba Oil
The kinetic study of biodiesel production using macauba oil was also performed. Again, a blank reaction without the presence of the enzyme showed no production of FAME and no change in the original FFA content (60.54 wt%). Figure 7 shows that 80.89 wt% of FAME was reached for 16-h reaction, demonstrating Eversa's high performance for a non-edible, low-grade high-FFA-content oil.
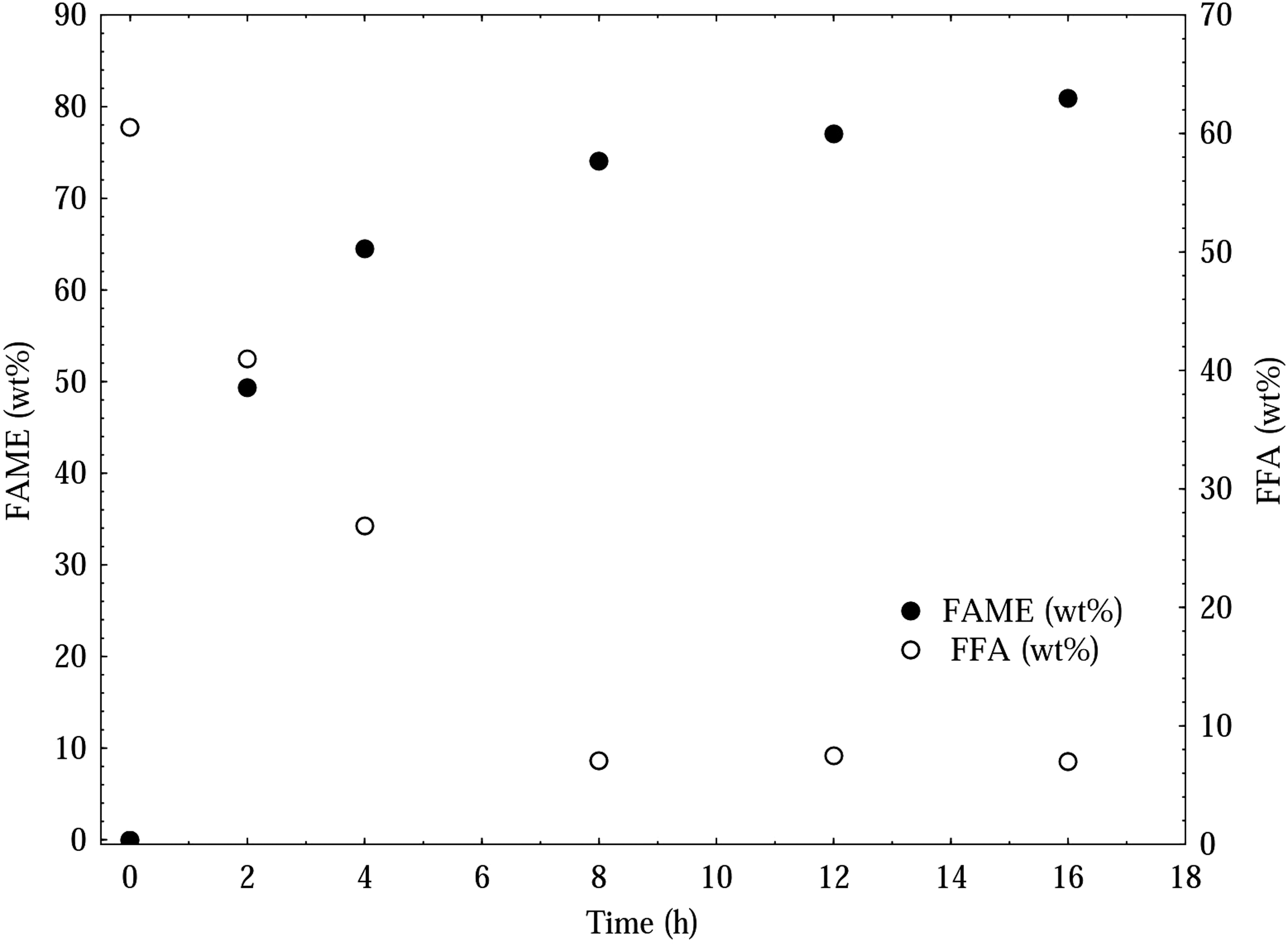
Kinetic study of biodiesel production using macauba oil with Eversa 1 wt%, water 2.5 wt%, and 1.5 equivalents of methanol.
According to detailed analyses of macauba oil by Gonzalez et al. and Michelin et al., around 80.1 wt% of oil can be converted to FAME, implying that 19.9 wt% compounds cannot contribute to esters formation and that, in the present context, an excellent conversion to FAME was achieved. 27,28
Carvalho et al. evaluated the potential of non-edible materials to produce biodiesel by enzymatic processes. 29 The raw materials used in the ethanolysis catalyzed by Burkholderia cepacia-immobilized lipase were andiroba oil (Carapa guianensis), babassu (Orbignya sp.), Jatropha (Jatropha curcas), macauba, palm (Elaeis guineensis), and tallow. The best FAME content was 92% obtained within a 24-h reaction, confirming that high FFA content did not affect the performance of the biocatalyst employed.
Kinetics of Waste Cooking Oil Esterification
Figure 8 shows the results of a kinetic study of biodiesel production using waste cooking oil as substrate. FAME content as high as 95 wt% was found at 16 h with 2.71 wt% FFA final result reached. These values are considered good and consistent with those observed for the other oils studied, reinforcing that the reaction protocol adopted in this work may be suitable for other reaction systems.
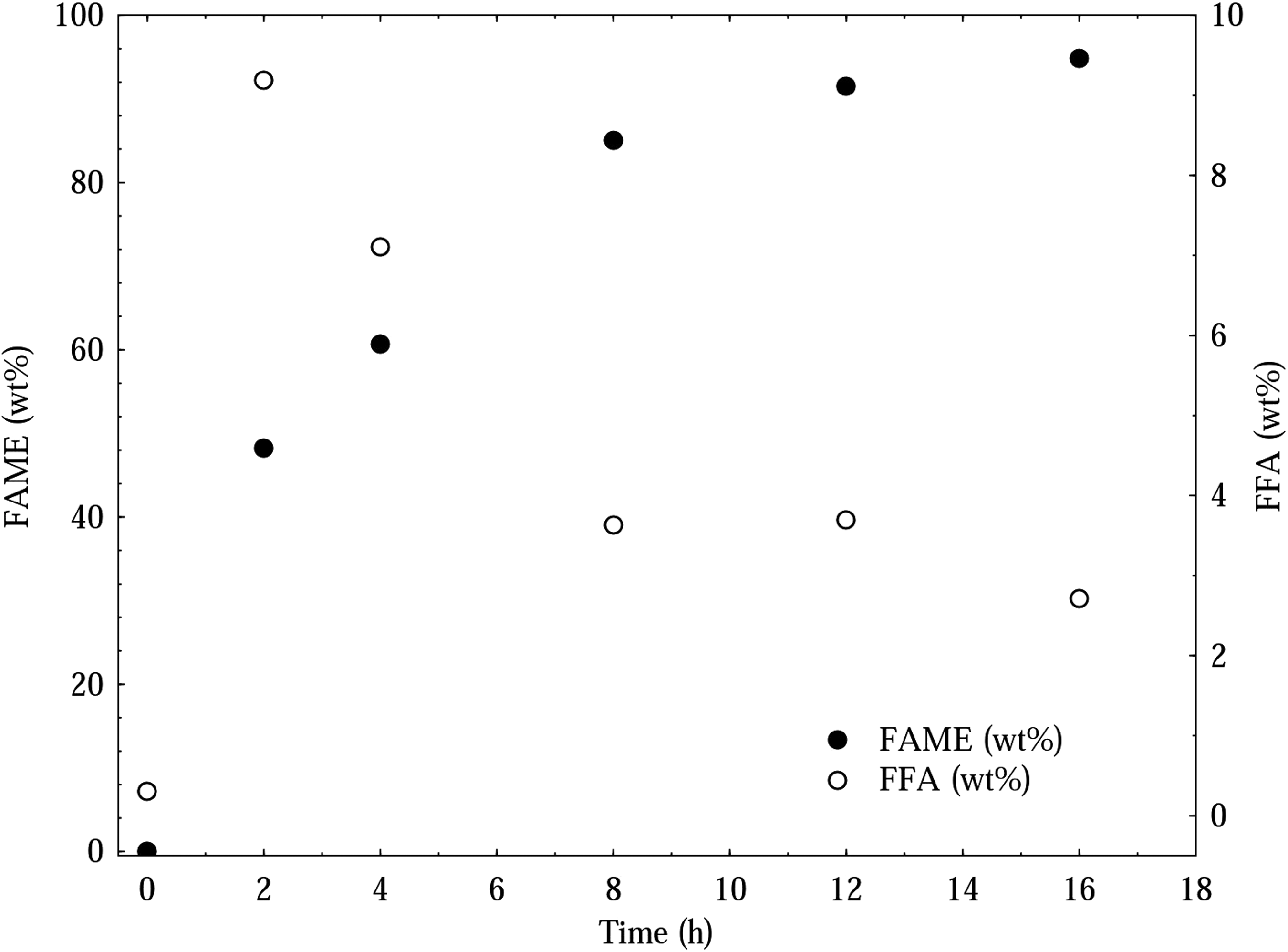
Kinetic study of biodiesel production using waste cooking oil with Eversa 1 wt%, water 2.5 wt%, and 1.5 equivalents of methanol.
The use of a soluble lipase for waste cooking oil processing was not found in current literature since the application of free enzyme reactions for biodiesel production is a relatively unexplored issue. Yan et al. studied a new and robust recombinant Pichia pastoris yeast whole cell catalyst with the intracellular expression of Thermomyces lanuginosus lipase for biodiesel production from waste cooking oil and found 82% yield within 84 h and 6% dosage whole cells. 30
Nie et al. studied the production of biodiesel from used cooking oil by lipase Candida sp. 99-125 assisted with cyclodextrin as an additive, using 0.4% of enzyme, lipase cyclodextrin 2:1 (g/g), water content of 2% by weight, and stirring speed of 180 rpm. 31 Methanol was added 30 times at 1/30 M eqv hourly and 88% FAME yield was reached.
Kuo et al. studied the liquid recombinant Candida rugosa isozymes for the transesterification of non-edible oils to produce biodiesel and reached 95.3 wt% FAME yield using crude Jatropha oil under the optimal condition of 50 wt% of water, 1 eqv initial of methanol feeding, and an additional of 0.5 methanol eqv at 24 h for a total reaction time of 48 h at 37°C. 32
Laboratory Scale-Up of Biodiesel Production
Considering the favorable results obtained with the oils studied, a laboratory scale-up study of the process was carried out at the optimal conditions found for the production of biodiesel: 1,000-mL Erlenmeyer flasks with 600 g of oil, methanol (1.5 eqv), water (2.5 wt%), and Eversa enzyme (1 wt%) were incubated in a shaker at 250 rpm and 35°C for 16 h. Results for initial and final FFA content as well as FAME content are presented in Table 1. It can be seen from this table that results for all oils were similar to those obtained for the reaction at smaller scale (100 g of oil). The soybean oil with 25% and 75% of FFA produced ester contents slightly lower, probably due to some process of adjustment by scale, but these results were not far below the values found previously. Such results demonstrate that Eversa enzyme can be applied to larger-scale reactor systems, as the catalyst showed excellent versatility and did not require special adaptations.
Production Scale-Up of Biodiesel Using Eversa Enzyme
Conclusion
The performance of Eversa soluble enzyme was evaluated for hydrolysis and esterification reactions using methanol, water, NaOH, and incubation for 16 h in a shaker at 35°C and 250 rpm. At mild reaction conditions, high FAME conversions were obtained: 96.7 wt% from soybean oil; 95.1 wt% from soybean oil 25 wt% FFA (oleic acid) mixtures; 97.2 wt% from soybean oil 50 wt% FFA; 85.97 wt% from soybean oil 75 wt% FFA; 80.89 wt% from macauba oil; and 94.89% wt% from waste cooking oil. The favorable appearance of the glycerin obtained at the end of the reaction, reasonable reaction time, simplicity of the separation processes involved, and low cost of the enzyme shows that Eversa lipase has great potential for commercial large-scale processing using different raw materials, especially lower-grade, low-cost, high-FFA feedstocks.
Footnotes
Acknowledgments
The authors thank the National Council for Scientific and Technological Development (CNPq) and Coordination for the Improvement of Higher Education Personnel (CAPES) for their scholarships and financial support of this work. The authors gratefully acknowledge the technical support from Transfertech (Erechim, Brazil) and Novozymes.
Author Disclosure Statement
No competing financial interests exist.