
Abstract
Due to their high starch content, industrial sweetpotatoes can serve as feedstocks for the manufacture of biofuels and value-added chemicals, with sugar syrup being a viable intermediate product. The potato remnants are also useful as a potential supplement for animal feed or as feedstocks for anaerobic digestion into biogas. In the present study, CX-1 variant industrial sweetpotatoes were converted into flour and enzymatically saccharified at a concentration of 20% (w/v). The sugar-rich liquid fraction was separated and concentrated through evaporation to a final density of 1.26 g/mL. The process had a yield of 0.85 kg syrup/dry-kg potato. Using the mass and sugar profile of the syrup, an estimated 81% of the total glucose available in the potato starch was extracted into the syrup. The residual solids were also evaluated for methane potential via anaerobic digestion, resulting in 428 LNCH4/kg VS added which correlates to 100% of the theoretical yield on a chemical oxygen demand (COD) basis. The recovered CX-1 glucose syrup residue was lower in fiber and richer in total protein and most of the essential amino acids compared to the original CX-1 feedstock, which makes it an attractive supplementary ingredient for animal feeds. The CX-1 industrial sweetpotato is not only a valuable feedstock for bio-based fuels, but syrup processing and the syrup residuals provide value-added products from this industrial crop.
Introduction
The sweetpotato has traditionally been known as a subsistence crop that is grown throughout the developing world. However, genetic breeding programs have led to the development of an industrial sweetpotato that is used for starch production, which has stimulated research on the bioethanol potential from sweetpotatoes. 1 –4 In 2014, China was responsible for nearly 70% of the 104 million metric tons of sweetpotatoes produced globally. 5 China uses approximately 50% of its sweetpotato yield for industrial purposes including starch extraction (40%) and processing of organic products (5 to 10%) such as ethanol and organic acids. 6 The use of starch-rich crops that can be grown on marginal lands with reduced water and nutrient inputs has become more attractive in recent times given persistent difficulties in commercialization of cellulosic biofuels. Industrial sweetpotatoes contain higher dry matter (DM) and starch content than the usual table varieties. 7 The roots of the industrial sweetpotato cultivars had an average of 28% DM whereas the table varieties had an average of 22% DM. 7 Although table varieties are typically used for producing syrups since they consist of simpler sugars, high-starch varieties can also be converted into syrup feedstocks with multiple applications. The syrups can be readily fermented into ethanol or similar fermentation biofuels. Alternatively, they can be enzymatically converted into various monosaccharide (fructose, sorbose, xylose) or sugar alcohol (mannitol, erythritol, sorbitol, and xylitol) syrups, which have substantial applications in food processing. 8 Additional bio-based value-added products include citric acid, oxalic acid, gluconic, and amino acids. 8 Furthermore, as sugar-rich feedstocks, they can be catalytically converted into furan products such as furfural, hydroxymethyl furfural and 2,5-dimethyl furan, all of which have applications as fuels, industrial solvents and synthetic monomers. 9,10
While corn syrup is a major commercial product in the United States, glucose and fructose syrups made from sweetpotato starch are manufactured extensively in China and Japan. 11 The partial conversion of glucose into high-fructose corn syrup (which contains 42% fructose) produces a highly soluble, noncrystalline sweetener with much sweeter taste than sucrose but with less calorie content. 11,12 Regardless of the end use for the syrup, the syrup residues are a valuable by-product that can be used as a supplement for animal feed or a feedstock for bioenergy. Indubitably, the characteristics of syrup residues left after sugar conversion and syrup separation vary depending upon the initial compositions of the starting feedstocks. In general, it is expected that most of the non-convertible sugar components of the feedstock, such as proteins and minerals, will be concentrated in the remaining solid phase, i.e. the syrup residues. Depending on the type of proteins, amino acids, and fiber digestibility, further value can be added to the syrup residues as alternative nutrients in animal feed production. To our knowledge, literature on the nutritional values of the syrup residues does not exist.
Anaerobic digestion (AD) is particularly attractive to both distilleries and food-producing industries that require high energy usage and produce solubilized organic waste streams. Methane recovered from AD can be used directly to provide heat for the processing operation or converted into electricity to offset some of the energy consumed in the conversion processes. Other benefits of AD for these industries include replacement of fossil fuel use, reduced methane from landfills where the wastes are commonly disposed, elimination of waste-disposal transportation costs and associated vehicular emissions, and increased energy security for their processing needs. 13,14 The operators understand the nature of their particular waste stream and are already equipped for process handling. Thus, the AD alternative for syrup residues should be explored.
Due to the lack of reported literature on syrup residues, particularly from sweetpotatoes, this research focuses on their value-added potential from both the nutritional and the bioenergy perspectives. To support the current research on biofuels from sweetpotatoes, an industrial cultivar known as the CX-1 was selected. The CX-1 has a light yellow flesh color and was specifically selected for fuel ethanol production because of its large roots, high DM content and high starch concentrations. 15 The objectives of this research were to evaluate the process of converting the CX-1 into syrup, characterize the syrup and syrup residues associated with this feedstock, and assess the potential value of the syrup residues as animal feed and bioenergy via anaerobic digestion.
Materials and Methods
Syrup and Syrup Residue Production
To economize the syrup production process, the glucose syrup was produced via the synergistic actions of two common starch-hydrolyzing enzymes on the raw sweetpotato flour. The syrup production process is shown schematically in Fig. 1, and the associated methodology for each step is described below.

Process schematic for the production of sweetpotato syrup and syrup residues.
Mash preparation and liquefaction
The dried sliced sweetpotato was ground to 0.5 mm using a Model 4 Wiley knife mill (Thomas Scientific, Swedesboro, NJ). A 20% suspension (w/v) of sweetpotato starch and water was prepared. The pH of the slurry was adjusted to 5.8 using 75% H2SO4 and the slurry was incubated at 80–83°C with 0.1% w/wflour,wet thermostable α-amylase (Liquozyme SC, Novozymes, Franklinton, NC) for 90 min in a BFA-type Labomat mixing apparatus (Werner Mathis USA Incorporated, Concord, NC).
Saccharification
The liquefied slurry was cooled to 50°C and the pH adjusted to a range of 5.0 to 5.2. Amyloglucosidase (Spirizyme Fuel, Novozymes) was added to a final concentration of 0.2% w/wflour,wet and incubation resumed for 48 h. Following the incubation, the mixture was cooled to room temperature and subjected to the separation step.
Syrup and residue separation
Centrifugation followed by vacuum filtration was used to separate insoluble solids from the sugar-rich liquid fraction. The saccharified mixture was transferred into 250-mL Nalgene polypropylene copolymer centrifuge bottles (Thermo Scientific, Waltham, MA). The samples were centrifuged in a Sorvall RC 5C-Plus centrifuge (Thermo Scientific) at 10,000 × g for 30 min at a temperature of 10°C. Following the spin, the supernatant liquid was decanted into a tared, sterile 1000-mL flask. The process was repeated two more times to maximize the solid-liquid separation. The remaining solids were then collected in a tared, sterile container and the total weight recorded. To prevent microbial contamination and facilitate storage, the syrup was concentrated through evaporation in a Buchi RotaVapor EL 130 rotary evaporator (Buchi, Switzerland), powered by a Welch ChemStarr vacuum pump (Welch, Niles, IL). Evaporation was carried out at 65°C and 50 rpm. Weight of the liquid fraction before and after evaporation was carefully measured. The insoluble fraction (the syrup residue) was also weighed and kept frozen at −22°C for further analyses.
Characterization of Feedstock, Syrup Product and Syrup Residues
The feedstock (diced sweetpotato), the generated glucose syrup, and the syrup residues were subjected to extensive proximate analyses following the standard protocols. These analyses included total sugar (AACC 80-04), crude protein (AOAC 990.03), acid detergent fiber (AOAC 973.18), neutral detergent fiber (AOAC 2002.04), phosphorous (AOAC 985.01), and amino acid profile of sweetpotato and syrup residues (AOAC 994.12), which were performed by Minnesota Valley Testing Laboratories, Inc. (New Ulm, MN). The sugar profile (glucose, maltose, maltotriose and maltodextrin molecules) and the glucose equivalent (GE) content of the produced syrup were determined at the National Corn to Ethanol Research Center (Edwardsville, IL) using a Shimadzu 20 series high-performance liquid chromatography (HPLC) assembly with a Shimadzu Series 10 Refractive Index Detector (Shimadzu America Inc., Columbia, MD). The column used was a 30-cm × 7.8-mm I.D. Supelcogel C610H (Sigma Aldrich, St. Louis, MO). The mobile phase was 0.01N sulfuric acid, prepared by diluting 10N sulfuric acid (Ricca Chemical Company, Arlington, TX). A temperature of 60°C and isocratic flow rate of 0.8 mL/min were maintained. The total reducing sugar content during the syrup processing was expressed in glucose or GEs, as shown in Equation 1. The analyses were conducted in triplicate and mean values are reported.
The syrup residues were also evaluated for pH using an Accumet Model 10 pH meter and sugar content (Brix) using a pocket refractometer (Model PAL-α, Atago Company, Ltd., Tokyo, Japan). Total solids (TS), also termed DM, was determined by drying the sample to a constant weight in a gravity convection oven at 105°C. Volatile solids (VS), also termed organic matter (OM), was determined by igniting the sample to a constant weight in a muffle furnace at 550°C according to Standard Methods. 16 Chemical oxygen demand (COD) was measured according to Standard Methods using the Closed Reflux Colorimetric Method with a digestion solution prepared by the HACH Company (Loveland, CO). 16 Concentrations were determined using a DR 3900 Spectrophotometer (HACH Company). The soluble fraction of the sample for COD analysis was generated using a Sorvell RC-5B Refrigerated Superspeed Centrifuge (DuPont Company, Newtown, CT) at 12,000 × g for 30 min at a temperature of 10°C. All analyses were conducted on triplicate samples.
Biomethane Production From Syrup Residue
Methane index potential (MIP) batch assays were conducted to measure the ultimate methane yields for the syrup residues. 17 Syrup residues and positive controls (glucose, cellulose and starch) were added to 250-mL anaerobic serum bottles at an organic loading of 1.7gVS/L. The inoculum was obtained from a mesophilic anaerobic digester fed with flushed dairy manure and characterized for the same parameters as the syrup residues. Laboratory methods are described in the preceding section. The inoculum had a pH of 7.69 ± 0.04, TS of 1.28% and VS of 60.87 ± 0.10 %TS. A total of 200 mL of inoculum was added to the syrup residues. Thus the inoculum to feedstock ratio was 2.25 to 1 on a TS basis. Inoculum blanks were included to account for any baseline methane production from the inoculum. The syrup residues, positive controls, and inoculum blanks were assayed in triplicate.
The bottles were sealed with a rubber septum and crimped with an aluminum cap (Wheaton, Millville, NJ). Bottles were shaken, inverted to prevent potential gas leakage and incubated at 35°C for a total of 30 days. Methane gas was measured directly using a liquid-displacement method with 3M KOH as a barrier solution. 17 Gas measurements were recorded daily during peak methane production and then on extended intervals as determined by gas production. The methane volumes were corrected by subtracting the mean methane volume of the inoculum controls and normalized to standard temperature and pressure (STP, 0°C and 760 mm Hg). The methane yields are reported as the normalized liters (i.e., LN) of methane produced per kg of VS added.
Results and Discussion
Proximate Compositions of the Feedstock, Syrup and Syrup Residues
The compositions of the diced sweetpotato, the produced glucose syrup, and the separated syrup residues are presented in Table 1.
Proximate Composition of Sweetpotato, Sweetpotato Syrup, and Syrup Residues
The crude protein content of the diced CX-1 sweetpotato cultivar (6.96%) was comparable to the average crude protein content of the three different sweetpotato varieties (7.93 ± 2.5%) reported by Wu and Bagby. 18 However, the CX-1 was slightly deficient in some of the essential amino acids such as lysine, arginine, and leucine compared to the corresponding average values of the other varieties reported by Wu and Bagby. 18 As mentioned earlier, no existing literature has reported the characteristics of glucose syrup processing residues. However, Wu and Bagby did evaluate the amino acid profile of sweetpotato residues (i.e., filter cake) following fermentation to study the potential value addition of the residues. 18 Despite the differences in processing, a nutritional value comparison can be made with the glucose syrup residues and the filter cake collected after sweetpotato fermentation to provide insight into the commercial potential of the syrup processing. The individual amino acid contents of the syrup residue after CX-1 glucose syrup separation were either similar to those of the fermentation residue or slightly lower. However, the syrup residue was nearly twice as rich in methionine.
In general, the crude protein content (10.5% DM) in addition to the various amino acid ratios of the CX-1 glucose syrup residue make it a valuable source of protein supplement for animal feeds. In animal nutrition, protein synthesis plays a crucial role in providing a nutrient-balanced diet for the target animal. Formation of proteins is an indispensable process in which both essential and non-essential amino acids must be present according to the animal diet requirements. If any of the required essential amino acids do not exist at the site of protein synthesis, they become limiting in the digestion process.
As shown in Table 1, the crude protein content of the CX-1 syrup residue was increased by nearly 50% compared to that of the raw diced CX-1. The protein quality of food and feeds is usually defined by the total amount of the existing essential amino acids as well as their bioavailabilities. In this study, significant increases in the amount of essential amino acids such as lysine, leucine, isoleucine, valine, histidine, and tryptophan were observed for the recovered sweetpotato glucose syrup residues. Changes in the amino acids distribution during the glucose syrup preparation can be related to the chemical properties of the individual amino acids. For example, leucine, isoleucine, valine, and tryptophan are hydrophobic amino acids and thus accumulation of these proteins in the solid phase (solid residue) during the glucose syrup separation process can be expected. Lysine and arginine are hydrophilic and it is expected that the majority of these essential amino acids are left in the liquid phase before evaporation or in the produced glucose syrup itself. Further analytical evaluation is needed to understand the distribution behavior of these amino acids during the sugar conversion and glucose syrup separation process.
In regards to animal nutrition, if the right amount of dietary protein is included in the feed formula, the total crude protein content of the feed can be reduced with no negative effect on the animal performance. The higher concentration of these essential amino acids in the syrup residue can be useful for animal diets, including both low- and high-protein diets. In typical low-protein diets offered to pigs, for example, lysine is the first limiting amino acid after methionine, tryptophan and valine. The effective incorporation of these amino acids in the diet formula prevents the excess protein utilizations, reduces the amount of the non-utilized nitrogen in the diet and eventually reduces the cost of the feed. 19 The use of dietary protein supplementation in high-protein animal diets such as aquafeed is even more valuable since feed expense, due to the high cost of the protein ingredient, is a major concern for the sustainability of the aquaculture industry. 20 The sweetpotato glucose syrup residue has the potential to be combined with other sources of proteins to fulfill nutritional requirements. For example, if a plant-based protein such as distillers dried grains which is lacking some of the essential amino acids is used as one of the sources of protein in an aquaculture diet, the CX-1 syrup residue can be an alternative supplementary source for the required essential amino acids of that diet. This by-product of the glucose syrup process can reduce the cost of such diets significantly.
Furthermore, this by-product has the potential to be used as a functional ingredient in human foods. As presented in Table 1, glutamic acid concentration was remarkably increased after sugar conversions and glucose syrup separation. This non-essential amino acid can act as an anticancer agent. 21 In the food industry, glutamic acid offers flavor enhancement characteristics and contributes to the taste of foods. 22 The neutral detergent fiber percent (NDF%) of the syrup portion was less than the corresponding values in the initial sweetpotato but the CX-1 syrup residue had much higher NDF%. This could be due to the presence of more insoluble fibers left in the solid portion after the separation process. The NDF% can also be used to estimate the total dietary fiber. In general, acid detergent fiber (ADF) represents the least digestible portion of a feedstock which includes structural carbohydrates such as cellulose, phenolic compounds of lignin, and insoluble forms of nitrogen. The presence of 12.5% ADF in the residue could be explained by the accumulation of the lignin and cellulose contents of the initial sweetpotato, which were not digested during the liquefaction and saccharification. The less digestible portions of the CX-1 could be further identified by evaluating the structural carbohydrates. The phosphorus concentration was slightly higher in the syrup portion compared to that of the syrup residue. The overall increase of phosphorous in the syrup and solid residues is likely related to the phosphoric acid used for pH adjustment during the liquefaction and saccharification.
Characteristics of the Sweetpotato (CX-1) Glucose Syrup
The sugar profile of the produced syrup is presented in Table 2.
Sugar Profile of the Glucose Syrup from CX-1 Sweetpotato at Each Process Stage
1T0: time = zero; 2T90: time = 90 min; 3T48h: time = 48 hours; 4GE, glucose equivalent.
The glucose concentration of the original sweetpotato slurry (20% (w/v) of sweetpotato starch in water) was 1.88 g/100 mL. After 90 min liquefaction (T90), the concentration of all of the existing oligosaccharides increased, and maltose was the predominant sugar with a concentration of 8.09 g/100 mL. It is also possible that some of the sucrose converted to fructose (not analyzed here). Upon hydrolysis with amyloglucosidase, the solubilized oligosaccharides were further depolymerized into glucose. At 48 h, 86.7% of the maltodextrins, 90.2% of the maltotriose, and 82% of the maltose observed at T90 min were converted into glucose. After the centrifugation, the soluble sugar concentrations slightly increased in the liquid phase (centrate). Evaporation resulted in a final product with a density of 1.26 g/mL.
Using the recorded weights and moisture content of the sweetpotato initially used, the syrup and the residual solids, it was estimated that 49.8% of the total sweetpotato weight was present in the syrup and 28.4% was present in the residual solids. The rest of the dry mass was assumed lost during the transfers through the different stages of the entire process. Using the calculated syrup volume and the HPLC concentration data, the GE mass in the syrup was calculated and estimated to be 80.7% of the total GE available in the input sweetpotato mass. The total GE recovery of 80.7% was calculated according to Equation 2. As the residual pellets were not washed, the remaining sugars were assumed to be contained in the residual solids. As such, they would add to the nutritive content or fermentability of the residue. Overall, it was estimated that 0.85 kg of glucose syrup (wet basis) would be manufactured from 1 kg of dry CX-1 sweetpotato.
where, GE is glucose equivalent; 1.1 is the conversion factor of starch into glucose.
Characterization of Syrup Residues as Feedstock for Bioenergy
Energy values associated with the sweetpotato syrup residues have relevance not only in terms of animal forage but also in terms of renewable energy. The bioenergy potential of the CX-1 sweetpotato syrup residues has been evaluated specifically for anaerobic digestion and the characteristics of the feedstock are included in Table 3. Anaerobic digestion is the conversion of organic matter into biogas (primarily methane and carbon dioxide) by a mixed consortium of microorganisms in the absence of oxygen. 23 CX-1 sweetpotato syrup residues have a relatively high organic fraction as measured by VS (95.61%TS) and total COD (331 g/kg wet weight) that is readily available for conversion into methane. Since most of the COD (69%) is in soluble form, the carbohydrates are easily degradable in the process of anaerobic digestion. The dry and organic fraction is comparable to a standard food waste which had a measured TS of 29.94%, VS of 95.41%TS and COD of 349 g/kg (wet weight); however, the soluble COD fraction of the food waste was only 25% of the total COD. 24 The significantly higher soluble COD fraction in the syrup residues will promote faster and easier conversion into methane compared to food waste. Based on the high moisture content (70%), the syrup residues could easily be introduced into a common wet digestion system with the addition of a liquid inoculum such as digested dairy manure. 25 The material could also be suitable for a high-solids anaerobic digester that typically operates between 20 and 40%TS. 26
Characterization of CX-1 Sweetpotato Syrup Residues
Sweetpotatoes are commonly used as feedstocks for ethanol and drinkable alcohol production in China and Japan. 3,27 –29 Filter cake is one of the common by-products from sweetpotato processing for ethanol production and there are some similar characteristics to syrup residues. Filter cake from sweetpotato ethanol processing had a relatively low fat content compared to corn distiller's grains and an amino acid balance superior to that of cereal grains. 18 The syrup residues from the CX-1 cultivar did have a higher organic matter content (95.6%TS, calculated as 100 minus ash content) than filter cake from three other cultivars, namely Jewel (92.2%TS), Sumor (87.7%TS), and HiDry (87.7%TS) reported by Wu and Bagby, which is favorable for methane production from the CX-1 syrup residues. 18
Methane Potential of CX-1 Syrup Residues
The methane potential of other co-products associated with the sweetpotato crop including culls, aerial vines, and stillage generated during ethanol processing of sweetpotatoes have previously been reported. 7 This is, however, the only existing research on the methane potential of sweetpotato syrup residues. The results from the positive control assays demonstrated that the inoculum had sufficient methanogenic activity for the conversion of glucose, cellulose, and starch. The inoculum also provided sufficient buffering capacity as relatively neutral pH conditions were measured in the batch assays at day 0 and day 30. The syrup residues were obtained directly from the syrup production processing stage and evaluated to determine their ultimate methane potential. The results, expressed as the mean ± standard deviation of the triplicates, are provided on a wet weight (120 ± 2 LNCH4/kg syrup residues) and VS basis (428 ± 9 LNCH4/kgVS added). The syrup residues reached 100% of their theoretical methane potential on a COD basis (i.e., 350 LNCH4/kgCOD added). The methane yields of CX-1 sweetpotato syrup residues were similar to those of sugar beet pulp, which is a common by-product from the sugar beet industry. Anaerobic batch digestion of sugar beet pulp resulted in a methane yield of 430 ± 18 LNCH4/kgVS after 28 days under mesophilic conditions (37.5°C). 30 The methane yield obtained in the same study from potato pulp, which is a by-product from starch production from industrial potatoes, was much lower (332 ± 13 LNCH4/kgVS) than the yield from both CX-1 sweetpotato syrup residues and sugar beet pulp signifying that the residues from the CX-1 are more similar to a sugar crop than a starch crop. 30 The relatively high methane yield and COD conversion efficiency of the CX-1 syrup residues supports their use as a viable feedstock for bioenergy recovery via anaerobic digestion. The cumulative methane yield as a function of time is shown in Fig. 2. Although the batch digestion period was 30 d, 90% of the ultimate methane yield was reached in 14 d, indicating that much shorter retention times could be established in the design and optimization of a full-scale, continuously-fed, anaerobic digester.
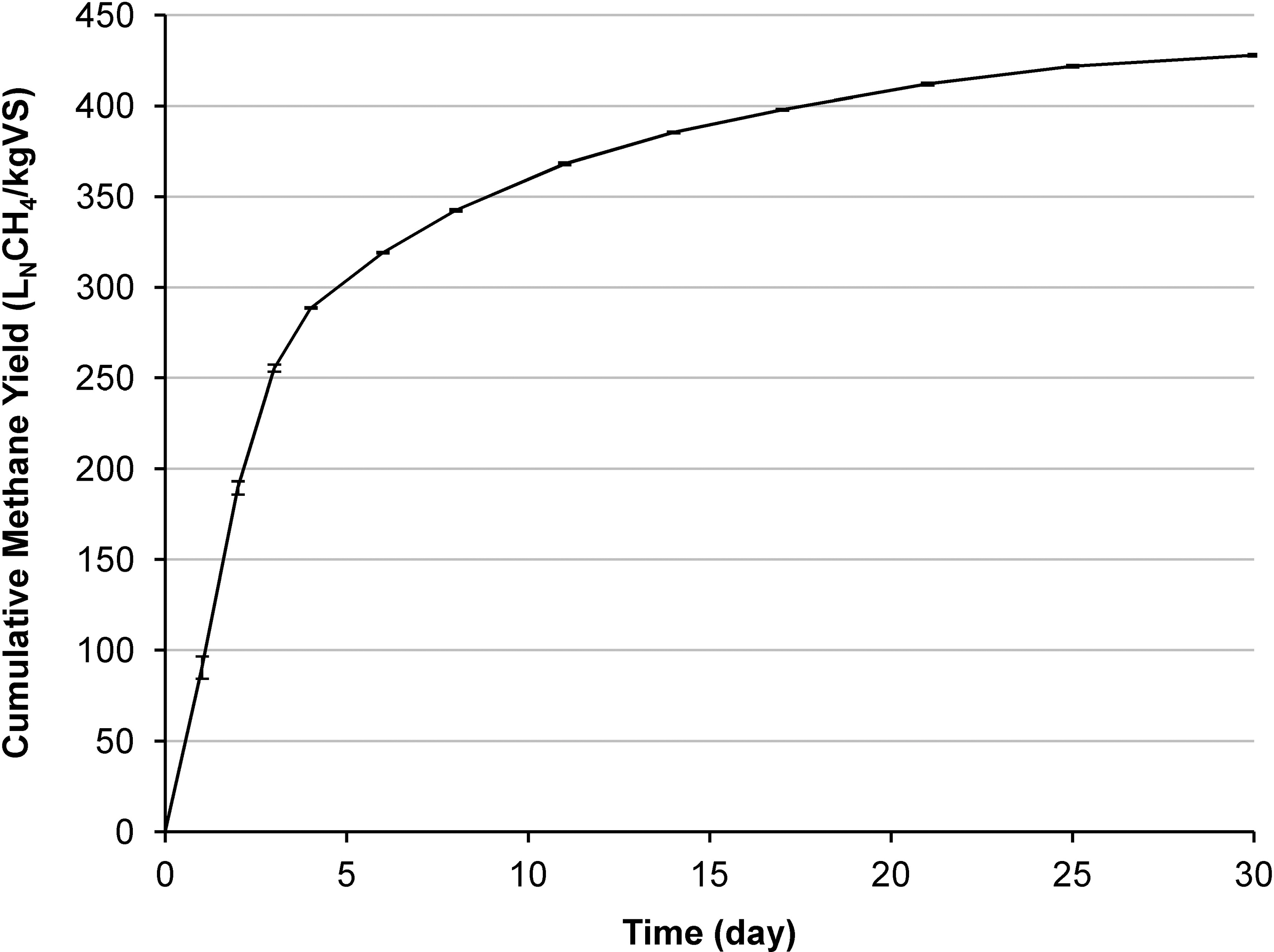
Cumulative methane yield for syrup residues.
Conclusion
Although the CX-1 industrial sweetpotato is considered a starch crop with high ethanol production potential, it also has the versatility to be utilized for syrup production. The final concentrated syrup had a glucose equivalent concentration of 71g/100 mL and approximately 81% of the glucose in the original feedstock was assimilated into the syrup. The glucose syrup can be further treated enzymatically or microbially to convert the glucose to other monosaccharaides, chemicals or possibly to be used as a fermentation substrate. The recovered CX-1 glucose syrup residue was lower in fiber and richer in total protein and most of the essential amino acids compared to the original CX-1 feedstock, which makes it an attractive supplementary ingredient for animal feeds. Further research is necessary to determine the optimal inclusion levels of this nutritious solid residue in the animal feed formula based on the target animal species and dietary requirements. An attractive alternative for the syrup residues is to utilize them as a feedstock for bioenergy recovery in an anaerobic digester. The COD conversion efficiency into methane reached 100% of the theoretical value and a total of 428 LNCH4/kg VS added was recovered from the syrup residues, similar to the by-product from sugar beet processing. Further research in regards to economic analyses is necessary to determine the most suitable use for the syrup residues. Based on the results obtained from the CX-1 syrup processing, 28.4% of the initial CX-1 root (dry matter basis) can be recovered as syrup residues. Thus, for one kg of CX-1 dry root, approximately 0.28 kg of animal feed supplement or 116 L of methane (1.4 MJ assuming 34% electrical conversion efficiency) can be recovered in addition to the syrup (0.85 kg on a wet basis). Further optimization of the syrup processing is recommended to reduce any potential losses while recovering syrup residues for value-added use as supplementary ingredients for animal feed or as an alternative bioenergy feedstock.
Footnotes
Acknowledgments
This research was sponsored by the Florida Department of Agriculture and Consumer Services (FDACS) Office of Energy and the State of Florida. The sound advice and technical support of Mr. Terry Lash is greatly appreciated. The authors also would like to thank graduate students Ms. Kimia Kajbaf and Mr. Rohit Kuncham Mohan Raj for their assistance throughout syrup preparation of this project.
Author Disclosure Statement
No competing financial interests exist.