
Abstract
Genetically modified lipid-producing sugarcane (lipid-cane) and lipid-producing sorghum (lipid-sorghum) have great potential for producing biodiesel due to their ultra-high yields compared to traditional oil seeds. Meanwhile, the remaining sugar in lipid-cane and lipid-sorghum can be used to produce ethanol, another important biofuel. This study proposes an integration of lipid-sorghum into a lipid-cane processing plant by using the existing machinery during the lipid-cane off-season. Technoeconomic models were developed to estimate the technical and economic feasibility of producing biodiesel and ethanol from lipid-cane and lipid-sorghum. Different lipid concentrations in harvested stems (0, 5, 10, and 20%, dry basis) were assumed based on the current research and future predictions to improve lipid concentrations in lipid-cane and lipid-sorghum. By integrating lipid-sorghum into the lipid-cane processing plant for 60 days during the lipid-cane off-season, the production costs of biodiesel and ethanol decreased by $0.03/L and $0.02/L, respectively, due to the improved capital utilization efficiency. Furthermore, processing lipid-sorghum during the lipid-cane off-season increased the annual biofuel (biodiesel and ethanol) production and revenue by 20–30% in different scenarios. The processing plant had an international rate of return (IRR) of 24.0% when using lipid-cane (20% lipid) as feedstock; and the IRR value increased to 29.2% when integrated with lipid-sorghum during the lipid-cane off-season. The technoeconomic analysis shows that integration of lipid-cane and lipid-sorghum can be a promising path to produce biodiesel and ethanol economically. A sensitivity analysis was also performed to determine the variation of the IRR with the key parameters applied in the economic analysis.
Introduction
The US national objective to achieve national energy independence, together with worldwide efforts to reduce carbon emissions, has spurred the development of liquid biofuel technologies. In the United States, ethanol production, primarily from corn, has increased rapidly from 6.0 billion L in 2000 to about 54.3 billion L in 2014. 1 However, its further increase is limited by the revised Renewable Fuel Standard (RFS2) mandate, as well as competition with other uses of corn. The RFS2 required a cap of 56.7 billion L ethanol production from cornstarch. Biodiesel, another important biofuel, can be easily produced from vegetable oils and requires few energy inputs; consequently, it has a favorable energy output to input ratio. 2,3 With increasing demand, biodiesel production in the U.S. increased substantially from 32 million L in 2001 to 4.8 billion L in 2014. 4 The major feedstock for biodiesel production in the U.S. is soybean. Although soybean is the second largest crop grown in the U.S., the small amount of oil produced per hectare means that even if the entire crop is used for biodiesel production, only 12–14% of petrol diesel can be replaced. 5,6
Recently, metabolic engineering strategies have proved successfully in accumulating triacylglycerides (TAGs), the vegetable lipid precursors of biodiesel, in place of sugar in plant's leaves and stems. 7,8 Up to 19% of TAGs by dry weight can be accumulated in a model plant, tobacco, by co-expression of three genes (WRINCKLED1, DGAT, and Oleosins) involved in TAGs production. 9,10 By employing the similar strategy, our research team has successfully accumulated 5% TAGs and 10% total fatty acids in engineered sugarcane. 11,12 The research of accumulating TAGs in engineered sorghum is also being conducted with a similar strategy. Based on the aforementioned research progress, the target is to accumulate a total of 20% lipid concentration in the lipid-cane and lipid-sorghum by dry weight.
The advantages of accumulating lipids in sugarcane and sweet sorghum are enormous. Sugarcane is one of the most productive crops known in terms of its ability to convert sunlight energy into chemical energy stored in plant. The sugarcane yield can be as high as 60 to 70 dry m.t./ha, much higher than the average soybean yield of about 2.8 m.t./ha. 5 Sweet sorghum, which can be double- or even triple-cropped, is also one of the most productive crops. 13 –15 The ultra-high yields of sugarcane and sweet sorghum indicate that accumulation of lipids even at low levels can lead to large amounts of lipid production per hectare of land area. Furthermore, the remaining sugar in lipid producing sugarcane (lipid-cane) and lipid producing sorghum (lipid-sorghum) can be co-extracted with the lipids, and be fermented to ethanol. Therefore, lipid-cane and lipid-sorghum can be promising dual-purpose biofuel crops: sugars are used to produce ethanol, and lipids are used to produce biodiesel. Adding the lipid biodiesel product will increase product portfolio and can further improve the product flexibility of the cane facilities and reduce the financial risk. Different ratios of output products are typically based on product selling prices. It is expected that more biodiesel will be produced because the biodiesel selling price is currently twice of the ethanol selling price. 16
Our previous study evaluated and compared the biodiesel production between the novel lipid-cane and traditional soybean. 17 The results showed that the potential biodiesel yield of lipid-cane from each hectare of land can be 13 times higher than that of soybean. Furthermore, the unit biodiesel production cost from lipid-cane was 18–45% lower compared to that from soybean, due to the low feedstock cost of lipid-cane. However, one drawback of using lipid-cane as feedstock for biodiesel and ethanol production is its short harvest period. Because of the short harvest period of lipid-cane, lipid-cane processing plants can only operate 4–7 months per year depending on different climate conditions. The processing plants stand idle during the lipid-cane off-season, which leads to higher investment costs associated with the biofuel production. Since lipid-sorghum matures at a different time from lipid-cane, it provides an opportunity to process lipid-sorghum in the lipid-cane processing plants during the lipid-cane off-season, thereby increasing the plant's annual biofuel production and improving its profitability. A number of computer-based studies have investigated the potential impact of the integrations of sweet sorghum into an existing sugarcane plant. 18,19 Besides computer simulation, an industrial-scale trial in Zimbabwe demonstrated that sweet sorghum can be processed without any modifications to an existing cane mill. 20 However, the integrations of the novel lipid-sorghum and lipid-cane have not been studied before.
Therefore, this paper aims to provide a simulation and economic analysis of integrating lipid-sorghum into the developed lipid-cane processes. The specific objectives of this study were to 1) develop technoeconomic models to evaluate biodiesel and ethanol production from lipid-cane and lipid-sorghum; and 2) study the synergistic effect of integration of lipid-sorghum into the lipid-cane processing plant. A sensitivity analysis was also performed to determine the effect of the key variables considered in the technoeconomic model.
Materials and Methods
Composition of Lipid-Cane and Lipid-Sorghum
Based on the current research progress in lipid accumulation in lipid-cane, lipid-sorghum, and model plants (tobacco), the lipid concentrations in harvested stems were assumed to be 0, 5, 10, and 20%, dry basis. 9 –12 For the normal sugarcane and sweet sorghum, their typical compositions can be found in previous studies. 21 –23 Currently, both lipid-cane and lipid-sorghum are at the research stage and not commercially available, making it difficult to quantify the exact compositions. However, potential compositions of lipid-cane and lipid-sorghum can be proposed by the energy balance. 17 The energy density of lipid (37 kJ/kg) is approximately 2.5 times that of sucrose (15.7 kJ/kg); therefore, accumulating 1 kg of lipid would require 2.5 kg of sucrose, to a first approximation. Thus, for the lipid-cane, as the lipid content increases from 0% to 20%, the sugar content would decrease from 49.7% to 0% (dry basis). It was also assumed that the loss of the 1.5 kg of biomass (2.5 kg of lost sugar minus 1.0 kg of gained lipid) was compensated by structural carbohydrates (fiber), thereby making the total biomass yield of the lipid-cane the same as that of normal sugarcane. 17 Thus, the fiber content of lipid-cane increases as the lipid content increases. Based on these assumptions, the proposed compositions of lipid-cane are calculated and listed in Table 1. The proposed compositions of lipid-sorghum are similar to that of lipid-cane (Table 1). Since the initial sugar content for sweet sorghum is lower at 45.7% (dry basis), it is estimated that theoretical up limit of lipid content in lipid-sorghum is only 18.3%, instead of 20% in the lipid-cane. In the future, when the exact compositions of the lipid-cane and lipid-sorghum are confirmed in the field trial, the composition values can be incorporated into the model.
Compositions of Lipid-Cane and Lipid-Sorghum
Compositions are on a wet matter basis; bCompositions in parentheses are on a dry matter basis.
Process Description
The capacity of the lipid-cane process was selected to be 8,000 m.t. stems per day, with 200 operating days per year due to the restriction of the lipid-cane harvest season. So the annual crush capacity of the lipid-cane processing plant is 1.6 million m.t., an intermediate size for a sugarcane processing facility. 24 In order to study the synergetic effect of integration of lipid-sorghum into the lipid-cane processing plant, it was proposed that lipid-sorghum can be used as alternative feedstock for 60 days during the lipid-cane off-season without any modifications to the existing plant. 20 Based on the compositions of lipid-cane and lipid-sorghum (Table 1), lipid-sorghum will produce 10% higher bagasse (fiber) compared to lipid cane. The processing rate of the lipid-sorghum in the mill is assumed to be 7,200 m.t. per day, 10% less than that of lipid-cane, so that no additional combustor (for burning bagasse) capacity is needed for the lipid-sorghum processing. Thus, the total crushed lipid-sorghum during the 60-day operation period is 432,000 m.t. Moreover, the following technical assumptions were made in this study: 1) the lipid concentrations of the lipid-sorghum and lipid-cane are the same at each integration case (0, 5, 10%), except for the case of lipid-cane with 20% lipid concentration where lipid-sorghum with 18% lipid concentration was used; 2) lipid-sorghum fiber composition (cellulose, hemicellulose, and lignin) is the same of the lipid-cane fiber based on a previous study 21 ; 3) lipid-sorghum can be processed without any modifications to the existing lipid-cane plants, therefore no additional capital investment is added; 4) input costs are allocated as a proportion of the selling values of each of the biofuels (ethanol and biodiesel) produced. 21
In the process, the extracted lipid is used to produce biodiesel by transesterification and the remaining sugar in juice is used to produce ethanol by fermentation. A simplified flow diagram of the lipid-cane or lipid-sorghum processes is shown in Fig. 1. The key parameters of the process are displayed in Table 2. At the beginning, harvested lipid-cane or lipid-sorghum are shredded and then milled in hot water (60°C) to extract lipid and sugar using a crushing mill tandem with the addition of imbibition water. The milling step produces two intermediate products: raw juice containing sugars and lipids, and bagasse containing fibers. After milling, the extracted juice is heated to 70°C, followed by the additions of phosphoric acid and lime (Ca(OH)2) to remove impurities by forming calcium phosphate particles. In the following settling step, flocculant polymer is added to separate fiber fragments and soil particles from the juice in a settling tank. The juice separates into three phases in the settling tank: lipids floating on the top, a sugar solution, and a mud debris of fiber and soil particles.
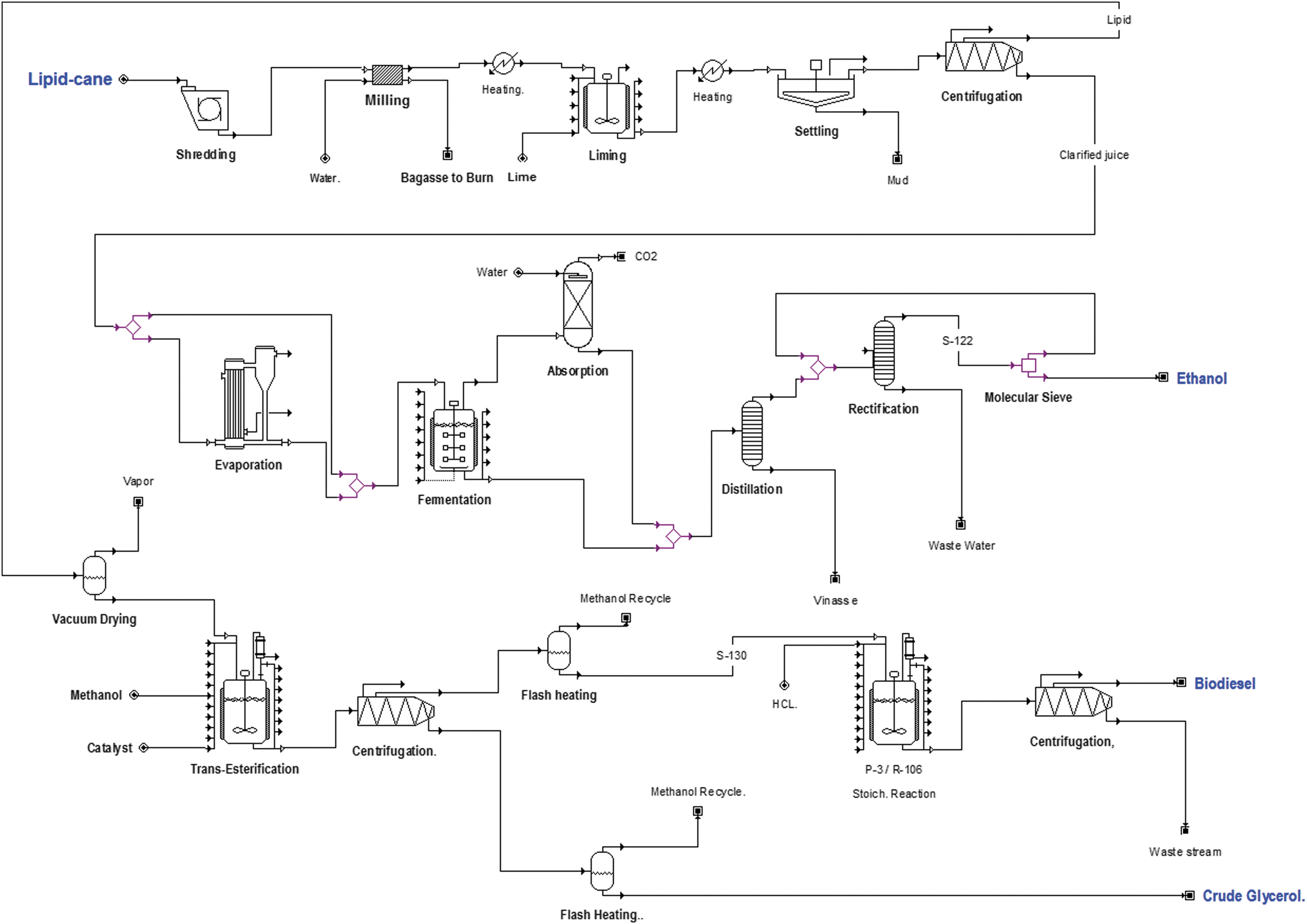
Simplified flow diagram of lipid-cane/lipid-sorghum processes to produce ethanol and biodiesel.
Main Parameters of the Lipid-Cane and Lipid-Sorghum Process Model
The clarified juice is concentrated through a multi-effect evaporator before being sent to fermentation tanks. During fermentation, sugars in juice are converted to ethanol and carbon dioxide by yeasts. Fermented slurry (wine) is sent to a distillation process to recover ethanol. The extracted lipids are converted to biodiesel with methanol by a two-stage transesterification process, where sodium methoxide is added as a catalyst. 17,25 After a 1-h reaction, the surplus (unreacted) methanol is recovered by vacuum evaporation followed by condensation for recycling. The crude biodiesel and the crude glycerol streams are separated by continuous centrifugation. After purification with hydrochloric acid and water, the final biodiesel's purity is 99.2%. The details about the unit operations have been stated in a previous study. 17
During the lipid-cane or lipid-sorghum milling, large amounts of bagasse are produced when sugarcane juice is extracted. Since the bagasse's main component is fiber, it is burnt to produce steam and electricity for the processing plant, with the excess sold to the grid for additional revenues. The cogeneration units comprise a combustor to burn bagasse, a boiler to generate high-pressure steam, and a turbo-generator to convert thermal energy to electricity. The high-pressure boiler is selected to generate 65 bar steam. 26 The turbo-generator uses a multistage turbine with two extraction ports and a final condenser. The design of the cogeneration system using wet bagasse (about 50% moisture) is based on the process model developed by National Renewable Energy Laboratory (NREL). 27 The key parameters employed in the cogeneration system are listed in Table 3.
Key Parameters Employed in the Cogeneration System
Process Simulation
The process simulation was carried out using software SuperPro Designer (version 8.5, Intelligen Inc., Scotch Plains, NJ). In each unit operation, the relevant pieces of equipment were selected from the software database, and the operational parameters were set such that the equipment efficiency and other conversion values agreed with the values reported in the literatures or collected from the industrial partners. 18,19,25,28,29 Based on the input values, the process models quantify the input and output of the streams, the materials and energy requirements, and the technical parameters of each piece of equipment.
Economic Analysis
The capital investments of the lipid-cane processing plants were estimated in our previous study. 17 Since the differences in lipid-cane compositions affect the technical requirements of the equipment (i.e., size), the total capital investment varies with the lipid-cane compositions. For an 8,000 m.t./day lipid-cane processing capacity, the total capital investments of the processing plant were estimated to be $159, $178, $195, and $199 million for the lipid-cane with lipid concentrations of 0, 5, 10 and 20%, respectively. 17 Most of the investments are from the lipid-cane handling unit, lipid and sugar extraction, ethanol and biodiesel production and cogeneration system.
Economic analyses were carried out by estimating the unit production costs of ethanol and biodiesel, and the internal rate of return (IRR) per year. The key parameters for feedstock costs, operating costs, and product market values were listed in Table 4. 16,30 The sugarcane price was estimated based on its average price in 2013 in the U.S. Despite some research, sweet sorghum's price is not easy to predict since it is not yet produced in large scale for biofuel production. In this study, sweet sorghum's price was estimated as the same price of the sugarcane on a total available sugar basis. 21 Since the sugar concentration of sweet sorghum is 92% of that of sugarcane, the price of sweet sorghum was estimated to be $0.032/kg. This is within the range between $0.021 and $0.034/kg reported by a previous study. 31
Variable and Fixed Operation Costs in This Study
The IRR is the interest rate that balances all operating profits along the project life time with regard to the investment. It is a metric used in capital budgeting measuring the profitability of potential investments. The IRR value was evaluated using the following equation:
where k is the number of years. The main parameters used for the operating profit analysis is shown in Table 5. The project lifetime was assumed to be 20 years, including 2 years for construction and start-up. Modified accelerated cost recovery system (MACRS) 7-year depreciation was assumed as well. Income taxes accounted for 35% of the taxable income. The working capital was set as 5% of the fixed capital costs. 27
Main Parameters Used for the Economically Profitability Analysis (IRR)
MARCS, Modified Accelerated Cost Recovery Systems.
Some key variables, such as the price of biodiesel and ethanol, affect the economic performance of the proposed process. Therefore, sensitivity analysis was performed to identify the impact of different variables on the IRR value. For lipid-cane price, lipid-sorghum price, ethanol selling price, biodiesel selling price, and total capital investment, changes on the IRR due to variation of ±15% over the average value of these variables (Table 4) were assumed. For lipid-sorghum scenario, 30, 60, and 90 lipid-sorghum operation days were evaluated.
Results and Discussion
Biofuel and Co-Product Yield From Lipid-Cane and Lipid-Sorghum
The biofuel and coproduct yields from each m.t. of lipid-cane and lipid-sorghum are different due to the composition differences. For normal sugarcane, the ethanol yield from each m.t. of sugarcane was 88.4 L (Table 6). Other studies reported that the ethanol yield per m.t. of sugarcane was between 82 and 93 L, which indicates the validity of our simulation results. 24,28,29,32,33 The variations in ethanol yield from different studies are mainly due to the different sugarcane compositions and technical assumptions used in processing models. The ethanol yield from each m.t. of sweet sorghum was 79.7 L, lower than that from the normal sugarcane. This is because of the lower sugar concentrations in the sweet sorghum than the normal sugarcane (Table 1). As the lipid concentration increased, the biodiesel yield from both lipid-cane and lipid-sorghum decreased accordingly. This is expected, since sugars are diverted to produce lipids. When the lipid concentration increased to 20%, the biodiesel yield was as high as 60.1 L/m.t. of lipid-cane but no ethanol was produced because there was little sugar in the lipid-cane. For the same reason, the biodiesel yield increased from 0 to 55.1 L/m.t. of lipid-sorghum but the ethanol yield decreased from 79.7 to 0 L/m.t. of lipid-sorghum, when the lipid concentration in lipid-sorghum increased from 0% to 18%. Overall, the composition of the lipid-sorghum and the lipid-cane greatly determined the yields of ethanol and biodiesel.
Biofuel and Coproduct Production from Lipid-Cane and Lipid-Sorghum
Coproduct credits, especially surplus electricity, increases the revenues of the sugarcane plant. In the processing model, bagasse was burnt to produce steam and electricity. Some of the produced electricity was used to drive equipment in the plant, and the surplus electricity was sold to the grid to get additional revenues. Based on the simulation model, the electricity required for driving equipment was about 30 kWh for processing each m.t. of sugarcane or sweet sorghum. The surplus electricity from the normal sugarcane process was 61 kWh/m.t. sugarcane. And the surplus electricity from the normal sweet sorghum was 76 kWh/m.t. sweet sorghum. The higher surplus electricity from the sweet sorghum was due to its higher fiber concentrations compared to the sugarcane (Table 1). When the lipid concentration increased, the surplus electricity increased accordingly for both lipid-cane and lipid-sorghum. There is also a small amount of crude glycerol produced as a coproduct of biodiesel production, but because of the low price of crude glycerol in recent years, its marketing value is limited.
Biofuel Production Cost and IRR of the Processing
Since the lipid-cane processing plant operates only 4–7 months per year, equipment remains idle during several months. This leads to higher capital costs to produce ethanol and biodiesel. By integrating lipid-sorghum into the lipid-cane processing plant for 60 days during the lipid-cane off-season, the production costs of ethanol and biodiesel decreased by about $0.02/L and $0.03/L, respectively, due to the shared capital associated costs (Table 7). More importantly, processing lipid-sorghum during the lipid-cane off-season increased the annual biofuel production by 20–30%, thereby increasing the total revenue without any additional investments on equipment. Thus, the IRR values of the integrated scenarios (lipid-cane integrated with lipid-sorghum) were significantly higher than those of the lipid-cane only scenarios. For example, when the normal sugarcane processing plant was integrated with the normal sweet sorghum for additional 60 days, the IRR value increased from 13.5 to 17.1%.
Ethanol and Biodiesel Production Costs, Annual Productions, and IRR Values
Since the profit margin (selling price minus production cost) of biodiesel is higher than ethanol, when the lipid-concentration in lipid-cane and lipid-sorghum increased from 0% to 10%, the IRR values for both the lipid-cane alone and the integrated scenarios increased accordingly. This analysis confirms the advantages of transforming normal sugarcane and sweet sorghum into lipid-cane and lipid-sorghum. Importantly, when the lipid concentration increased from 10% to 20%, there is no sugar in lipid-cane or lipid-sorghum. Without the investigations on the sugar-ethanol related process (i.e., sugar solution concentration, ethanol fermentation, and distillation), the energy consumption reduced significantly, leading to a dramatic increase of IRR value from 21.9 to 29.2% for the integrated processing plants. At the current stage, 20% lipid accumulation in lipid-cane has not been achieved yet; the highest lipid concentration in lipid-cane is 10%. 10,11 Nevertheless, our study shows that 10% lipid accumulation in lipid-cane and lipid-sorghum are already more economically favorable than normal sugarcane and sweet sorghum, in terms of lower ethanol production cost and higher IRR value.
Sensitivity Analysis
Sensitivity analyses were performed to evaluate the impact of key variables on the economic performance of the integrated lipid-cane and lipid-sorghum process. Sugarcane (lipid-cane) price has a significant impact on the IRR value: variation of ±15% can cause 5–7 percentage point changes on the IRR in all four scenarios (Fig. 2a). Sweet sorghum is not yet produced in large scale for biofuel production either in the U.S. or Brazil, so its price is less predictable compared to sugarcane. Nevertheless, the impact of changes of sweet sorghum price is not as significant as that of sugarcane price. When the price of the sweet sorghum increased from $27 to $37/m.t., the IRR value only decreased by 1–2 percentage points (Fig. 2b). This is mainly because sweet sorghum was only used as feedstock for 60 days, while sugarcane was used as feedstock for 200 days. The smaller amount of sweet sorghum used for the process makes its impact less significant compared to sugarcane.
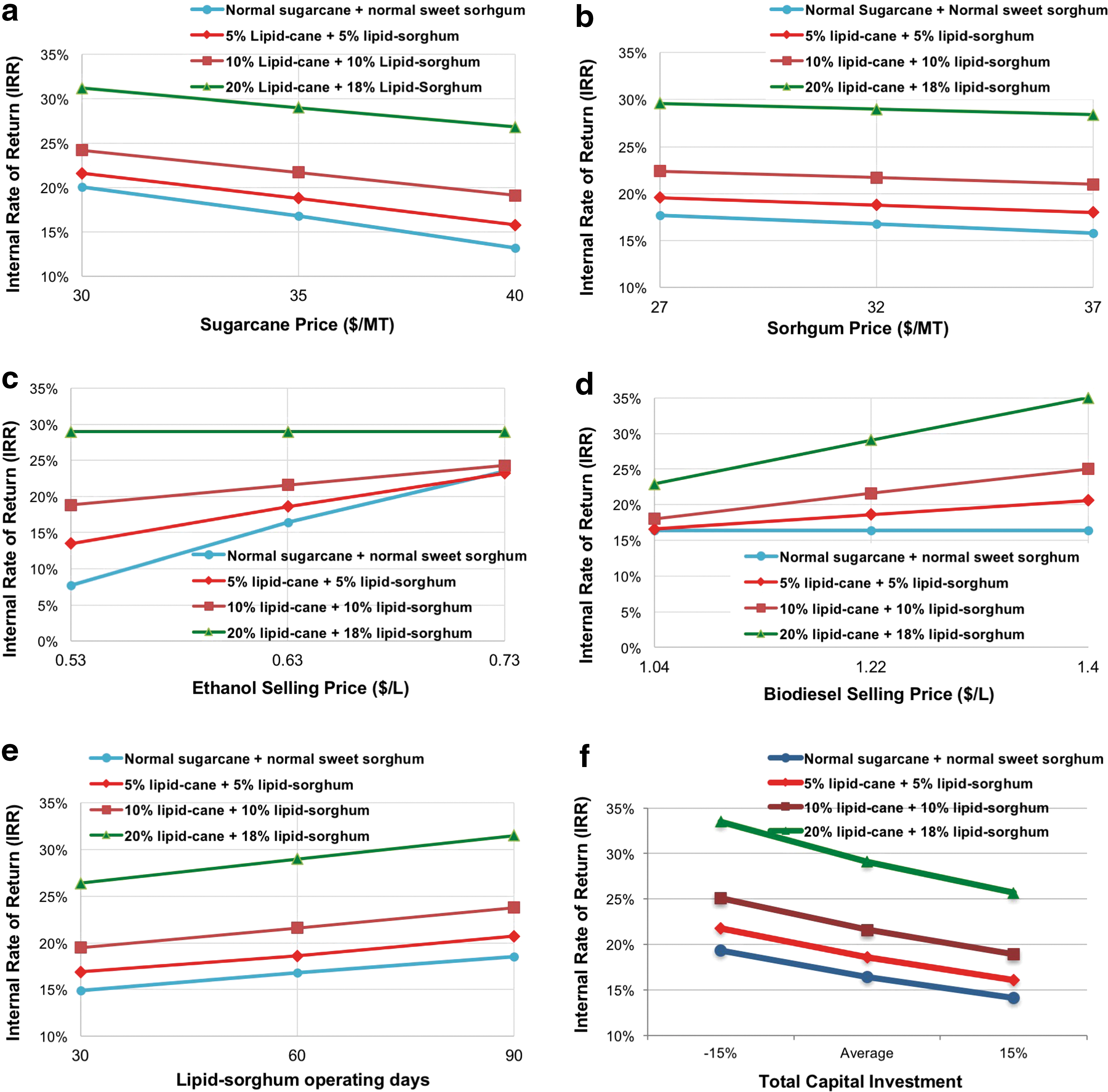
Sensitivity analysis; impact of
Both ethanol and biodiesel selling prices have big effects on the IRR. For the normal sugarcane and sweet sorghum, as the ethanol selling price decreases from $0.73/L to $0.53/L, the IRR value decreases dramatically from 24% to 8% (Fig. 2c). This indicates the high financial risk of the current ethanol-only production system due to the high fluctuation of ethanol selling price. With the increase of lipid concentrations in lipid-cane and lipid-sorghum, the impact of ethanol selling price on the IRR became less intense. It is because the revenue from biodiesel production attenuates the ethanol price impact. Compared to the sole-ethanol production from normal sugarcane and sweet sorghum, multiple products (ethanol and biodiesel) from the lipid-producing crops can bring in the higher financial stability and sustainability of the biofuel refining system.
Change in lipid-sorghum operating day also has a significant impact of the IRR in all four scenarios. Higher lipid-sorghum operation period leads to increased IRR value. However, the length of the lipid-sorghum operation time would depend on the local climate conditions. In addition, uncertainties in total capital investment also have a significant impact of the IRR.
Conclusions
Technoeconomic simulations of the integrated lipid-cane and lipid-sorghum process to produce both ethanol and biodiesel were carried out assuming different lipid concentrations in stems. With the lipid concentration increase in stems, biodiesel production from each metric ton of lipid-cane or lipid-sorghum increased accordingly. By integrating lipid-sorghum into the lipid-cane processing plant for 60 days during the lipid-cane off-season, the production costs of ethanol and biodiesel decreased due to the shared capital costs. The IRR values increased significantly because of the increased annual biofuel production by integrating lipid-sorghum into the lipid-cane process. This study indicated that lipid-cane holds promising potential for biofuel production, and integration of lipid-sorghum into the lipid-cane process can further improve the economic feasibility of the biofuel production process.
Footnotes
Acknowledgment
The information, data, or work presented herein was funded in part by the Advanced Research Projects Agency-Energy (ARPA-E), U.S. Department of Energy, under Award Number DE-AR0000206.
Author Disclosure Statement
No competing financial interests exist.