
Abstract
Whole Eucalyptus grandis trees (including bark, branches and leaves) were investigated as a potential feedstock for bioethanol production. To demonstrate and maximize ethanol production, unwashed steam exploded wood chips (SEWC) were used as substrates in high solids load simultaneous saccharification fermentations (SSF) with an industrial Saccharomyces cerevisiae strain (Fali®). Under optimized SSF conditions—20 wt% solids, 60 filter paper units (FPU)/g glucan, and 36°C—ethanol titer and glucan-to-ethanol yields of 56 g/L and 90%, respectively, were achieved. Raising the SSF temperature to 39°C showed no observable benefit in final ethanol titers and/or yields. Addition of 3 wt% polyethylene glycol (PEG) further increased final ethanol titers and yields to 60 g/L and 95%, respectively, at a 30% lower cellulase dosage. Considering the mass balance of the best-performing SSF (20 wt% SEWC, 40 FPU Ctec 2/g glucan, 30 mg PEG/g dry solid at 36°C) process, the maximum ethanol attainable was estimated at 187 kg (85.8% yield) and 299 kg (95% yield) per dry metric ton of original and SEWC biomass, respectively.
Introduction
Lignocellulose is the most abundant and sustainable resource for the production of renewable fuels, chemicals, heat, and power. Ethanol derived from lignocellulose is a credible fuel substitute, providing an opportunity to significantly reduce global reliance on fossil fuels while at the same time aid in the mitigation of greenhouse gas emissions. Despite the potential of lignocellulose as a feedstock for ethanol production, exploiting it both economically and competitively at commercial scale is yet to be fully realized. Of the diverse array of available lignocellulosic feedstocks, hardwoods like eucalyptus are among the world's best options for biomass energy and fuel production, owing in part to their global distribution, high biomass yields, high energy densities, and ability to grow on marginal lands. 1 Eucalyptus' low levels of extractives and relatively high holocellulose content are also excellent attributes for ethanol production. 2
The recalcitrant nature of hardwoods' complex lignocellulosic matrix, which for most part makes severe processing configurations necessary, is one of the key barriers to exploiting it for ethanol production. In general, lignocellulose requires pretreatment to liberate cellulose from its lignin seal and disrupt its structure, before effective enzymatic hydrolysis can take place. 3,4 A range of chemical, physical, and biological pretreatment processes to release these sugars has been developed, yet all face cost challenges, technology shortfalls, and infrastructure needs. 5 The current and preferred method for a number of scale-up lignocellulose-to-ethanol ventures is the use of a dilute acid-catalyzed pretreatment, owing to its simplicity, low cost, and scalability. Combining dilute acids with steam explosion is particularly beneficial for woody feedstocks like eucalyptus, insofar as it aids both the removal of residual xylan and matrix defibrillation, 6,7 leading to enhanced glucose and ethanol yields. 8 Pretreatment with sulfuric acid-catalyzed explosion has been successfully demonstrated for eucalyptus biomass at laboratory- and pilot-scale with glucan digestibilities in excess of 80% recorded. 9 –12 Moreover, in a biorefinery context, the use of acid catalysts may be advantageous in that xylan fractions are generally recoverable as monomeric xylose, which can further contribute to the production of ethanol or other value-added compounds like xylitol. 13
The processing strategies for the generation of monosaccharides from lignocellulosic substrates and transformation via fermentation into ethanol can be achieved in a two-stage sequential step in the case of separate hydrolysis and fermentation (SHF), or in a combined simultaneous saccharification fermentation (SSF) configuration. Both process designs are reported to have positive and negative features in terms of performance and associated capital costs. 14 Irrespective of the process, achieving high ethanol titers is one of the major limiting factors in commercializing lignocellulosic ethanol production. It has been estimated that economically viable distillation requires a minimum ethanol titer of ≥40 g/L, which can be achieved by increasing substrate loadings to at least 15 wt% for most pretreated lignocellulosic solids. 15 However, operating at high solids loading (described as ≥15 wt% dry basis) 16 comes with its own limitations. With respect to SHF, cellulase hydrolysis is either reduced and/or arrested, owing to end-product (glucose and cellobiose) inhibition, while for SSF, neither enzyme hydrolysis (∼50°C) nor fermentation (30–35°C) is optimal due to dissimilar operating conditions. High viscosities, decreased cellulase adsorption, increased inhibitor concentrations, reduced nutrient transfer, osmotic stresses, and limitations in mass transfer also contribute to reduced ethanol productivities at high solids loadings. 16 –18
Despite some of its shortcomings, SSF offers several key process benefits, which facilitate higher substrate loadings and ethanol titers. Namely, glucose released via enzymatic action does not accumulate but is immediately fermented into ethanol, circumventing end-product inhibition. 19,20 Reductions in capital equipment and operational costs—fewer vessels are required—and a lower risk of contamination make SSF a preferred strategy for economically viable ethanol production. 21,22
Despite more than 20 reported studies on ethanol yields from eucalyptus, only a few studies (Table 1) 23 –27 report ethanol titers exceeding the benchmark 40 g/L while maintaining high theoretical yields. Most notably, Romaní et al. 23 reported 51 g/L of ethanol and a cellulose-to-ethanol conversion of 91% in an SSF study with a steam-exploded Eucalyptus globulus loading of 14 wt%. In an earlier trial, Romaní and colleagues recorded ethanol titers as high as 67.4 g/L in an SSF containing 20 wt% autohydrolyzed E. globulus. 24 Apart from the hydrothermal/ball milling study by Fujii et al., 26 all of these SSF experiments narrowly focused on laboratory-scale (grams) optimizations on pretreated biomass after extensive milling—thereby limiting the evaluation of process performance and true feedstock utility in scale-up operations. In a previously published study, we report on the entire conversion process of Eucalyptus grandis biomass (whole trees) through to ethanol production at pilot scale. 12 Even though the final ethanol titers were low (17.8 g/L), our study identified several key constraints in improving ethanol yields, including inefficient cellulose digestion, and low sugar concentrations and yields resulting from suboptimal solid-to-liquid and solid-to-enzyme ratios. Moreover, large disparities between the enzyme and fermentation organism operating temperatures contributed to limitations in the SSF configuration.
Reported Operational Conditions for Ethanol Production from Eucalyptus Biomass
Based on original dry biomass.
In light of these observed shortcomings, the objectives of this study were to further investigate and determine a set of operational conditions to maximize production of ethanol from pilot-scale, acid-catalyzed steam explosion E. grandis woodchips (SEWC) by high solids loading SSF. The ethanol potential of SEWC substrates using high solids loading SSF was experimentally evaluated with a focus on substrate load, enzyme load, and temperature process variables. Rates of glucose utilization and ethanol production and final ethanol yields by an industrial Saccharomyces cerevisiae strain were used as a measure of SSF performance. The benefits of polyethylene glycol (PEG) addition on SSF performance were also assessed. This study also assessed whole eucalyptus biomass (including bark, branches, and leaves) as a feedstock and the use of commercially accepted minimal nutrient formulations in the SSF. The outcomes of this experimental assessment may well serve as a guide to commercializing eucalyptus feedstocks for biofuel production.
Materials and Methods
Materials and Sample Preparation
E. grandis (flooded gum) was sourced from a commercial plantation located in the Northern Rivers region, New South Wales, Australia. Whole trees (including bark and leaves) of approximately fifteen years of age were harvested as part of a routine commercial thinning operation. A composite sample of 20 trees was selected to represent variation in the plantation at the time of sampling and was chipped on site. Four metric tons of woodchips were air dried. For pilot-scale pretreatments, 200 kg of wood chips were randomly sampled from the stockpile and used directly as received. The chip sizes were in the range of 50–100 mm (length) × 30–50 mm (width) × 10–30 mm (thickness), and the moisture content was 11.1 wt%. All chemicals, including acid, bases, salts and analytical standards were of reagent-grade or higher and purchased from Sigma Chemical Co. (St. Louis, MO). The cellulase blend Cellic® CTec 2 was supplied by Novozymes (Bagsværd, Denmark). For ethanol fermentations, the S. cerevisiae strain Fali® was supplied by AB Mauri (New South Wales, Australia) as an active dry preparation; diammonium phosphate (DAP) was purchased from EnolTech (Victoria, Australia).
Biomass Pretreatment
Pilot-scale pretreatments were prepared by the Mackay Renewable Biocommodities Pilot Plant (Mackay, Queensland, Australia). Eucalyptus biomass was slurried with H2SO4 at 2.4 wt% (on solids) at a liquid-to-solid ratio of 6:1 (wt/wt). Pretreatment was conducted in a 150-L horizontal Andritz reactor (Decatur, IL) in 11.25-kg (10-kg dry weight, 11.1 wt% moisture) batches. Detailed information on the construction and layout of this reactor has been published previously. 28 Pretreatments were performed at 180°C for 15 min at conditions previously determined to be optimal for pretreatment. 12 Following pretreatment, slurries were pressed to remove the liquid hydrolysate, and the remaining solids were heated to 185°C via steam injection and exploded. In-depth details on the pretreatment operation and optimization process are previously reported. 12 The composition of the unwashed SEWC was previously analyzed, and found to contain (on a g/100g dry weight basis): glucan 55.5%; xylan 0.8%; and acid-insoluble lignin 37.1%. 12 The recovered SEWC had a 64% moisture content and were stored at −20°C. SEWC substrates for all ensuing enzymatic hydrolysis and SSF experiments were unwashed, not sized-selected, and used as received from the pilot steam-explosion reactor.
Enzymatic Hydrolysis
Cellic® CTec 2 cellulase blend was used for all enzymatic hydrolysis studies, and loads are quoted as Filter Paper Units (FPU)/g glucan. Generally, enzymatic hydrolysis of SEWC substrates was performed in 125-mL baffled flasks containing 50 mM citrate buffer pH 4.8, 0.02 wt% sodium azide. The pH of the slurry was adjusted to 4.8 using 10 M KOH. The slurry was then incubated for up to 144 h at 50°C with orbital mixing at 100 rpm. Glucan digestibility and glucose yields were quantified using SEWC loadings of 3.6, 15, and 20 wt% and cellulase loadings of 20, 40, and 60 FPU/g glucan. Samples (0.2 mL) were taken at regular time intervals, centrifuged at 8,000 g for 5 min, and stored at −20°C for further high performance liquid chromatography (HPLC) analysis. To investigate the effects of glycols on glucan digestibility, polyethylene glycol 6000 (PEG 6000) was added at 3.0 wt% (on solids) at the beginning of the digest. Glucan digestibility was calculated based on the glucan released into the liquor divided by the glucan content of the pretreated woodchip.
Simultaneous Saccharification and Fermentation
The S. cerevisiae strains Fali® were used for ethanol fermentations in accordance with the manufacturer's instructions. The effects of SEWC loadings (15 and 20 wt%), cellulase loadings (20, 40, and 60 FPU/g glucan), and temperatures (36 or 39°C) on SSF performance were evaluated. To investigate the effects of glycols on SSF performance, PEG 6000 was added at 3.0 wt% (on solids) at the beginning of the reaction. In general, SEWC were transferred to 125-mL baffled flasks and slurried with 50 mM citrate buffer pH 5.0 containing 1.6 g/L DAP, 0.86 g/L MgSO4, 0.052 g/L ZnSO4, 0.294 g/L CaCl2, and 15 mg/L tetracycline. The pH of the slurry was adjusted to a final of 4.8 using 10 M KOH and was then heated to 50°C through submersion in a water bath prior to the addition of cellulases. A prehydrolysis was conducted at 50°C for 24 h with a mixing speed of 100 rpm. After 24 h, the slurries were cooled to the desired temperature (in this case 36 or 39°C), and SSF was initiated by inoculation with Fali® dry yeast at 4 g/L. During SSF, samples (0.5 mL) were taken at regular time intervals and centrifuged at 8,000 g for 5 min. Glucose and ethanol was quantified by HPLC. Ethanol yields were calculated as follows:
where Gs is the glucose content (g) of SEWC substrate and 0.51 is the stoichiometric conversion factor for glucose conversion into ethanol by S. cerevisiae.
where Ep is the total ethanol produced (g).
Analytical Methods
Specific carbohydrate and lignin contents of untreated and treated materials were determined following concentrated acid hydrolysis as described by the National Renewable Energy Laboratory (NREL). 29 The carbohydrate, furan, ethanol, and carboxylic acid compositions were determined using HPLC. The HPLC separation system consisted of a solvent-delivery system (Controller 600, Waters, Milford, MA) equipped with an auto sampler (717, Waters) and a refractive index detector (412 differential refractometer, Waters) managed by the Waters Empower® software program. Sugars and degradation products (furans and carboxylic acids) were analyzed using either the RHM or RPM-Monosaccharide column (7.8 mm x 300 mm, Rezex™, Phenomenex Inc., Torrance, CA), fitted with a Carbo-H or Carbo-Pb (Phenomenex Inc.) guard column cartridge, respectively. The RHM-Monosaccharide column was maintained at 60°C, and compounds were eluted with an isocratic mobile phase consisting of degassed Milli-Q water (EMD Millipore, Billerica, MA) containing 0.005 M H2SO4 at a flow rate of 0.5 mL/min. The RPM-Monosaccharide column was maintained at 70°C, and compounds were eluted with an isocratic mobile phase consisting of degassed Milli-Q water at a flow rate of 0.6 mL/min. The refractive index detector was maintained at 50°C for all applications. Peaks detected by the refractive index detector were identified by retention times matching, and quantified by comparison, with analytical standards analyzed within each batch.
Results and Discussion
SEWC and Enzyme Loading Effect on SSF Performance
SSF incorporating a pre-hydrolysis step was adopted to demonstrate bioethanol production from SEWC. Unwashed SEWC were used as substrates for isothermal batch SSF and the fermentation time course kinetics, concentrations of glucose, and ethanol titers using the thermal- and ethanol-tolerant Fali® yeast are summarized in Fig. 1. Effects of SEWC loading at 15 wt% and 20 wt% (which corresponds to 8.25% and 11 wt% glucan loading, respectively) on SSF performance was initially evaluated at 36°C using a minimum cellulase dose of 20 FPU/g glucan (Fig. 1a,d). The maximum ethanol titers achieved were recorded at 25 and 35 g/L at 15 and 20 wt% SEWC loads, respectively, which falls well short of the 46.7 and 62.3 g/L theoretical ethanol potential calculated for these SEWC loads. Increasing the cellulase load to 40 FPU/g glucan (Fig. 1b,e) and 60 FPU/g glucan (Fig. 1c,f) further improved the ethanol titers. Maximum ethanol titers of 49.4 g/L and 56 g/L were both recorded at 20 wt% SEWC at a cellulase load of 40 and 60 FPU/g glucan, respectively. Likewise, a 15 wt% SEWC and 60 FPU cellulase load combination also achieved a greater ethanol titer (42 g/L) than the 40 g/L minimum operational benchmark.
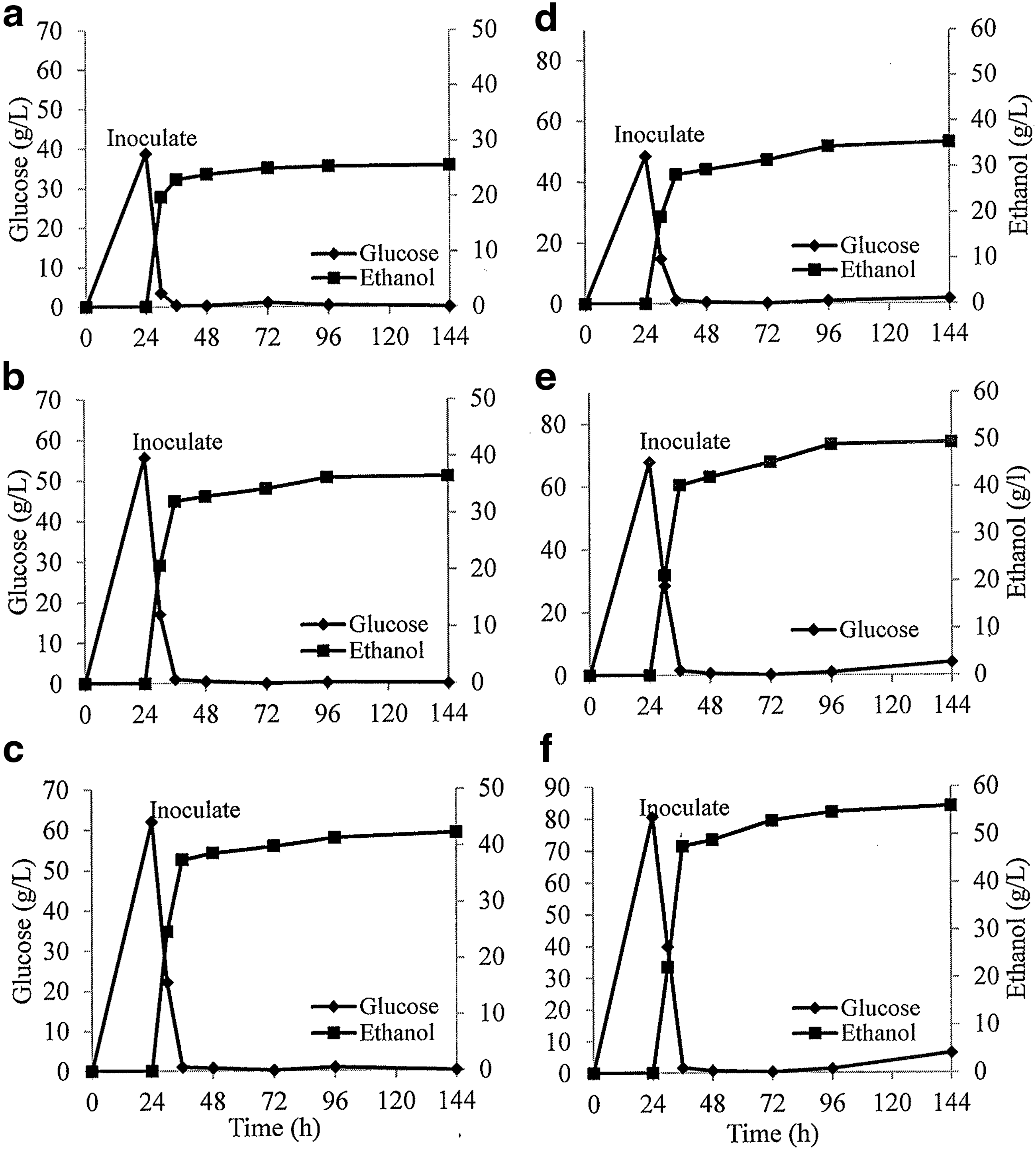
Effects of
The corresponding glucan to ethanol yields have also been considered as a performance indicator of the SSF and are summarized in Table 2. With respect to 36°C isothermal SSFs, the results show that ethanol yields increased with increasing cellulase loading. A cellulase loading of 20 FPU/g glucan was clearly insufficient, achieving final ethanol yields of 55–56%. The highest final ethanol yields of 90– 92% were attained using 60 FPU/g glucan for both SEWC loadings. Lowering the cellulase loading to 40 FPU/g glucan only resulted in about a 10% reduction in final ethanol yields. In fact, the difference in final ethanol yields between the two SEWC loads was insignificant at individual cellulase loading throughout the SSF time course, suggesting mass transfer limitation may not have been reached in this system. Using steam-exploded corn stover and a fixed cellulase load (30 FPU/g glucan) in SSF experiments, Liu et al. also reported minimal reduction in ethanol yields as substrate loads increased from between 10–20 wt%. 30 Conversely, beyond 20wt% solid loads, ethanol concentrations plateaued and ethanol yields showed significant reduction (by about 20%). In similar experiments on an autohydrolyzed eucalyptus substrates, Romaní Garrote, and Parajó also revealed operating at 20 wt% solids loadings significantly decreased ethanol yields—although, concurrent ethanol titers could be improved with additional enzyme loadings. 24
Effects of Temperature, SEWC Load, Enzyme Load, and PEG Addition on SSF Ethanol Yields
SSF duration includes a 24-h prehydrolysis step; bSSF contains 30 mg PEG 6000/g dry solids.
In all SSF trials the time-course kinetics reveal that the available glucose was rapidly consumed by the yeast, with the highest rates of ethanol production achieved in the first 6–12 h after inoculation (time 24 to 36 h in Fig. 1). In fact, ≥90% of the total ethanol production occurred within 24 h (at 15 wt% SEWC), or 48 h (at 20 wt% SEWC) and generally plateaued beyond 48–72 h. Higher ethanol production rates and reduced SSF durations were clearly related to higher enzyme loadings. Similar fermentation kinetic trends have also been observed for most hardwood, 10,24 softwood, 31 and cereal stover 30 substrates. From an operational perspective, this reduction in SSF duration potentially represents significant cost savings in scale-up processing, although it may come as a trade off with additional enzyme usage.
A delay or lag phase in fermentation kinetics was clearly observed within the first 6 h after yeast inoculation (time 30 h), where the rate of ethanol production and subsequent ethanol yields were 11–18% lower at 20 wt% SEWC than those recorded at 15 wt% SEWC. Ahmed et al. also reported substantial lag phases that extended to 24 h when pretreated Melaleuca solids in SSF were increased to 25% (w/v). 32 Prolonged lag phases have been routinely reported in high solids loading SSF for softwoods, 31 Salix, 33 eucalyptus, 24 and switchgrass. 34 Implicating factors have included increased levels of inhibitory compounds and viscosity associated with pretreated biomass substrates. Likewise, in this study, increasing the unwashed SEWC loads not only increased the initial glucose concentrations but also increased the concentration of acetate, salts, furfural, and 5-hydroxymethylfurfural (HMF)—all known yeast inhibitors. 35 Individually, none of these compounds were recorded at levels considered to be inhibitory at the point of yeast inoculation. 35,36 Although not quantified, nor determined in this study, presumably the combination of these compounds has synergistically stressed and repressed yeast fermentation during this initial period of adaptation. 35,37 Moreover, diffusion and mixing (including mass-transfer efficiencies) in the initial fermentation stages of the 20 wt% SEWC loading SSF were inadequate and a limiting factor, despite the inclusion of a 24 h prehydrolysis step (designed to reduce initial slurry viscosity).
The 36°C SSF results compare favorably with reported ethanol productivities from other eucalyptus feedstocks in high solids loading SSF studies. Using steam-exploded E. globulus, Romaní et al. reported ethanol yields of 51 g/L and a cellulose-to-ethanol conversion of 91% in high solids load (14 wt%) SSF. 23 Likewise, using hydrothermally pretreated and wet disk milled E. globulus at a solids loading of 35 wt%, Fujii et al. achieved ethanol titers of 53.5 g/L. 26 Moreover, our ethanol productivities surpassed the 43.7 g/L (13 wt% solids loading) reported for organosolve pretreated E. globulus 27 and the 28 g/L from H2SO4 pretreated E. grandis wood in high solids loading (20 wt.%) SSF by Silva et al. 38 In comparison to previous studies (Table 1), it is evident that high solids loading SSF using SEWC required substantially higher cellulase doses in order to maximize ethanol titers and yields. This is mostly likely due to the fact that the SEWC substrate was not detoxified and was composed of very large, non-uniform particle sizes (that is, a heterogenous mixture of wood, branches, bark, and leaves). This distinguishes it from the highy uniform, extensively milled substrates used in other reported studies.
To better understand ethanol production trends in the various SSFs, a series of concurrent glucan digestibility studies were undertaken under favorable conditions (pH 4.8 and 50°C, Fig. 2). As anticipated, glucan digestibility and rates of glucose release improved with increasing cellulase dosage at both SEWC loadings (predictably, 20 wt% SEWC led to higher glucose release). A maximum glucose concentration of 103 g/L was achieved using 20wt% SEWC and a cellulase loading of 60 FPU/g glucan, which corresponded to a glucan digestion of 94% theoretical. Reducing the SEWC from 20 to 15 wt% led to only a minor increase in glucan digestibility across the course of the digestion. However, this increase was more pronounced in the first 48 h of the reaction when viscosities were highest. In fact, glucan digestibilities showed further improvements when SEWC loadings were reduced to 3.6 wt% (or 2% glucan, Fig. 2b). For example, at a cellulase loading of 20 FPU/g glucan, digestibilities at time 72 h were recorded at 71%, 66%, and 63% for 3.6, 15, and 20 wt% SEWC loadings, respectively. A comprehensive study on the effects of solids loading on enzymatic hydrolysis by Liu et al. revealed similar declines in glucan conversion (about 5%) across a range of solids loading from 5 to 20% at cellulase loading of 15 to 60 FPU/g glucan. 30 Slower rates and reduced levels of glucan digestion in high-substrate-loading enzymatic hydrolysis and SSF have been routinely reported for many other feedstocks. 24,39 –41 In summary, the kinetic profiles of ethanol production in SSF's correlate well with glucan-digestibility trends.
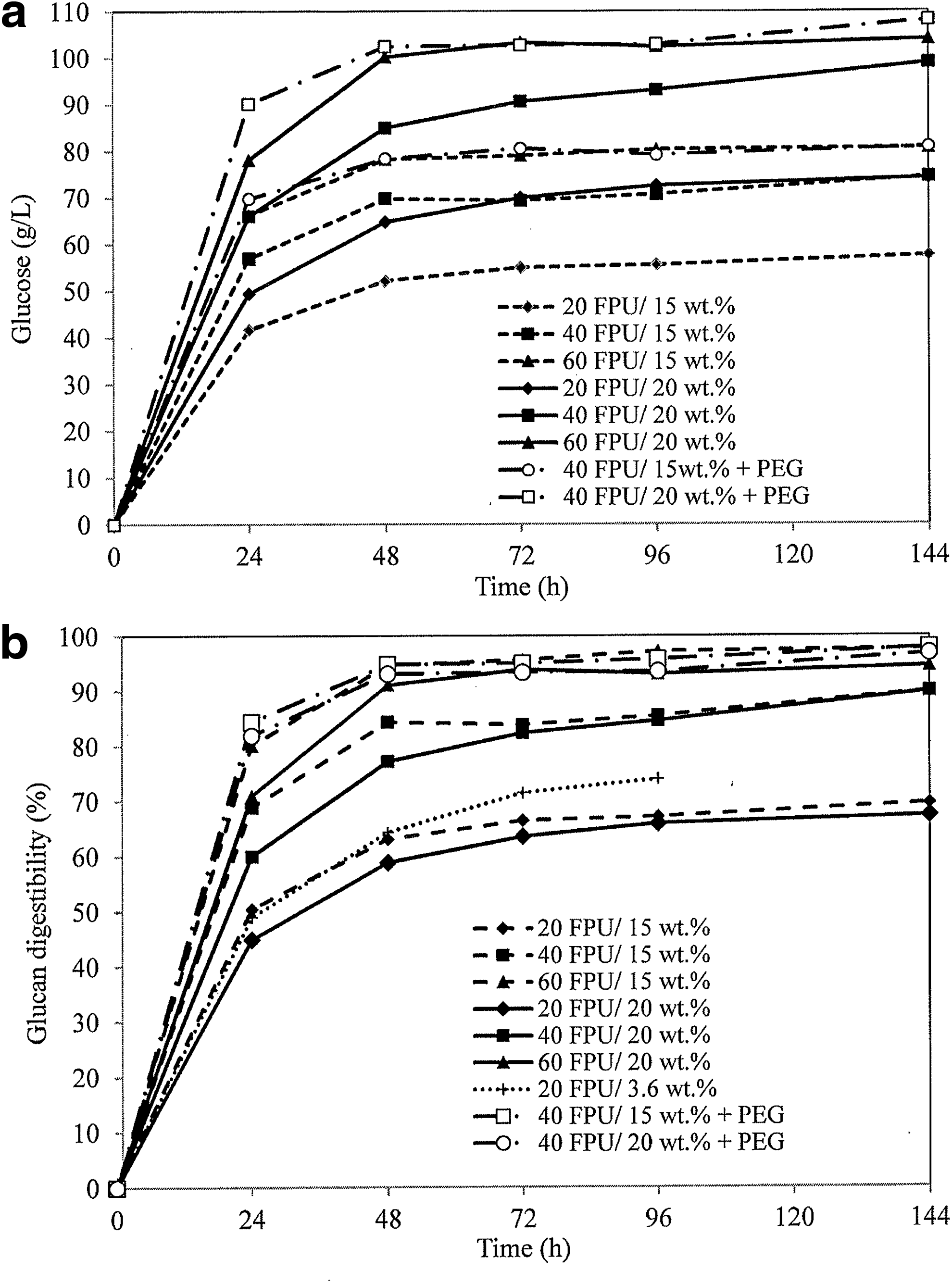
Effects of SEWC load (15 and 20 wt%), cellulase load (20, 40, and 60 FPU/g glucan), and PEG addition on
Temperature Effect on SSF Performance
Reducing the disparity in optimal operating temperatures between S. cerevisiae (30°C) and cellulase (50°C) activities has the potential to improve enzymatic sugar conversion and thus, ethanol yields. In this study, Fali® yeast with reported tolerances of up to 40°C and 18% (v/v) ethanol was used in isothermal SSFs at 39°C with SEWC loadings of 15 and 20 wt% and cellulase loadings of 20, 40, and 60 FPU/g glucan. SSF time-course kinetics and glucose and ethanol yields are shown in Fig. 3. In general, raising the SSF temperature from 36°C to 39°C showed no observable benefit in final ethanol titers and/or yields. Again, the highest ethanol titers of 52 g/L (60 FPU/g glucan) and 48 g/L (40 FPU/g glucan) were attained at 20 wt% SEWC (Fig. 3e,f). In fact, the ethanol titers at time 144 h were very similar to those achieved in all 36°C SSF trials, as were the final ethanol yields (from 56–90%, Table 2). Likewise, the extent of initial delays or lag phase for the 20 wt% SEWC in comparison to 15 wt% SEWC paralleled the 36°C SSF trends. Conversely, the most notable shortcoming observed in 39°C SSF trials over those performed at 36°C was the declining rate of ethanol production in the early stages of all the SSFs, which is indicative of a yeast adaptive phase to the elevated temperature. Increasing the cellulase dosage appeared to extend the duration of the adaptive phase, suggesting that elevated temperatures in combination with high glucose concentrations placed added stress on the yeast. Yeast preadaptation in conditions comparable to the final operating environment (including both temperature and fermentation hydrolysate) may be employed as a strategy to circumvent and mitigate this observed stress response. 31,42 Another distinct disparity between the two SSF operating temperatures (particularly at 20 wt% SWEC) was the accumulation of glucose and cessation of ethanol production as the SSF extended beyond 72 h (Fig. 3d–f). Owing to prolonged exposure to both high temperatures and ethanol concentrations, the yeast were presumably stressed beyond the point of normal metabolic functioning despite the presence of glucose and active cellulase hydrolysis. Similar trends in glucose accumulation beyond 72 h were also observed in studies on the thermotolerant yeast strain Kluyveromyces marxianus IMB3, where SSF operating temperatures were increased to 45°C. 34,43 It has been reported that most industrial yeast like the Fali® yeast used in this study can generally only tolerate elevated ethanol titers for short durations at high fermentation temperatures. 36 Operating SSF under nonisothermal conditions, whereby temperatures are reduced in the later stages of the SSF, have been reported to successfully diminish the effects of prolonged high temperature and improve SSF performance. 44,45 The development of new, robust, thermo- and ethanol-tolerant yeast strains will undoubtedly aid in circumventing these constraints and advancing the SSF process.
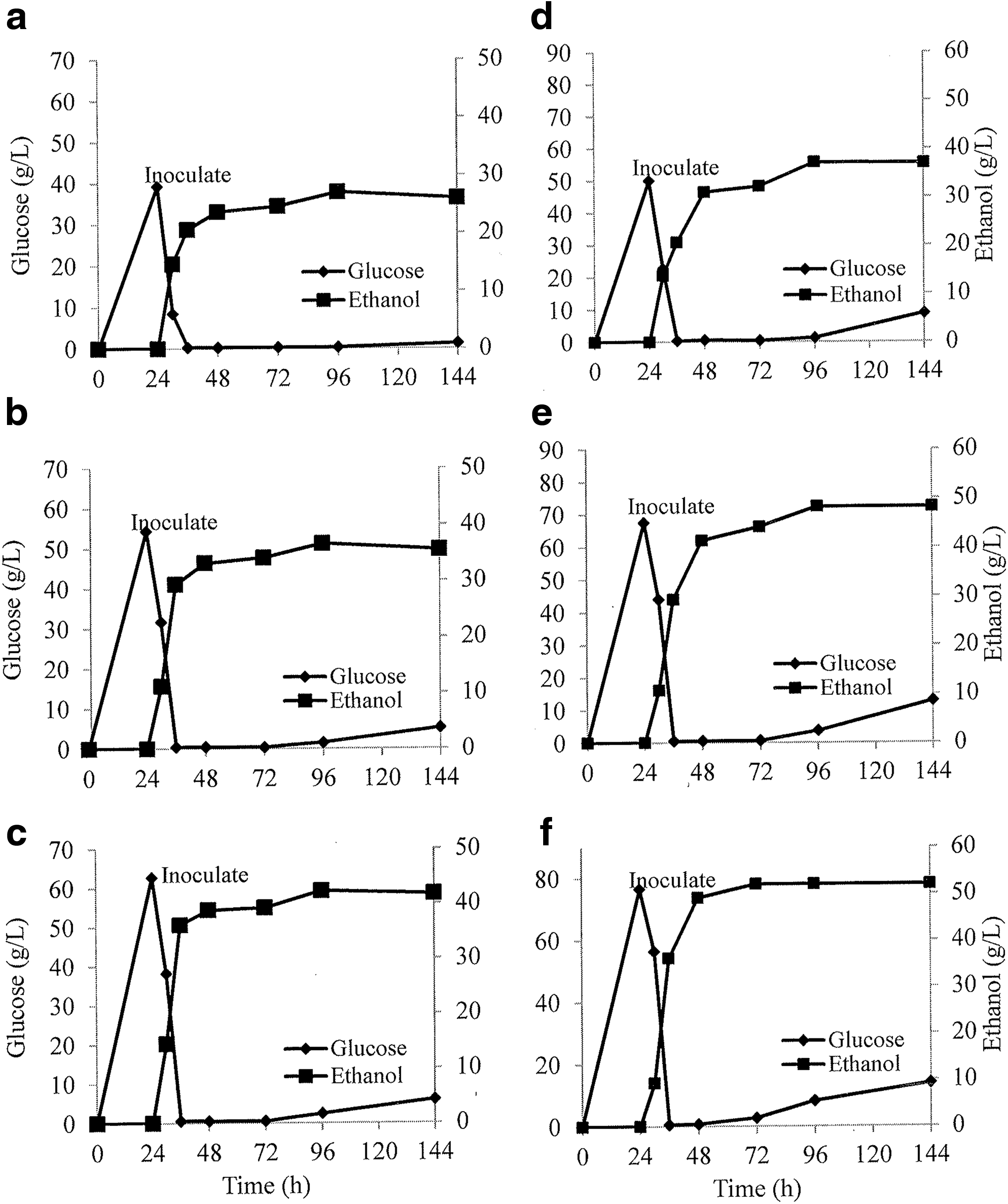
Effects of
Effect of PEG Additives on SSF Productivity
Applying additives during cellulose hydrolysis has shown promise in improving cellulase performance and significantly reducing the capital costs of bioethanol production. 46 Additives like PEG, surfactants, and noncatalytic proteins to enzymatic hydrolysis have increased hydrolysis rates and yields of lignocellulosic substrates and enabled a significant reduction in enzyme-loading requirements. Furthermore, additives have shown to be particularly effective on highly lignified substrates like the SEWC used in this study. 47 The effects of PEG 6000 on isothermal SSF performance was investigated at SEWC loadings of 15 and 20 wt% and a cellulase loading of 40 FPU/g glucan using either isothermal temperature settings of 36°C or 39°C (Fig. 4). A PEG loading of 30 mg/g dry solids was previously optimized on related lignocellulosic substrates, and those values reported by Kristensen et al. 48
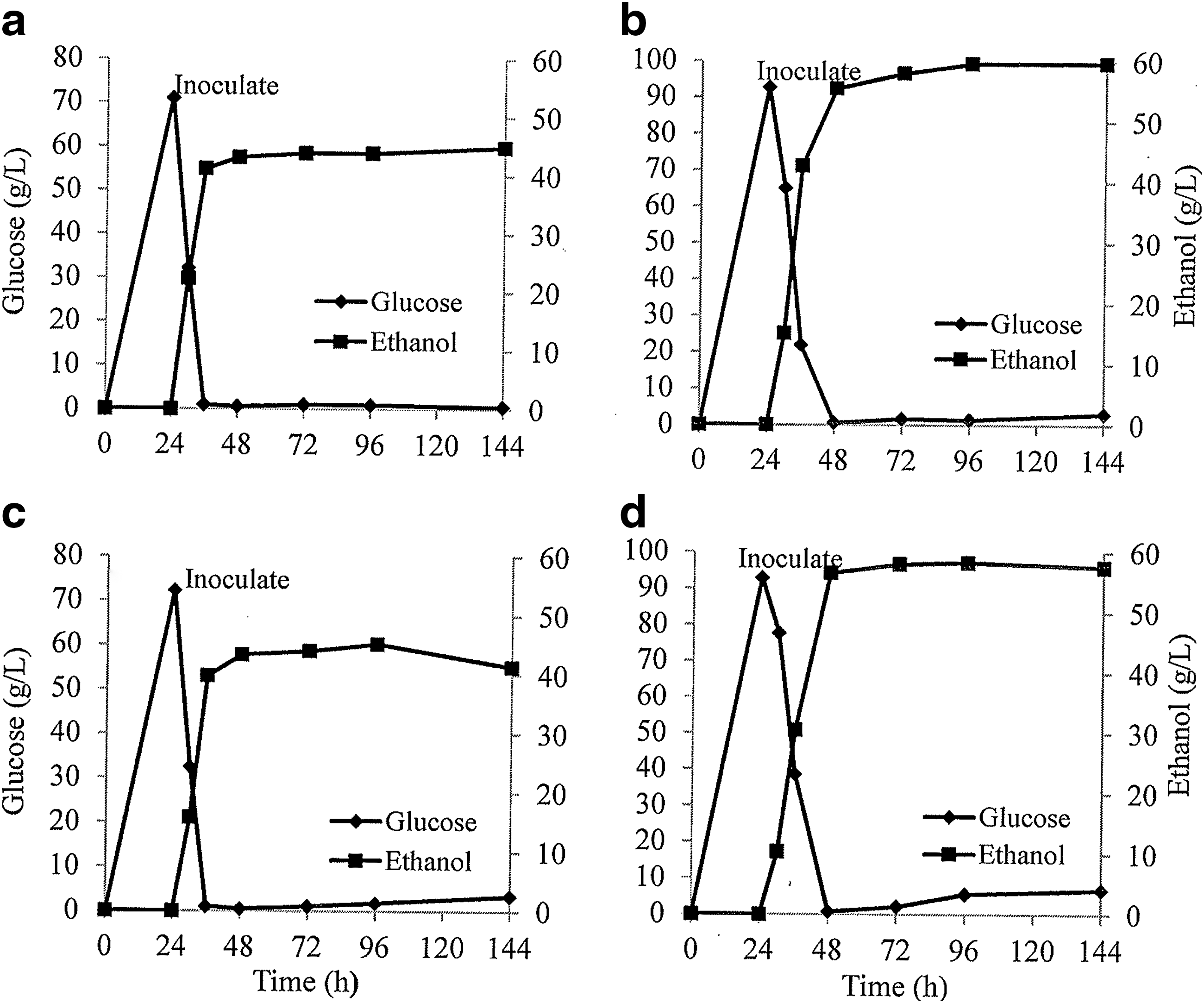
Effects of PEG addition on SSF performance at
The inclusion of PEG noticeably increased the maximum ethanol titers and subsequent ethanol yields in all SSF test conditions (Fig. 4), compared to SSFs in the absence of PEG. The highest ethanol titers were achieved at 36°C, with increases from 36 g/L (-PEG) to 45 g/L (+PEG) at 15 wt% SEWC (Fig. 4a) and from 49g/L (-PEG) to 60 g/L (+PEG) at 20 wt% SEWC (Fig. 4b) being observed. Similar ethanol gains resulting from PEG addition were observed across both 36°C and 39°C SSF temperature settings. Likewise, the maximum ethanol yields showed a corresponding increase from about 75–79% to 93–96% for both temperature and SWEC loads and generally equated to about a 16% increase in ethanol conversion for all SSF trials (Table 2). More importantly, from an economic perspective the addition of PEG could effectively reduce the enzyme dose by as much as a factor of 1.5 since ethanol productivities attained at a 40 FPU/g glucan enzyme dose with addition of 30 mg PEG/g dry solids surpassed those at a 60 FPU/g glucan cellulase load employed alone. Again, the SSF ethanol productivities clearly reflect changes in the enzymatic hydrolysis kinetics through the addition of PEG (Fig. 2). PEG addition increased the overall glucose concentrations and yields in both SEWC loadings, achieving near-theoretical glucan digestibilities. Greatest improvements were found in the initial rate of hydrolysis, which were also reflected in higher glucose concentrations after the 24 h prehydrolysis step during the SSF trials (Fig. 4). The benefits of surfactant additives (Tween 20) on improving ethanol productivities and rates in SSF have also been reported for steam-exploded corn stover and softwoods. 30,48 Although not fully elucidated, the proposed benefits to enzymatic hydrolysis and SSF have been attributed to reducing non-productive adsorption of cellulases not only to lignins but also to crystalline celluloses. Furthermore, there is evidence to suggest that such additives increase enzyme stability, reduce thermal deactivation of cellulases, and moderate nonproductive binding of yeast to fibrous residues. 47,49,50 Despite the clear evidence of the additive's effectiveness in SSF, the question about its inclusion in commercial scale-up operations (i.e., whether it's an economically viable option) remains to be determined.
Based on the above observations and results, the potential mass balance for converting the cellulose from 1 metric ton of E. grandis woodchip to ethanol using a H2SO4-catalyzed steam explosion pretreatment followed by SSF is presented in Fig. 5. All additional inputs have also been quantified. Following pretreatment, 88.5% of the glucan was recovered in the SEWC. 12 The total ethanol produced from the cellulose fraction is estimated at 187 kg, which corresponds to an ethanol yield (based on glucose in the original raw material) of 85.8%. Although not detailed in this study, the liquid hydrolysates recovered after pretreatment are reported to contain approximate 5% and 74% of the original glucan and xylan, respectively, as simple sugars, which may also contribute to improving ethanol production yields. 12

Mass balance for conversion of E. grandis glucan to ethanol and associated inputs.
Conclusion
E. grandis biomass pretreated by dilute acid-catalyzed steam explosion was shown to be good substrates for ethanol production using an SSF operational strategy. SSF at high solids loadings (20 wt%) achieved elevated ethanol titers of 56 g/L (or 7% (v/v)) while maintaining high glucan-to-ethanol yields (90%). Efforts to increase cellulase efficacy at elevated temperature (39°C) SSFs were not advantageous to fermentation productivities despite the S. cerevisiae strain being reputedly temperature and ethanol-tolerant. Conversely, the benefits of PEG addition to the SSF were realized by a 30% reduction in cellulase usage with a concurrent increase in ethanol production (7.5% (v/v)). Despite this study achieving ethanol titers and yields considered to be economically feasible (>4wt%), bridging the temperature trade-off gap between enzyme hydrolysis and fermentation optimums were identified as key constraints in pretreated eucalyptus SSF. Nevertheless, the findings from this study clearly validates the concept that eucalyptus biomass can be used for industrial ethanol production. Unlike prior literature reports, whole tree biomass in its entirety was converted at or above commercially acceptable ethanol levels using established industrial bioprocessing technologies.
Footnotes
Acknowledgments
The authors would like to gratefully acknowledge the financial support provided by Australia India Strategic Research Fund (AISRF) for this work and the support of New South Wales Department of Primary Industries (Australia), Queensland University of Technology (Australia), International Centre for Genetic Engineering and Biotechnology (India), and the National Institute for Interdisciplinary Science and Technology (India).
Author Disclosure Statement
No competing financial interests exist.