
Abstract
Commercial baker's yeast—a low-cost product with a low profit margin—requires complex fermentation techniques (large-scale, fed-batch fermentation) and is subject to strict quality safety regulations. Large amounts of molasses, ammonia, and vitamins, as well as air and water (liquid and steam) are necessary for the efficient industrial production of baker's yeast. The associated production costs are strongly correlated to the increasing and volatile market price for molasses. In this regard, producers mainly concentrate their efforts on the search for alternative sugar sources and the further improvement of bioprocess control and efficiency. As industrial baker's yeast production has been optimized over many decades, there is only little room left for such improvements. New, interesting trends regarding baker's yeast production have been recently drafted by different research groups and are reviewed in this paper. Subsequently, we combined these multidisciplinary advances in an innovative strategic concept and demonstrated how industrial baker's yeast biomanufacture can be turned into a powerful, zero-discharge multipurpose bioprocess. As a result, the redesigned bioprocess provides a large amount of district heat as well as key molecules such as invertase and betaine. It uses side streams from the food industry as carbon and nitrogen sources and strongly relies on state-of-the-art membrane technology. The presented approach aims to show how industrial aerobic processes can be employed within a sustainable industrial environment.
Introduction
Manufacture of baker's yeast (Saccharomyces cerevisiae) is one of the oldest industrial bioprocesses, but is still among the most important. At the beginning of the 20th century, baker's yeast production industrialized independently from ethanol production, in which high alcohol yields result in lower yeast biomass. 1 Since yeast was expensive, efforts were made to reduce production costs and use cheaper raw materials in the preparation of growth media. Diluted molasses with the addition of ammonia and other nutrients were found to be the most suitable substrate for this purpose. 2
Today, companies try to harvest the highest amount of yeast biomass as fast as possible and at the lowest cost. 1 Annual production is around 2 million metric tons globally and is expected to grow every year by approx. 4%. 3 The current focus of producers is on the improving the process, its control, and, of course, cutbacks. Obviously, manufacturing plays a critical role in dictating the material and energy resources used in society. Their process and products have not only a huge impact on the environment but also on energy demand, carbon dioxide emissions, climate change and production of materials and chemicals that are consumed by the products across their life cycle. 4 It is of crucial importance for various industries to optimize integration to meet societal and economic needs while also mitigating the impact on the environment (Fig. 1).
Integrated sustainability strongly links industrial processes to society, economy, and environment.
Since very little information has been published on reducing the cost of producing baker's yeast, the aim of this paper is to demonstrate how industrial aerobic biomanufacture, such as baker's yeast production, can be transformed into a powerful multipurpose bioprocess with zero discharge. Besides the production of baker's yeast, the potential of recovering key molecules such as amino acids, invertase, and betaine is highlighted. The smart integration of side product streams from the food industry in the supply chain is discussed. Furthermore, membrane technology is presented as an approach in water recycling. Aerobic bioprocesses are known to produce large amounts of low-grade heat and have to be intensively cooled down. The current work finally shows how state-of-the-art heat pumps can be implemented within the process flow to enable efficient production of district heat. We also illustrate the new purposes that can be derived from industrial baker's yeast production, resulting in an attractive and sustainable bioprocess.
Traditional Industrial Baker's Yeast Production
Industrial production of baker's yeast employs different technologies, with variations in number of generations, duration and level of aeration in each phase, types of bioreactors, and control in the last phase of the cultivation. Molasses is usually diluted with water in the ratio 1:1, clarified by means of separators, and steam sterilized. Micro and macroelements are added in the form of salts as well as vitamins. 5 Initial S. cerevisiae cultivation takes place in the laboratory. Sterile flasks with molasses (less than 5 L) are inoculated with a portion of pure culture. The growth usually lasts two to four days, and the entire yield is then used as the inoculum for the second fermentation stage. Usually, this phase consists of two pure culture cultivations. The capacities of the vessels in this stage are larger (1,140–26,500 L). These batch fermentations last 13 to 24 hours. The content of the bioreactor from the first pure culture is added to the next fermentation vessel, which already contains the nutrients. The main biomass production is achieved in the last fermentation stage (final trade cultivation). In this phase four to seven large vessels are used (37,900 L to over 283,900 L) and attention is carefully dedicated to the production of biomass with high fermentative capacity and storage stability. The corresponding vessels (usually bubble columns) are steadily aerated in order to keep the specific amount of dissolved oxygen at the optimal level and promote convective heat and mass transfer.
Yeasts are facultative anaerobic microorganisms, capable of both aerobic respiration and alcoholic fermentation. Under anaerobic conditions, fermentable sugars are consumed and transformed into ethanol and carbon dioxide, resulting in lower biomass yields. During the final trade cultivation, high biomass yields are achieved under aerobic conditions. In the particular case of S. cerevisiae, when the sugar concentration is above a critical concentration (150 mg/L), 6 the so-called Crabtree effect occurs leading to the production of ethanol even if enough dissolved oxygen is present in the growth medium. For this reason, the sugar concentration has to be kept under the above mentioned critical concentration during the whole fermentation, and the cultivation is performed as a fed-batch fermentation requiring the controlled addition of molasses to the bioreactors. To satisfy the need of the yeast for macroelements, molasses is usually supplemented with ammonium salts, phosphoric acid, or phosphate salts and magnesium salts. The ammonium solution can be used as the nitrogen source. The vitamin solution can be added to the molasses before the fermentation or placed in small separate tanks and dosed by rotameters into the bioreactor. Final trade cultivations last 11 to 15 hours and the yield variates from 15,000 to 100,000 kg of compressed yeast per batch, depending on the size of the bioreactor.
Once the final amount of the yeast has been reached, the broth is pumped into centrifugal separators. In order to achieve the desirable yeast solids concentration (18–21%), two or three passes are needed through these continuous dewatering centrifuges. Yeast cream obtained after this phase can be delivered to large scale bakeries or further dewatered by filtration. Rotary vacuum filters are usually employed for the continuous concentration of yeast cream. The large rotating drum is coated with potato starch containing small amounts of salts. As it rotates it is submerged into the yeast cream and the vacuum enables the filtration through the filter. As the drum rotates, blades at the bottom of the drum remove the yeast. When the filter cake is formed and while the drum is rotating, excess salt is removed by spraying a small amount of water. Yeast cakes contain up to 33% solids. The cake is then mixed with water, oil and emulsifiers. Emulsifiers are added for a white appearance and oil helps extrude the yeast. To form blocks of cake, the compressed yeast is extruded through open-throated nozzles. Finally the blocks are cut, wrapped with wax paper and cooled to below 8°C. 7
New Trends in Baker's Yeast Production
Alternative Raw Materials
Raw materials used in large-scale fermentation are huge contributors to the cost of low-value products such as baker's yeast. That is why using agro-industrial remains as a substrate has become an interesting alternative for reducing production costs. 8 As previously mentioned, the most widely used growth medium for the production of the baker's yeast is molasses. It is the final effluent obtained in the preparation of sugar by repeated crystallization. 9 Cane and beet molasses are used in the industry as raw materials for the production of baker's yeast, ethanol, and citric acid. The main compound of both molasses is sucrose. The concentrations of other compounds—amino and organic acids, minerals, and vitamins—depend on the processing steps of the sugar purification. 10
At more than $100 per metric ton Free On Board (FOB) in 2016, molasses appears to be strongly overpriced when compared to other commodities (i.e., steel, coal, oil, sugar). 11 The high price of this feedstock is mostly due to the high world demand for beet and cane molasses used in ethanol production. The strong coupling between molasses price and ethanol production makes price forecasting difficult. As a result, the molasses market has became quite complicated. 11 In European countries, beet molasses is the most used sugar-containing feedstock. 12 Although sugar prices are dropping because of a global surplus, molasses prices have changed very little, or in some cases, like that of the Northern Hemisphere, have actually risen. 11 Despite a substantial increase in raw material costs, baker's yeast has not increased in price, 13 which is a challenge for producers of baker's yeast. The surplus in sugar production has also increased molasses production, which will be more exhausted and possess a lower sugar concentration in relation to total solids. This will undoubtedly have a negative effect upon yeast fermentation. 14
The prices of common raw materials used in baker's yeast fermentation are shown in Table 1. 15
Prices of Common Raw Materials Used in the Production of Baker's Yeast (2000)
The usage of whey as a potential substrate in biotechnological processes has been reported by Moulin et al. 16 Whey could be used for protein recovery, production of galactose, ethanol, bacterial fermentation, and baker's yeast manufacture. Despite efforts to fully exploit whey, only about 50% of world whey production has been turned to good account. 16 The potential of hydrolyzed waste cassava starch for the production of baker's yeast, with the strong potential for its large-scale use in industry, has been reported by Ejiofor et al. 17 Acourene et al. and Nancib et al. have presented how a major date-producing country can economically use food waste to produce high-quality baker's yeast. 18,19 Both the date extracts and the date syrups are shown to be a good carbon and nitrogen source for the cultivation of S. cerevisiae. Plessas et al. demonstrated that orange peel is a good potential promotor for the baker's yeast production. 20 In batch system improved biomass concentration, maximum growth rate and productivity were observed. A continuous fermentation was carried out, and the system showed high operational stability—important for the industrialization of the process. Bhushan et al. 21 demonstrated apple pomace as a good carbon source for the growth of baker's yeast in fed-batch mode. They also investigated dough-rising capacity, which was similar to the control commercial baker's yeast, and therefore qualifies apple pomace as an alternative to molasses.
Recovery of Key Molecules
The treatment of cell-free fermentation residue (also called vinasse) is also of interest. Vinasse, originated from separators, centrifuges, and rotary vacuum filters, is characterized by high chemical oxygen demand, dark color, and high concentrations of total nitrogen and non-biodegradable organic pollutants. 22 It is a low-value byproduct mainly used as a feed additive for animals 23 or as organic fertilizer or manure. 24 Vinasse makes up a large portion of the non-sugar substances not assimilated by S. cerevisiae. 22 Amino acids, which are convenient for recovery, are also included in these substances. Glutamic acid, leucine, and isoleucine can be recovered via ion exchanger. 9
Betaine is another valuable intermediate from beet molasses whose demand on the global market is expected to grow. It is used widely as an additive to improve metabolism of animals and in sports drinks, cosmetics, detergents, paints, and coatings. 25 Olbrich has reported that vinasse contains up to 12% of betaine. 9 According to the US Patents No. 4,359,430 and 5,127,957, betaine can be obtained with chromatography. 26,27 The European patent EP 2,923,749 A1 describes the recovery of betaine from a solution containing betaine and sucrose by nanofiltration. 28 Vinasse could be treated in the same way to obtain high concentrations of betaine.
Invertase could also be obtained. Sucrose cannot be directly assimilated by S. cerevisiae and has to be hydrolyzed in glucose and fructose prior to the biotransfomation. For this reason, large amounts of invertase are excreted during the final trade cultivation. This enzyme is widely used in the food industry, namely in bakery and confectionary products. 29 The pilot recovery of invertase via an aqueous, two-phase extraction has been reported in the literature. 30,31
Recovery and Conversion of Low Grade Fermentation Heat
Securing reliable, economic, and sustainable energy while at the same time protecting the environment and preventing climate change is a major challenge of the 21st century. 32 Heat pumps have been the topic of research and development for over 20 years in Europe. The concept was developed in the 19th century, and the first heat pump was built in 1940s. Commercial heat pumps have been available since the 1960s. 33 Industrial heat pumps (IHP) are active-heat recovery devices whose potential is not being fully exploited, largely due to lack of knowledge, low awareness of heat consumption in companies, and long payback periods (sometimes up to five years). However, existing installations can be found in the food and beverage, chemical, automobile, and metal processing industries. 32
Industrial baker's yeast production releases huge amounts of heat. For every gram of yeast's cell solids produced, 18,4 kJ of heat is generated. 34 Therefore, bioreactor cooling systems are important for efficient cultivation. 5 In 1988, Swedish baker's yeast producer Jästbolaget introduced a system of heat converters and heat exchangers. 35 By 1992, a large heat converter was installed for recovering of all the heat generated in the fermentation process. 35,36 The energy is transferred to the municipal district-heating network, providing heat to about 1,500 homes. 35
Moving from Single Purpose to Multipurpose: Thinking in Four Dimensions
Reference Process
Starting with a theoretical, conventional baker's yeast manufacturing plant (yearly production of 100,000 metric tons of compressed yeast, solid matter content is 25%), we used the above works to envision a more efficient, integrated bioprocess.
Figure 2 illustrates the work flow of one of the several bioreactors used during the final trade cultivation (usually four to seven bioreactors are used in this stage but for the sake of simplicity only one is shown). To produce 25,000 metric tons of yeast per year (based on solid matter content), 100,000 metric tons of molasses, 22,000 metric tons of nitrogen source (ammonia 10% w/w) and 8,000,000 m3 of cooling water 37 are required. Furthermore, approximately 230,000 metric tons of vinasse have to be evaporated during the corresponding downstream processing. Cooling water, which is usually pumped from the wells and then released into the rivers, streams or canals, has an exit temperature of 20–24°C. The emphasis of this process is clearly on biomass production. After some adjustments, concentrated vinasse is transferred to trucks and transported to be used on fields as fertilizer or in farms for animal feeding. In this traditional one-dimensional manufacturing process, one main product (baker's yeast) is obtained from one main substrate (molasses). Beside the sugar industry, bakeries and farms, there are no tight linkages with further industrial fields and society within this work flow.
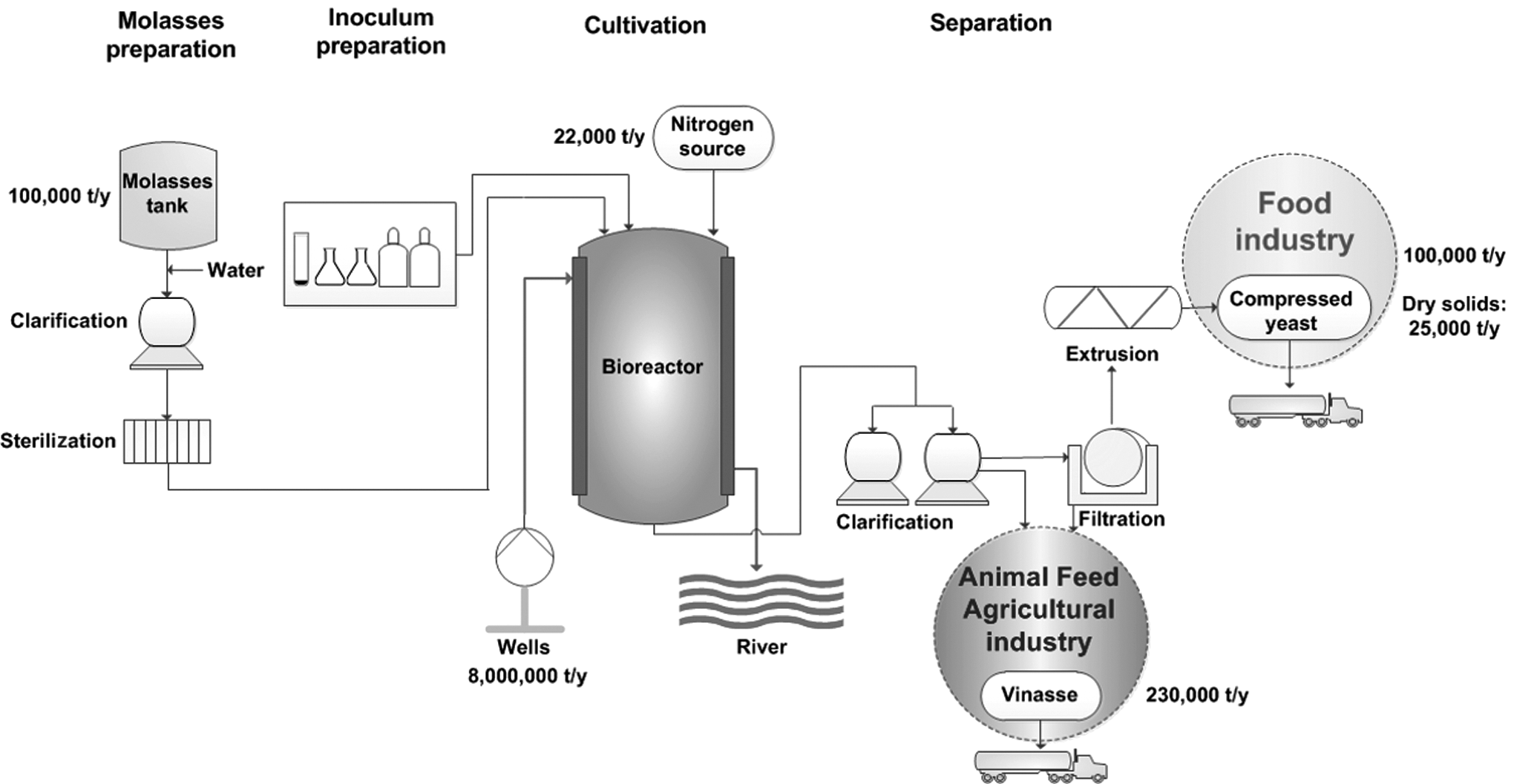
Workflow of a conventional baker's yeast manufacturing plant during final trade cultivation as a one-dimensional bioprocess.
Second Dimension: Baker's Yeast Producer as a Waste Treatment Company
The agro-industrial industry produces huge volumes of fruit wastes daily. They are generally an appreciable source of carbohydrates as well as proteins, vitamins, minerals, and natural antioxidants. Several million metric tons of apple pomace are generated worldwide in every year—in Germany alone, this figure is 250,000 metric tons/year. 38 Apple pomace is a leftover solid residue (25–30% of total processed fruits) obtained after the extraction of apple juice. This creates an environmental challenge because of odor issues and high transportation costs (it is bulky). Direct dumping is also a problem. For these reasons, using apple pomace as a potential substrate for microbial growth and the production of organic acids, enzymes, single cell proteins, alcoholic drinks, ethanol, biogas, pigments and baker's yeast has been studied for thirty years. Dried apple pomace consists of up to 50% of fermentable sugars, and therefore is convenient for the growth of baker's yeast. 38
Cheese whey is another conceivable substrate for baker's yeast production. Disposal of whey is difficult, since it contains high amounts of organic matter—62.68–78.76% of lactose (dry matter)—making discharge into sewage out of the question. 16 S. cerevisiae is unable to assimilate lactose. Therefore the lactose must be hydrolyzed to glucose and galactose by β-galactosidase. 39 However, from an economic point of view, this phase has to be considered as a critical step. 40
According to this concept, baker's yeast producers would additionally act as waste treatment companies (Fig. 3). Acid whey is processed by solids separators in order to remove suspend, cheese-type particles. The whey is then heated and passed through a series of ultrafiltration membranes. Next, lactose hydrolysis splits the bond between glucose and galactose. The economically justified enzyme should be applied. The treated whey is then prepared for addition to molasses in the fermentation of baker's yeast. 40 With apple pomace, the substrate is first processed in mixer-settler by solid-liquid extraction. To obtain sugar syrup, a solid-liquid separation through filtration or hydraulic press is applied.
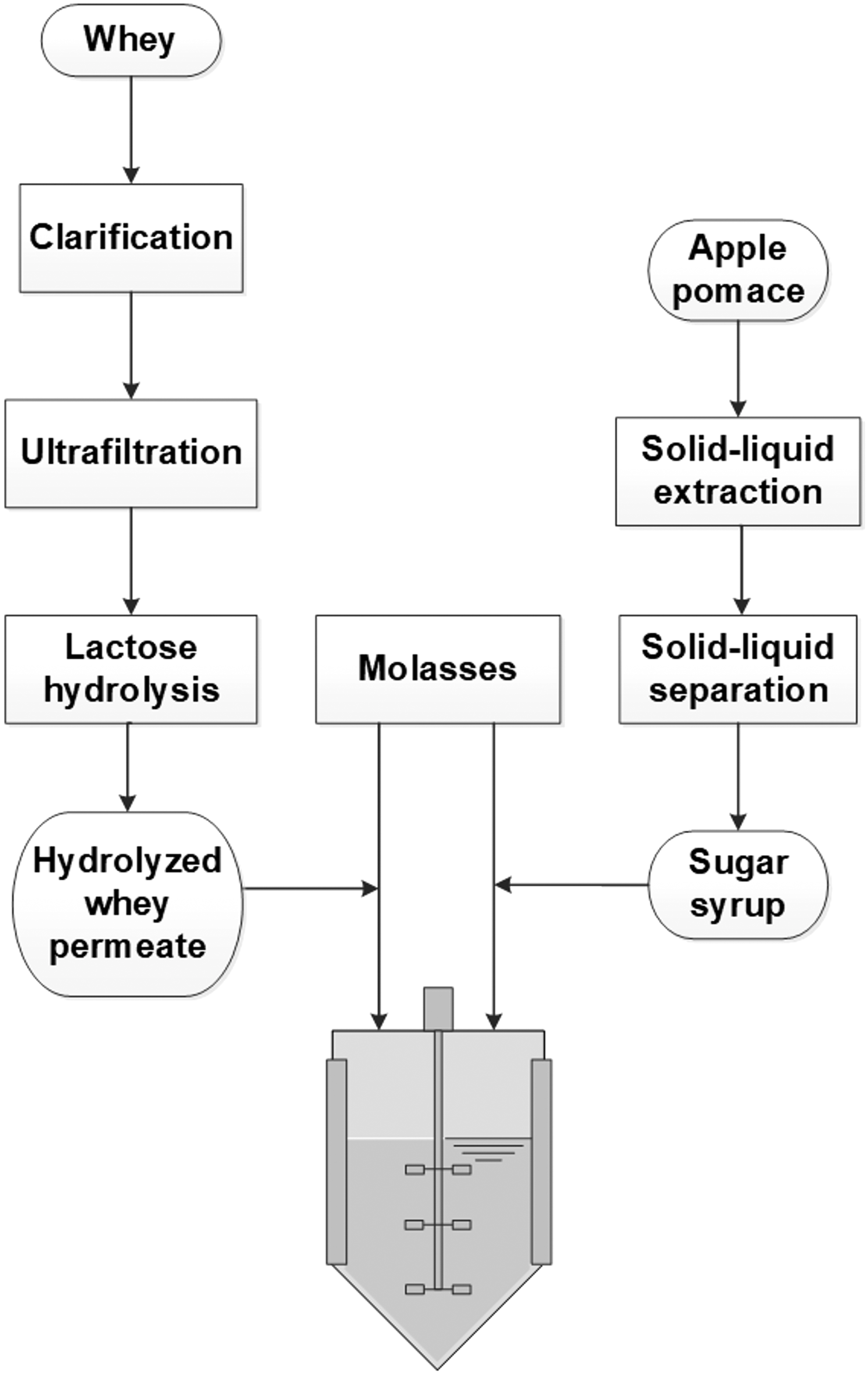
Treatment of acid whey and apple pomace used in the production of baker's yeast.
These alternative substrates are not used to fully substitute molasses, but rather to dilute it (saving water) and provide an additional source of carbon and nitrogen. In line with integrated sustainability, this strategy offers a way to discharge and re-use waste from agricultural and food industry.
Third Dimension: Baker's Yeast Producer as a Supplier Of Key Molecules
The recovery of betaine and invertase is illustrated in Fig. 4. Membrane and chromatographic systems used for the treatment of vinasse would be placed near the baker's yeast plant or integrated within it to avoid unnecessary transportation costs. Vinasse is filtrated through microfiltration membranes (cross-flow filtration) to remove residual solids. Subsequently, invertase is captured from the corresponding permeate via protein chromatography (e.g., membrane chromatography or expended bed adsorption). Betaine as well as amino acids (glutamic acid, leucine, and isoleucine) are purified via ion exclusion chromatography (IEC) by using water as an eluent, and concentrated by multi-stage evaporation. Such an evaporation system is usually present in conventional baker's yeast manufacturing plants for dewatering vinasse.
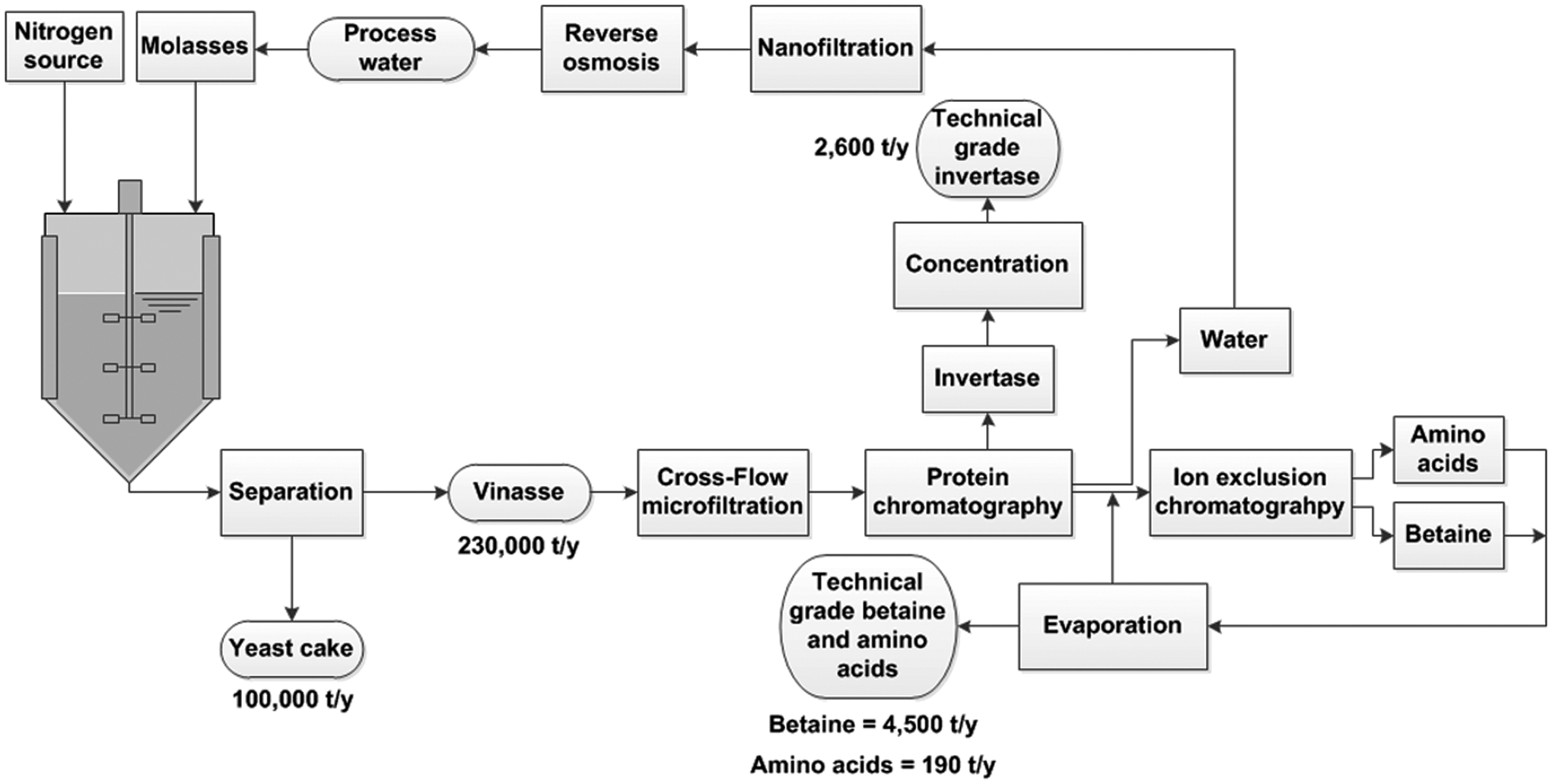
Recovery of key molecules and water recycling in baker's yeast production.
In this concept, a wastewater treatment is integrated but considered a separate part of the industrial activity. Increasing water supply and costs for processing the wastewater is a problem many industries are facing. This approach aims to regenerate the wastewater and recycle it as process water. In this phase, membrane technology plays an important role. 41 The development of pilot-scale nanofiltration system for yeast industry wastewater treatment has been reported by Rahimpour et al. 22 The water should be first passed throughout nanofliltration membranes and then treated by reverse osmosis. After the treatment, the obtained processing water can be used in the preparation of the molasses.
The value gained by the amino acids betaine and invertase are estimated. If the yearly production of the theoretical baker's yeast company is 100,000 metric tons, the recovered amino acids amount to 190 metric tons per year. The recovered betaine amounts to 4,500 metric tons per year. The amount of invertase obtained is 2,600 metric tons of enzyme preparation with an activity of 1,200 IU/mL (these numbers rely on experimental values measured in our lab). Out of 230,000 metric tons of molasses obtained to produce 100,000 metric tons of baker's yeast, large amounts of these key molecules can also be recovered.
Fourth Dimension: Baker's Yeast Producer as an Energy Supplier
We slightly modified and adapted the concept developed at Jästbolaget for the reference process. The released fermentation heat can be estimated by following two approaches, and the mean value was used for further calculations: 1) Considering a yearly production of 100,000 metric tons of compressed yeast with 25% of dry matter, 25,000 metric tons of yeast on dry matter is produced—or 0.7927 kg/s. According to Reed et al., 18.4 kJ is generated per gram of cell solids produced,
34
and the released fermentation heat equals 14.6 MW. 2) The yearly demand for cooling water totals 8,000,000 m3.
37
The water originating from the wells enters the bioreactors cooling system at 8°C and exists with the temperature of 21°C. Specific heat capacity for water is 4.187 kJ/kg/K, and the fermentation heat released equals 14.2 MW.
The mean value of released fermentation heat equals 14.4 MW, which is enough to cover the space heating and hot water needs of approximately 25,000 German citizens. In the proposed concept (Fig. 5), 35,42 cooling water is pumped from the wells and kept in a tank at constant level. It enters the cooling system of the bioreactors with a temperature of 8°C and exits with a temperature of 21°C. It is then directed to two heat pumps. The heat of one part of the exiting cooling water (2.2 MW) is converted into process heat (3.14 MW) by a first heat pump, requiring an electrical demand of 0.96 MW. The remaining heat from the exiting cooling water (12.2 MW) is converted by the second heat pump, generating 17.9 MW of district heat. The corresponding electrical demand is 5.7 MW. By this strategy, low-grade fermentation heat is re-used, water management is improved, and the resulting district heat is distributed to the local community. District heat is playing a major role in Germany, where the implementation of fourth-generation district heat is planned for 2020. The goal is to further promote climate protection and sustainable energy production by minimizing heat loss during energy transportation, recycling low grade heat from industrial processes, and applying new standards in building isolation—making low temperature heating possible.
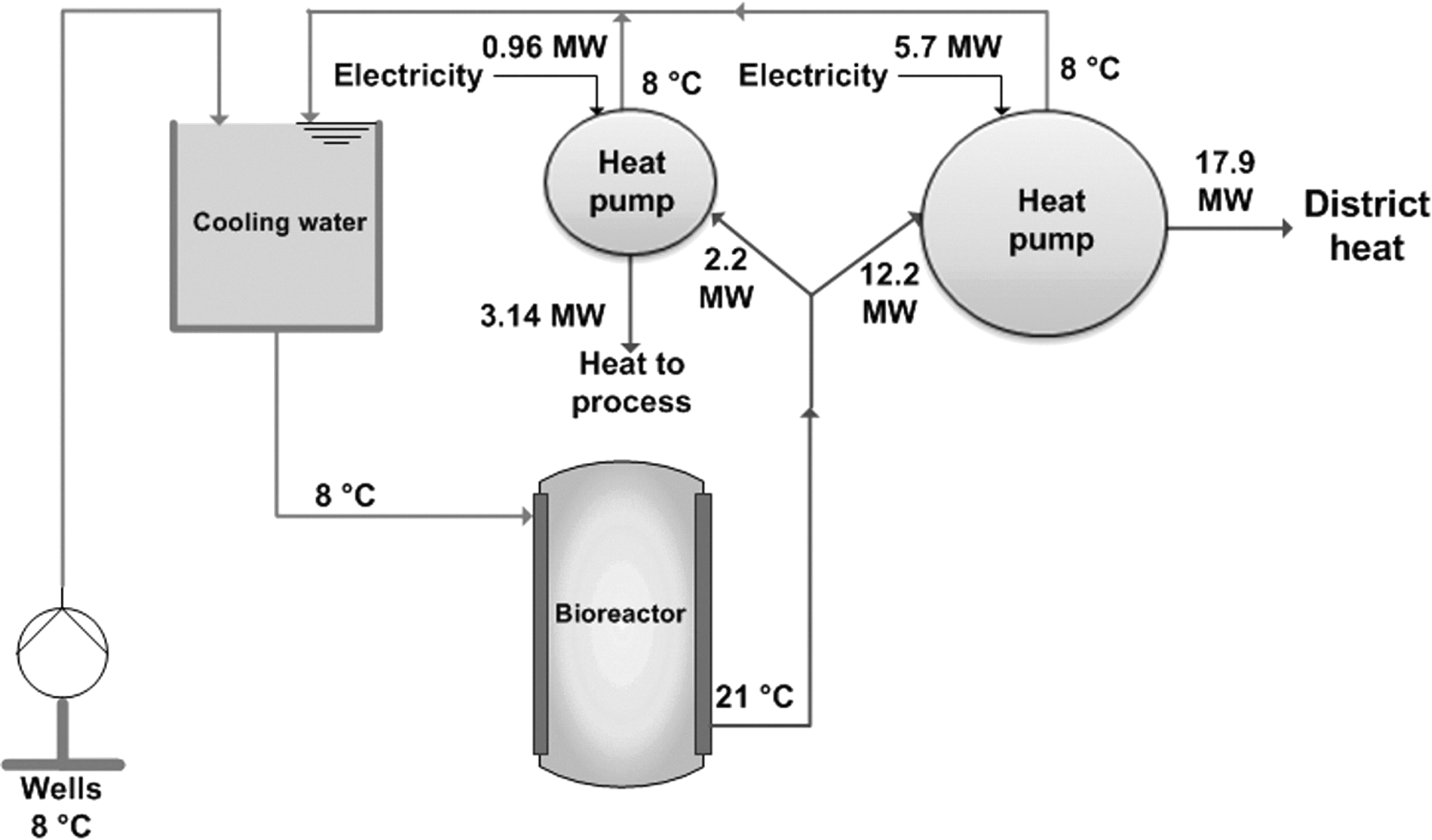
Heat pump system integrated in the baker's yeast production.
Conclusion
Figure 6 depicts industrial baker's yeast production as a multipurpose process. Baker's yeast producers need to find cheaper feedstock sources to stay competitive. Reducing molasses use and partially replacing it with apple pomace and whey enables agroindustrial residues from the food industry to be reused and transformed in higher-value products. In addition, vinasse obtained after centrifugation and filtration can be processed ysung chromatography, and key molecules for the pharmaceutical, chemical and food industry can be recovered. Processed water can be recycled and reused to prepare molasses, while cooling water can be redirected from rivers to a heat pump system, where the huge amount of low-grade fermentation heat can be converted to higher-grade heat. This, in turn, can be either reinjected into the processes or transferred to the surrounding cities as district heat. The water from the heat pump is recycled for cooling, and shortages are replaced with water from the wells.
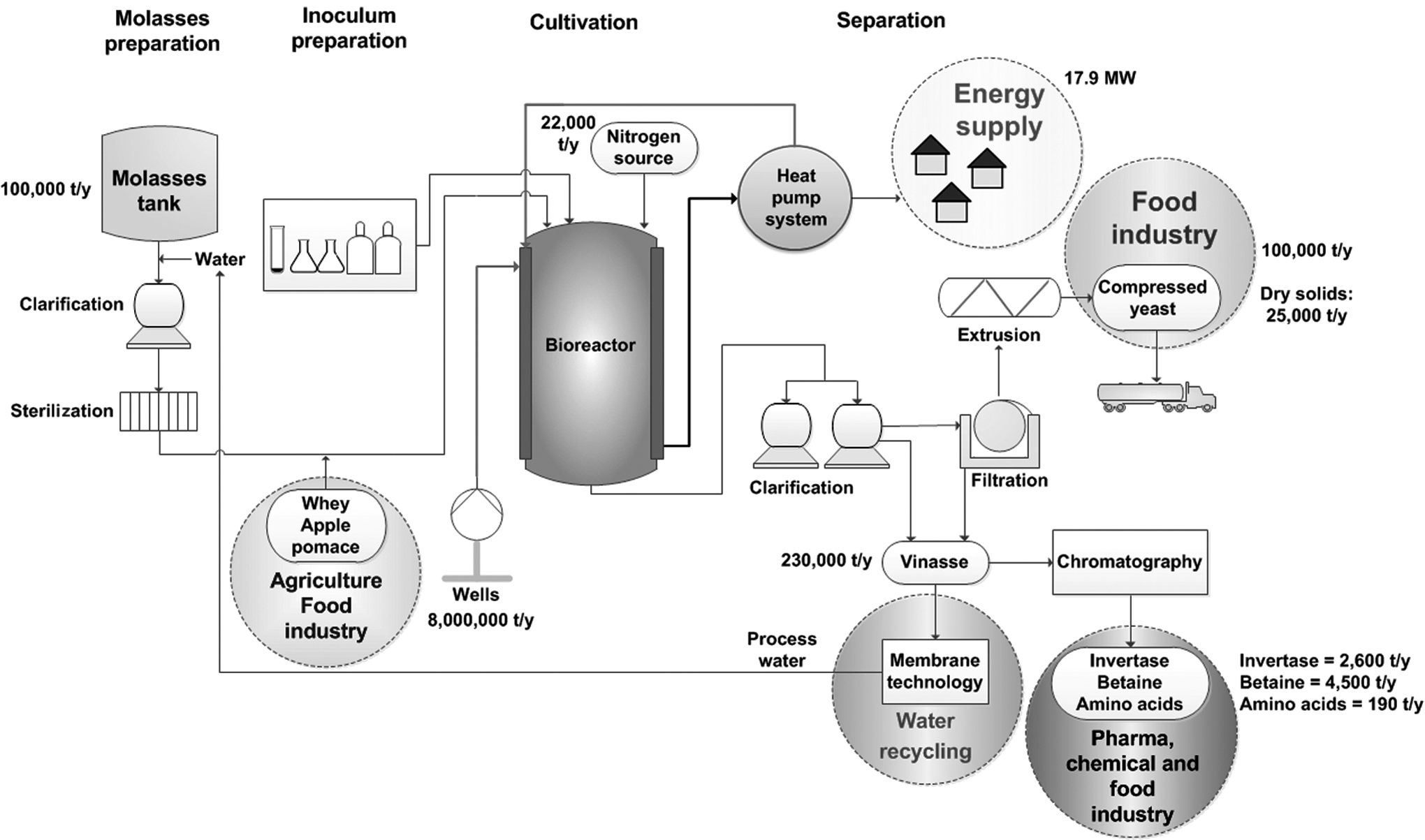
Four-dimensional baker's yeast manufacturing plant as a zero-discharge multipurpose process.
By changing its processes, a baker's yeast producer can keep its status in the future as a leading producer and additionally acts as a waste treatment company, a producer of key molecules, and an energy supplier. In order to convince baker's yeast producers, necessary investments and related risks have to be estimated. We are currently working on the dimensioning and cost evaluation of the corresponding equipment. The implementation of these multidisciplinary advances will also require changes in mentality, company philosophy, and marketing strategies.
Footnotes
Author Disclosure Statement
No competing financial interests exist.