
Abstract
The production of C5 and C6 sugars from lignocellulosic feedstocks leads to mixtures of impure products. Purification, especially salt removal, is therefore a key step to obtain high purity and commercially viable products. This paper describes and discusses the purification technologies available for desalting applications. A case study about xylose desalting highlights the importance of choosing and combining the right technologies for a given application to ensure cost-effectiveness and to reach target product specifications.
Introduction
The development of biobased chemicals has slowed down recently, partly due to the oil prices that have remained relatively low since 2014. In this context, it is crucial to optimize the production cost of biobased chemicals to be able to compete with petroleum-based products in the short term.
The transformation of the biomass is usually considered the core step in the biobased chemicals manufacturing processes. The purification process challenges are often overlooked, especially during the lab-scale development phase, as a result. However, this process step is unavoidable and key to optimizing the overall production cost. Indeed, the chemical or biochemical conversion of biomass leads to mixtures of impure products: fermentation broths, biomass hydrolysates, and chemical reaction mixtures. It is therefore necessary to develop robust purification processes that can cope with the complexity and variability of these starting crudes and reach the high purity and consistency required.
Salts represent a major class of impurities that need to be removed during the purification process. These salts can be of different natures, be it organic/inorganic or monovalent/divalent. Commonly encountered salt impurities in biobased applications include Ca2+, Na2+, SO4 2-, or acetate. They can be naturally present in the feed, result from pH adjustments, or be added as cofactors or catalysts. Desalting, also called demineralization, is therefore an important purification step for biobased chemicals. The performance of the overall purification process strongly relies on the design of this key step.
This article will review various purification technologies used for desalting purposes and their specificities. The importance of process design will be discussed and illustrated by a case study about xylose syrup purification.
Advanced Purification Technologies for Desalting
The design of desalting steps relies on the use of specific purification technologies. The most widely used demineralization technologies include ion exchange, continuous chromatography, cross-flow filtration, and electrodialysis. Some of these can be used as stand-alone technologies, but they are often combined to design a purification process that can meet quality, productivity and cost targets.
Ion Exchange
Ion exchange is a resin-based process that allows the separation of ions and neutral molecules based on their charge. In a demineralization process, the feed successively goes through a cation exchange column and an anion exchange column (Fig. 1). In the first column, anions are permanently fixed to the resin, and a mobile counterion in solution, such as H+, ensures the electrical neutrality. When the feed goes through, cations like Na+ or Ca2+ are exchanged with the H+ ions and therefore retained by the resin. In the following column, the resin is charged positively, and the counterion is exchanged with anions such as Cl-. This technology requires a regeneration step to bring back the resins in their native state once they are saturated with the ions that have been captured.
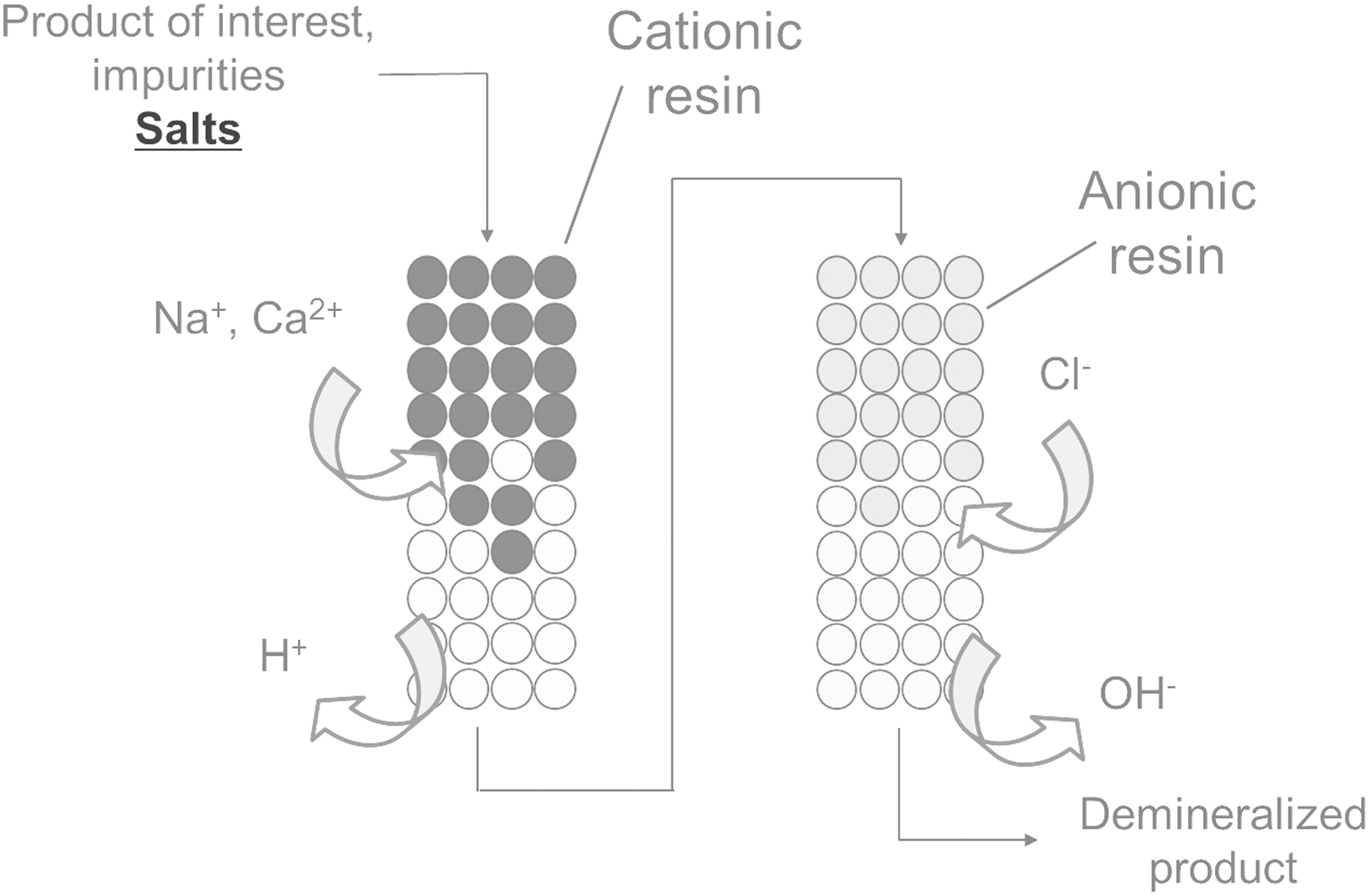
Ion exchange principle.
Ion exchange is a versatile and cost-effective technology used in numerous applications such as desalting, de-acidification, decolorization or salts conversion (conversion of organic salts into the corresponding organic acids) (Fig. 2).

Industrial ion exchange columns.
Ion exchange is very efficient at removing salts and leads to a complete demineralization of the feed. It is preferred as a polishing step, when the ionic load is not too high, to limit the consumption of chemicals necessary for the regeneration step.
Continuous Chromatography
Low-pressure liquid chromatography allows the separation of two components in solution by using their affinity difference with a solid adsorbent phase, the resin (Fig. 3). The fraction with the lowest affinity with the resin elutes first (raffinate–A), while the one with the highest affinity is retained and elutes later (extract–B). Batch chromatography is not cost-effective at industrial scale. Instead, continuous chromatography is used for large-scale production of commodity chemicals as it optimizes the usage of resin and greatly improves productivity. It consists of a loop of 4–6 chromatography cells. In a traditional Simulated Moving Bed (SMB) process, the products (extract and raffinate) are collected in the cells in which they accumulate. As they move across the cells, the entry (feed/eluent) and collection (extract/raffinate) points are switched from cell to cell to follow the products to be collected and provide a high efficiency separation. The Applexion® Sequential Simulated moving Bed (SSMB) chromatography improves this traditional process by introducing a sequencing of the entry and collection steps that leads to a better productivity and a smaller OPEX.
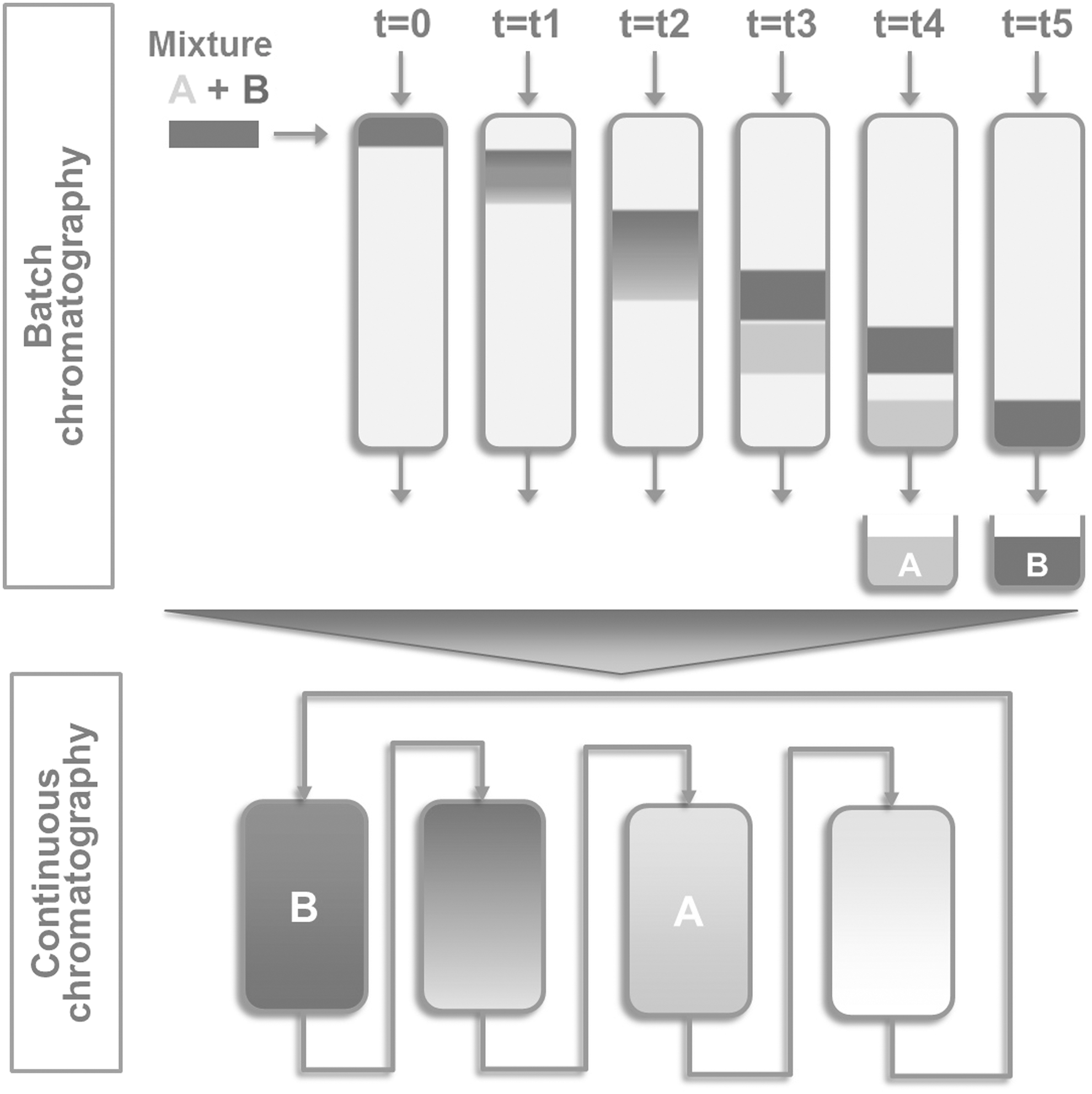
Batch and continuous chromatography principles.
Several types of chromatography processes exist, taking advantage of different molecule properties (e.g., ionic repulsion, hydrogen bonds, or size) to offer a wide range of industrial applications. Ion exclusion chromatography is used for desalting. The resin is functionalized with ions. The neutral molecules from the feed enter the pores (last to elute), while the ions are rejected by electric repulsion (first to elute). Another widespread chromatography mechanism is affinity chromatography. It is based on specific interactions between the molecules in the feed and the resin, such as hydrogen bonds formation or hydrophobic interactions. Typical examples of implementation are glucose/fructose or polyols separations.
Continuous chromatography is a very flexible technology that can be used in a wide range of applications. It has the advantages of leading to high purity fractions and not consuming any chemicals, since no regeneration of the resin required. It also leads to a high demineralization rate and is especially suitable for small molecules, as they need to enter the resin pores.
Cross-Flow Membrane Filtration
Cross-flow filtration (CFF), also known as tangential flow filtration (TFF), is a membrane-based separation process. The feed flows tangentially to the organic or ceramic filtration membrane. The membrane cut-off is chosen based on the application and the molecular weight of the product of interest (Fig. 4).

Cross-flow filtration principle.
CFF may be used either at the beginning of the purification process or at the end. At the start of the purification process of biobased chemicals, fermentation broths can be clarified by using microfiltration membranes, typically with a pore size of 0.1 microns. Later in the process, ultrafiltration or nanofiltration can be used for demineralization (salts removal) or fractionation (molecule separation) purposes.
Filtration is an interesting technology as a pre-demineralization step (partial demineralization), especially if a concentration is required in the process. As the demineralization rate depends on the concentration factor, salt removal can be improved by using diafiltration.
Nanofiltration (organic membranes) is cost-effective solution, but it is only efficient for the removal of monovalent salts. With wider cut-offs, ultrafiltration (ceramic or organic membranes) leads to a partial demineralization of all salts but is only suitable if the molecules to be purified are big enough to be retained by the membrane. Ceramic membranes, such as Kerasep® membranes, are preferred when resistance to chemicals is important (harsh cleaning conditions) or for high temperature operations (Fig. 5).

Cross-flow filtration step with Kerasep membranes.
Electrodialysis
Electrodialysis uses an electric field as the driving force to separate charged species from the feed. When applying an electric potential difference, the charged species from one solution (diluate) are forced to migrate toward another solution (concentrate) through an ion exchange membrane.
In electrodialysis processes, alternating anion exchange and cation exchange membranes are placed between two electrodes, forming two compartments. Cations move toward the cathode and pass through the cation exchange membranes, to be retained by the following anion exchange membranes and vice versa. As a result, the charged species accumulate in the concentrate compartment and the desalted feed can be recovered from the diluate compartment (Fig. 6).
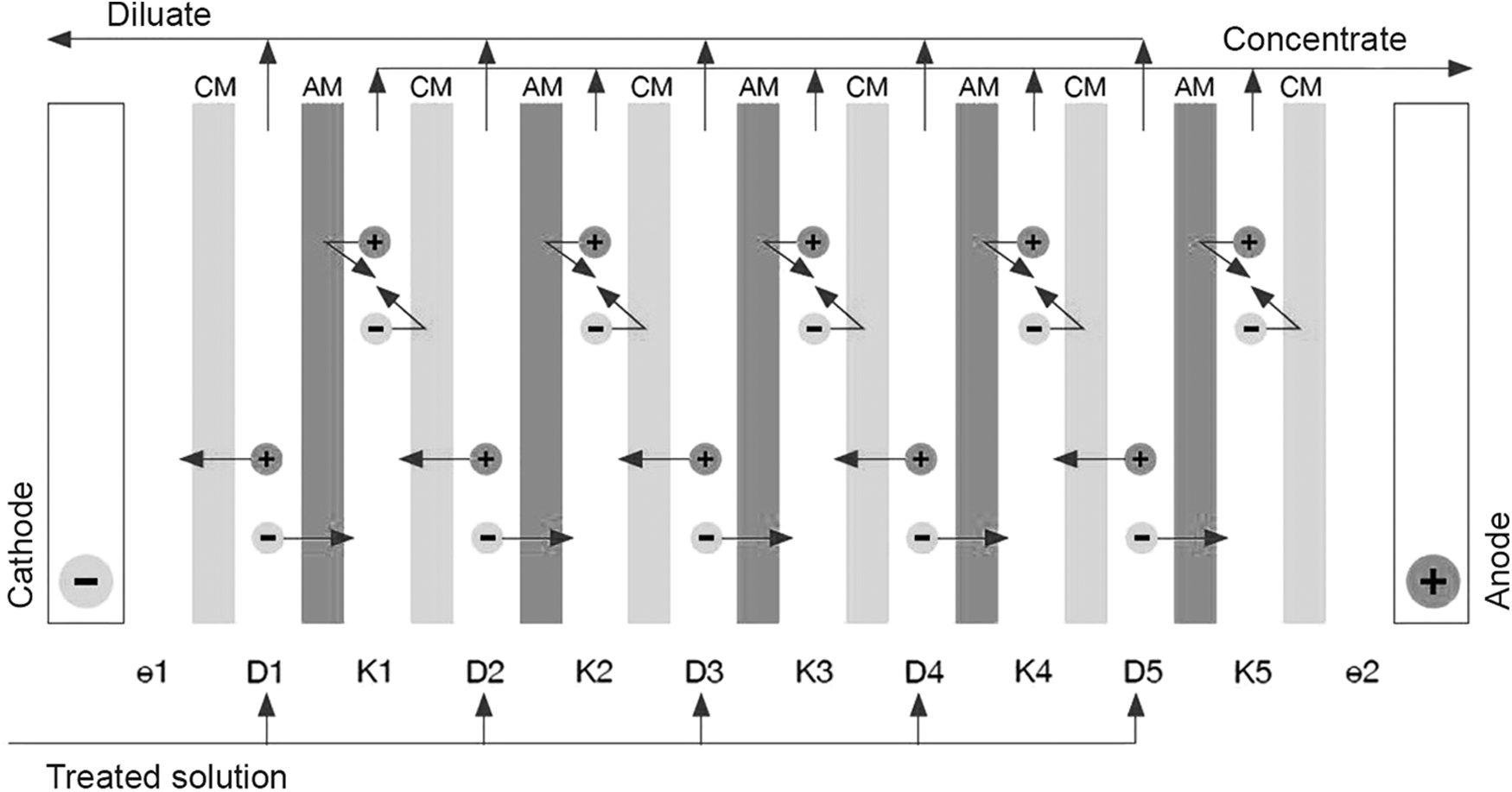
Electrodialysis principle. AM, anionic membrane; CM, cationic membrane.
Electrodialysis is very efficient at removing salts, especially when the ionic charge is high, but can only achieve partial demineralization. It has the advantages of consuming only a low amount of chemicals. Desalting and purification of sugars and organic acids are common applications of this technology.
Designing the Best Process for Efficient Desalting
Each of the purification technologies presented above can achieve different demineralization rates and have their own specificities in terms of operation and costs (Table 1). The parameters that can influence the choice of technology include the feed properties, the nature of the salts to be removed, and local conditions. The latter, such as the price and availability of utilities (water, steam, and electricity), the cost of manpower, or environmental regulations, may have a huge impact on operating expenditure (OPEX) and therefore greatly influence the process design.
Demineralization Rate and Specificities of Purification Technologies
All these parameters have to be taken into account to deliver purification processes that both reach quality targets and are economically viable at commercial scale. The proper selection and combination of these technologies is key to achieving this goal. It requires a deep knowledge of purification technologies and strong process development skills to optimize the process to specific starting material and end-product requirements.
The following case study on xylose syrup demineralization highlights the importance of choosing the right technologies to achieve an efficient and cost-effective industrial process.
Case Study: Xylose Syrup Desalting
Xylose is a pentose that is the most abundant sugar monomer in hardwood hemicellulose. It can be processed into various products, hydrogenated to the sweetener xylitol, oxidized to make the building block xylonic acid, or even processed to bioethanol.
A Chinese customer, producing xylose syrup from wood hydrolysate, asked Novasep (Miribel, France) to optimize its purification process.
Initial Situation
The industrial plant produces 97 tons Dry Substance DS per day of product. A demineralization step is necessary to remove salts from the syrup, mainly SO4 2- and Na+. The customer's process used an ion exchange step toward that end. However, it was not financially viable as it exhibited a high chemical consumption and was ultimately abandoned by the manufacturer.
Solution
Novasep developed a cost-effective process to reduce OPEX while meeting purity targets. Based on technological know-how and process development skills, Novasep provided a solution using Applexion® SSMB chromatography for salt and color removal and an adapted pretreatment of the feed (Fig. 7). The new process achieves a 90% salt removal with limited chemical consumption. This solution also has the advantage of removing more color than ion exchange.
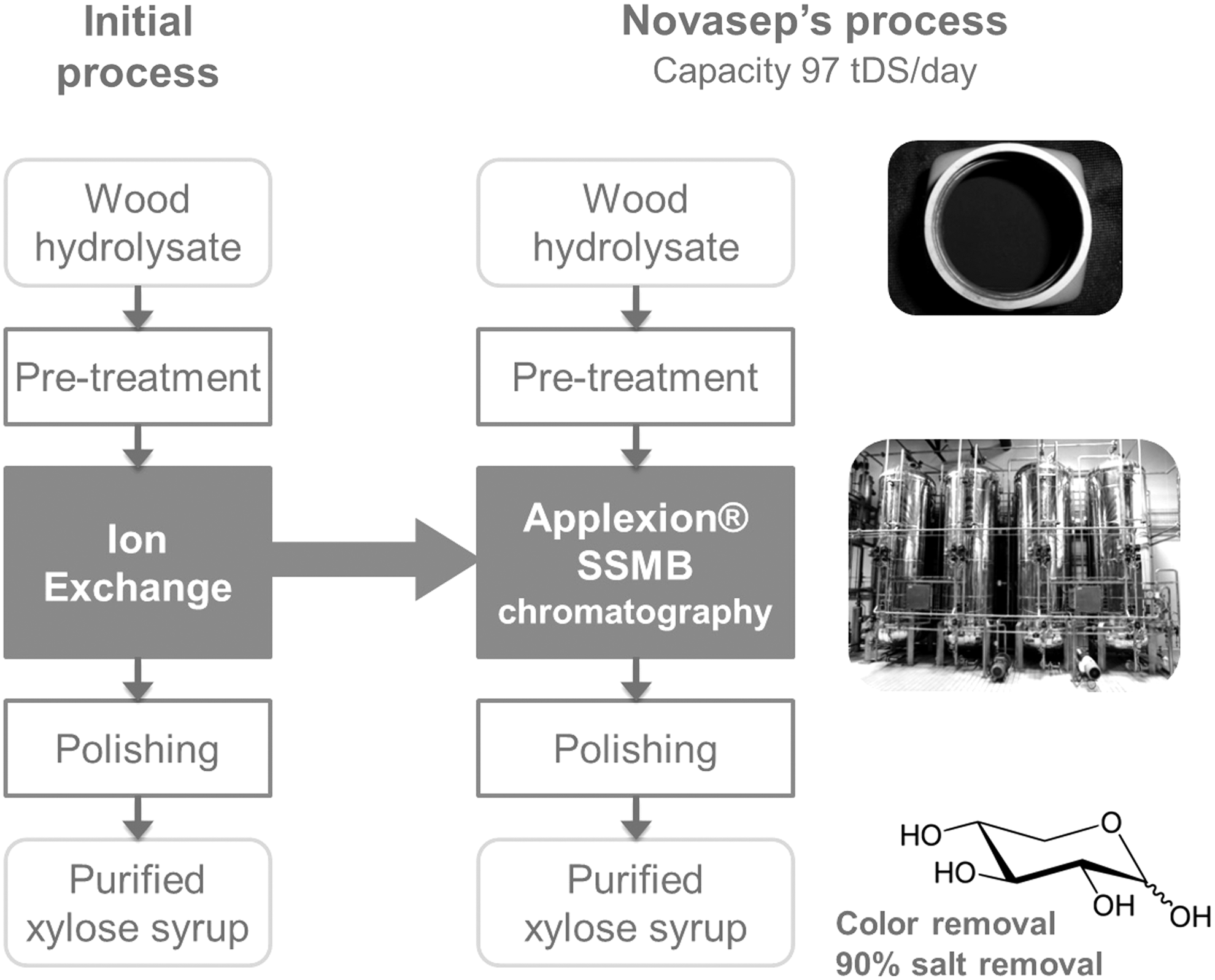
Manufacturer's initial process and Novasep's improved process for xylose syrup purification.
Conclusion
Production costs are one of the major hindrances to the industrial development of biobased chemicals. Purification optimization plays a key role in reducing these costs and reaching product quality requirements. As salts represent a major part of the impurities to be removed, the optimization of the demineralization process has a great impact on the overall efficiency and cost-effectiveness of the process.
A wide range of advanced purification technologies is available to achieve these goals. It is, however, critical to choose and combine the right technologies to meet industrial requirements. Biobased chemicals manufacturers can benefit from the expertise and strong process development skills of a technological partner to optimize this key production step.