
Abstract
Increased environmental awareness and regulations are making enzymes a good alternative to replace conventional chemical processes, especially those using large amounts of toxic chemicals and energy. The advantages of enzymatic processes include proven efficiency—even for soft processing conditions, which reduces energy consumption—and products that are biodegradable. Enzymes, as biocatalysts, have been widely accepted in several industries due to substrate specificity and an increased emphasis on green chemistry. The use of enzymes is especially recognized in textile processing for its ability to replace harsh conventional chemicals, reduce water and energy consumption, and improve aesthetic quality. This work presents a brief review of enzymatic applications in different stages of textile processing, desizing, biopreparation, and biofinishing, as well as its use in wastewater treatments as a green alternative to conventional treatments.
Introduction
The use of enzymes by humans emerged naturally among primitive groups, mainly for food and beverage production, but also for tanning hides for clothing. 1 In the textile industry, the first biotechnological application was related to flax retting. Over 2,000 years ago, microorganisms were used to separate fibers from stems. In 1919, amylases were introduced that were able to transform starch into water-soluble components. 2 Amylases are still applied for removing the starch solution from fabrics after weaving. 3 In the 1960's, biological detergents emerged, and proteases became part of the chemical composition, specifically to extract organic stains caused by proteins (e.g., eggs, blood) from clothes.
In the late 1970s, it was discovered that cellulose increases detergency in fabric washing and removes fibrillation in multiple washes. Cellulases are currently present in many powder detergents, especially those active in the alkaline range. There are other applications for cellulases, including enzymatic removal of fibrils and hairiness from fabrics or cotton garments, a process known as biopolishing. Other applications were identified for these enzymes in the finishing process, including giving a vintage look to denim articles and other clothes. 3
The global market for industrial enzymes is extremely competitive, with Novozymes, DSM, and Dupont being the largest producers. North America and Europe are considered to the largest consumers of industrial enzymes, although Asia-Pacific (namely China, Japan, and India) are consuming increasing amounts as their economies grow. 4 According to Dewan, the market for enzymes for industrial application in 2014 reached approximately US$4.6 billion and by 2015 had grown to US$ 4.9 billion. 5 It is estimated that by 2021 market value will reach about US$6.3 billion. 5 This can be attributed to a better understanding of biochemical production, fermentation processes, and recovery methods, which has made it possible to increase the number of accessible enzymes and their applications into products and industrial processes. The number of commercial enzymes has risen due to the number of transformations they can catalyze and the fact that they can be adapted to different process conditions, promoting their industrial use. 6,7 Currently, enzymes are being applied in different markets, including textiles, paper and cellulose, leather, detergents, pharmaceuticals, chemicals, food and beverages, biofuels, animal feed, and personal care, among others.
Around four thousand enzymes are known, and two hundred are used by industry. 8 Enzymes, as biocatalysts, were accepted by many sectors due to substrate specificity and a push for green chemistry. The use of enzymes, especially for textile processing, is considered an effective way to replace conventional, harsh chemical products, conserve water and energy, and notably reduce environmental impact and damage to fibers. 9 Growing concern for the environment has led to many studies that focus on applying enzymes to different steps of textile finishing.
Enzymatic processes are applied in almost all textile-production stages. Enzymes contribute to process-time efficiencies, desizing, biopreparation, and biofinishing. They enable the textile industry to reduce harsh conditions from processes, reduce costs, and increase the quality of textiles. Enzymes are also non-toxic, which is favorable to the environment and energy conservation, as well as in line with environmental regulations. 2,10
The objective of this paper is to explain the most important textile processes that use enzymes as a substitute for traditional chemical processes, including their effluent treatments. This paper analyzes each step of the process, looking at the involved mechanisms and advantages of enzymes in the textile industry.
Desizing
In weaving, yarns are subjected to significant stresses, including tension, bending, and friction with parts of the power loom. This tends to lift fibers from the surface of the spun yarns until they rupture, causing a degradation of fabric quality and a reduction in mechanical properties. To protect the yarns and prevent breakage during weaving, yarns go through a process called sizing, where yarns are covered with textile-sizing chemicals (TSC) to bind fibers or filaments and prevent damage from contact between yarns and power loom parts. At the end of the weaving process, TSC needs to be removed to reobtain the initial physical characteristics of the yarn and not interfere with the next process, dyeing.
The TSC removal process is known as desizing. Desizing can be done chemically, physically, or with a combination of both techniques. Conventional processes use many chemicals, specific to each TSC used, and require enormous energy and time. Desizing has been performed by organic decomposition, alkaline dissolution, acid hydrolysis, and oxidizing agents. To reduce environmental damage enzymatic desizing has been investigated. 11
Cotton is among the fibers that most use the sizing process to strengthen its fibers and allow them to remain intact until the end of the weaving process. In general, starch and its derivatives are the most-used gelling agents, corresponding to about 75% of gelling agents use, due to their low cost and high availability. Starch has to be removed from the cotton fibers to be digested. 12 The traditional method, called kier, consists of boiling the washing liquor containing sodium hydroxide (2% concentration) and detergent. The process is performed in a kier boiler and aims to remove natural impurities such as waxes, wood chips, and oil stains. After the process, the fiber requires a hot water rinse to remove all residues for the liquor. This traditional process, however, is expensive and generates many toxic effluents. For that reason, enzymatic processes have been implemented. Enzymes require mild temperature and pressure conditions, do not require the use of toxic chemicals, and can be adapted to any type of equipment already present in the industry. 11
Enzyme methods have been gaining ground since 1919, when an enzyme called Rapidase, which is able to liquefy the starch in dextrin, was introduced to the market. Today, enzymes are divided into two classes, alpha and beta. α-Amylase hydrolyzes starch at random by decomposing it into soluble sugars. β-Amylase hydrolyzes starch into maltose so that its carbon chain is gradually reduced. The rate of desizing can be altered by the presence of a mixture of alpha and beta amylases. In the presence of α-amylase, the viscosity of the solution drops rapidly, and the opposite is observed for the presence of β-amylase. Thus, the chosen ratio between beta and alpha amylase defines the tissue desizing time. Amylases do not cause a structural modification in the carbohydrate chains of cotton, and the enzymatic process is simple and easy to perform. The tissue is heated in a bath containing enzymes with controlled temperature and pH. The digestion period is influenced by the amount of starch present as well as by the amount of amylase used. One way to increase the efficiency of hydrolysis is with the association of proteases and lipases. After hydrolysis, the tissue is washed with hot water, with or without cleaning agents (mixture composed by anionic and non-ionic surfactants), to remove excess enzyme excess and alkaline pH-regulating products. 11
However, some natural fibers present their own TSC and do not need any additional synthetic process, including silk and ramie, although, for an effective spinning process, their removal is also necessary. Silk is a natural fiber made from the excretion of silkworms. It consists of fibroin (70–75%), the structural center of silk, and a group of proteins composed mainly by sericin (25–35%). The TSC covers the fibroin, binding them to each other and contributing to the cocoon's structure. The process of making silk can be divided into six steps: baking, unwinding, desizing, dyeing, weaving, and finishing. Of these steps, desizing is for the fabric's finishing. Desizing focuses on the complete removal of sericin, giving fabrics a smooth and glossy appearance and increasing dye uptake. 13
Conventional sericin removal processes consist of alkaline baths containing surfactants, and parameters such as pH, temperature, alkalinity, and time should be precisely controlled for a complete removal. As the process requires the use of aggressive chemicals, fiber degradation in form of mass loss occurs, compromising the fabric's final appearance, including superficial fibrillation, weak handling, decreased traction, and irregular absorption of dyes. 14
The use of enzymes for silk desizing is an environmentally friendly alternative that may reduce defects that conventional processes may cause in the final garment. Protease is the most common class of enzymes used due to its specificity for proteins. Although better results were obtained using alkaline proteases, these can be acidic or neutral. Protease combined with lipase was investigated, and it leads to an increase in fabric wettability. Silk fabrics treated by enzymatic processes featured higher whiteness, greater shear, and flexural stiffness, but also lower fullness and softness. 14
Vaithanomsat and Kitpreechavanich 15 treated sericin recovered from traditional processing by membrane ultrafiltration associated with enzymatic hydrolysis. They demonstrated the recovery of a large percentage of the proteins and also facilitated the treatment of wastewater. Later, Suwannaphan et. al. 13 used extracellular serine protease of Bacillus sp. (C4 SS-2013), which, due to its high affinity to sericin and other glue proteins and low affinity to fibrous proteins, showed good performance in the desizing of the silk and aided in the fiber's bleaching.
The association of ultrasound and enzymes is extensively studied in all stages of textile processing. Ultrasonic cavitation changes the conformation of the protein, which will alter enzymatic activity. The degrees of tolerance and ultrasonic sensitivity of different enzymes are conditioned to the intensity of the treatment used. Low intensity and short duration is the best option to increase enzymatic activity and prevent the progressive loss of stability and enzyme activity. The same result can also be observed for immobilized enzymes. Ultrasound can also be used in pretreatment of substrates as a way of destroying its molecular aggregation and acts to remove the indigestible cuticle, making the substrate more vulnerable to enzymatic attack. 16 Figure 1 shows how ultrasound can influence the activity of the enzyme in immobilized enzymes and in the substrate.
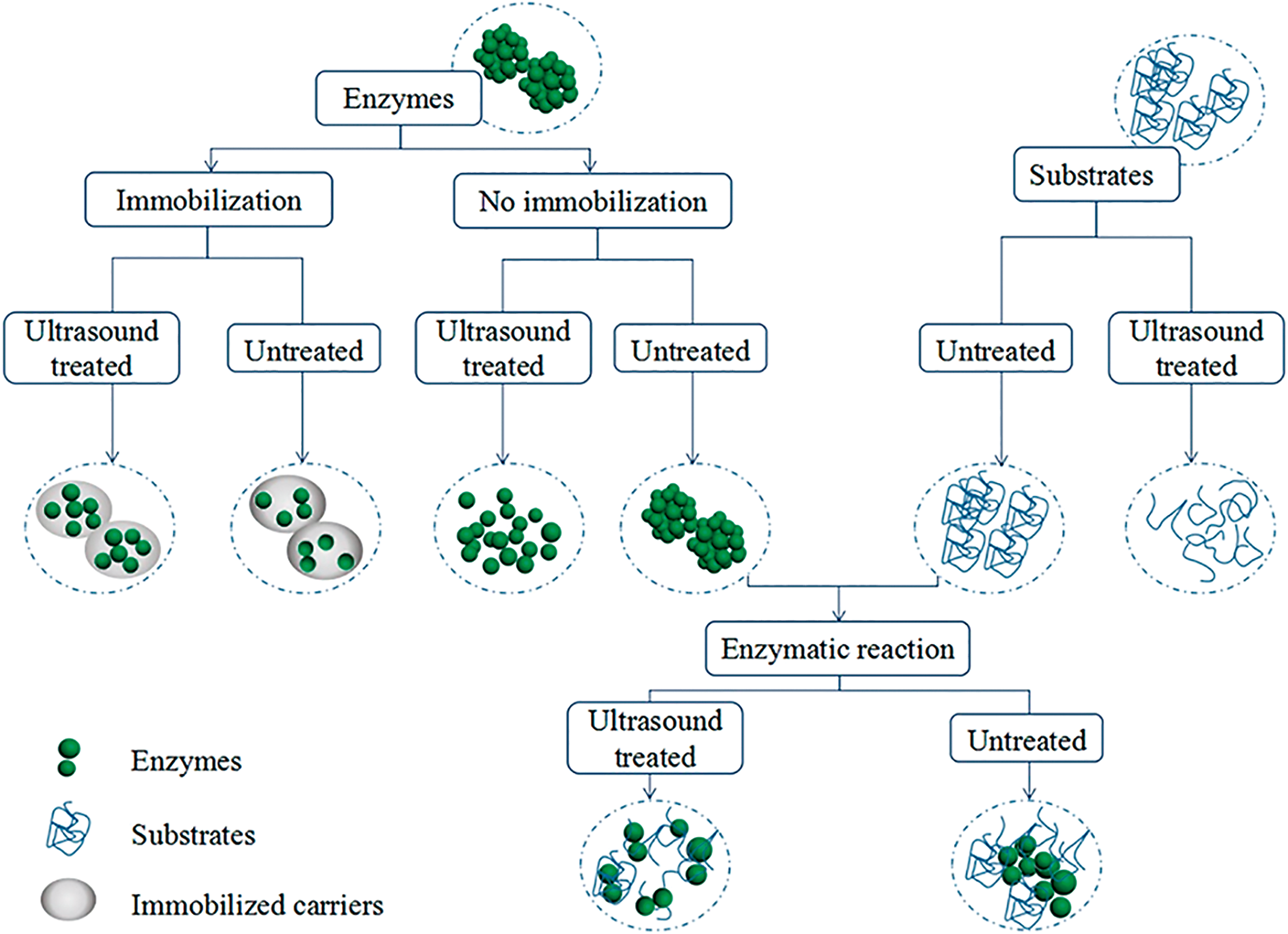
Different ways of using ultrasonic treatment in enzymatic reactions. Color images available online at
Enzymes such as alcalases and savinase, which are of the protease class, and their association have been tested in conjunction with ultrasound in the modification of an environmentally friendly silk structure. 17 At desizing, the reaction rate between starch and amylase enzyme was significantly accelerated by ultrasound. However, ultrasound could have negative effects on enzymatic reactivity due to inadequate control of parameters. The technique proved to be effective for heterogeneous mixtures, facilitating the mixing of the pectin, cellulose, and starch by pectinase, cellulase and amylase, respectively. 18
Even with the reduction of energy expenditure and the use of chemical products, which would reduce environmental pollution, the low efficiency of enzymatic desizing—such as long process periods and high costs of commercial enzymes—still make the overall process on an industrial-scale unfeasible. This is a study field that stills gathers great interest for further research.
Biopreparation
Chemically, the cotton fiber contains cellulose and between 4 and 12% of natural impurities (Fig. 2), which provide both hydrophobic protection and a lubricated surface for processing. 19,20 Thus, before the wet dyeing process, the natural non-cellulosic materials must be removed. Raw cotton must be cleaned and converted into hydrophilic cotton to achieve excellent absorbency and color uniformity. The classical industrial process of preparation comprises an alkaline scouring with sodium hydroxide (NaOH) at high temperatures, accompanied by voluminous washing and bleaching with chemical agents. 21
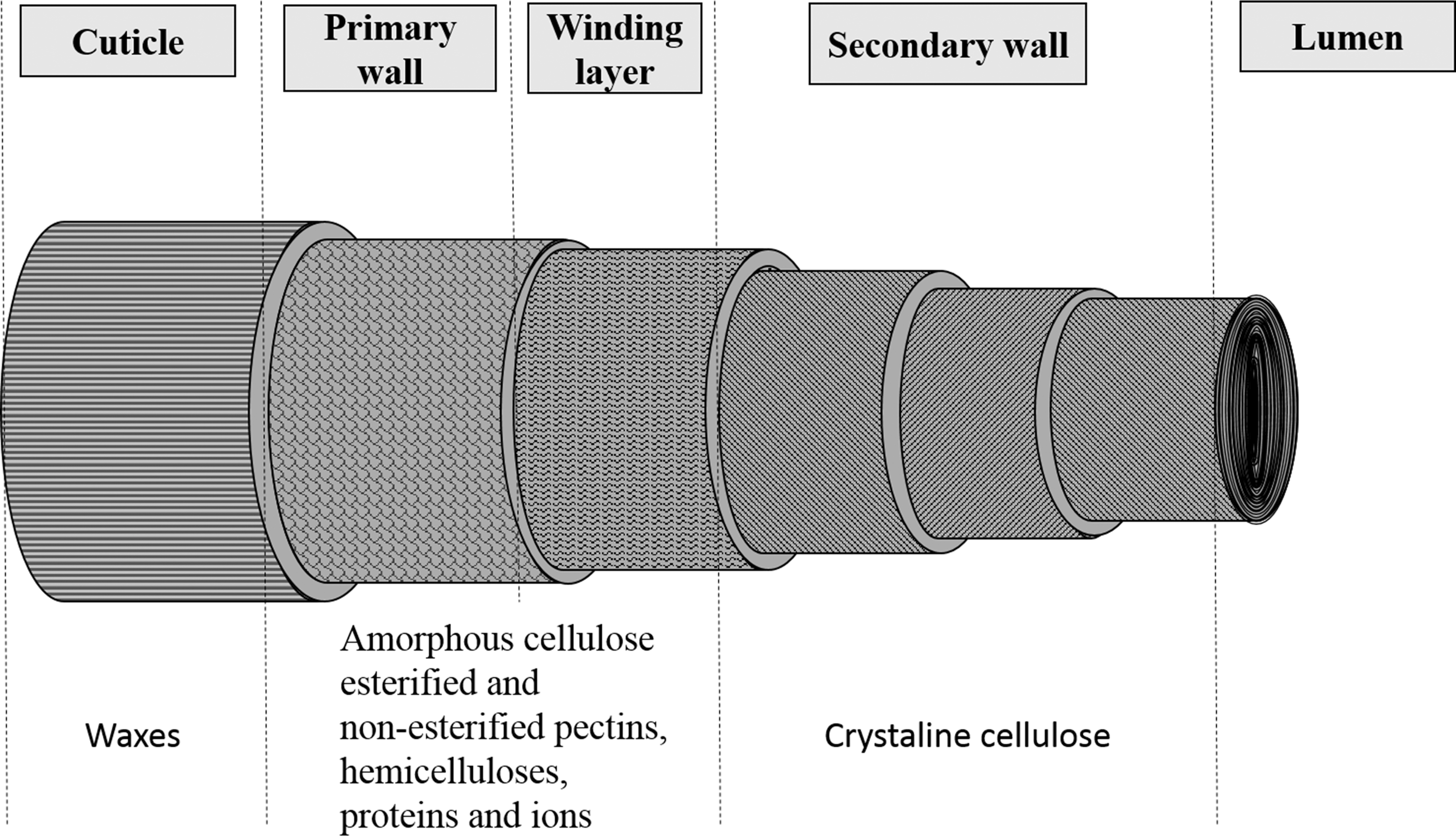
Schematic representation of the cotton structure, showing the distribution of cellulose and other non-cellulosic materials in the various fiber layers. 21
The alkaline scouring allows the removal of fats, waxes, pectins, and proteins from the cotton fabric, increasing their degree of white, absorbent capacity and wettability. 21 Bleaching, on the other hand, eliminates the natural pigments (flavonoids) that remain in the cellulosic fiber, through oxidizing agents (hydrogen peroxide, sodium peroxide, peracetic acid, sodium hypochlorite, and sodium chlorite) or reducing agents (sulfur dioxide, sodium hydrosulfite and sodium bisulfite). 21,22 Undeniably, the use of various chemicals and high temperatures has many downsides, including the formation of toxic gases, corrosive actions, large energy consumption, cellulose depolymerization, reduction of fabric tensile strength, and ecosystem pollution. 22
By introducing enzymatic treatments called bioscouring and biobleaching, a more sustainable textile processing can be provided, with clean technology and environmental gains. In bioscouring, pectinases can be employed for removal of pectin, proteases for proteins, lipases for oils and fats, xylanases for hemicellulose, etc, in a pure or associated way. 23 Catalase, glucose oxidase, and laccase are examples of promising enzymes for biobleaching. 21 The selection of enzymatic lines is based on the pH, temperature, required time, and end-product quality required. 24
Usluoglu and Arabaci 25 combined the purging and bleaching bioprocesses of cotton/polyamide (CO/PA) fabrics in a single bath with enzymes (lipase, protease, cellulase, or pectinase) and peracetic acid. They discovered that treatment at 60°C for 45 min at pH 7.5 provided the fabric with high-quality humidification, outstanding whiteness, and higher tensile strength in a shorter period, lower temperature (from 98 to 60°C), and smaller alkali consumption than the usual. The reaction was adjusted to 20 g/L of tetra acetyl ethylene diamine (TAED), 12 g/L of sodium perborate, 2 g/L of enzymes, and 1 g/L of nonionic wetting auxiliary. 25
Pušić, Tarbuk, and Dekanić 26 stated that acid pectinases (pH 5) and neutral (pH 7) can also be used in the cotton bioscouring. From an ecological point of view, the action of the neutral enzyme is more beneficial because there is no need for neutralization of its wastewater. According to Niaz et al., 20 pectinases decrease the percentage of non-cellulosic constituents, and give higher tenacity, better hydrophilicity, and acceptable whiteness for cotton yarns.
Easson et al. 27 studied bioscouring Greek cotton with pectinase along with ultrasonic radiation to increase stability and enzymatic activity. The optimized route employed 100% ultrasound power at 220 kHz frequency for 60 min and with 31 mg/mL of pectinase. Pectin decomposition was higher than 98% compared to the common NaOH technique, and the performance was greater than 37% when compared to the enzyme method without ultrasound. 27 According to Karaboğa et al., 28 the introduction of ultrasonic energy during the enzymatic processing of cotton significantly improves the enzymes' efficiency, mass transfer, and yield without affecting the strength of the fabric.
In 2015, Nerurkar, Joshi, and Adivarekar highlighted the effectiveness of cotton bioscouring (60°C, pH 9, and 120 min) with lipase (8%) extracted from marine bacterial species Bacillus sonorensis. This lipase was able to remove a substantial portion of waxy impurities and hydrolyze it into fatty acids, ensuring adequate absorption and minimal damage to the fabric. Infrared spectroscopy and scanning electron microscopy experiments revealed that, unlike bioscouring, the alkaline scouring caused roughness on the surface of the cellulosic fiber as a result of the damage caused by chemical compounds. 29
For biobleaching of raw cotton, Spina et al. 30 applied laccases (1 U/mL) produced by the fungus Trametes pubescens, in synergy with the conventional hydrogen peroxide (H2O2) method. The experiment was conducted at 50°C for 60 min, followed by an additional bath in H2O2 (4 mL/L) and NaOH (1,33 mL/L) at 98°C for another 30 min. The coupling of those two treatments not only reduced the actual consumption of water and chemicals but also increased the whiteness yield by up to 4.34 times. 30
Silva et al. 31 evaluated the effect of a commercial enzymatic association (3.580 U/g of cellulase, 0.236 U/g of lipase, and 0.868 U/g of pectinase) on 100% cotton fabric bioscouring. The articulation of these three enzymes provided excellent results in terms of white degree (25 ± 0.7 °Berger), pectin removal (87 ± 9%) and hydrophilicity (14 ± 2 s). The methodology proposed by Silva et al. 32 achieved equivalent and at times improved quality, as well as less water, time (40 min), and energy (55°C) at neutral pH (6.5) and with less environmental impact.
Immobilization of a recombinant pectate lyase on magnetic nanoparticles for bioscouring of cotton fabric was studied by Chakraborty, Rao, and Goyal. 32 The immobilized enzyme showed enhanced thermostability and activity compared with free enzyme, and it could also be easily recovered from the mixture with the help of a magnet and reused for five cycles. Therefore, the immobilization of alkaline pectinase can provide an economical and environmentally friendly alternative to chemical scouring. 32
Synthetic fibers also form an important part of the textile industry but have the disadvantage of low hydrophilicity. Polyester fibers are particularly hydrophobic. Improved hydrophilicity can be achieved by modifying the substrate surface with enzymes. A relevant example of an applicable enzyme is cutinase, which displays significant hydrolytic activity and increases the hydrophilicity of polyesters by hydrolysis of the ester bonds. 33
In summary, bioscouring and biobleaching processes minimize fiber damage under mild pressure, pH, and temperature conditions and are ecologically favorable by reducing the amount of chemicals, energy, and byproducts. 19,34 Bioprocesses provide support and innovation to the textile industry, improving the quality of its products, the safety of working conditions, and compliance with environmental regulations. 2 Although they offer many advantages, there are some shortcomings, such as the high cost and slower reaction rates. 23,29
Biofinishing
The use of enzymes in the textile industry has been an environmentally sustainable approach, leading to high-quality products and cost savings. In addition, enzymes provide permanent effects to textiles. 35 The best-known applications in the biofinishing of textile products are the aging, cleaning, and renovation of fabric surfaces. 36 In this context, cellulases are the main enzymes used as natural catalysts for the modification of cellulosic materials. 37
The use of enzymes in textile finishing began in 1980 with the processes of biostoning of jeans. 38 In this technique, the cellulases confer the aged or faded look to cotton fabrics under wet conditions, controlled temperature, and pH. 39 Basically, cellulases weaken the surface fibers and, in conjunction with the mechanical actions applied during the treatment, remove the weakened fibers containing the indigo dye. Since the indigo dye is on the surface of the fabric, removal of the surface fibers by cellulases reveals the white string. 40 The possible mechanism of biofinishing on denim garment is shown in Fig. 3.
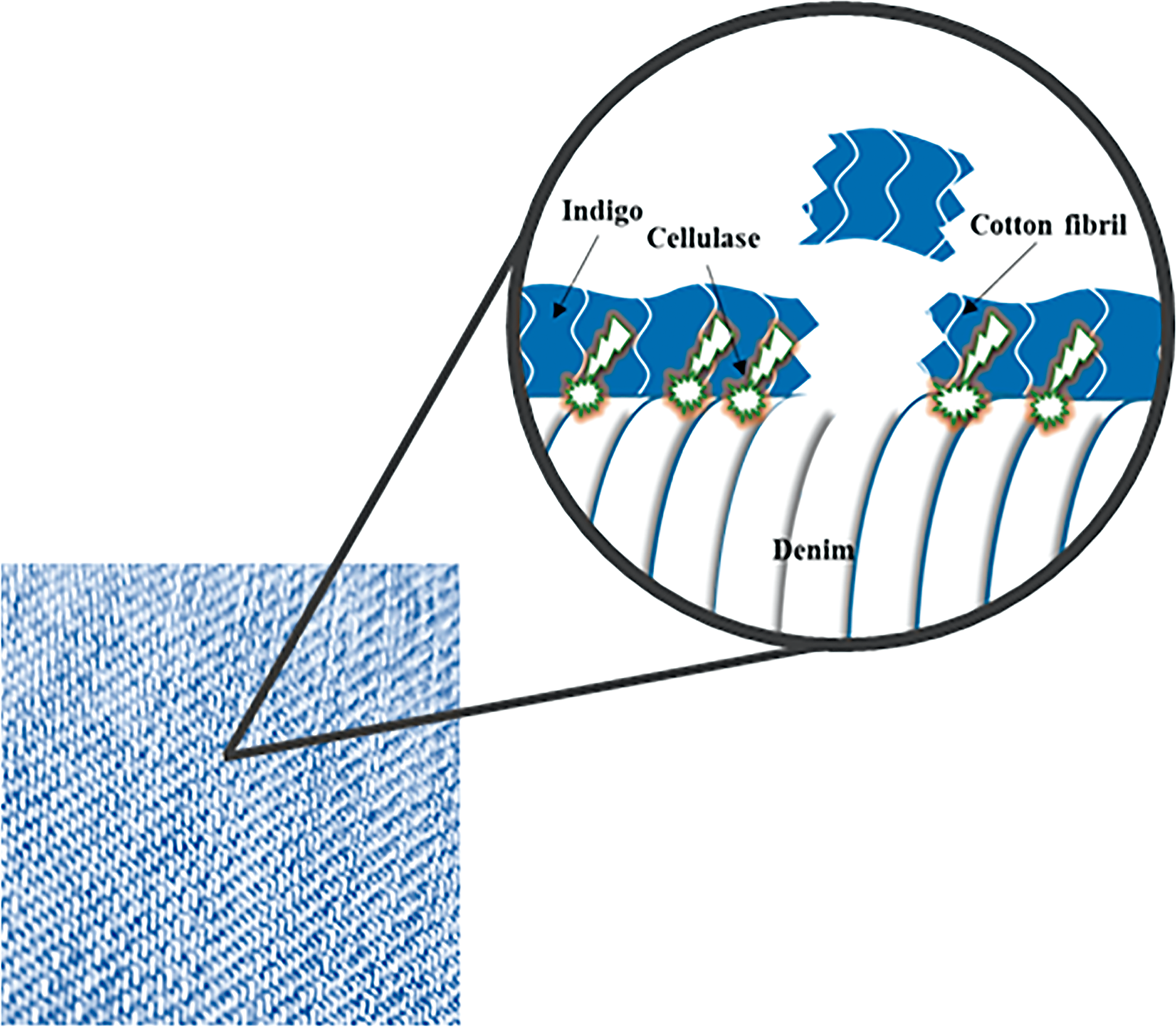
Cellulases' action mechanism on denim fabric. Color images available online at
The weakening of the fibers occurs through enzymatic hydrolysis, in which the cellulases catalyze the breakdown of cellulose to smaller oligosaccharides and, finally, to glucose. 41 Cellulase activity refers to a multicomponent enzyme system consisting of three types of cellulases: (i) endoglucanases (EG); (ii) cellobiohydrolases (CBH), also called exoglucanases; and (iii) β-glucosidases (GC). 42,43
Cellulases are produced through the metabolism of different microorganisms, as can be seen in Table 1. 40,44,47 –52 Most of the related studies are of bacterial origin, although fungal and actinomycetes have also been reported. 44 Trichoderma reesei and Humicola insolens are widely used in the textile industry to treat materials containing cotton denim. 45 One reason for the widespread use of T. reesei cellulases is its low cost. The cellulases are traditionally classified by the optimum pH of the enzyme: neutral cellulases operate in the range of pH 6–8 and acidic cellulases in the range of pH 4.5–6. 41,46
Cellulases Used in Textile Finishing
Adapted from Miettinen-Oinonen (2007). 44
Tissue stoning via biological treatment, when compared to the stone abrasion method, has several advantages. The application of enzymes minimizes the amount of water, material (stones), and labor and allows the garment load to be increased, since it is not necessary to add stones to the washing machine. The lack of stones also prevents damage to the machinery and clothing. 41
However, one of the problems during enzymatic treatment is dye redeposition or designated backstaining. This unwanted property promotes a partial abrasion effect and can cause blue spots on white parts, such as pockets and lining. 39,53 The use of acid cellulases, such as cellulases produced by Trichoderma, in biostoning is limited by the backstaining and weakening of the tissues, and anti-redeposition chemicals or bleaching agents are used to prevent this during washing steps. 45 However, neutral cellulases have shown a less aggressive effect. 40 The ability to smear dye denim fabrics to lighter shades without causing significant changes in tissue weight and strength has also been reported with the use of fungal laccase. 54,55 The use of immobilized enzymes has been explored to reduce the effect of backstaining and increased abrasive activity. 56,57
Biopolishing is another very widespread application of the use of enzymes in the finishing of textile products (cotton and other cellulose-based fibers). 58 This process consists of the elimination of microfibers from the tissue surfaces through the action of the enzyme cellulase. It improves appearance, color brightness, feel to touch, and the water-absorbing property of fibers, while strongly reducing the tendency for the formation of pills and providing a cleaner surface structure. 11,40 Different effects can be obtained with different enzymatic compositions. In general, endoglucanase or endoglucanase-rich preparations are better for fiber surface aging and defibrillation, while complete cellulase systems are better for cleaning and purification purposes. 38
Biopolishing can be performed before or after bleaching, dyeing, or stamping steps. The treatment can also be performed in conjunction with dyeing, in which case the pH values for both processes must be compatible. However, whether the dye inhibits enzyme activity should be checked. 39 Studies have shown that treatment with cellulase before dyeing facilitates the subsequent dyeing process. 52,59
The enzymes may also be employed in the finishing of synthetic fibers, such as polyester, polyamide, blends, etc. Ibrahim et al. 52 developed a new approach for the biofinishing of cellulose-containing fabrics (bleached cotton, mercerized cotton, and cotton/polyester blend fabric (50/50)) through the use of acid cellulases (Cellusoft® L), followed by a washing cycle with a high level of mechanical agitation to terminate the enzyme and remove weakened fibers. Experimental results revealed that increasing the enzyme dosage (20 g/L) resulted in an increase in weight loss and a decrease in tissue rigidity coupled to an improvement in elasticity, regardless of the substrate used. The lowest weight loss was obtained in the cotton/polyester blend, followed by the bleached and mercerized cotton. Greater weight loss is associated with greater accessibility of the enzyme to the substrate, which is associated with the larger fibers' surface area. In terms of the increase of the capacity of enzyme-substrate attack, the best-presented conditions were processing time 18 h, temperature 50°C, and mechanical agitation of 28 rpm.
Noreen et al. 38 studied the optimization of biopolishing with cellulase produced by Aspergillus niger in blends of polyester and cotton fibers (52/48). Increasing cell concentration (0–5 mg/L) resulted in an increased weight loss due to higher rates of hydrolysis. A similar effect is obtained with the resistance to pilling, while the tensile strength of the fabric decreased. All fabrics are made of staple fibers prone to pilling. Thus, an optimum concentration of enzyme, in addition to pH and temperature of the medium, should be selected to obtain the desired degree of biopolymerization of the tissue with low weight loss. As the purpose of the biopolishing is not to cause excess fiber loss and resistance, it is recommended that the enzymes terminate or immobilized enzymes be used.
To achieve the latest trends in fashion and improvements in production efficiency, recent research has focused on preparing a new generation of cellulosic enzymes that have been modified through genetic engineering and biotechnology to offer greater contrast of abrasion, better waxing, reduction of coloration, and improved operating conditions (pH and temperature). Samanta et al. 60 reported that loss of strength and weight is mainly caused by endoglucanase and exoglucanases, whereas enhancement of biostoning and biopolishing can be achieved using endoglucanase II. To produce recombinant EG II without the presence of other enzymatic components, it was possible to obtain the heterologous expression of the T. reesei gene in P. pastoris with characteristics close to the EG II enzymes found commercially—including increased thermal stability, a very important feature sought by the textile industry.
Biotechnology is the key to sustainable textile industry development. The use of enzymes in the finishing stage proved to be a useful tool for making textile processing environmentally friendly, reducing energy demand and water consumption, as well as adding attractive characteristics to textile products.
Textile Effluent Treatments
Industrialization is fundamental in every country's development, but wastewater and the management of solid waste and natural resources are major impediments to growth. 61
In Brazil, the textile industry is an essential sector with great economic importance. However, the activity poses a serious threat to the country's ecosystem, as it generates a large volume of highly variable effluent generally containing a significant amount of unfixed dye (8–20%), dyeing auxiliaries, inorganic salts, and other chemicals that improve fiber adhesion. 62
These highly colored effluents, when discharged into the environment without treatment, lead to contamination of water due to the presence of coadjuvants and many synthetic dyes, which are lost in part during dyeing and finishing. Untreated effluents affect not only aquatic life but also human health, either by causing less light penetration or toxicity. 61,63
Due to their complex aromatic chemical structure, most of these dyes are extremely stable and resistant to primary treatment methods, as well as physicochemical procedures, that generally involve high operating costs and only transfer the pollutants from one phase to another, causing secondary pollution problems. 62,63 Thus, treatment of effluents is an important step for the conservation of aquatic resources and the use of enzymes as an alternative and more ecological method for the treatment of such recalcitrant pollutants. 64
Enzymatic treatment has proved its potential compared to conventional methods, due to its highly selective nature, simplicity, and high process efficiency, catalyzing reactions at relatively low temperatures and in short time. Enzymes are also biodegradable. 65 –67 Nevertheless, the treatment efficiency depends on the influence of several parameters such as defined temperature and pH ranges (optimal temperature and pH) and enzyme and substrate concentration—factors that can directly affect the reaction rate. 65
Several studies have sought to develop enzymatic processes using ligninolytic enzymes (such as manganese peroxidase (MnP), lignin peroxidase (LiP) and laccase) for the treatment of textile wastewater. 65 White-rot fungi (WRF), including the genus Phanerochaete, Pleurotus, Trametes and Coriolus, have the capacity to produce single extracellular enzymes or a ligninolytic complex. 61,68,69
Laccase (EC 1.10.3.2), an enzyme produced by many plants and fungi, is an oxidoreductase that catalyzes the oxidation of phenolic compounds and aromatic amines, increasing the number of substrates with the use of mediators with a concomitant reduction of molecular oxygen to water. 70 –72 These characteristics caused laccase to gain prominence in the degradation of recalcitrant aromatic compounds. 68
The ability of laccase to act on chromophore compounds, such as azo, anthraquinone, triarylmethane, and indigoid dyes, indicates the possibility of their application in processes that discolor of textile waste water. 65,73
Khlifi et al. 74 investigated the discoloration and detoxification of textile effluent by crude laccase from Trametes trogii in the presence and absence of different mediators and observed that the enzyme alone was not able to discolor the effluent. Therefore, most of the mediators improved the discoloration of the effluent, with 1-hydroxybenzotriazol (HBT) being the most effective. Thus, the optimal conditions of discoloration (with 65% removal) of the defined laccase-HBT system were: 20% effluent, pH 5.0, 50°C temperature, and enzyme concentration of 5 U/mL in the presence of 1 mM of HBT. However, the authors concluded that only the discoloration of textile effluents does not necessarily result in their detoxification since the byproducts of using the synthetic mediator HBT are still toxic. The use of a natural mediator is a possible solution to such a problem.
The use of mediators has overcome the laccase limitation of not directly oxidizing non-phenolic substrates with high redox potential (above 1.3 V), due to the relatively low redox potential (0.5–0.8 V), acting as electron carriers between the enzyme and other substrates. 75 –77 Some synthetic mediators, such as 2,2′-azino-bis(3-ethylbenzothiazoline-6-sulphonic acid) (ABTS), violuric acid, 1-hydroxybenzotriazole (HBT), N-hydroxyphthalimide (HPI), and N-hydroxyacetanilide (NHA), have been used. 77 However, many researchers have been searching for alternative mediators of natural origin. Which should be environmentally friendly and available economically. 77,78
Khouni et al. 71 studied the optimization of commercial laccase treatment (DeniLite® IIS) in the discoloration of two reactive textile dyes (black novacron R and blue bezaktiv S-GLD 150) in reconstituted effluent (textile dye and auxiliary components) with a concentration of 40 mg/L and obtained maximum removal of approximately 99% for both, with optimal values of 43°C and 41.44°C, pH 6.0 and 6.29, and enzyme concentration of 222 and 226.43 U/L, respectively, after 24-h processing period. It is important to note that the enzymatic concentration depends on the type of dye and the composition of the effluent.
Recently, several studies have focused on the immobilization of this enzyme to obtain better performance. Bilal et al. 68 discussed immobilization as a possibility of obtaining biocatalysts. Immobilization also offers greater stability in the presence of salts, solvents, heavy metals, and other denaturants and enables biocatalyst recovery and reuse, which is of paramount importance for its commercial viability.
Zheng et al. 79 immobilized purified laccase from Trametes pubescens on glutaraldehyde crosslinked chitosan beads and obtained considerable improvements, compared to free, in temperature resistance, pH changes, storage time, and also recovery. After six continuous cycles, the immobilized enzyme maintained 60% of its relative activity. When tested for discoloration, it achieved better results with dye acid black 172 (68.84% removal), 1.22 times better than with free laccase. Increases in thermal, storage, and operation stabilities of the immobilized laccase were also reported by other authors. 80,81
The peroxidases (EC 1.11.1.7), also of the oxidoreductase class, are a group of enzymes that catalyze the oxidation of a variety of organic and inorganic substrates in the presence of hydrogen peroxide (or other organic peroxides as electron acceptors), being extensively distributed in plants, animal tissues and microorganisms. 82,83
Ulson de Souza 84 evaluated the use of commercial HRP (Horseradish Peroxidase) for dye removal from textile effluent. They achieved a discoloration of 59% and 94% for the tested dyes remazol turquoise blue G 133% and lanaset blue 2R, respectively. For the textile effluent, the discoloration was 52%. As reactions were performed at pH 4.0, 29.85 U/mL enzyme, 2x10−3 mmol/L H2O2, at 25°C and stirring at 100 rpm. Toxicity tests were performed after the treatment, and they concluded that the effluent can be detoxified by the degradation of the HRP enzyme.
According to Karim et al., 67 the use of peroxidases in the detoxification and biotransformation of several aromatic pollutants in wastewater has been reported. HRP is one of the most studied enzymes for historical reasons; its relatively easy availability, extraction, and purification; and the increasing number of applications. 85 As in laccase studies, the researchers focused on the immobilization of peroxidase as a strategy to obtain process improvements and reuse, which is the main objective of most current researches.
Sun et al. 86 used a novel macroporous nano protein support composed of ZnO/SiO2 to immobilize HRP so that the catalyst showed high discoloration activity for the dyes blue acid 113 (95.4%) and black acid 10 BX (90.3%) with a concentration of 50 mg/L and a reaction time of 35 minutes. The immobilized HRP showed even higher resistance to temperature and pH changes than to free form. Stability to storage and reuse were also improved through immobilization. With discoloration of the dye Blue Acid 113, it was found that 80.4% of the initial efficiency was maintained after incubation at 4°C for 60 days, and that 79.4% of the decolorization efficiency was retained after 12 cycles, reused.
Bilal et al. 87 studied the immobilization of crude HRP by the CLEAs technique and tested their efficacy on a range of reactive dyes using a packed bed reactor, where a maximum degradation of 94.26% was achieved for methyl orange dye followed by basic red 9 with 91.73%, indigo with 84.35%, rhodamin B with 81.47% and rhodamin 6G with 73.6%, under the same conditions, and maintaining 60% of its initial activity after seven consecutive cycles of degradation of methyl orange dye. The method of treatment significantly reduced the toxicity of the dyes in the tested samples.
Based on the above, it is possible to observe that there are several advantages associated with the use of peroxidases and laccases, which demonstrate their potential in the treatment of textile wastewater by reducing or eliminating their toxicity and sludge formation. A trend has been noted in current studies that the development and use of immobilized enzymes would allow their reuse and could thus reduce their cost.
Conclusion
Enzymes have been used by man for millennia and have increasingly become an integral and active part of industrial production of various goods and services. In the textile industry, history and scientific efforts confirm that enzymes have become a promising option for economic and technological development and environmental gains.
Contamination of the environment from the textile industries is a critical issue, and bio-innovation can provide a more sustainable processing and healthy ecosystem, as well as add value and quality to the textile product. However, a major factor in the application of enzymes on a large scale is the high commercial cost, which should be weighed against the reduction of water, energy, and chemicals and benefits during processing.
Future studies must still be carried out to define the best operational conditions to ensure the complete replacement of classical methods. The transformative potential of enzymes, coupled with biotechnology, microbiology, and genetics, can and should provide more research, development, and innovation opportunities.
Footnotes
Author Disclosure Statement
No competing financial interests exist.