
Abstract
The search for products containing natural ingredients has spurred researchers to develop biotechnological processes for the production of aroma compounds, such as solid state fermentation (SSF), in which industrial waste can be used as an inert support. The aim of this study was to obtain, through freeze-drying and Capsul® as wall material, powdered aroma compound 6-pentyl-α-pyrone (6-PP) produced by Trichoderma harzianum IOC 4042 by SSF using sugarcane bagasse as support. According to similar studies, day 7 showed the highest yields. About 86.3 ppm of 6-PP was obtained in the powder after freeze drying, corresponding to 31.2% bioaroma retention. By freeze-drying technique using Capsul® as wall material, it was possible to microencapsulate the aroma compound.
Introduction
Solid state fermentation is considered a potential tool to use industrial wastes for the cultivation of microorganisms. It is also considered advantageous in many respects compared to liquid fermentation, especially when yeasts and filamentous fungi are used in the bioprocess. 1
Secondary metabolites are produced by fungi to help their survival, as well as perform basic functions such as competition, symbiosis, and metal transport, among others. This wide range of natural products presents a heterogeneous group of natural compounds with different chemical properties, giving these metabolites potential application in the medical, pharmaceutical, and agricultural areas. 2 -4
One of the most used fungi in the production of secondary metabolites is Trichoderma. This genus belongs to ascomycetic fungi found in the soil, and several studies report use of Trichoderma metabolites as biological control agents against Phytophthora pathogens, 5 as elicitors of plant defense mechanisms and plant growth stimulants, 6 as enhancers of yield and fruit quality in grapes, 2 and as proucers of coconut aroma. 7
Aromas are one of most valuable ingredients in any food formula. They are expensive, delicate, and volatile. 8 They can be produced using three main methods: chemical synthesis, extraction from nature, and biotechnological process (bioaromas). 9 Many microorganisms, including those in the Trichoderma genus, are able to synthesize volatile compounds and enzymes used in the production of aroma compounds. 7 Since the 1996 publication of a key review paper, 10 very few articles have been published on the use of solid state fermentation to produce aroma compounds.
Aroma compounds are part of food components that stimulate consumers to buy a product as part of the organoleptic properties of foods. These are the properties that determine individual preferences for certain products. 11 The industrial production of flavors makes up 25% of the global market for food additives. 12 The global fragrance market is expected to reach $70 million by 2022, according to a recent Fact.MR Report, increasing at a compound annual growth rate of 6.2%. 13
The number of studies on the use of solid state fermentation (SSF) for the production of these compounds has increased in recent decades. 14 The use of agroindustrial residues as substrate in SSF promotes an alternative route and adds value to these unused residues. 15 Various agroindustrial residues such as cassava bagasse, sugarcane bagasse, pulp apples, potato waste, coffee pulp and peel have been used as substrate in solid state fermentation with different microorganisms for the production of aroma compounds and other substances by many researchers. 16
Methods of extraction and isolation of aromatic compounds from fermentative media have been explored, however, techniques capable of reducing significant losses of these molecules have not yet been fully defined. Generally, aroma compounds are quickly lost during food processing, mainly due to their volatility. The encapsulation of aroma compounds is the most important technique for food application, due to the volatility of aromatic compounds. 17
The encapsulation of aroma compounds present in fermentation medium allows their use in food matrices. Encapsulation can be used to retain aroma in food products during processing or storage and/or allow controlled release. 8 For that purpose, the encapsulating material should also be safe for use in foods, as is the case of sodium alginate and other suitable polymers such as modified starch. For the encapsulation of aroma compounds, the use of sodium alginate and modified starch as encapsulating materials provided good results regarding the stability of the compounds studied. 18
Encapsulation needs to be effective in covering the active compound, providing a protective effect and preventing unwanted reactions such as evaporation, chemical reactions (such as flavor-flavor interactions, light-induced reactions, oxidation) or migration into a food. 19 Encapsulation can retain aroma in a food product during processing or storage, controllably releasing the biomolecule. 8
Modified starch is an encapsulating agent used for its excellent retention of volatiles—primarily by stabilizing the emulsion—and for its low viscosity. 20 The National Starch and Chemical Corporation of the United States developed a modified starch called Capsul®, which consists of an enzymatically modified waxy corn starch. The Food and Drug Administration approved the use of Capsul in pharmaceutical and food industries, provided that it does not contain more than 3% octenyl succinate. 21
These polymers form a cross-linked gel that can promote micro-protection of aroma compounds, increasing their shelf life, reducing their volatility, and consequently allowing the retention of aroma for longer time in the food matrix. However, the encapsulation of aroma present in the fermentation medium is still a developing technique, and more studies should be carried out to improve the conditions for obtaining capsules with natural aroma compounds produced by SSF.
Thus, the aim of this study was to microencapsulate, by freeze-drying, bioaroma 6-pentyl-α-pyrone (6-PP) from Trichoderma harzianum IOC 4042 obtained by fermentation using sugarcane bagasse as support for SSF.
Material and Methods
Solid State Fermentation
T. harzianum IOC 4042 was obtained from the fungi collection of the Oswaldo Cruz Institute (CCFF-IOC; Fiocruz, Brazil). The microorganism was grown and periodically placed in tubes containing potato dextrose agar, CaCO3 (0.02%), and MgSO4·7H2O (0.02%), and stored at 4°C. 14 Spores were obtained by growing T. harzianum at 28°C for seven days. The spores were resuspended in a sterile saline solution (0.9% NaCl) and were quantified in Neubauer chamber.
The SSF process used T. harzianum IOC 4042 to produce the aroma compound 6-PP. This process was performed using sugarcane bagasse as inert support in 250-mL Erlenmeyer flasks with 4.5 g of substrate humidified with nutrient solution of the following composition (g/L): glucose concentration (30); (NH4)2SO4 (0.943); MgSO4·7H2O (1.5); KH2PO4 (1.0); KCl (0.5); CaCl2·2H2O (0.008); FeSO4·7H2O (0.01) and ZnSO4·7H2O (0.001). Both the substrate and nutrient solution were autoclaved at 121°C for 15 min and inoculated by 1 mL of spore suspension (2.0 x 106 CFU/mL). The flasks were covered with cotton and kept stationary at 28°C. The process was conducted for 7 days and analyzed for the production of 6-PP. Moisture level was determined by dry weight at 80°C for 24 h. 14 The initial moisture of fermentation was 20% (w/w) and initial pH was 4, set according to Penha. 22
Extraction of 6-PP
Headspace solid-phase microextraction (HS-SPME) was used for the determination of 6-PP by gas chromatography (GC). Extractions were performed using a manual SPME holder with silica fused fiber coated with 100 μm polydimethylsiloxane (PDMS) (Supelco, Bellefonte, PA). Samples containing 1 g and 20 mL of 25% NaCl solution (w/v) were placed in a 40 mL vial hermetically sealed with polypropylene hole cap and PTFE/silicone septa (Supelco). Samples were placed on a magnetic plate and constantly agitated in water bath at 79°C. The equilibrium time was 2 min, and the fiber was exposed to a sample headspace for 29 min (extraction time). Thermal desorption of analyte from the fiber coating occurred in a GC injector at 250°C for 4 min. 23
Characterization of Lyophilized Material Containing 6-PP
After material containing the aroma compound was obtained, characterization analyses were performed on the microstructure and porosity of the material, in a scanning electron microscope (SEM), located at the IME (Military Engineering Institute) of Rio de Janeiro. To analyze the integrity of the wall material using SEM, samples of the lyophilized material were oven dried at 80°C for 24 h. After drying, an aliquot was fixed in metallic cylindrical supports called stubs, with a diameter of 10 mm, with the aid of double-sided adhesive tape. The sample in the stubs was then carbon-coated and analyzed in the JEOL® scanning electron microscope, model JSM-5800LV.
The analysis of the crystallinity of the material by X-ray diffraction (XRD) was performed at the CBPF (Brazilian Center for Physical Research), located in Rio de Janeiro. An aliquot of the material was placed on the X-ray diffractometer and the equipment was read, obtaining data that was tabulated in the Origin® 8 graphic program.
Chromatographic Analysis
Gas chromatography (GC) analyses were performed using Varian CP3800 GC (Varian, Palo Alto, CA) equipped with flame ionization detector. Analyte was separated on a Carbowax 20M column (internal diameter: 0.53 mm, length: 30 m, film thickness: 1 μm). Split mode was applied with split ratio of 10. The column was maintained at 60°C followed by a slope-wise increment of 10°C/min up to 240°C. Injector and detector temperatures were 250°C and 260°C, respectively. Hydrogen was used as carrier gas with flow rate of 4.0 mL/min.
Quantification was performed by comparing the peak area with a calibration curve obtained from triplicate analyses of sugarcane bagasse impregnated with 6-PP standard solutions. Aroma extraction and quantification were performed by SPME and chromatographic analysis as previously described. Standard solutions (concentrations of 10, 25, 50, 100, 150 and 200 mg/L) were prepared by dissolving lactone (6-amyl-2-pyrone, TCI) in an ethanol-distilled water solution (1%). The calibration curve obtained was R2 = 0.9954, indicating suitable accommodation of the linear equation to experimental data. The regression equation (y = 1214,1x + 259, with y = chromatogram peak area and x = aroma concentration in ppm) obtained was used to quantify 6-PP production in SSF.
Microencapsulation of the Aroma Compound (6-PP)
100 mL of sterile water (autoclaved at 121°C for 20 min) was added and mixed to an Erlenmeyer flask containing the fermented coconut aroma. The flask was then placed under stirring, followed by filtration with filter paper Whatman n°4 to remove fermentation residues. The water collected in the filtration process was passed through a microfiltration membrane (MSF Advantec 0.2 μm) for the removal of any microorganism spores. This aqueous solution was used for the preparation of the Capsul solutions (4%) and consequently to microencapsulate the aroma produced by fermentation by freeze-drying process (ultrafreezer Cold Lab 120-80V, freeze drying equipment Enterprise I).
The filtrate obtained for subsequent freeze-drying process was evaluated for the presence of 6PP. Standard solutions were composed of 6-PP aroma at concentrations of 5, 25, 50, 75 and 100 mg/L of the standard aroma of lactone (6-amyl-2-pyrone, TCI). Standard saline solutions were added in vials to 25% and subjected to SPME and subsequent chromatographic analysis.
To determine the aroma compound (6-PP) retained in the freeze-dried material, the same methodology for the determination of the aroma concentration in the fermentation medium was used. Samples of 0.2 g of freeze-dried material were placed in 40 mL vials by adding 15 mL of saline solution (NaCl 25%). The set was referred to by extraction SPME and GC analysis under the same conditions for analysis of aroma from SSF.
To quantify the aroma compound present in the freeze-dried material, the construction of a calibration curve became necessary. For this, standard solutions (concentrations of 10, 25, 50, 75 and 100 mg/L) were prepared by dissolving lactone (6-amyl-2-pyrone, TCI) in an ethanol-distilled water solution (1%). To these, Capsul (4%) solutions were added for the freeze-drying process.
The freeze-dried material containing 6-PP was characterized for particle size by diffraction laser technique at the Biophysical Institute of Federal University of Rio de Janeiro (UFRJ). For this analysis, the sample was dissolved in deionized water and homogenized to be subsequently injected into the equipment (Mastersize®).
Scanning electron microscopy was performed to evaluate the integrity of the wall material of the product obtained at the Laboratory of Ceramic Materials of the Military Institute of Engineering, Rio de Janeiro. Before analysis, samples were dried in oven at 80°C for 24h. JEOL® scanning electronic microscope (SEM) model JSM-5800LV was used. Crystallinity analysis by X-ray diffraction was carried at CBPF (Brazilian Center for Physical Research, Rio de Janeiro, Brazil).
Statistical Analysis
To quantify the 6-PP concentrations in SSF, a calibration curve was created. Estimated values for aroma concentrations were obtained by means of a fitted model, described by the equation of the straight line obtained by linear regression. All experiments treatments were carried out in triplicate to obtain means and standard deviations of experimental data.
Results and Discussion
Bioaroma was obtained by freeze drying the product resulting from SSF on sugarcane bagasse as support. The highest 6-PP concentration was obtained on day 7 of SSF (0.317 mg/g dry weight), in line with other studies. 23 -25 In the present study, the freeze-drying technique resulted in a concentration of retained aroma of up to 0.0863 mg/kg of 6-PP (86.3 ppm).
According to literature, the flavor functionality threshold of 6-PP is 150 ppb. 26 Even small aroma retention losses can have significant impact on the use of capsules obtained in other food matrices. It is noteworthy that 6-PP is a flavoring agent with coconut-like aroma and approved by JECFA (Joint Expert Committee on Food Additives). 27
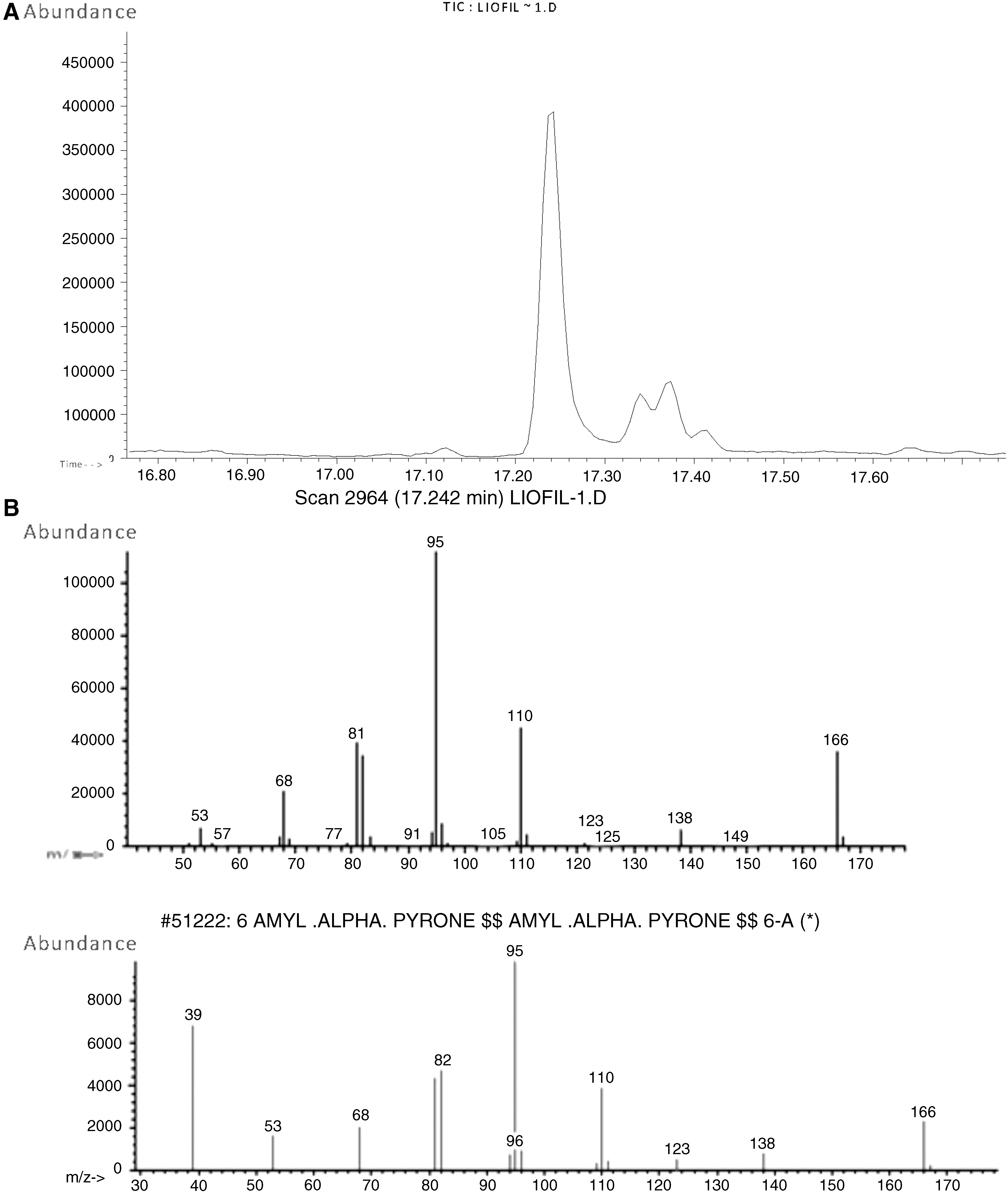
To confirm the presence of the aroma compound in freeze-dried samples, a gas chromatography analysis with mass spectrometry was used, confirming the compound 6-pentyl-α-pyrone retained by microencapsulation process. Figure 1A shows the chromatogram obtained, and Fig. 1B shows the spectrum of the compound's peak, confirming their presence in the sample analyzed.
The analysis of the filtrate showed the presence of 6-PP aroma compound in average concentration of 0.28 g/kg. Taking into account the average amount of aroma compound obtained from fermentation (0.317 g/kg) and the average amount of aroma compound in the filtrate, there is a loss of approximately 12.5% of the compound 6-PP by aroma recovery process of fermentation. The volatility of aroma compound may contribute to the loss during the process. Table 1 shows the fractions of process and the quantity of aroma compound of each one.
Aroma Compound Concentration Process Steps
Oda et al. 28 produced 6-PP with Trichoderma atroviride using liquid-liquid interface bioreactor and liquid-surface immobilization. Fadel et al. 7 report 6-PP production by Trichoderma viridae EMCC-107 in SSF by using sugarcane bagasse as solid substrate. Sarhy-Bagnon et al. 24 performed 6-PP production by T. harzianum in liquid and solid state cultures. None of the previously mentioned authors performed microencapsulation of the 6-PP aroma.
After lyophilization, a total of 86.3 ppm of bioaroma was quantified, which corresponds to 31.3% of the aroma being retained in microencapsulated form. Bertolini et al. 27 obtained linalool retention of 44% using ciclodextrin for wall material to microencapsulation of aroma compounds in gum arabic by spray drying.
The micrograph shows materials characteristic of lyophilized products, with no forms defined. However, globular structures were observed, which suggest the presence of aroma component added to the polymer used. Similar structure was found in micrographs of the aroma compound, which had been used for the construction of the calibration curve at concentration of 100 ppm. Figure 2 shows micrographs of lyophilized material containing the bioaroma.
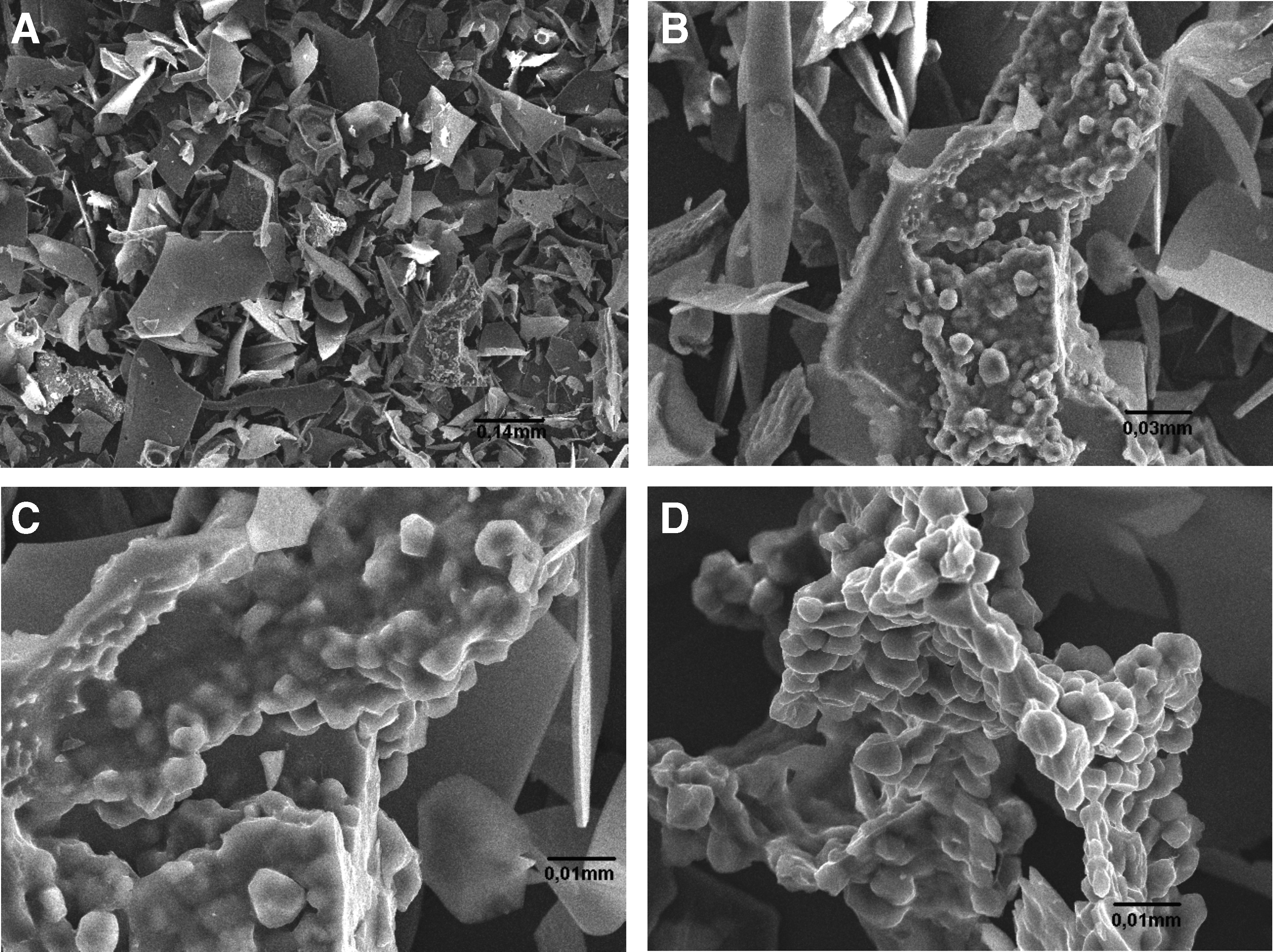
Micrographs of lyophilized material.
One of the analyses performed in microencapsulated materials, X-ray diffraction (XRD), enables us to evaluate the crystallinity of the material. Figure 3 shows the diffractograms obtained.
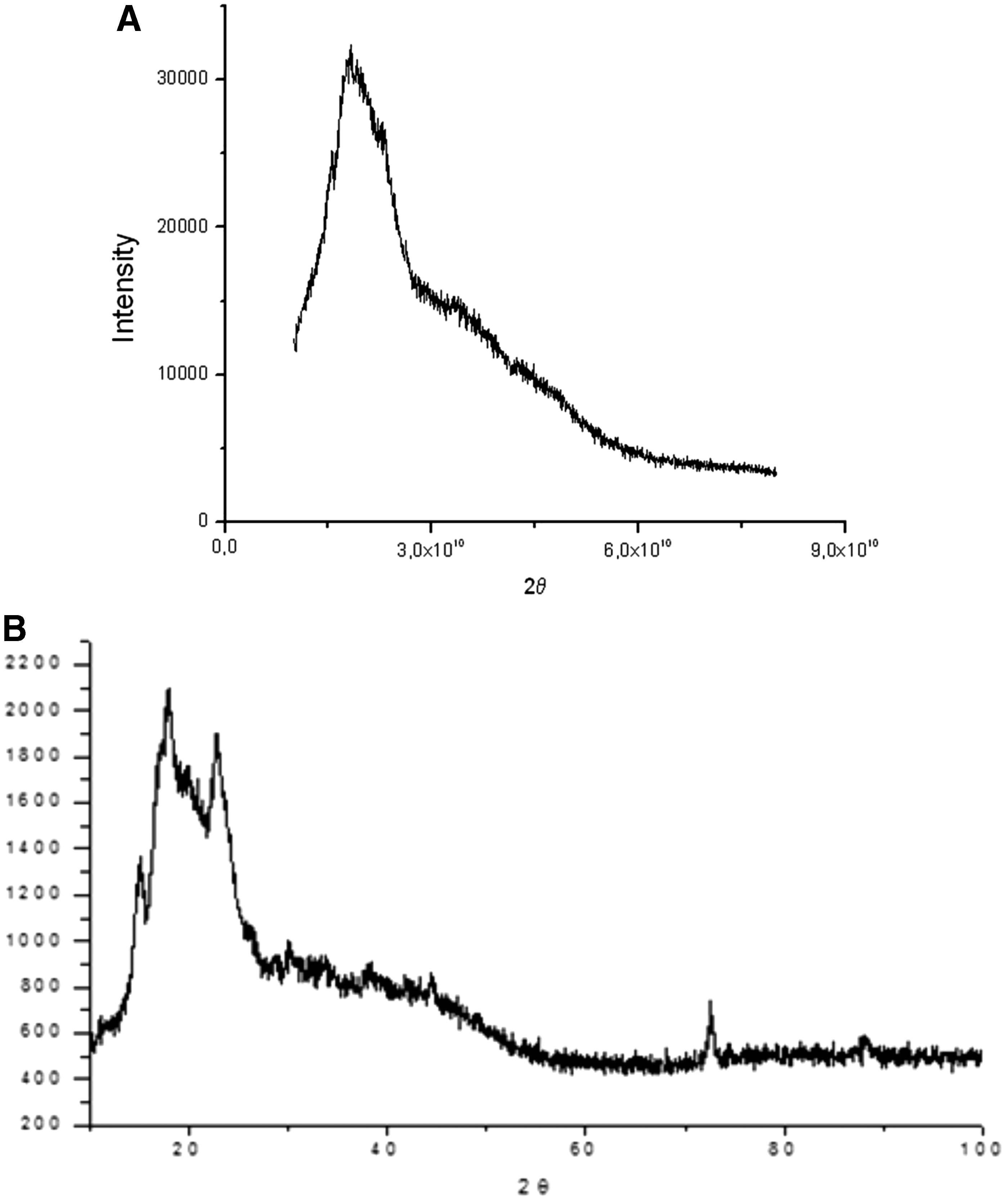
Diffractogram freeze-dried sample containing the bioaroma
The XRD analysis showed that lyophilized material presented glassy surface structure (amorphous) without training peaks set during the X-ray passage. The absence of crystallinity features is directly related to the presence of a full array and more efficient protection of bioactive compounds. 29
To further characterize the lyophilized material, the particle size distribution was determined by laser diffraction analysis. Although it is a material in which particle size depends on the degree of maceration of the product after freeze-drying, this process managed to produce a micro-scale material (average diameter less than 1 mm).
Figure 4 shows the particle size distribution profile of the lyophilized bioaroma and particle size distribution profile of standard 6-PP of lyophilized 100 ppm used for the construction of the calibration curve.
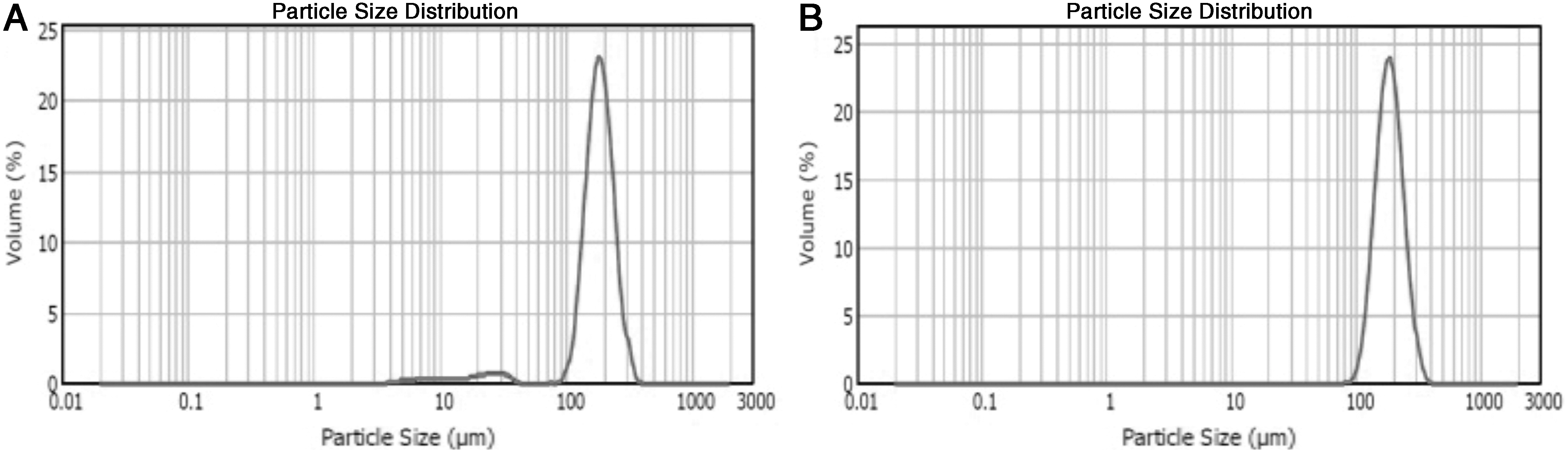
Profile of particle size distribution of the samples.
Particle size homogeneity of lyophilized bioaroma was observed, which showed normal distribution, symmetrical and one modal, with average size equal to 182.82 μm, framing the freeze-dried sample in micro-scale. The same was observed in the particle-size analysis of synthetic aroma used as lyophilized standard, with average size of 187.19 μm.
Conclusion
T. harzianum IOC 4042 produced about 0.3 g/kg of 6-PP (317ppm) on Day 7 of fermentation, using sugarcane bagasse as support, demonstrating another interesting application of agroindustrial waste in the biotechnology sector. The freeze-drying technique using Capsul as wall material can be an alternative technique for microencapsulation of bioaroma from SSF. The lyophilized sample showed 6-PP concentration of 0.086g/kg (86.3ppm), with 31.2% aroma microencapsulation effectiveness. However, application studies should be conducted to confirm functionality of the lyophilized bioaroma in the food-flavor market.
Footnotes
Acknowledgments
The authors would like to thank the support from CNPq, FAPERJ, FUJB, Alexandre Guedes Torres, PhD, and Anna Paola Pierruci, PhD.
Author Disclosure Statement
No competing financial interests exist.