
Abstract
The use of a residue such as chicken fat as a substrate for enzymatic conversion can make enzymatic biodiesel production economically feasible. The present study aims to evaluate the application of free lipase NS 40116 in transesterification and hydroesterification reactions using waste chicken fat (WCF) and methanol or ethanol as substrates. After 24 h, the ethyl transesterification reaction yielded 72.09% ethyl esters, methyl hydroesterification led to a conversion of 89.04%, while the ethylic route led to a conversion of 63.50%. The presence of water in the hydrolysate allowed ethyl ester content of 59.13% in 4 h. Without the presence of water, 12% ethyl esters within 24 h of reaction were obtained. The use of WCF and free lipase in the production of fatty acid esters showed satisfactory responses with potential for industrial application.
Introduction
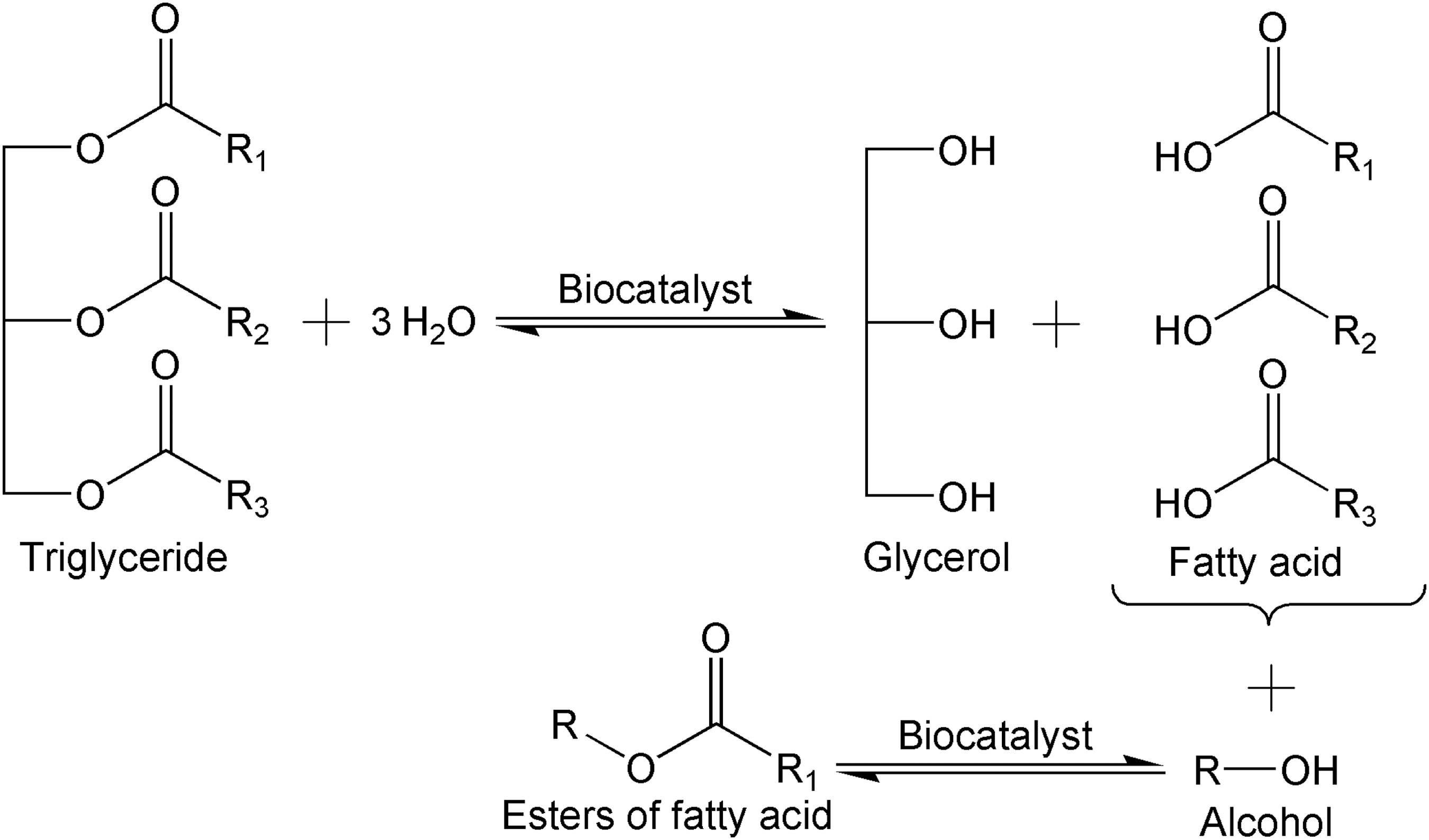
Throughout the 20th century, biodiesel attracted the attention of researchers due to its ability to replace fossil fuels, which emit greenhouse gases and are associated with reserves depletion, price variability, and political instability of some producing regions. 1,2 Interest in biodiesel production has increased because it is a sustainable and biodegradable fuel, a source of alternative energy from renewable sources, and enables regional economic development. 3 One of the challenges in the biodiesel production, however, is making the production of enzymatic biodiesel economically viable. Lipases, especially in soluble form, are expensive. Jegannathan et al.3 showed that the cost of biodiesel production by alkaline catalysts was lower (US$1,166.67/ton) when compared to the process catalyzed by soluble lipases (US$7,821.37/ton) and immobilized lipases (US$2,414.63/ton). These biocatalysts can act as catalysts for transesterification, hydroesterification, esterification, hydrolysis, and other reactions. To produce biodiesel, transesterification is commonly used. The process involves an oil (vegetable, animal or residue) reacting with an alcohol to form an ester and glycerol (Fig. 1). 4,5

Generic transesterification reaction using an enzymatic catalyst.
The cost of the enzymatic process can be reduced by using waste raw materials (frying oil, meat production residues bovine, pork, and chicken fats) with high content of free fatty acids. The use of waste raw materials in the biodiesel production process has the advantages of adding value to the production chain of that waste and reducing environmental pollution. For example, chicken fat (skin, abdominal chicken fat) accounts for approximately 11.3% of the waste generated by industrial chicken production. 6 –8 In Brazil, this represents a total of 1.49 thousand tons of waste generated in 2017 alone. 9
The use of immobilized lipases, which has several disadvantages, namely the high costs of the support, immobilization process and often of the soluble lipase itself, requires reuse to be economically viable. 10 However, the support is responsible for making lipases more stable at high temperatures and in the presence of alcohol (methanol, ethanol, among others). Alternatively, free lipases that have low cost with similar performance to immobilized lipases in shorter reaction time may render reuse unnecessary for the economic viability of the process. 11 For example, the free lipase NS-40116 liquid formulation of the modified microorganism Thermomyces lanuginosus, specific for raw materials, can be an alternative for this purpose. The use of free lipases is attractive because they present a lower cost and faster reaction rate when compared to immobilized lipases. 12 –15
By definition, hydroesterification is suitable for the use of waste raw materials with a high content of fatty acids and moisture. It encompasses the hydrolysis reaction of vegetable/animal oil with the formation of fatty acids which are used in the esterification reaction together with a lower alcohol and are responsible for producing methyl/ethyl esters (Fig. 2). 16 –18
Generic hydroesterification reaction using an enzymatic catalyst.
Based on the above, one of the major challenges is to make the production of enzymatic biodiesel technically and economically viable. The use of a residue such as chicken fat along with the enzymatic technologies demonstrates the potential for the growth of enzymatic biodiesel production. The present research study aims to evaluate the potential of the free lipase NS 40116 in transesterification and hydroesterification reactions using the waste chicken fat (WCF) through experimental design and presents a kinetic study evaluating the influence of the process variables to obtain ethyl and methyl esters of fatty acids.
Materials and Methods
Materials
The free lipase NS 40116 is an enzymatic broth obtained from the genetically modified Thermomyces lanuginosus microorganism and was donated by Novozymes Latin America Ltda (Araucária, Brazil). Transesterification activity of 5.36 U/mL was measured using a solution of 0.5% p-nitrophenyl palmitate (p-NPP) in ethanol with pH 7 and temperature of 30°C, 15 protein molar mass of 31.578 kDa, 19 water content of 46% 15 (the other components are stabilizers and possible impurities), optimum pH of 719 and pH range of 5 to 9, and optimum temperature of 20 to 40°C. 20 The crude WCF was donated by BRF S.A (Chapecó, Brazil). The extraction of WCF was performed using the frying methodology described by Sheu and Chen, 21 with a molar mass of 861.05 g/mol, acid index of 0.705 mg KOH/g and peroxide index of 2.32 mEq.10−3/g. 15 Ethanol (99.5%, Vetec) and methanol P.A. (99.8%, Vetec) were used as reagents in the transesterification and hydroesterification reactions.
Methods
The experiments for methyl/ethyl esters production were performed in an orbital incubator with controlled temperature and agitation. The reactions were carried out in 125 mL conical Erlenmeyer flasks (hermetically sealed), in batch mode and performed in duplicate.
Optimization of enzymatic transesterification to produce ethyl esters
To optimize the process variables for ethyl ester production from the transesterification reaction of the WCF, sequential experiment planning was used. A matrix of the Plackett-Burman experimental design 22 was used with 12 tests in evaluating the temperature process variables (35, 45 and 55°C), WCF-to-ethanol molar ratio (1:3, 1:4.5 and 1:6), WCF-to-water molar ratio (1:2.5, 1:3 and 1:4.5), enzyme concentration (0.1, 0.3 and 0.5 wt% in relation to the substrates) and agitation (150, 200 and 250 rpm), with triplicate of the central point, totaling 15 trials. A 22 central composite rotational design (CCRD) was carried out to evaluate the effect of temperature (20.9 to 49.1°C) and the WCF to water molar ratio (1:3.09 to 1:5.9), with three central points. The levels of the variables investigated were chosen considering preliminary tests (data not shown). Statistical analyses were performed using Statistica 12 (Statsoft Inc., Tulsa, OK) and level of significance of 90% (p < 0.1).
To check the validation the of the proposed empirical models, a kinetic experiment was performed in the best observed condition: enzyme concentration of 0.5 wt% relative to the substrates, 1:5.5 WCF to water molar ratio, 1:3 WCF to ethanol molar ratio, 150 rpm for two temperatures (25 and 45°C) and two enzyme concentrations (0.1 to 0.5 wt%).
Optimization of enzymatic hydroesterification using methanol as substrate
A 22 full factorial design 22 was used to determine the experimental conditions that correspond to the maximum content of methyl esters in the hydroesterification reactions.
For the hydroesterification process, the hydrolysis reaction was set at 2 h based on a previous study of the group. 23 The molar ratio of waste to water was evaluated at 1:2.5, 1:3 and 1:4.5. The esterification was then run for 4 h, with the methanol added in three equal fractions during the first three hours, and evaluated at the molar ratio of WCF to methanol (1:3, 1:4 and 1:5) in the 0.3 wt% free NS40116 lipase concentration (relative to the substrates), 30°C at 250 rpm. Statistical analyses were performed using Statistica 12 with a level of significance of 95% (p < 0.05).
To check the validation the of the proposed empirical models, a kinetic experiment of the best experimental condition found previously (0.3 wt% of free lipase NS 40116, 30°C at 250 rpm) was performed varying the enzyme concentrations (0.1 and 0.3 wt%).
Kinetic study for the enzymatic hydroesterification using ethanol as substrate
The kinetic study evaluated different enzyme concentrations (0.1 to 0.5 wt% related to total mass of substrates) in the hydroesterification reaction via ethanol route. For the hydrolysis reaction, 50 g of WCF, 0.5 wt% of free lipase NS 40116 and a WCF-to-water molar ratio of 1:5.5, 25°C and 150 rpm were used. After 2 h, the esterification step was started with the addition of ethanol (WCF-to-ethanol molar ratio of 1:3), added in three equal fractions during the first three h.
From the free fatty acids generated in the hydrolysis, two other kinetic studies were carried out, one with the addition of water in the esterification and the other with no addition of water. The insertion of the centrifugation step (6,000 rpm/10 min) for the hydrolyzed WCF was done in order to evaluate the influence of the removal of the glycerol and the presence of water on the reaction. The supernatant was removed and to this was added 0.5 wt% (w/w to substrate) of free lipase NS 40116, molar ratio of waste-to-ethanol of 1:3 with the ethanol added in three equal fractions during the first 3 h, and water, when added, in a molar ratio of 1:5.5 (w/w to the substrate) waste-to-water. The times evaluated were 2, 4, 8, 16, and 24 h.
Determination of esters content
Samples from the reactions were collected and centrifuged at 6,000 rpm for 10 min to separate the fatty acid esters, free fatty acids, mono-, di- and triglycerides (upper phase) from water, glycerol, lipase, and alcohol (lower phase). The supernatant was weighed (0.250 g) in a 10 mL volumetric flask by volume to the meniscus thereof with heptane. Then, a 50 μL aliquot of this solution was transferred to a 1 mL volumetric flask and 50 μL of the internal standard methyl heptadecanoate (99%, Sigma-Aldrich) was added at 5 g/L and the volume filled with heptane.
The fatty acid methyl and ethyl esters (FAME and FAEE) produced were analyzed by gas chromatography (Shimadzu 2010) with automatic injector and flame ionization detector (FID). The MXT-Biodiesel TG column (15 m × 0.32 mm × 0.10 um) was used under the chromatographic conditions described in EN 14103 of the European Committee for Standardization. The initial temperature of the column was 120°C remaining for 1 min, followed by heating 15°C/min to 180°C, remaining for 2 min, and again heating 5°C/min to 250°C, and remaining thus for a further 2 min. Nitrogen was used as entrainment gas, and the temperature of the injector and detector was 250°C and split of 1:50. All analyses were determined in duplicate.
Results and Discussion
Enzymatic Transesterification of WCF With Ethanol or Methanol as Substrates
Enzymatic synthesis to obtain fatty acids ethyl esters was carried out by means of the transesterification reaction of the WCF with ethanol catalyzed by free commercial lipase NS 40116 in an organic solvent free system. Table 1 presents the experiment planning matrix with real and coded values and the responses in terms of ethyl esters content (wt%). The conditions employed in the present study were based on the optimal condition (0.3 wt% NS 40116, 2 wt% water, 1:4.5 molar ratio oil-to-methanol (3 shots), 30°C and 250 rpm) obtained in the kinetic study by Silva et al. 15
Matrix of the Plackett-Burman Experimental Design (Coded and Real Values) for the Production of Fatty Acids Ethyl Esters
Table 1 shows that the highest fatty acid ethyl esters contents were obtained in experiments 8 (73%) and 9 (66%) when using the lowest temperature (35°C) and WCF-to-ethanol molar ratio of 1:3, and the highest enzyme concentration (0.5 wt%) and agitation (250 rpm). In contrast, experiment 7 of Table 1 also presented a high ethyl ester content (62%) using the highest WCF-to-ethanol molar ratio (1:6); when compared to experiments 8 and 9, both employed the highest molar ratio of waste-to-water studied (1:1.5). Ethanol is responsible for removing the water present in the active site of the lipase by its polarity, in turn, a greater addition of water in the reaction increases the mobility and flexibility of the active site of the lipase and, simultaneously, the polarization of its protein structure. 24 The water present in the medium also protects the lipase since it will first bind with ethanol. 25
The experiments that led to the highest esters content (experiments 7, 8 and 9) were those that used a lower temperature (35°C). Andrade et al. 26 observed that temperatures above 35°C for the free lipase Eversa Transform caused thermal denaturation of the enzyme. The enzymatic reactions using free lipase have lower thermal resistance when compared to immobilized enzymes. 27 It was possible to observe good reproducibility through triplicate of the central point with ethyl esters content near 58%.
The data in Table 1 were treated statistically, and according to Fig. 3, the variables temperature and WCF-to-ethanol molar ratio had a significant negative effect, and the variables enzyme concentration and WCF-to-water molar ratio had a significant positive effect while the agitation variable had a negative but not significant effect (p < 0.05) on the ethyl esters content.
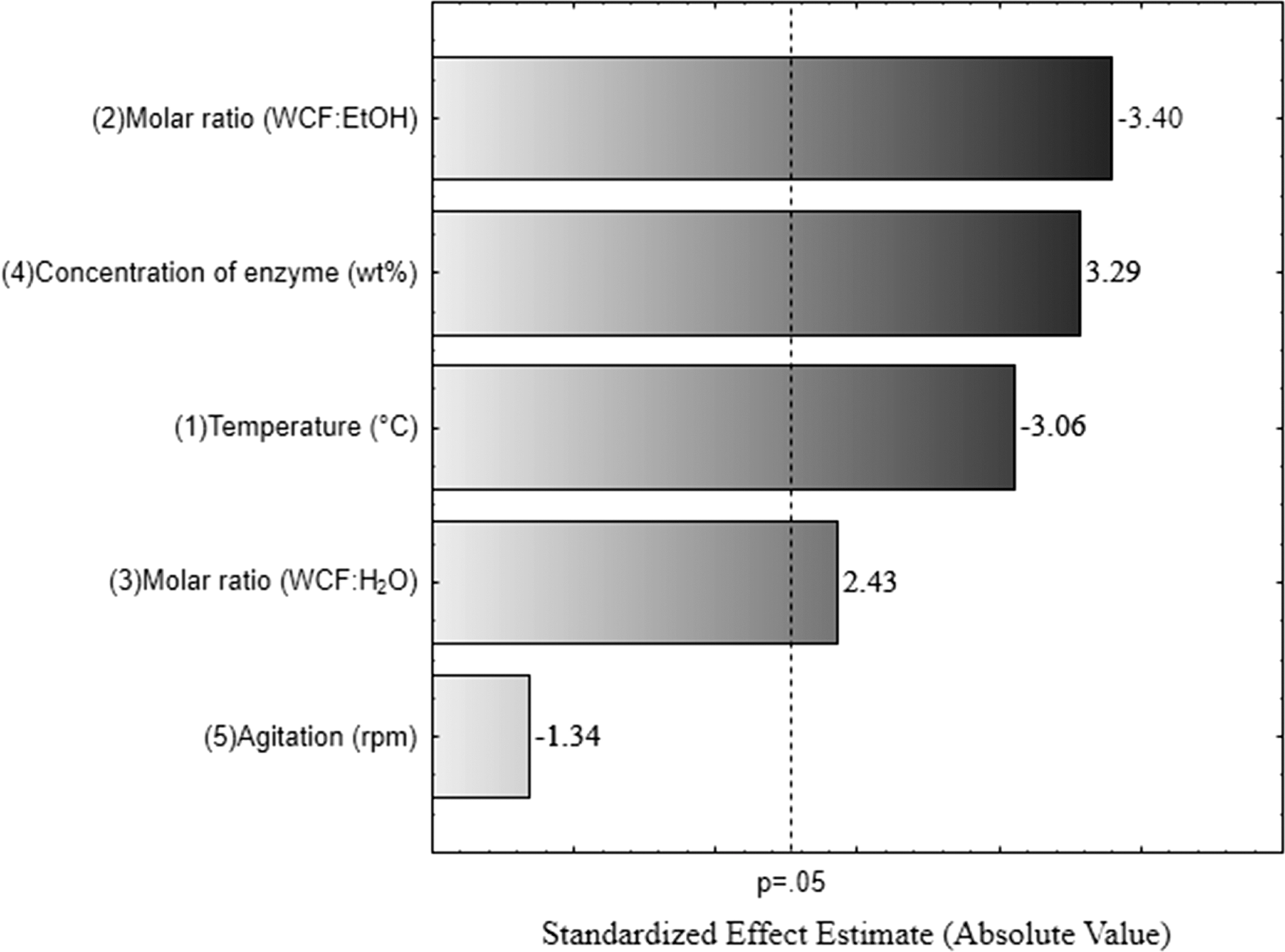
Pareto diagram for the production of ethyl esters using WCF as substrate and free lipase NS 40116 at different temperatures (35–55°C), molar ratio of waste to ethanol (1:3–1:6), molar ratio of waste-to-water (1:0.5–1:1.5), enzyme concentration (0.1–0.5 wt%) and agitation (150–250 rpm).
The Pareto graph shows the significant negative effect of the WCF-to-ethanol molar ratio, which was the variable that most interfered with the final ester content, followed by the variables enzyme concentration, temperature and WCF-to-water molar ratio. This variable was then disregarded due to the impossibility of reducing the ethanol, since the transesterification reaction requires the stoichiometric amount of 3 moles of alcohol to 1 mol of fat. The enzyme concentration variable proved to have a significant positive effect but was disregarded for the continuation of the studies because it was not interesting in terms of the process.
CCRD 22 experimental design (Table 2) was carried out to maximize the esters content, taking into account the results obtained previously, and to evaluate the effect of temperature and the WCF to water molar ratio. The highest ethyl ester contents were obtained by using the highest WCF-to-water molar ratio (experiments 5, 6, 7 and 8) in different temperature ranges (45 and 25°C). The lowest ethyl ester content (37.63%) was obtained by using the lowest WCF to water molar ratio (1:3.09) at 35°C.
22 Central Composite Rotational Design (CCRD) (Coded and Real Values) for the Production of Fatty Acids Ethyl Esters
Relative Error
According to the ANOVA, the F value of the regression model (Fcalculated = 41.95) was higher than the Ftabled value (3.48) indicating that the treatment differences are significant, which confirms that the established regression adequately represents the observed data. The analysis of variance for the linear model presented a coefficient of determination R2 0.95, with 90% confidence. 90% of the variances in the ethyl esters content can be explained from the linear model, demonstrating the good fit of the model to the experimental data. From the model it was possible to obtain the contour curve (Fig. 4).
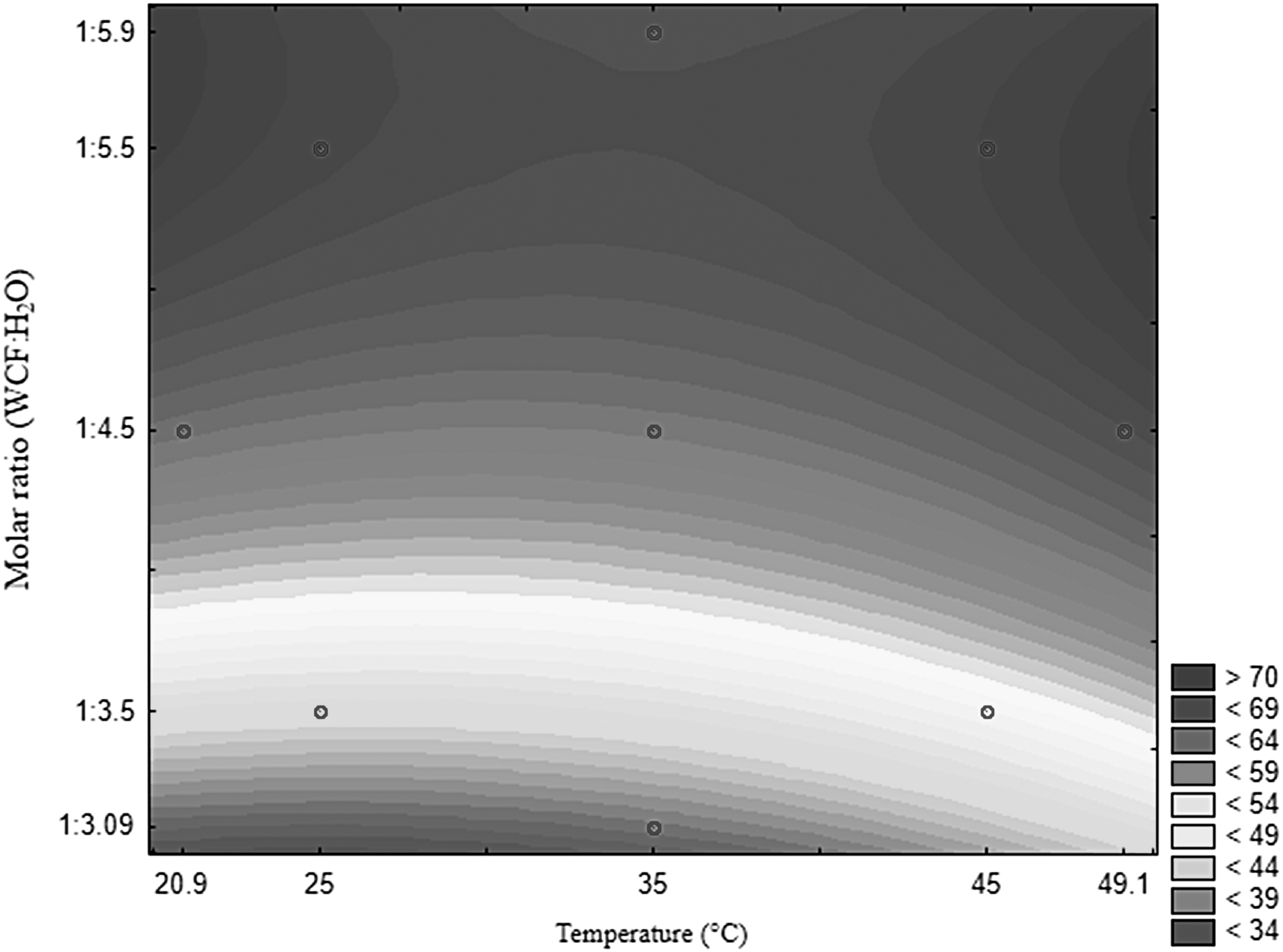
Contour plot of the effect of the molar ratio of waste-to-water and temperature on the production of ethyl esters. Experimental conditions are described in Table 2. The lighter area represents the lowest conversions (<34%) in esters, while the darker area represents the highest conversions (>70%) in esters.
The quadratic regression model presented by Equation 1 corresponds to the content of ethyl esters (Y) as a function of temperature (T) and WCF to water molar ratio (W).
Figure 4 shows that the molar ratio of 1:1.5 produced the highest ethyl esters content (above 70%), regardless of the temperature range studied. In lower WCF-to-water molar ratios, ethyl ester contents obtained were below 64%.
To verify the model, a 24-h kinetic study was performed (Fig. 5) at the optimized conditions: 0.5 wt% of free lipase NS 40116, WCF-to-water molar ratio of 1:5.5 at different temperatures (25 and 45°C) and different enzyme concentrations (0.1 to 0.5 wt%.
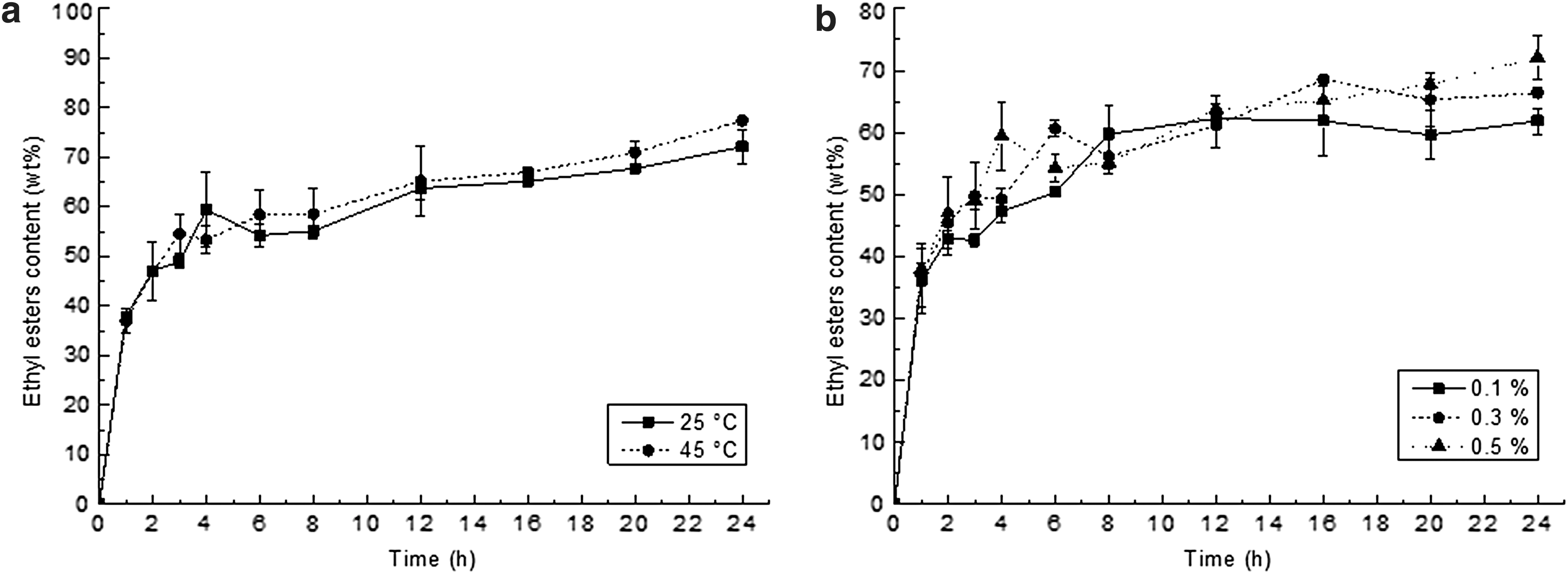
Kinetic study of the enzymatic transesterification reaction. Experimental conditions: 1:5.5 molar ratio of waste-to-water, 1:3 waste-to-ethanol, and agitation of 150 rpm at
As illustrated in Fig. 5a, temperatures of 25 and 45°C led to similar ethyl ester contents throughout the entire kinetics, in 24 h—at 25 and 45°C, 72.09 and 77.36 wt% of ethyl esters were obtained, respectively. The highest variation found among the studied temperatures was at 3 h (5.5%). As a small difference in the final ester content (5.27 wt%) was observed, the lowest temperature (25°C) was chosen to continue the work, reducing energy expenditure. Silva et al. 15 observed that lipase NS 40116 had similar and satisfactory methyl esters contents (82.1%) in the optimum lipase temperature range (35°C) after 24 h of reaction. As shown in Fig. 5, the enzyme concentrations of 0.1, 0.3 and 0.5 wt% led to 61.83, 66.41 and 72.09 wt% of ethyl esters, respectively, at the end of 24 h.
The water concentration was essential to ensure a high ester content in the transesterification reaction. Silva et al. 15 observed that the reactions of methyl transesterification without addition of water obtained 16% as maximum production of methyl esters after 20 h. According to Gog et al., 28 for transesterification, excess water may stimulate the hydrolysis reaction causing the reduction of fatty acid ester content. To increase efficiency, it was necessary to know the lipase behavior as a catalyst in the hydroesterification reactions using WCF.
Enzyme-Catalyzed Hydroesterification of WCF With Ethanol or Methanol as Substrates
Hydroesterification is a process that uses raw materials of high acidity and humidity (residual raw materials) as an alternative to the transesterification process for the production of biodiesel. 29 Table 3 presents the matrix of 22 full factorial design for the hydroesterification reaction, with real and coded values and the responses in terms of methyl esters content, in 6 h of reaction.
Matrix of the 22 Full Factorial Design (CCD) with Duplicate Runs and Triplicate Assays of the Central Point of the Hydroesterification Reaction (Coded and Real Values) with the Responses in Terms of Methyl Esters Content
Experimental conditions: Enzyme concentration of 0.3 wt%, at 30°C and agitation of 250 rpm, with reaction time of 2 h hydrolysis and 4 h of esterification. aRelative error
Table 3 shows that experiments 1 and 3 together with their duplicates led to the highest methyl esters content, at 70 and 68%, respectively, with the WCF-to-methanol molar ratio of 1:3. The lowest esters content obtained from the experiment differed from the higher levels when using the highest WCF-to-methanol molar ratio (1:5). Wancura et al. 30 observed that in reactions with soluble Callera™ Trans L lipase, excesses of methanol greater than 5:1 molar ratio of oil showed satisfactory yields only in the presence of a larger amount of enzyme.
Also, Table 3 shows that with higher amounts of methanol in the reaction medium, the conversion to esters decreased. This fact may be due to the inhibition of the enzyme caused by excess methanol. Methanol is a hydrophilic solvent (Log P = −0.76) and consequently tends to remove the water layer around the enzyme, changing the partition coefficient of water thus leading to high dehydrating power. 31 Pollardo et al. 32 observed that polar solvents in high concentration have an inhibitory effect on the enzyme (LogP <0), limiting the concentration of the solvent around the lipase, for example methanol. Sasso et al. 33 observed that at low alcohol concentrations, the activity coefficient for methanol is considerably higher than for ethanol. Therefore, the thermodynamic activity of methanol shows a greater increase than the thermodynamic activity of ethanol, that is, the experimentally observed difference between methanol and ethanol is not due to differences in the interaction with the enzyme but is a consequence of thermodynamics of the substrate-solvent mixture. The highest methyl esters contents were obtained when using the lowest WCF-to-methanol molar ratio, but its interaction with the WCF-to-water molar ratio factor showed to be significantly positive. In the hydroesterification reaction, the variable WCF-to-water molar ratio did not present significant difference. Lv et al. 34 observed that when using different concentrations of water (3–10%), the kinetics showed no apparent differences in the final methyl esters content.
According to the ANOVA, the F value of the regression model (Fcalculated = 32.62) was higher than the Ftabled value (4.34), indicating that the treatment differences are significant, which confirms that the established regression adequately represents the observed data. The analysis of variance for the linear model presented a coefficient of determination R2 0.95, with 95% confidence. 95% of the variances in the methyl esters content can be explained from the linear model, demonstrating the good fit of the model to the experimental data.
The linear regression model presented in Equation 2 corresponds to the methyl esters content (X) as a function of the molar ratio of waste-to-water (W) and the molar ratio of WCF to methanol (M).
The model represented by Equation 2 generated the contour plot that evaluated the effect of the molar ratio of WCF to methanol and the molar ratio of WCF to water with regard to methyl esters (Fig. 6). This figure shows that the highest responses in methyl esters (above 70%) were achieved by using the lowest WCF-to-methanol molar ratio (1:3) and the lowest WCF-to-water molar ratio (1:2.5). At the highest studied ranges of WCF-to-methanol molar ratio (1:4 and 1:5), methyl esters contents of less than 67% were obtained, regardless of the WCF-to-water molar ratio.

Contour plot of the effect of the molar ratio of WCF-to-methanol and molar ratio of WCF-to-water on the production of methyl esters. Experimental conditions are described in Table 3. The lighter area represents the lowest conversions (<62%) in esters, while the darker area represents the highest conversions (>70%) in esters.
To verify the model, a kinetic study was carried out at different enzyme concentrations (Fig. 7) using the optimized conditions (0.3 wt% free lipase NS 40116, WCF to water molar ratio of 1:2.5, WCF to methanol molar ratio of 1:3, at 30°C) obtained in the experimental design. According to this figure, at the end of 24 h, the enzyme concentration of 0.3 wt% presented the highest methyl esters content (89.04%) using the lowest WCF-to-methanol molar ratio (1:3) and the lowest WCF-to-water molar ratio (1:2.5). The enzyme concentrations of 0.1 and 0.2 wt% did not produce high methyl esters content when compared to 0.3 wt%, having a difference of 22.59 and 28.98 wt%, respectively, in 24 h. Remonatto et al., 35 using 0.5 (wt%) of the commercial lipase Eversa®, obtained 95.1% (wt%) in 40 h, and using 1 (wt%), it was possible to obtain 94.5% in 16 h. They concluded that higher enzymatic concentrations increase the reaction rate.
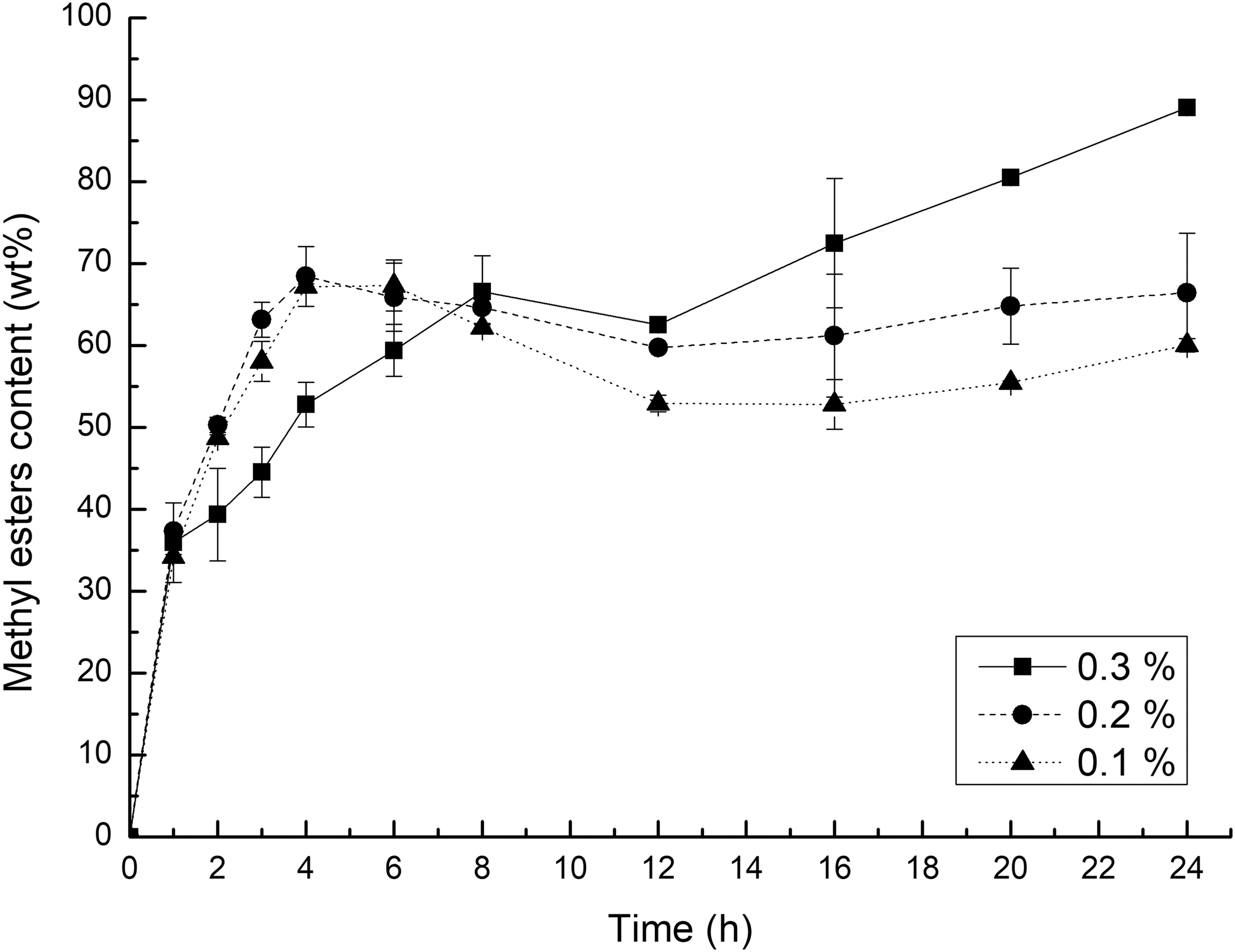
Kinetic study of enzymatic hydroesterification at different enzyme concentrations. Experimental conditions: WCF-to-water molar ratio of 1:2.5, WCF-to-methanol molar ratio of 1:3, 30°C, 250 rpm, in a solvent-free system.
Based on the studies of the ethyl ester transesterification variables, a kinetic study of the hydroesterification reaction at different enzymatic concentrations was carried out (Fig. 8), and kinetics were evaluated in the esterification step with and without the addition of water in the reaction medium (Fig. 9). Regarding the kinetic study (Fig. 8), in 24 h, a 63.50% ethyl ester content was obtained using 0.5 wt% free lipase NS 40116, a difference of 3.35% when compared to the enzyme concentration of 0.3 wt% free lipase NS 40116. Figure 9 shows the influence of glycerol removal on the hydrolysate and the addition of water in the second step of the hydroesterification reaction. The ester content at 4 h (59.13%) was similar to the maximum obtained at 24 h (60.04%), as shown in Fig. 9.
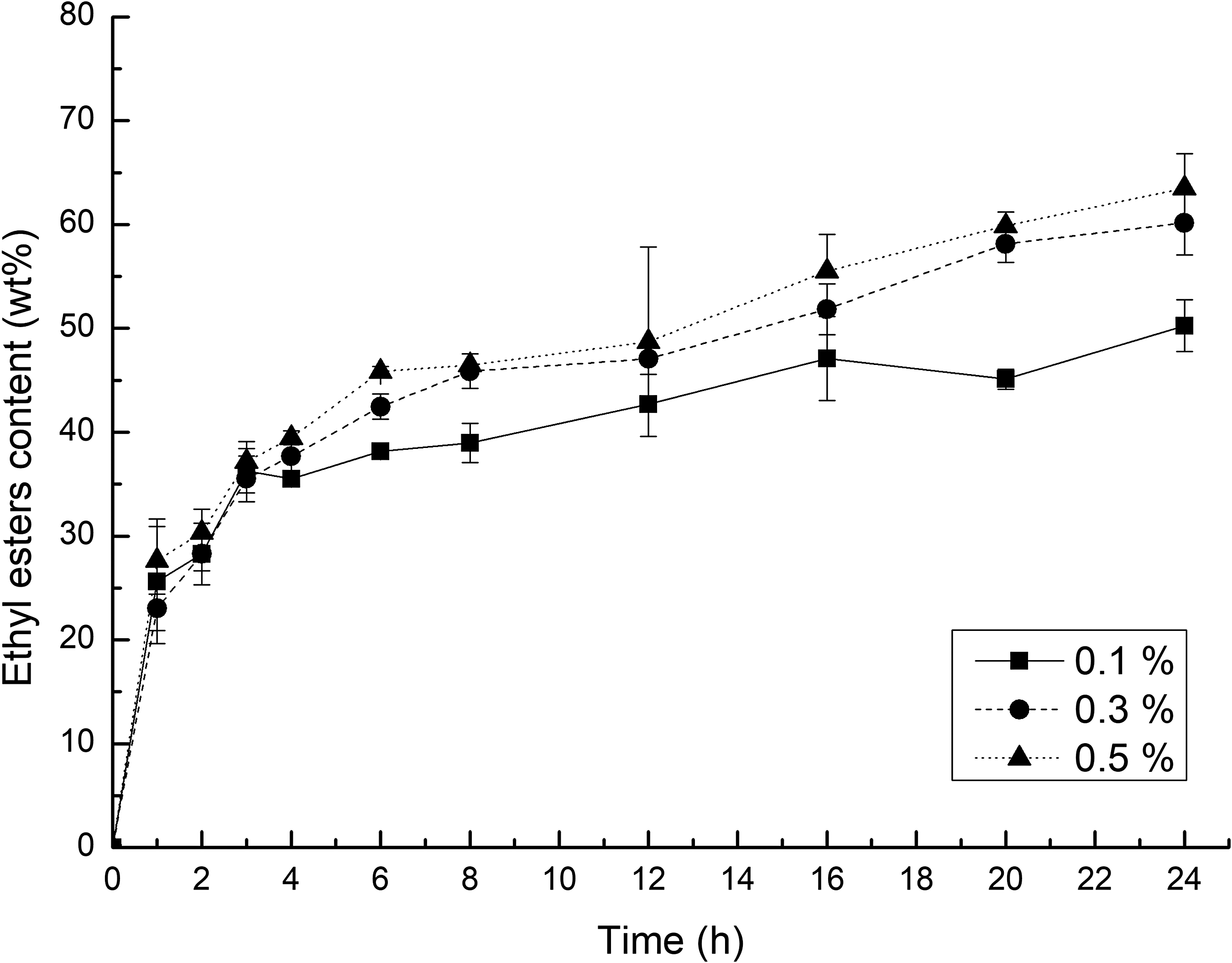
Evaluation of different concentrations of the enzyme (0.1–0.5 wt%) on the hydroesterification of WCF using ethanol as substrate. Experimental conditions: WCF-to-water molar ratio of 1:5.5, WCF-to-ethanol molar ratio of 1:3 added in three equal fractions during the first 3 h, 25°C, 150 rpm.
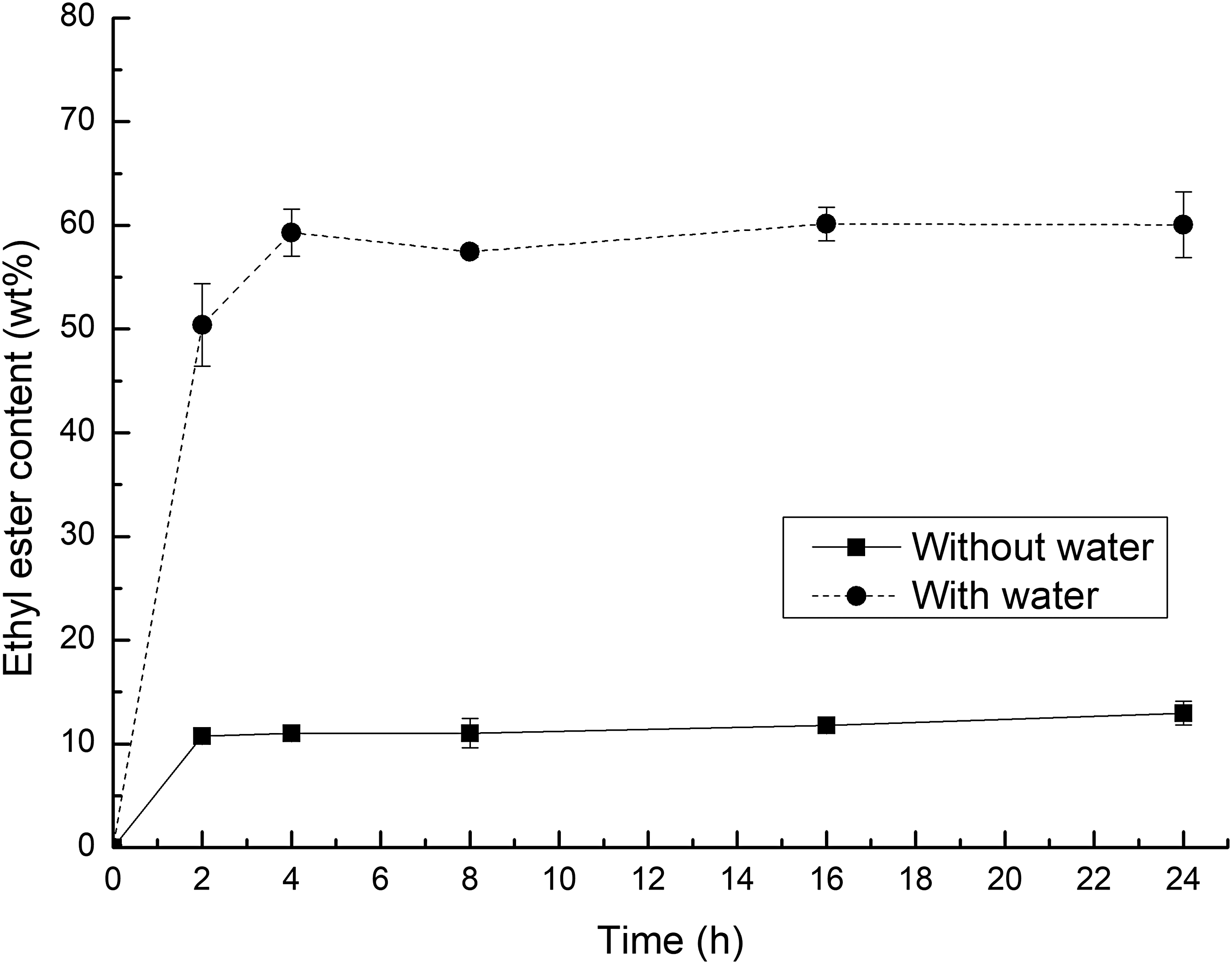
Hydroesterification using ethanol as substrate; reaction of esterification with/without addition of water (when added, at WCF-to-water molar ratio of 1:5.5). Experimental conditions: WCF-to-ethanol molar ratio of 1:3 added in three equal fractions during the first 3 h, 25°C, 150 rpm.
It may be noted that the hydrolysis product, glycerol, interfered in the final ethyl ester content; however, it was possible to reach the maximum of the ethyl esters produced in the shortest reaction time by withdrawing glycerol in the esterification step. Firdaus et al. 36 observed that glycerol negatively affected the hydrolytic potential of water via its “association” into less active large droplets. Gofferjé et al. 37 observed that the higher the acidity level of the oil, the greater the optimum level of glycerol, but also that high levels of glycerol slow the reaction rate.
When no water was added to the esterification reaction, low activity of the lipase was observed, producing 12.95% ethyl esters in 24 h. Firdaus et al. 38 studied the apparent equilibrium constant of the water and alcohol concentration and observed that the presence of water in the esterification step reduced the inhibitory effect of alcohol on the free lipase. Ghisleril et al. 39 observed that the enzyme adsorbs water formed from the product of the esterification reaction and becomes a plasticizer in order to optimize its functionality by increasing enzymatic activity and bioconversion.
General Summary of the Results
The present study investigated a production system for fatty acid esters using as the reaction substrate the residue of chicken fat, short chain alcohols, methanol and ethanol, and as a catalyst the free lipase NS40116. The results indicate that WCF could be a cost-effective substrate for the enzymatic production of biodiesel. Table 4 shows the results obtained in the present study for reactions of transesterification and hydroesterification from WCF under different reaction conditions.
General Summary of the Results Obtained in the Transesterification and Hydroesterification Reactions in 24 h
When comparing the reactions of transesterification and hydroesterification that used methanol as a substrate, the hydroesterification reaction was shown to be the most efficient reaction studied because in 24 h it was possible to obtain 89.04% conversion with the experimental condition 0.3 wt% lipase NS 40116 using the lower molar ratio of WCF to methanol (1:3) and the lower molar ratio of WCF to water (1:2.5) (Table 4). Adding methanol in the second stage of the reaction only and in three equal fractions had the advantages of greater solubility of the alcohol in the fatty acids generated in the hydrolysis 40 and minimized the alcohol's power to inactivate or denature lipase NS 40116, since this distorts the lipase structure by being very hydrophilic. 41 Mibielli et al. 42 obtained 97% of methyl esters with pilot-scale production, using residues from the soybean oil industry with a high content of free fatty acids (98.5%) as raw material, commercial free lipase Eversa® Transform 2.0 as catalyst, and fractional addition of methanol to avoid protein denaturation.
When studying the reactions with ethanol, the transesterification reaction had higher ester contents (72.0%) than the hydroesterification reaction (63.5%). It is noteworthy that in the hydroesterification reaction the hydrolysis step obtained 49.51% of free fatty acids, that is, less availability of the reactant of the esterification reaction plus the factor that ethanol is a less reactive alcohol. The amount of excess water in the esterification step (unreacted water from the hydrolysis step and water generated from the esterification step) may have caused the reverse reaction, hydrolysis, reducing ethyl esters content.43
Conclusion
The application of the free lipase NS 40116 showed to be a promising catalyst for the production of fatty acid esters using WCF and it proved to be versatile, presenting excellent results for transesterification and hydroesterification reactions. Enzymatic production of methyl and ethyl esters using WCF and the free lipase NS40116 was shown to be a sustainable process with great potential to be applied in the biodiesel industry and being a good option for valorizing poultry industry residue.
Footnotes
Acknowledgments
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior - Brasil (CAPES - Finance Code 001). The authors also acknowledge support received by Novozymes/BR.
Author Disclosure Statement
No competing financial interests exist.