
Abstract
Yellow birch barks is one of the abundant species in Quebec with harvest surplus in several regions. Biofuels or biochemicals such as biobutanol can be produced using the surplus feedstock, however challenges such as the cost of pretreatment, production of unwanted by-products in the fermentation process, and the efficient recovery of solvents must be addressed to make it feasible. The objectives of this study are to establish the optimal conditions to produce biobutanol from Eastern Canadian yellow birch; to identify natural/local Clostridium sp. strains that are capable of producing Isopropanol-Butanol-Ethanol (IBE) from synthetic sugar mixtures, as candidates for metabolic engineering and to benchmark solvent producing ability with commercially available strains; and to elucidate the challenges of paradigm shift to IBE production. Alkali pretreatment of the biomass using chemical that are present in the Kraft process were performed, followed by enzymatic hydrolysis to obtain fermentable sugars and subsequent fermentation with Clostridium acetobutylicum DSM 792. The results showed that the produced Acetone-Butanol-Ethanol (ABE) solvent concentration were 6.6–8.2 g/L of acetone; 11.2–13.1 g/L of butanol; and 2.5–2.7 g/L of ethanol. The organic acids concentration was acetic acid, 1.1–1.8 g/L, and butyric acid, 0.1–0.2 g/L. Further fermentation experiments to benchmark IBE were performed using both Clostridium beijerinckii DSM 6423 and wild isolated strains, which revealed the gaps in terms of yields and the need to optimize the fermentation paradigm. Moreover, alternative process sequences for product recovery were identified, and the impact of prior liquid-liquid extraction elucidated.
Introduction
Butanol (BuOH) is an alcohol with a 4-carbon structure that is used primarily as a solvent and intermediate in chemical synthesis. The global market for n-butanol was estimated at about $3.9 billion (2016 basis) and projected to reach about $5.6 billion by 2022, at a compounded annual growth rate of 5.9% from 2017 to 2022. Such growth can be attributed to an increased demand for butyl acrylate in various industrial applications (e.g., latex paint, textiles, etc.).
Although the first bio-production of n-butanol, carried out by Louis Pasteur, dates back to 1861, commercial exploitation of the Acetone-Butanol-Ethanol (ABE) fermentation process only began in the early 1920s. 1,2 It was not until the early 1990s that n-butanol gained significant market acceptance as a basic chemical building block for the chemical industry and a potential advanced renewable fuel. Nevertheless, most industrial production is still via the hydroformylation of petroleum-derived propylene (often called oxo-synthesis process). This can be attributed to the lower costs of the fossil route and the environmental impacts that are not taken into account. It is known that the cost of most biobased production pathways still exceeds that of petrochemical production. For several biobased chemicals, such as butanol, it has been proven that they can serve as direct substitutes. Since 2011, the conversion of bioethanol plants into biobutanol plants has been underway in the United States (e.g., Green Biologics), Brazil (e.g., SGBio Renewable) and China (e.g., Cathay Industrial Biotech). A key reason for such a conversion is that n-butanol contains about 30% more energy than bioethanol and is neither hygroscopic nor corrosive. Moreover, as a “platform molecule,” biobutanol has an even broader market in the chemical industry. Unlike bioethanol, n-butanol can be easily blended at refineries and transported in existing petroleum pipelines However, such a conversion requires heavy investment, and there is a need to perform incremental retrofit projects to optimize existing infrastructures to reduce these investments.
One of the main challenges to technical and economic viability of biobutanol processes is the minimization of lignocellulosic degradation products formation, which can inhibit the fermentation process and result in low butanol yields. Cellulases for enzymatic hydrolysis must have high conversion for boosting butanol yields and be produced at low cost. Most of the previous scientific work on biobutanol was carried out at laboratory and pilot scale using various agricultural feedstocks or isolated glucose (non-wood feedstock) or sugar-rich prehydrolysate solution in the ABE fermentation process. 3 –39 Also, the key steps of these processes are studied independently, and the feedback or synergistic effects between them are not well quantified. Lastly, standalone conventional biorefineries require capital-intensive processes such as biomass handling, pretreatment, and supply chain systems. They can thus be enhanced by integration into established processes, leading to energy-requirement minimization, material exchange, and lower investment costs. 40
To achieve this, a strategic, innovation-driven biorefinery for the Canadian forest products industry was established to tackle the problem of underutilized lignocellulosic biomass. An overview of an approach for the complete valorization of forest biomass, and the challenges for each key operation involved in the conversion of lignocellulosic biomass into butanol, is shown in Fig. 1. The proposed approach is intended to bridge the technology and knowledge gaps by recovering all potential inhibitors at an early stage of the process and converting them into valuable bioproducts. Moreover, a method for recycling expensive fermentation-microbial cultures is being developed to minimize the bioconversion costs of lignocellulosic residues.
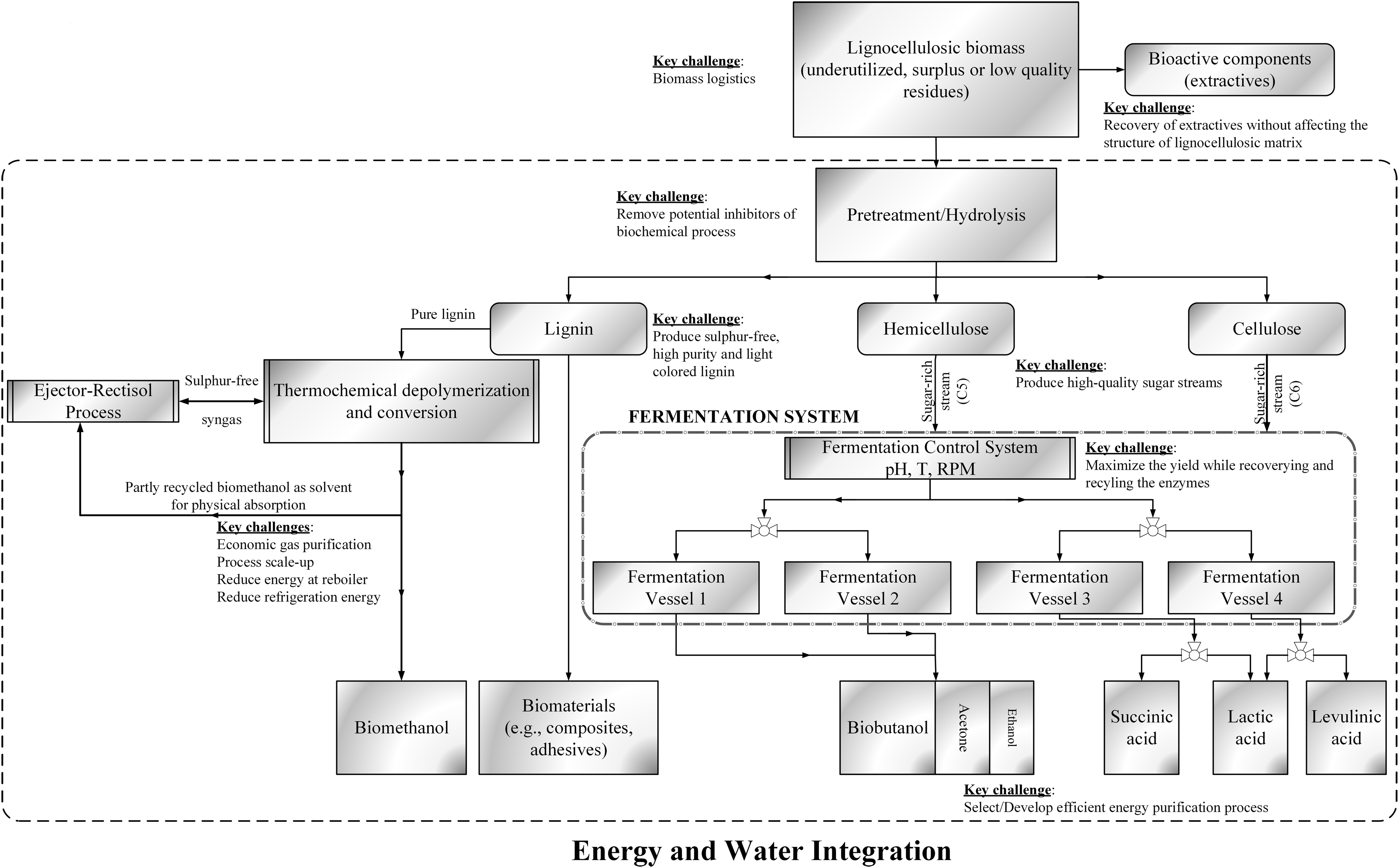
Integrated sugar biorefinery platform.
In addition, as acetone is corrosive and ABE solvents cannot be directly blended with conventional fuels (because it is corrosive to engine parts made of rubber or plastics), a series of gap studies at pilot-scale are needed to evaluate the robustness and reliability of shifting the paradigm from ABE to Isopropanol-Butanol-Ethanol (IBE) production. A series of successful attempts have already been made to shift the paradigm from ABE to IBE or Butanol-Ethanol (BE). For example, potential production of n-butanol without the formation of acetone has been investigated using Clostridium pasteurianum. 41 –49 All scientific peer-reviewed open literature revealed that the highest butanol concentration recorded for C. pasteurianum was 21 g/ L during mixed carbon source fermentation (1:1 glucose/glycerol). Even though the C. pasteurianum is unlike other clostridia (e.g., Clostridium beijerinckii) used to produce n-butanol, it generates 1,3-propanediol (1,3-PDO) as a major by-product. Therefore, sustained efforts have been made to decrease the amount of 1,3-PDO using mutated strains. 47,50,51 Guided by the overriding importance of avoiding 1,3 PDO and acetone in n-butanol production pathways, the paradigm shift from ABE to IBE fermentation has been drawing more attention. 52 –61 The use of wild-type Clostridia strains has been tested for such a paradigm shift. 62 –64 Typically, fermentation performance in batch cultures is carried out in bioreactors with a 1-L-working volume, resulting in butanol yield ranging from 5.3–6.7 g/L.
One of the most abundant wood species in eastern Canada is yellow birch, and high volumes of harvested surplus wood and residues (about 4 dry tons/acre/year) exist in several rural and suburban communities. Sustainable utilization of this lignocellulosic feedstock by producing renewable fuels and chemicals such as biobutanol can boost economic transformation of such communities, supporting jobs retention and creation and encouraging the start-up of bioeconomy-based companies. Currently, some of the obstacles for industrial-scale production of butanol include the high cost of biomass, pre-treatment, and fermentation. Furthermore, most established fermentation pathways lead to the production of acetone, which is undesirable. This work focuses on the production of butanol from eastern Canadian yellow birch wood species, identifies Clostridium sp. strains that are capable of producing IBE for metabolic engineering, and benchmarks solvent-producing ability with commercially available strains. As illustrated in Fig. 1, the proposed approach consists of preprocessing lignocellulosic biomass to extract the primary value-added products, combined with efficient coproduction of biochemicals and biomaterials in an integrated platform.
In this work, we have demonstrated the key steps for the production of butanol and organic acids from yellow birch as technically feasible, using our forest biorefinery-centric approach. The biomass samples were prepared and treated with different alkaline media to attain sufficient delignification levels for subsequent enzymatic hydrolysis. Furthermore, the alkali pretreatment is easily scalable in integrated forest biorefineries and prevents the formation of sticky lignins, which are known to cause process shutdowns. Commercial enzymes were used to develop a fed-batch strategy for maximizing sugar substrate concentration in the fermentation media. Understanding and benchmarking of the fermentation yield was achieved by comparing reconstituted synthetic solutions. Strategies for improving butanol yield were also investigated. In view of the biomass availability at several closed pulp mill sites, this approach is a prime candidate for revamping and repurposing such facilities. Also, the practical implications of the shifting trend to produce butanol via the IBE instead of the ABE route was assessed and possible product recovery sequences identified for incorporation with a liquid-liquid extraction system that dehydrates the produced solvents.
Materials and Methods
An overview of the process steps for the conversion of yellow birch biomass into sugars and the subsequent fermentation into ABE solvents is illustrated in Fig. 2. Pretreatment of the biomass was carried out using an alkaline-based pretreatment, followed by washing of the produced cellulose pulp. Enzymatic hydrolysis was used to obtain fermentable sugar monomers from the pulp.
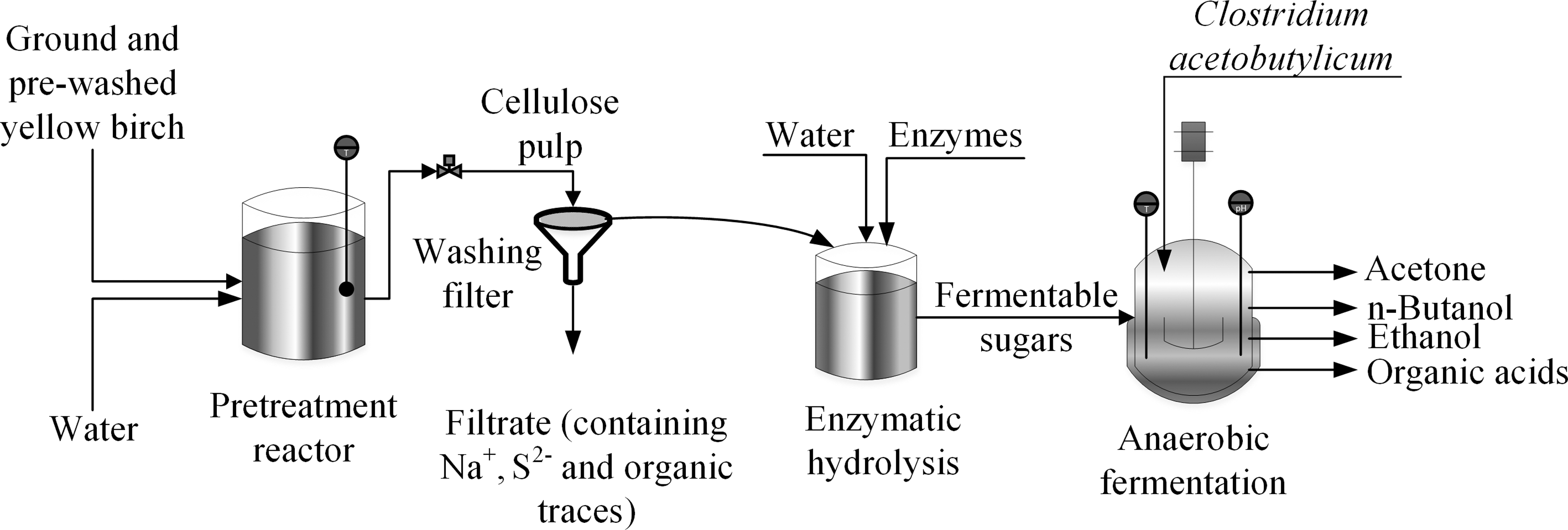
Scheme of process steps for ABE solvents production.
Yellow Birch Biomass Preparation and Characterization
The yellow birch biomass used in all experiments was dried as received at 40°C for at least 24 h or until a constant weight was attained. It was then ground with a RETSCH SM 2000 cutting mill, and particle size distribution was determined. About 99% of the ground biomass was ≤850 μm.
Pretreatment Setup
For low temperature pretreatment at 60°C with reflux, the biomass and solutions were introduced into a 250-mL, three-neck round-bottom flask, which was placed in a crystallization Pyrex dish filled with silicon oil. A hotplate was used for heating, together with a stainless steel thermocouple for temperature control. One of three necks was used for the thermocouple, which was held in place with a rubber plug, while a condenser was attached to another outlet to prevent evaporation and loss of water. The last was sealed with a glass cap. A magnetic stirring bar was used for agitation. All other pretreatments, at 170°C, were carried out in a fabricated bench-scale cylindrical reactor made of stainless steel. The reactor has an internal diameter and height of 57 and 235 mm, respectively. The delignification temperature was achieved by a heating element within the steal-clad jacket of the reactor, which is able to withstand pressures up to 700 kPa. Mixing was ensured by the use of a motorized pivot shaker. Delignification of the wood was achieved by introducing about 40 g of ground yellow birch into the reactor followed by 200 mL of a pretreatment liquor, as shown in Table 1. The reactor was closed and placed in the jacket. The desired temperature and pressure were set by the computer-aided control system. After the residence time of 120 min has lapsed, the reactor was cooled from 170°C to 90°C before being opened. The delignified cellulose fraction was collected on standard filter clothes while the filtrate was recovered and pH measured. The cellulose portion was washed in a 200-mm diameter Buchner flask equipped with a vacuum pump by using 4 L of distilled water. The clean pulp was grinded and further washed until a neutral pH reached, before being dried and stored.
Chemical Charge and Conditions for Yellow Birch Pretreatment Trials
Enzymatic Hydrolysis
For hydrolysis of the samples produced by pretreatment, enough cellulose to have a 4% concentration with a 200 mL working volume was placed in a 0.5-L Erlenmeyer flask. Subsequently, 100 mL of distilled water was added to the flask with cellulose, and to an empty flask that served as a reference. Afterwards, 50 mL of a citrate buffer solution was added to keep the pH constant. The solution was prepared by adjusting the pH of 0.05 M sodium citrate solution (14.71 g of C6H5Na3O7 • 2H2O in 1 L of distilled water) to 4.8 with a 0.05 M citric acid solution (10.51 g of C6H8O7 • H2O in one litre of distilled water). Finally, 6 mL of sodium azide (10 mg/mL) was added to the flasks and, where necessary, the pH adjusted to 5 with either 17.4 N CH3COOH or 8N NaOH. The flasks were then covered and placed in an incubator set at 50°C and 150 rpm for 1 h. Once the desired temperature was achieved, the incubator was stopped briefly and 4 mL of Accellerase® 1500 (DuPont Industrial Bioscience) followed by 0.4 mL of Accellerase® XY were added. Then, distilled water was added until total volume of 200 mL was reached. Timing of the enzymatic hydrolysis commenced upon sealing the flasks and returning it to the incubator, which was maintained at the previously set temperature and agitation speed. Samples (0.5 mL) were withdrawn at 24-h intervals until the end of hydrolysis and centrifuged at 10,000 rpm for 5 min in a 1.5 mL Eppendorf Safe-Lock microcentrifuge tube. The samples were further prepared for the analysis with a 0.22-μm nylon syringe filter.
Culture Medium
For all fermentations of the mixed sugars in bottles or a reactor, tryptone yeast extract acetate (TYA) media is used. This media contained the following ingredients per L of distilled water: 60.000 g of glucose, 25.60 g of xylose, 4.68 g mannose, 1.46 g galactose, 0.98 g arabinose, 2.00 g of yeast extract, 6.00 g of tryptone, 3.00 g CH3COONH4, 0.30 g MgSO4·7H2O, 0.50 g KH2PO4, and 0.001 g FeSO4·7H2O. For all petri dish trials, the TYA media contained the following ingredients per L of distilled water: 10.000 g of glucose, 2.00 g of yeast extract, 6.00 g of tryptone, 3.000 g CH3COONH4, 0.3 g MgSO4·7H2O, 0.50 g KH2PO4, 0.001 g FeSO4·7H2O, and 15.00 g of agar. In both cases, pH was adjusted to 7 prior to sterilization at 121°C for 15 min in an autoclave using a 8N-NaOH solution.
Bacterial Strain and Inoculum Preparation
The Leibniz Institute DSMZ-German Collection of Microorganisms and Cell Cultures supplied lyophilized Clostridium acetobutylicum DSM 792 and Clostridium beijerinckii DSM 6423. Both Clostridia were activated and cultured in Hungate tubes at 37°C. A glucose concentration of 5 g/L and 150 rpm were used under anaerobic conditions for up to 48 h. Subsequently, the activated strains were preserved at −70°C in prepared TYA media containing 50% glycerol (v/v). Prior to inoculation, the stock solution was autoclaved for 15 min at 121°C and allowed to cool down to room temperature before glucose was introduced to obtain a concentration of 5 g/L.
Fermentation Procedure
In order to establish a robust protocol and benchmark the results, ABE fermentation with two different types of substrates was carried out using synthetic mixed sugar solutions as well as yellow birch sugars obtained after enzymatic hydrolysis of the cellulose pulp. The IBE fermentation was only performed using synthetic sugar solutions. The sugar solutions were fermented in two different bioreactors of nominal volume of 1 L and 2.2 L, while a septum bottle was used for the lower volume of yellow birch sugar solution. The synthetic sugars served as benchmarks for fermentation with yellow birch-derived sugars. For all fermentation runs, a pre-culture was prepared in a 500-mL serum bottle by introducing 68 mL of a synthetic sugar mixtures, which were composed of 60.00 g/L glucose, 26.00 g/L xylose, 4.68 g/L mannose, 1.17 g/L galactose and 0.78 g/L arabinose. A volume of 7 mL of the preserved strain and 125 mL of the TYA media were used in an agitated incubator at 37°C and 150 rpm for 72 h with the exception of those with the Clostridium beijerinckii DSM 6423 and wild strains that were isolated from swamps, paper sludge, and composting sites, which were maintained under anaerobic condition at 35°C for 96 h. The stirring speed was kept constant for 96 h. For each 1 L fermentation volume, 340 mL of sugar mixtures and 650 mL of the previously prepared TYA media were injected into the reactor in a sterilized manner, and inoculated with 10 mL of the pre-culture. About 5 mL of samples were withdrawn for the analysis at 0, 4, 24, 28, 48, 52, and 72 h. To control foaming of the fermentation broth, 100 μL of sterilized silicon oil is injected into the reactor after samples were withdrawn at 28 h. Contamination tests were performed at 0 and 72 h. The optical density was measured in the same manner for both the pre-culture and fermentation runs. A volume of 4 mL of the withdrawn samples was placed in Falcon tubes and centrifuged at 10,000 rpm for 15 min. About 1 mL of the supernatant was then withdrawn and read in a spectrophotometer at 600 nm-wavelength. The other 1 mL that was not centrifuged was also read at the same wavelength. In cases where the absorbance was greater than one, dilutions were made prior to measurement and the calculations adjusted for the dilution factor.
Analytical Methods
Wood and cellulose composition
Comprehensive characterization of the yellow birch biomass and pretreated samples were determined according to the NREL Laboratory Analytical Procedure. 65 A two-step hydrolysis was used to fractionate the biomass to enable quantification. The acid soluble lignin was quantified with a UV-Vis spectrometer (Shimadzu, Japan). After drying of the residue at 105°C for 24 h, the weight of the dried solid corresponded to the acid-insoluble lignin and ash in the sample. The ash content was quantified by further heating the solids to 575°C for 24 h and measuring the final weight. Monomeric sugars in the supernatant were quantified by HPLC equipped with a refractive index detector and an Aminex HPX-87H column of 300 x 7.8 mm size, into which a volume of 20 μL was injected. The mobile phase was 0.005 M H2SO4, and the column was operated at 65°C with a flow rate of 0.6 mL/min and a retention time of 60 min. Table 2 provides a breakdown of biomass and carbohydrates compositions.
Composition of Biomass and Carbohydrates
Furans and sugars analysis
The same HPLC equipment and method described above was used for the analysis of furfural, hydroxmethylfurfural (HMF) and the sugar concentrations after enzymatic hydrolysis. It was also used to determine the sugar consumption as well as butanol production during fermentation. The retention times for the compounds, in minutes, for each component were cellobiose 7.61, glucose 9.28, xylose 9.58, arabinose 10.92, acetic acid 15.85, butanol 38.93, HMF 33.7, and furfural 51.52.
Fermentation solvents and organic acids analysis
Organic acids and solvents concentrations were measured using a Varian CP-3800 Gas Chromatograph equipped with a Flame Ionization Detector (FID) and an EC-WAX 30 m x 0.25 mm, 0.25 μm column. Samples (0.3 μL) were injected at 225°C. Helium was used as the carrier gas with a flow rate of 5 mL/min. The FID temperature was 300°C, and the temperature program comprised holding the oven temperature at 40°C for 3 min, ramping at 20°C/min to 140°C, ramping at 60°C/min up to 220°C and finally holding at the final temperature for 5 min. For ABE fermentation, a reference standard containing 400 ppm of acetone, ethanol, butanol, acetic acid and butyric acid was used; it also contained 100 ppm of dioxane and isobutryric acid, which served as internal standards to correct possible errors due to the injection volumes. For IBE solvents analysis, a ZB-WAX column 30 m x 0.325 mm, 0.5μm was used instead and isopropanol was included in the reference standard.
pH monitoring
The pH during fermentation was monitored by in-built reactor measurement system. In all other cases, an Orion™ 2-Star Benchtop pH Meter was used.
Results and Discussion
Identification of Optimal Pretreatment Conditions
Given that the cellulose portion of the yellow birch biomass is the most abundant wood fraction, it was the targeted for valorization. Although acidic solutions such as SO2-ethanol-water (SEW) fractionation process are attractive platforms for future lignocellulosic, the choice of pretreatment method was narrowed down to an alkali-based method for this study due to the prevalence of Kraft pulping mills in the region with surplus yellow birch considered in this work. The chemicals Na2CO3, Na2S and NaOH that are employed in the Kraft process (one of the most predominant method for producing cellulose pulp globally) were investigated under different conditions to determine the most suitable, as listed in Table 1. During Kraft cooking, the H-factor is a kinetic model that indicates the severity of delignification and is a function of temperature and time. Both variables were changed, in addition to the liquor/biomass ratio, in order to evaluate their potential impact on the level of delignification. This also made it possible to compare with typical Kraft pretreatment conditions (170°C for up to 2 h). As shown in Fig. 3, different levels of cellulose (given in terms of sugars) fractionation can be obtained.
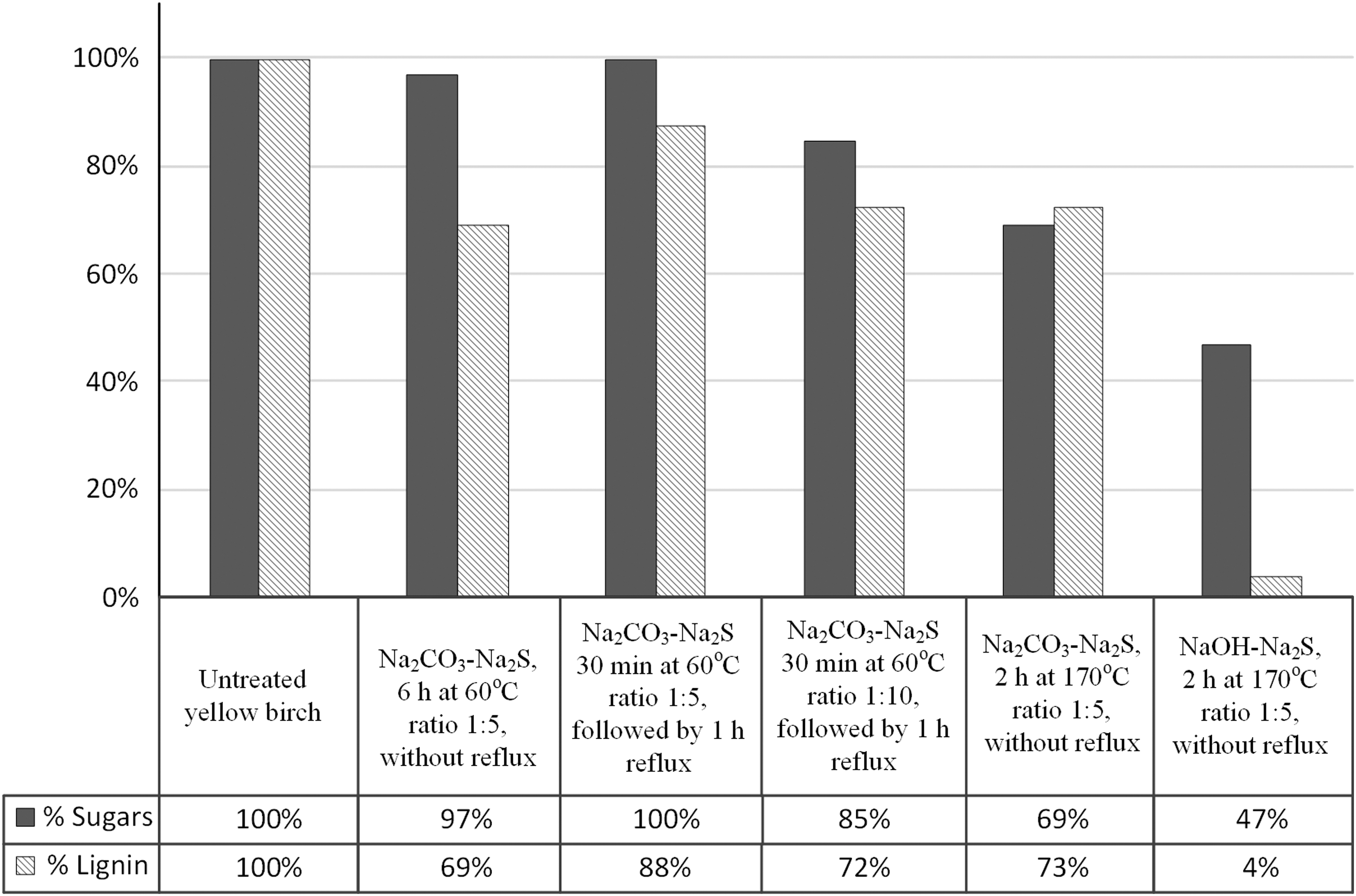
Differences in cellulose and lignin yields after the pretreatment of the yellow birch biomass.
The lower temperature range of 60°C was selected to reflect partial delignification during deacetylation at low temperature, as published in the NREL dilute-acid and enzymatic deconstruction of biomass to sugars and catalytic conversion of sugars to hydrocarbons report. 66 The pretreatment tests were run at 60°C, and then the temperature was increased to 100°C and maintained for 1 h. It was evident that the combination of Na2CO3 and Na2S cannot be used for effective fractionation of the yellow birch biomass, as the highest sugars purity obtained was about 78%, for residence times as high as 18 h and temperature of 60°C, which is not industrially feasible. Increasing the temperature to 170°C but using a lower residence time resulted in even lower sugar purity. The highest sugar purity (97.04%) was obtained with a combination of NaOH and Na2S at a cooking temperature of 170°C, residence time of 2 h, and a biomass-to-liquor ratio of 1:5. Hence, this condition was selected for pretreatment prior to all enzymatic hydrolysis runs.
Mass balance closures and implications for biomass valorization
The Kraft process is one the dominant methods for producing cellulose globally. Hence, the use of cooking chemicals for pretreatment met the expectation of near complete removal of lignin. However, in view of the modern biorefinery, where all fractions of biomass are successfully recovered and transformed, we recognize that its performance can be improved by the development of newer processes tailored for biorefinery development, such as an integrated supercritical CO2-enzymatic hydrolysis biopathway. The mass balance provided in Fig. 4 shows that even though about 65% of the glucose is conserved after the pretreatment step, a significant fraction of the hemicelluloses (i.e., xylose, arabinose, mannose and galactose) and biomass, are not recovered. The fact that they were not present in the filtrate streams indicated that they have been degraded into other forms that were not identified in this work. Possible compounds include hydroxyl-monocarboxylic acids, dicarboxylic acids, and oligosaccharides.
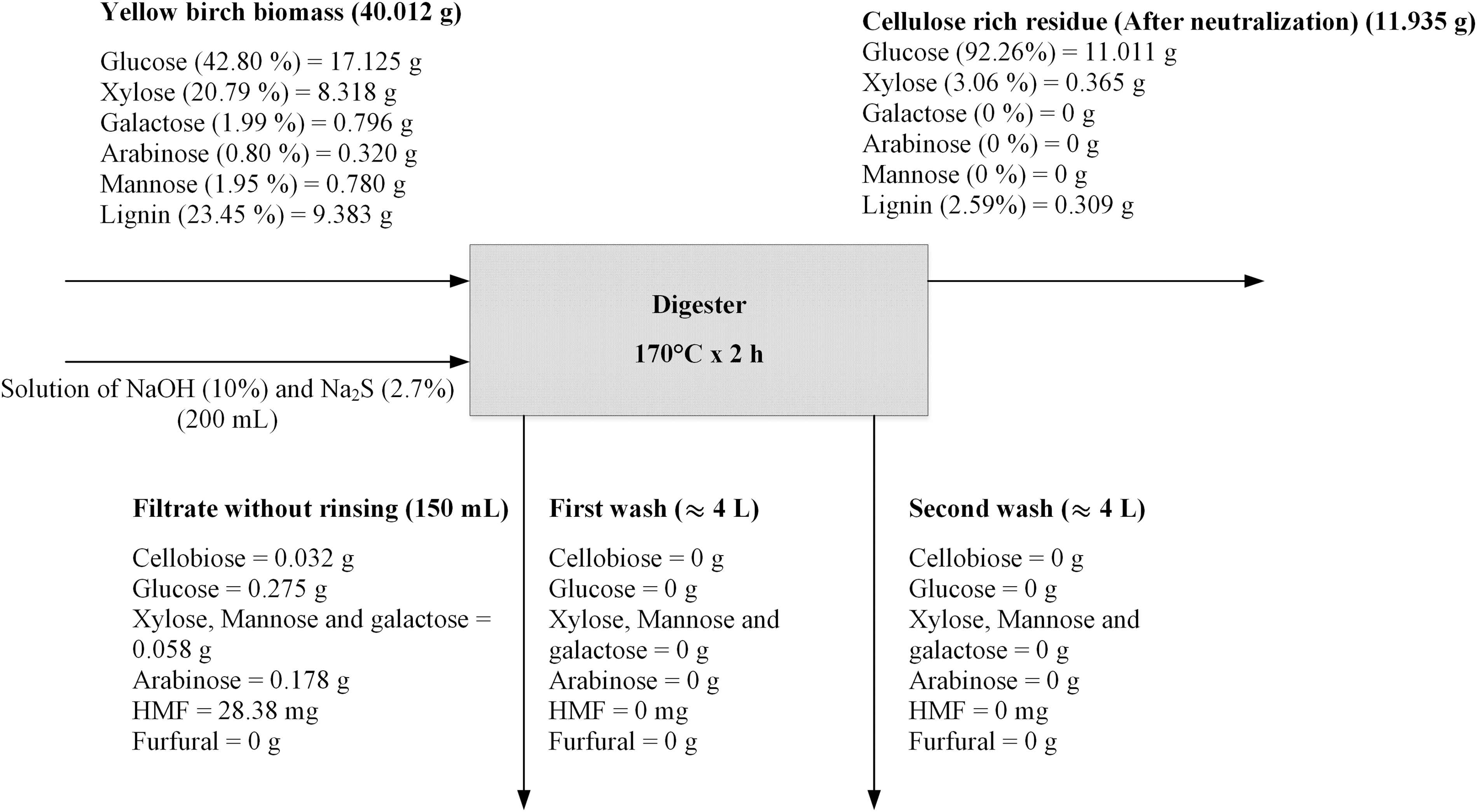
Mass balance for the selected pretreatment condition using NaOH 10% and Na2S 2.7%.
Fed Batch Enzymatic Hydrolysis
Enzymatic hydrolysis of the pretreated yellow birch biomass was evaluated by two different types of runs, namely high solids charge (HSC) and low solids charge (LSC), with both having similar cellulose loading. Solids charge refers to the solid fraction in the hydrolysates. Both enzymatic hydrolysis commenced with a 4.5% (wt/vol) cellulose charge. The HSC hydrolysis had a fed batch addition of 4.5% (wt/vol) cellulose every 80 h. Samples were withdrawn at regular intervals for analysis and monitoring by HPLC. When it is observed that the glucose concentration remained unchanged, about 4 mL of Accellerase® 1500 and 0.4 mL of Accellerase® XY enzymes were added. The production of glucose was selected as the indicator of hydrolysis efficiency because it made up the highest fraction of the biomass. For the LSC hydrolysis, about 1.15% (wt/vol) of cellulose was added every 24 h. The same amount of enzymes was added in a similar manner for the LSC hydrolysis. The results are shown in Fig. 5. It can be seen that in all cases, the use of a lower solids charge resulted in 7% higher glucose and hemicellulose monomers (xylose, mannose and galactose) yields. This difference is more pronounced for the cellobiose where the LSC yield was about 67 % higher. This trend is not unexpected as it is known that an increase of substrate concentration leads, under certain conditions, to yield decreases. Such a trend could not be adequately explained based on current levels of knowledge for enzyme-substrate interactions. 67 More recently, it has been attributed to product inhibition as a consequence of high diffusional limitations, which lower the binding capacity of enzymes. 68 Importantly, the results provided an indication of how the yield and sugar concentrations can be affected when attempting to lower the residence time as well as energy and water inputs during process scale-up.
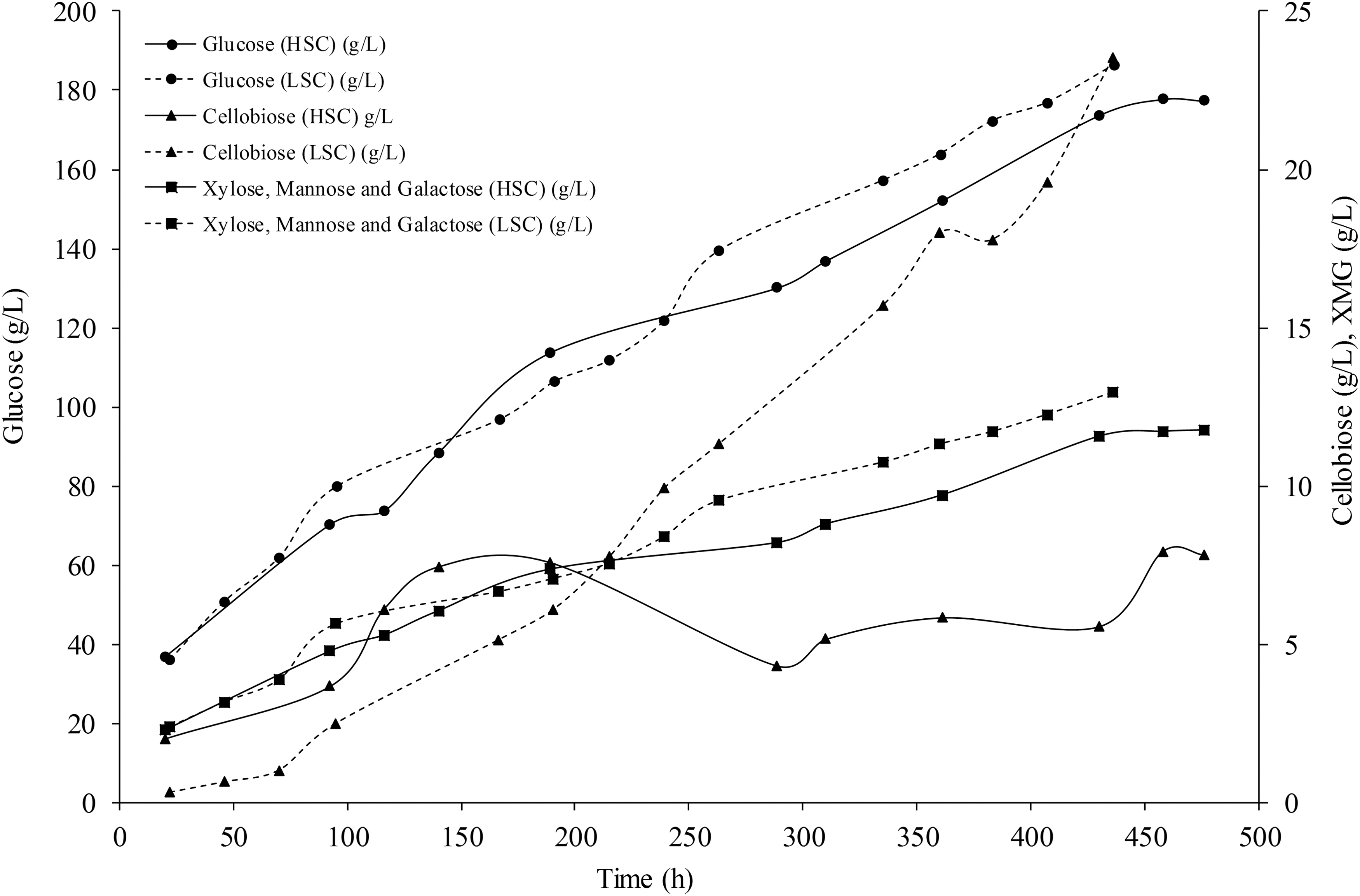
Concentration profile of hydrolyzed sugars with low solid charge and high solid charge.
Identification of Optimal Fermentation Conditions
In order to assess the different modes of nitrogen supply to maintain an anaerobic state during fermentation, Clostridium acetobutylicum conversion of mixed sugars into ABE solvents was investigated. All fermentations were performed with a bioreactor and had a volume of 1 L, agitation of 150 rpm, and inoculum volume of 10 mL, but with nitrogen supplied continuously or intermittently. During continuous mode, nitrogen was supplied for the first 24 h at 550 kPa and a flow rate of 500 mL/min; it was subsequently reduced to 276 kPa and a flowrate of 100 to control consumption. For the intermittent mode, nitrogen was sparged for 2 h at 500 mL/min and then the valve was closed for 24 h. Subsequent sparging of 100 mL/min was carried out for 3 h at the end of every 24-h cycle. The different growth patterns of C. acetobutylicum DSM 792 during the experiments are shown in Fig. 6a. The runs A1 and A2 had an intermittent supply of nitrogen, while A3-A8 had a continuous supply. In general, peak growth was observed between 48 and 52 h for all runs, except for A5 and A6. The butanol production for cases where a peak growth was observed were A1 (11.4 g/L), A2 (10.5 g/L), A3 (9.3 g/L), A4 (9.0 g/L), A7 (10.0 g/L) and A8 (10.7 g/L). A corresponding pH trend was also observed, as shown in Fig. 6b. The two runs that did not follow the trend were A5 (0.95 g/L) and A6 (0 g/L), and this could be because they were performed in a different bioreactor with all other conditions and procedures held the same.
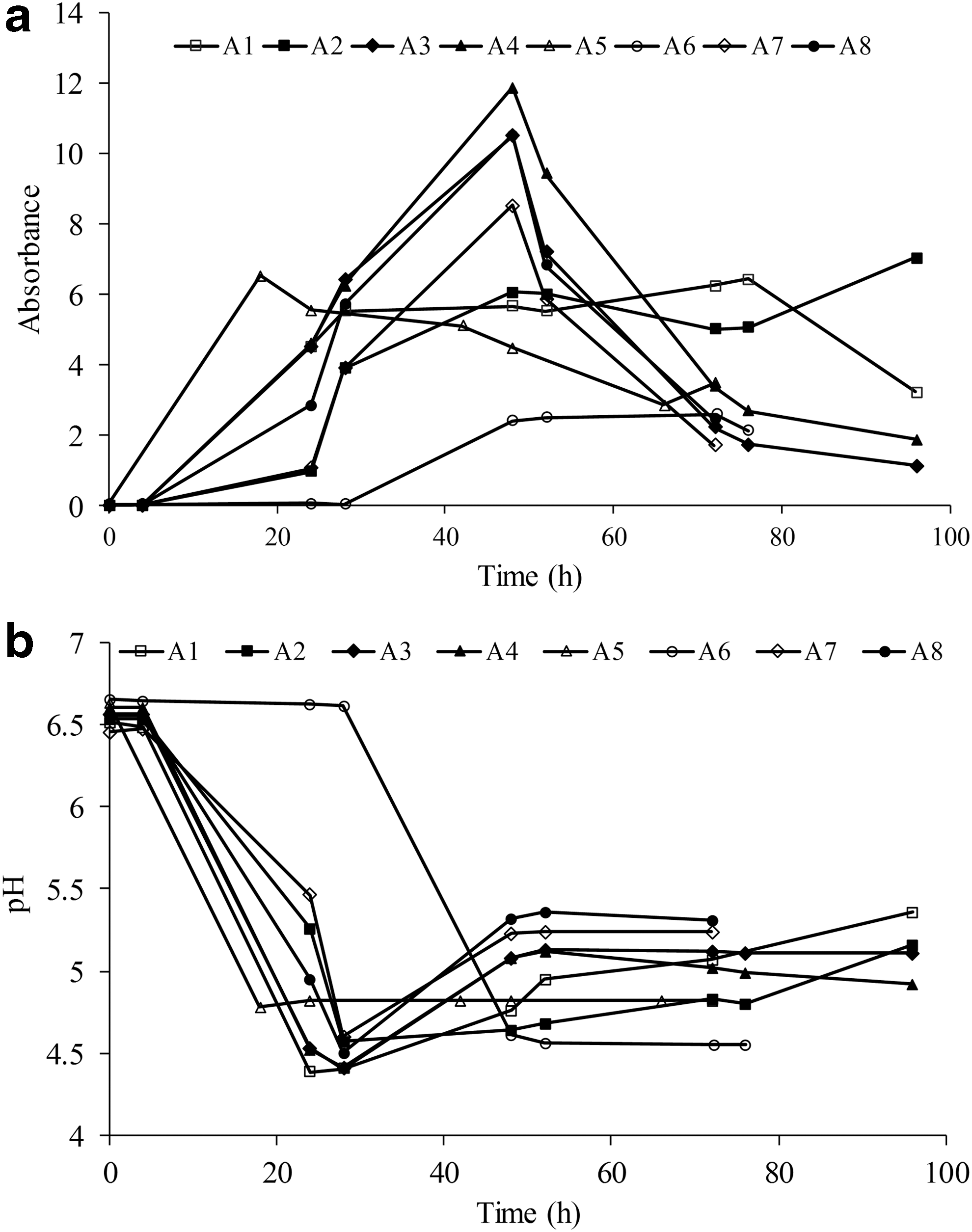
Growth profile of Clostridium acetobutylicum under continuous and intermittent supply of nitrogen:
For the outliers, it can be seen from the pH profile that there was no inflexion of the pH, which indicates that there was no switch from the acidogenic phase (during which acetic and butyric acids are produced and the pH lowered) to the solventogenic phase for ABE solvents production, which is accompanied by an increase of pH. This failure to switch is commonly referred to as acid crash and can be attributed to the combined concentration of undissociated acetic and butyric acid exceeding an organism-specific threshold. The yields observed for all the successful fermentation runs were similar, and ranged from 0.18 to 0.18 g BuOH/g sugars consumed. Enhancement of fermentation yields by reinforcement with CaCO3 was also evaluated using serum bottles fermentation in anaerobic jars. It was shown that when 5 g/L of it is present in the fermentation medium, the butanol yield is higher than in its absence (0.2214 versus 0.1996 g BuOH/g sugars consumed). Importantly, the fermentation yields were about 13% higher when mixed sugars solutions are fermented in comparison to only glucose solutions.
Fermentation of Yellow Birch Hydrolysate Solutions
Impact of the pH buffer on fermentation
After it was observed that direct fermentation of the yellow birch hydrolysate fermentation did not result in ABE solvents production, it was concluded that this cannot be due to the protocol or experimental method employed but rather the composition of the prehydrolysate solution because the protocol worked well with the synthetic sugar solution. Tests with dilution factors of 4, 8 and 10 were run to determine the effect of the pH buffer and antibiotic in the medium, where the synthetic sugars represented 26, 63 and 70% of the total sugars, respectively. The fermentation lasted 72 h and was operated at 37°C and 150 rpm. The compositions of the medium used are shown in Fig. 7. The hydrolysate with 4X dilution had peak growth at about 47 h and the profile was similar to that of the synthetic mixed sugar solutions. For the other two, it was already observed after 24 h of fermentation. The pH profile revealed that the minimum pH observed for both 4X and 8X dilution was superior to 5, and in the favorable range for solvents production based on experience with all the experiments conducted. This explains why the butanol concentrations obtained were 9.59, 9.98 and 3.96, respectively for the three levels of dilutions shown in Fig. 7. When the productivities in g BuOH/g sugars are observed, they are in the order A (0.21) > B (0.19) > C (0.17) with significant differences between the minimum and the maximum. The results made it possible to conclude that it is necessary to reduce the amount of pH buffer and antibiotic down to a quarter of the initial amounts for all subsequent fermentation runs.
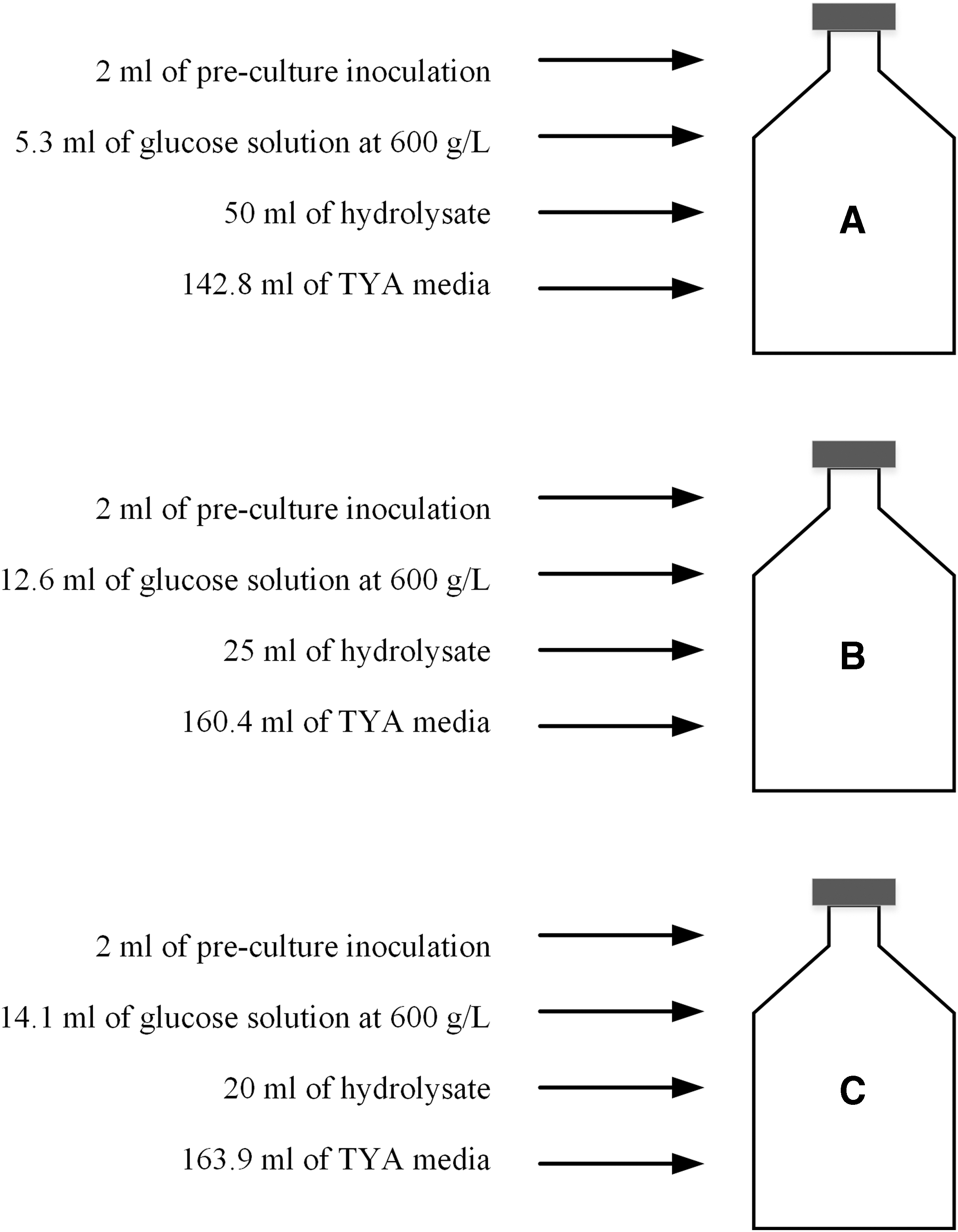
TYA medium for hydrolysate fermentation;
Fermentation with reduced amount of pH buffer
It was also seen from additional reproducible experiments that dilution of the hydrolysate solution results in high fermentation concentrations on n-butanol, which are comparable to the highest reported values that have been published (10.37–10.77 g/L of n-butanol). This could be due to lower quantities of toxic compounds, which can exert stress on the cells. After dilution of the hydrolysate from a total sugar monomer concentration of 194.3 down to 64 g/L (94% glucose content in both cases), the maximum amount of ABE solvent produced as well as the consumption of sugars is illustrated in Fig. 8. After a period of 72 h had elapsed, a lowering of the pH was observed when the production of ABE solvents ceased. The concentration of ABE solvents in the medium at the end of fermentation was 13.1 g/L of n-butanol, 8.2 g/L of acetone, and 2.7 g of ethanol. The organic acids were considerably lower with 0.2 g/L of butyric acid and 1.1 g/L of acetic acid obtained. Benchmarking tests conducted in parallel using synthetic solutions containing similar sugar distributions showed that the results obtained were as high as with synthetic solutions. The maximum tolerable substrate concentration is one of the key variables for high fermentation yields ≥0.2 g/g (based on total solvent/dry sugar weight) as well as biobutanol selectivity and survival of the microorganisms. Higher substrate concentrations (> 70 g/L) did not have a positive impact on butanol production. In addition, a preferential conversion of glucose was observed in comparison to other pentoses and hexoses that are present. Near complete delignification was also shown to be necessary for butanol production.
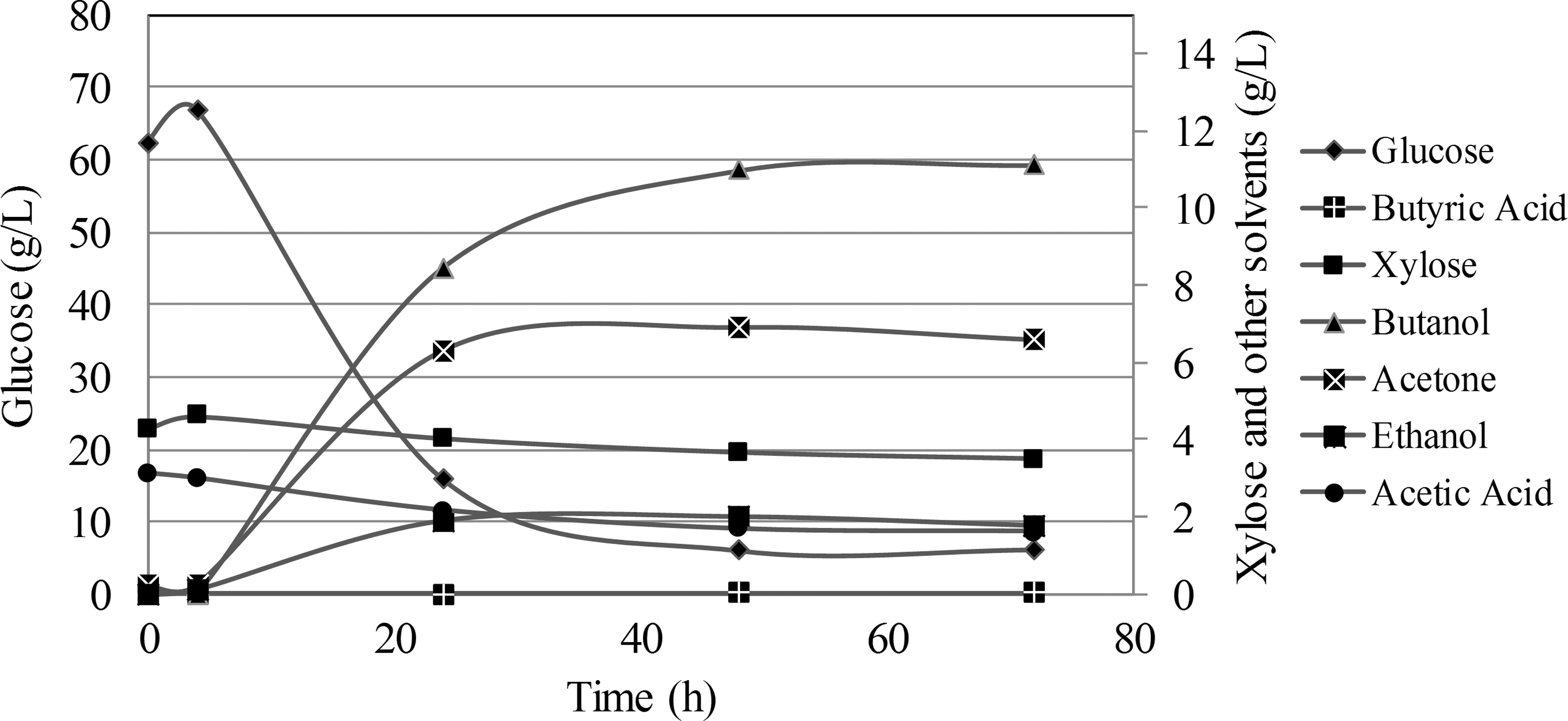
Concentration profile of substrates and ABE solvents during fermentation.
IBE Fermentation Using Clostridium Beijerinckii and Wild Strains
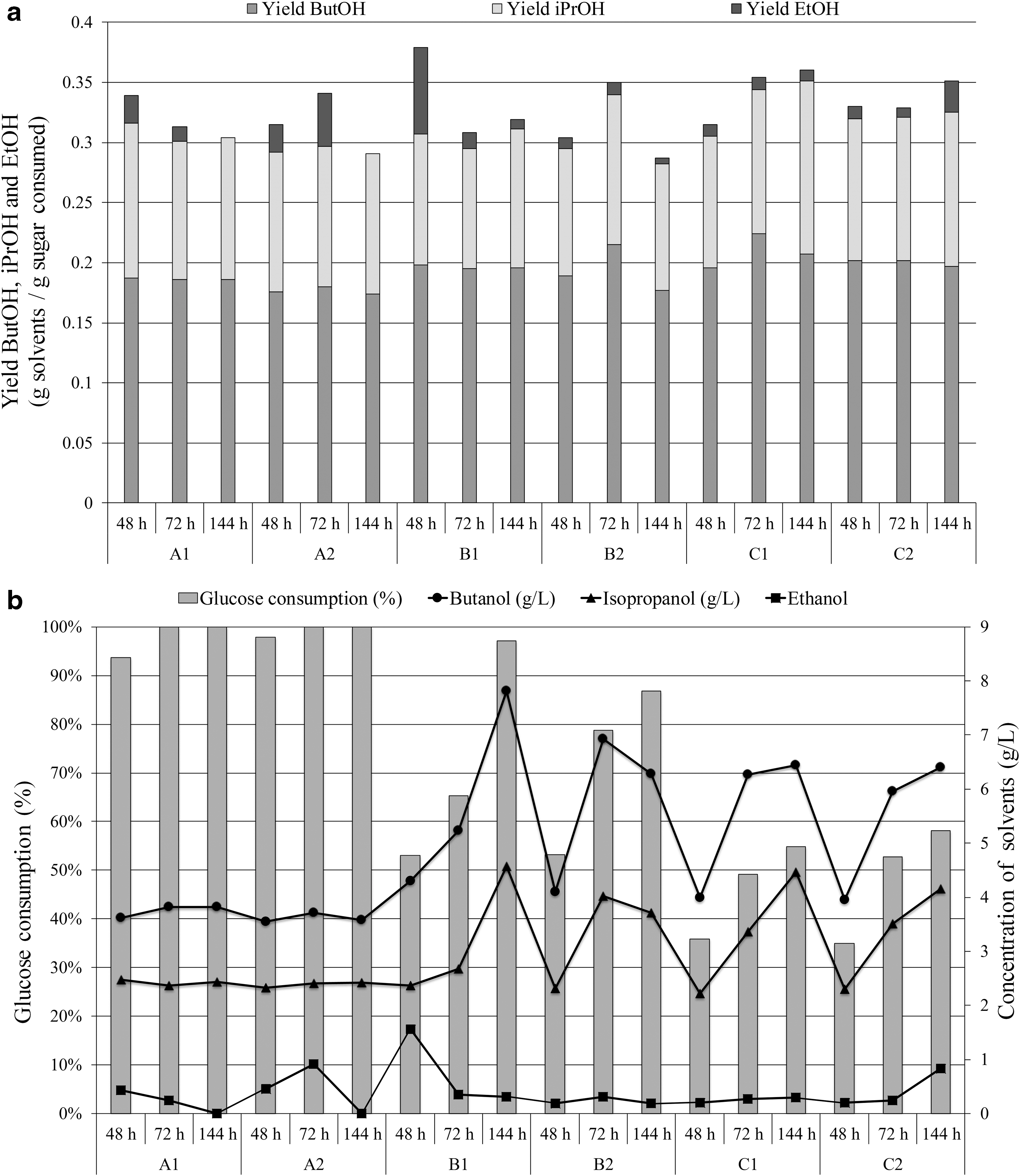
To establish a benchmark against which wild strain fermentation results will be referenced, glucose solutions were used as the substrate in duplicate experiments using C. beijerinckii (DSM 6423). Three levels of sugar concentrations were investigated, namely A (20 g/L), B (40 g/L) and C (60 g/L). The solvent yields (g/g of sugar consumed) for the three sugar substrate concentration levels (A, B and C) were in similar range. However, the butanol titres at the end of fermentation were significantly different, as shown in Fig. 9. Complete utilization of glucose was only observed when the sugar concentration was lowest (A). This indicates that a trade-off is necessary between sugar conversion and solvent yields prior to process development. The solvent yield ranged between 0.287 and 0.379 g/g, while the solvent titres ranged between 6.0 and 12.7 g/L. It remains essential to optimize the fermentation protocol to obtain higher IBE solvents yields using the commercially available Clostridium beijerinckii DSM 6423 strain. Bacteria strains were isolated from swamp, paper sludge and composting sites in Quebec. The sites had been selected because swamps are known to have the presence of butanol-producing strains, paper sludge to have the presence of cellulose-utilizing strains, and composting sites because of the presence of both cellulose-utilizing and butanol-producing strains. Only strains isolated from the swamp and compositing sites gave indications of gas evolution when placed in a hot bath at 70°C. Further fermentation tests indicated that the best performing strains led to the production of ethanol for both cases, with glucose consumptions ranging between 3 and 43%. However, only one strain that was sourced from a swamp produced isopropanol (0.96 g/L) and butanol (2.1 g/L). The source area has now been identified for further isolation.
Implication of Paradigm Change on Product Recovery
Butanol fermentation via IBE pathways has been gaining attention as it offers several advantages in comparison to the ABE pathway. One of the challenges, however, is the commercial availability of more butanol-tolerant strains with high isopropanol productivity and near zero acetone production. We have identified a strain that is a candidate for optimization and possible genetic modification. Some of the obstacles that remain to be scaled include near complete conversion of acetone into isopropanol coupled with high sugar conversion and improved solvent titres. Low solvent titres increase recovery costs and low solvent yield increases feedstock costs. Liquid-liquid-liquid extraction has also been investigated as a means of solvent recovery with low energy requirements. However, there has been limited discussions and investigation on commercial-scale implementation of IBE fermentation. It is to be expected that distillation will be used after liquid–liquid extraction to obtain product streams with high purity levels and enhanced energy efficiency of the integrated separation-purification system. Our preliminary investigation shows that there is an extra level of complexity associated with IBE fermentation because isopropanol forms an additional azeotrope with water. In general, for product streams containing butanol, ethanol, acetone, water, butyric acid and acetic acid, the expected four binary azeotropes on mass basis are ethanol (96%)-water (4 %), butanol (56%)-water (44%), isopropanol (87%)–water (13%), and butyric acid (14%)–water (86%). If the product streams are to be recovered as individual streams, the use of distillation for IBE solvents recovery in the presence of organic acid has not been reported and this will be important for the commercial scale implementation. The only related publication by Díaz and Tost
69
deals with the dehydration of the IBE solvent and not the separation and recovery of the isopropanol, butanol and ethanol fractions. The minimum number of distillation sequences (NS
) that can be employed depends on the number of products (P), and can be described by:
Table 3 shows a typical composition of solvents that can be expected from an IBE fermentation in which 50% of the acetone is successfully converted into isopropanol after a recovery column has been used to remove a significant amount of the water in the fermentation reaction outlet stream.
Typical Composition of Solvents Produced in an IBE Fermentation Process
This raises a complex design challenge of the distillation sequence to separate and purify the mixture, as 132 distillation sequences will be possible. However, if both acetic and butyric acids have a low concentration and can be recovered alongside the water stream, five product streams will still need to be taken into consideration for the distillation sequencing—therefore, reducing the option of sequences to 14 distillation sequence alternatives, as shown in Table 4. In such cases, an optimization from the standpoint of energy requirement will be required to determine the separation sequence that will lead to the least operating cost and investment capital requirement.
Distillation Sequence Alternatives
A: Acetone; E: Ethanol; I: Isopropanol; W: Water; B: Butanol. “/” represents separation.
The distillation sequence alternatives can be further narrowed down to four with a prior liquid-liquid extraction step to completely remove water and recover the inorganic fraction. If this can be successfully achieved, there will no longer be the presence of azeotropes. Therefore, the separation and product recovery by distillation will be less complex. Figure 10 shows the alternative configurations that will be possible.
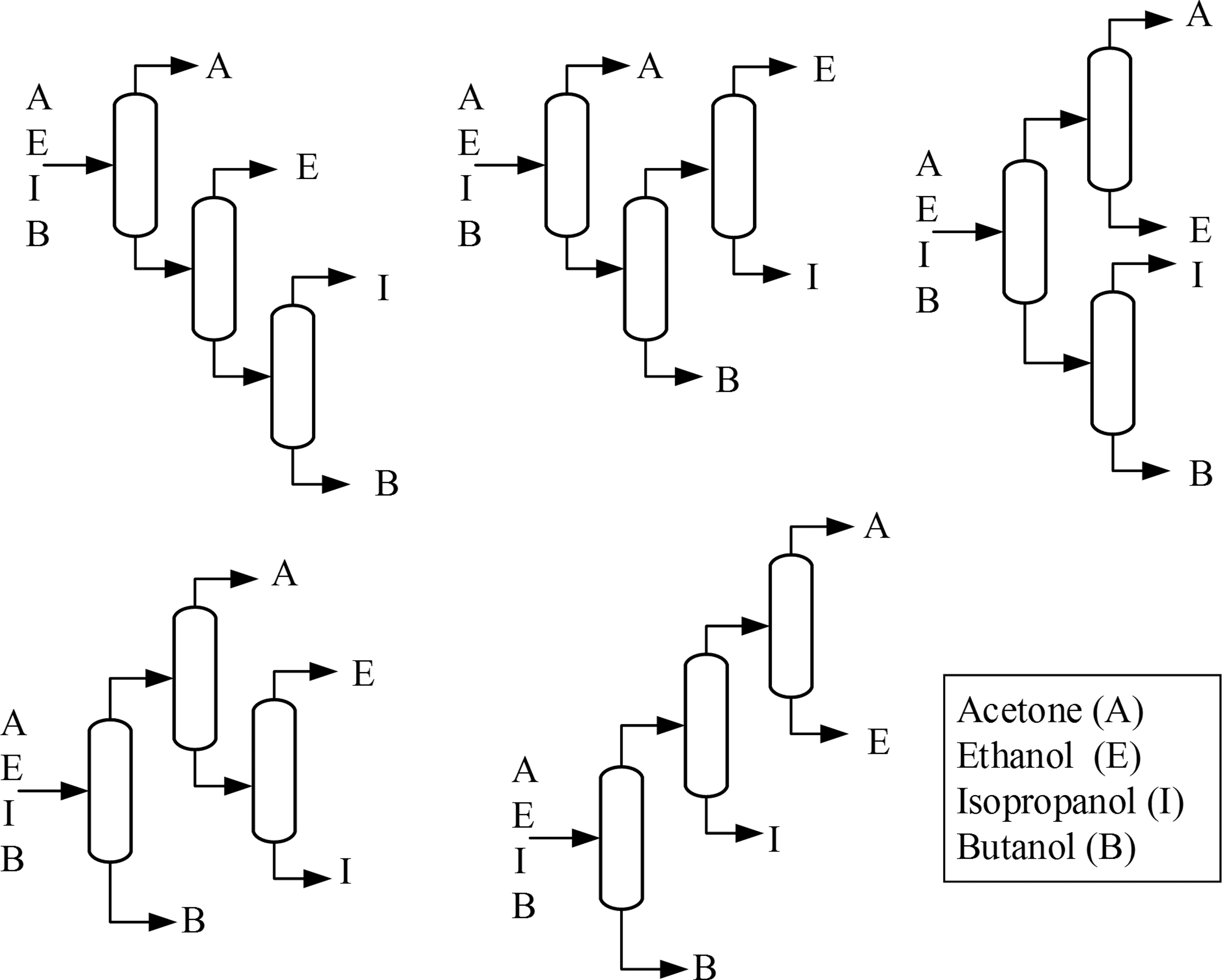
Alternative sequences for the separation of acetone, ethanol, isopropanol and butanol.
Conclusion
This work successfully shows that the production of butanol and organic acids from Eastern Canadian yellow birch biomass in batch anaerobic fermentation based on C. acetobutylicum is technically feasible. In all cases, a preferential utilization of glucose over other sugars was identified. The maximum tolerable substrate and inhibitors concentration are important criteria for product selectivity and longevity of the microorganisms. Specifically, increasing sugar concentrations above 70 g/L had no favorable impact on n-butanol yield. In addition, it was shown that even though alkaline-based pretreatment processes are favorable for lignin recovery and butanol production, a trade-off would be required to minimize losses in the form of degradation products to assure economic viability.
IBE fermentation represents a paradigm shift for butanol production via fermentation. To harness this opportunity, the ability to co-ferment pentoses and hexoses must be developed, in addition to low energy intensity processes for the separation and recovery of the produced solvents. The future work is directed towards optimizing fermentation process to obtain higher IBE solvents yields using the commercially available C. beijerinckii DSM 6423 strain; understanding the difference in the solvent ratio produced by the isolated strain; metabolic engineering of an isolated strain to enhance the natural ability; and performing computer-aided simulation for detailed mass and energy balance and developing a process for energy efficient and economical solvent recovery.
Footnotes
Author Disclosure Statement
No competing financial interests exist.