
Abstract
Butanol is an important bulk chemical and considered an advanced biofuel with better properties than ethanol. It can be produced by acetone–butanol–ethanol (ABE) or isopropanol-butanol-ethanol (IBE) fermentation by various Clostridium spp. In this work, eucalyptus wood pretreated in a steam explosion continuous type reactor and enzymatically hydrolyzed was used as culture medium. The effect of corn steep liquor (CSL), a low-cost source of protein, vitamins and minerals, to the enzymatic hydrolysate as a substitute for both P2 stock vitamin solution and yeast extract on ABE and IBE fermentation performance was studied. C. beijerinckii DSM 6422 and C. beijerinckii DSM 6423 were used for ABE and IBE production, respectively. No significant difference was observed for butanol concentration, yield, and productivity when CSL was used instead of P2 stock vitamin solution in both ABE and IBE fermentations (p > 0.05). Therefore, CSL could replace P2 stock vitamin solution without significant detriment to the production of butanol by both ABE or IBE fermentation.
Introduction
Research interest in producing chemicals and fuels from renewable feedstocks has increased due to the need to develop a low carbon economy to mitigate climate change and increase energy security. 1 –3 Butanol, a four-carbon alcohol, is considered an advanced biofuel with many applications in chemical industries. 4 As a biofuel, it has been shown to have superior properties to ethanol. 2 –5 The butanol fermentation process consists of two major phases: (1) acidogenesis during exponential growth, with acetic and butyric acid production, and (2) solventogenesis during transition from exponential to stationary growth, when acids are used for solvent production. 6 –8 Coproduction of acetone in ABE fermentation is considered undesirable because of its corrosiveness to rubber engine parts and poor fuel properties. 9 Instead of acetone, some native Clostridium beijerinckii strains produce isopropanol, which makes the produced mixture suitable for use as a fuel. 10,11
Lignocellulosic materials are the most abundant, sustainable, and cost-effective biomass. Among the different available types of lignocellulosic biomass, eucalyptus has comparatively high cellulose and hemicellulose content and compositional uniformity. Moreover, eucalyptus wood is one of the most abundant wood species in Uruguay. It is generated from wood transformation processes and is available throughout the year. 8
Steam explosion pretreatment is an efficient and commonly used physicochemical method for pretreating lignocellulosic materials. 12 It has several advantages compared to other pretreatment technologies, including low environmental impact, less hazardous process chemicals, high sugar recovery, and high energy efficiency. 13 However, depending on the severity of the pretreatment, several compounds could be formed during pretreatment that can negatively affect the fermentation process, including furfural, 5-hydroxymethylfurfural (HMF), acetic acid, formic acid, and phenolic compounds derived from lignin breakdown.
Fermentation media composition plays an important role in cell and product yields. Besides pretreatment, hydrolysis, and detoxification (if necessary) of lignocellulosic materials, the nutrients added to the fermentation medium are critical in lignocellulosic hydrolysate fermentation performance. In general, nutrients, including nitrogen sources, buffer reagents, metal ions, and vitamins, are supplemented to the fermentation medium to compensate for nutritional deficiencies of lignocellulosic hydrolysates. Several researchers have reported a standard medium for C. beijerinckii strains composed of yeast extract, buffer, minerals and vitamins P2 stock solutions. 1,8,14,15 The P2 stock solutions contained: (i) buffer solution (K2HPO4 50 g/L, KH2PO4 50 g/L, ammonium acetate 220 g/L; (ii) minerals solution (MgSO4·7H2O 20 g/L, MnSO4·H2O 1 g/L, FeSO4·7H2O 1 g/L, NaCl 1 g/L; and (iii) vitamins solution (p-amino benzoic acid 0.1 g/L, thiamine 0.1 g/L, and biotin 0.001 g/L). Even though supplementation of nutrients is considered important to enhancing butanol production by ABE and IBE fermentation from lignocellulosic hydrolysate, avoiding nutrient supplementation would reduce overall production cost and simplify medium composition. However, the utilization of low-cost nutrients could reduce the overall cost of the fermentation process. 15,16
Corn steep liquor (CSL) is an inexpensive nutrient that could replace yeast extract and/or vitamins P2 stock solution. CSL is a byproduct of corn wet-milling that contains a rich complement of important nutrients to support robust microbial growth and fermentation. 15 –17 It was originally used as a nutrient source in the 1940s in the development of large-scale penicillin fermentation. Nowadays, it is extensively used in diverse industrial fermentation processes. 17,18 It has been used for mannitol production by Lactobacillus intermedius, 19 succinic acid production by Actinobacillus succinogenes, 20 ethanol production by Saccharomyces cerevisiae strains 17 or Clostridium strain P11 21 and Zymomonas mobilis, 18 and butanol production by C. beijerinckii BA 101 22,23 and Clostridium acetobutylicum PJC4BK_AdhE1. 24
In this work, enzymatically hydrolyzed, steam-exploded eucalyptus wood was used as raw material for ABE and IBE production. The main aim was to study the effect of adding CSL to the enzymatic hydrolysate as a substitute for both P2 stock vitamin solution and yeast extract on ABE and IBE fermentation performance.
Materials and Methods
Preparation and Characterization of Raw Material
Eucalyptus grandis wood logs were used as raw material in this study. They were first chipped and then ground with a cutting mill to pass a 4-mm screen. The milled E. grandis was air-dried until equilibrium moisture (around 8% w/w) was reached and stored at room temperature until use.
Steam Explosion Pretreatment
The milled E. grandis was subjected to steam explosion pretreatment in semi-continuous pre-pilot equipment (Advance Bio Systems LLC, model S1401-D2011) installed at the pilot plant of Technological Laboratory of Uruguay (LATU, Montevideo). The steam explosion was performed at 200°C and a residence time of 10 min. After pretreatment, the solid (pretreated eucalyptus) and liquid (hemicellulosic hydrolysate) fractions were collected and separated by filter pressing. The pretreated solid was water-washed 3 times (10 g of distilled water per g of pretreated solid) and separated by filter pressing. The washed pretreated eucalyptus was then characterized for total solids, carbohydrates and lignin according to NREL protocols 25 and stored at 4°C until its use for enzymatic hydrolysis experiments.
Enzymatic Hydrolysis of Pretreated Eucalyptus
The pretreated eucalyptus was subjected to enzymatic hydrolysis using Cellic CTec 2 (cellulase activity 154 FPU/mL). The enzymatic hydrolysis was performed at 50°C and pH 4.85 (using 0.05 M citric acid-sodium citrate buffer) in 250-mL Erlenmeyer flasks with orbital agitation (Infors HT Ecotron, Switzerland) at 150 rpm for 72 h. The solid and enzyme loadings were 16% (w/w) and 28 FPU/gglucan, respectively. After enzymatic hydrolysis, the supernatants (cellulosic enzymatic hydrolysate) were recovered by centrifugation at 7,100 g for 30 min to remove the solid wastes and collected for chemical analysis.
Microorganisms and Inoculum Preparation
C. beijerinckii DSM 6422 and C. beijerinckii DSM 6423, obtained from the German collection of microorganisms (DSMZ, Leibniz, Germany), were used in all the fermentation assays performed in this study. Both lyophilized strains were activated and cultured in reinforced Clostridial medium (RCM) containing peptone 10 g/L, beef extract 10 g/L, glucose 5 g/L, sodium chloride 5 g/L, yeast extract 3 g/L, sodium acetate 3 g/L, soluble starch 0.5 g/L and L-cysteine-HCl 0.5 g/L, at 4°C under anaerobic conditions. A pre-culture was prepared by inoculating 2 mL of the stock culture into a serum bottle containing 40 mL of the RCM medium, which was then incubated in orbital shaker (Infors HT Ecotron, Switzerland) at 35°C and 150 rpm for 24–26 h until active growth was observed by vigorous gassing.
The seed cultures for the fermentation were prepared in 250-mL bottles with 100 mL of inoculum medium containing 30 g/L glucose, 1 g/L yeast extract and 1% (v/v) of filter sterilized P2 stock solutions. The medium was swept with O2-free N2 over the headspace of the bottles and then sterilized at 121°C for 15 min. On cooling to room temperature, 1% (v/v) of filter-sterilized P2 stock solutions were added, followed by inoculation with 10% (v/v) highly-active cells that were grown in RCM. The cultures were then incubated at 35°C and 150 rpm for approximately 16–20 h.
Fermentation Media Evaluation
The addition of CSL as a substitute for yeast extract, vitamin P2 stock solution, or both was evaluated. Fermentation tests were performed in 100-mL bottles with 40 mL of the medium. Eucalyptus cellulosic hydrolysate with a total sugar concentration of 50 g/L was supplemented with yeast extract (1 g/L) and CSL (5 g/L) when corresponded (Table 1). The pH was initially adjusted to 6.0±0.1, and the medium was swept with O2-free N2 over the headspace of the bottles, followed by sterilization at 121°C for 15 min. When it reached room temperature, 1% (v/v) of filter-sterilized buffer and mineral P2 stock solutions, and vitamin when corresponded, were added. The bottles were inoculated with 10% (v/v) highly active, motile cells and then incubated in an orbital shaker at 150 rpm and 35°C. The fermentation experiments were conducted in duplicate. The fermentation evolution was monitored by optical density as an estimation of cell density. Microscopic observations were performed periodically to observe the morphology and motility of the cells. The fermentation broth was centrifuged at 7,100 g for 10 min to remove cells, and the supernatant was analyzed for sugar and product concentrations.
Fermentation Assays with Different Nutrients Addition
Analytical Methods
Glucose, xylose, cellobiose, organic acids, furfural and HMF were quantified using HPLC (Shimadzu, Kyoto, Japan) equipped with an Aminex HPX-87H column (Bio-Rad Laboratories Ltd., Hercules, CA), operating at 45°C with 5 mM H2SO4 as eluent at a flow rate of 0.3 mL/min. Acetone, isopropanol, butanol, ethanol, and acetic and butyric acids were measured by a gas chromatograph (Shimadzu GC-2010) equipped with a flame ionization detector and a fused silica column (RTX®-Wax, 30 m long, 0.5 μm film thickness and 0.32 mm ID, Restek). Total phenolics in enzymatic cellulosic hydrolysate were determined using the Folin−Ciocalteu method and expressed as gallic acid equivalent. 26 The cellulase activity of Cellic CTec 2 was measured following the NREL protocol. 27 Cell density was measured by OD using a spectrophotometer (Genesys 10S UV–vis) at 600 nm.
Statistical Analysis
Analysis of variance (ANOVA) of the experimental data was performed to determine statistical differences (p≤0.05) using InfoStat software (student version 2013, Universidad Nacional de Córdoba, Argentina). The Tukey test was used to find significant differences between means.
Results and Discussion
Compositional Analysis Before and After Steam Explosion Pretreatment
The composition of E. grandis wood before and after steam explosion pretreatment is summarized in Table 2. Glucan was the major carbohydrate found, followed by xylan, which represents the main hemicellulose component in E. grandis wood. These two components comprised almost 60% of the total biomass, which makes eucalyptus an attractive feedstock for biobutanol production. However, it should be noted that lignin content of eucalyptus wood was 26% of the total biomass, which may bring certain recalcitrance to eucalyptus, since lignin is predominantly believed to hinder the enzymatic hydrolysis by acting as a physical barrier for cellulose access to enzymes and/or producing non-productive interactions with enzymes. 8 The chemical composition of eucalyptus wood used in this study agreed with those reported by other authors. 8,28
Chemical Composition of Raw and Steam-Pretreated E. grandis Wood
Including acid soluble lignin and acid insoluble lignin; na: not applicable.
Significant xylan removal (83%) was observed after steam explosion pretreatment, obtaining a pretreated eucalyptus substrate with low xylan content (1.9%) (Table 2). Consequently, the resulting pretreated eucalyptus showed a prominent increase in glucan (59%) and lignin (39%) contents. However, the amounts of carbohydrates recovered in the pretreated solid after steam explosion pretreatment decreased by 83% and 14%, indicating almost complete and partial solubilization of xylan and glucan, respectively, due to significant solid loss (27%). On the other hand, negligible solubilization of lignin was observed during steam explosion pretreatment. Consequently, solid loss during pretreatment resulted mainly due to xylan solubilization, which demonstrates that steam explosion pretreatment was efficient in terms of hemicellulose solubilization and glucan concentration.
Enzymatic Hydrolysis of Steam Pretreated Eucalyptus
Figure 1 shows glucose and xylose concentrations obtained in the cellulosic enzymatic hydrolysate. Cellobiose was also observed (∼ 3 g/L). Total reducing sugar was reported as the sum of the sugars measured to indicate the overall pretreatment and enzymatic hydrolysis efficiency. After 72 h of enzymatic hydrolysis of the pretreated eucalyptus, 79.6±1.4 g/L of glucose and 2.6±0.4 g/L of xylose were present in the enzymatic hydrolysate, resulting in a total sugar production of 82.2±1.8 g/L. Glucose and xylose yields of 498±9 g/kg and 16±3 g/kg raw material, respectively, were reached after enzymatic hydrolysis, which corresponds to a total reducing sugar yield of 514±11 g/kg raw material (Fig. 1).
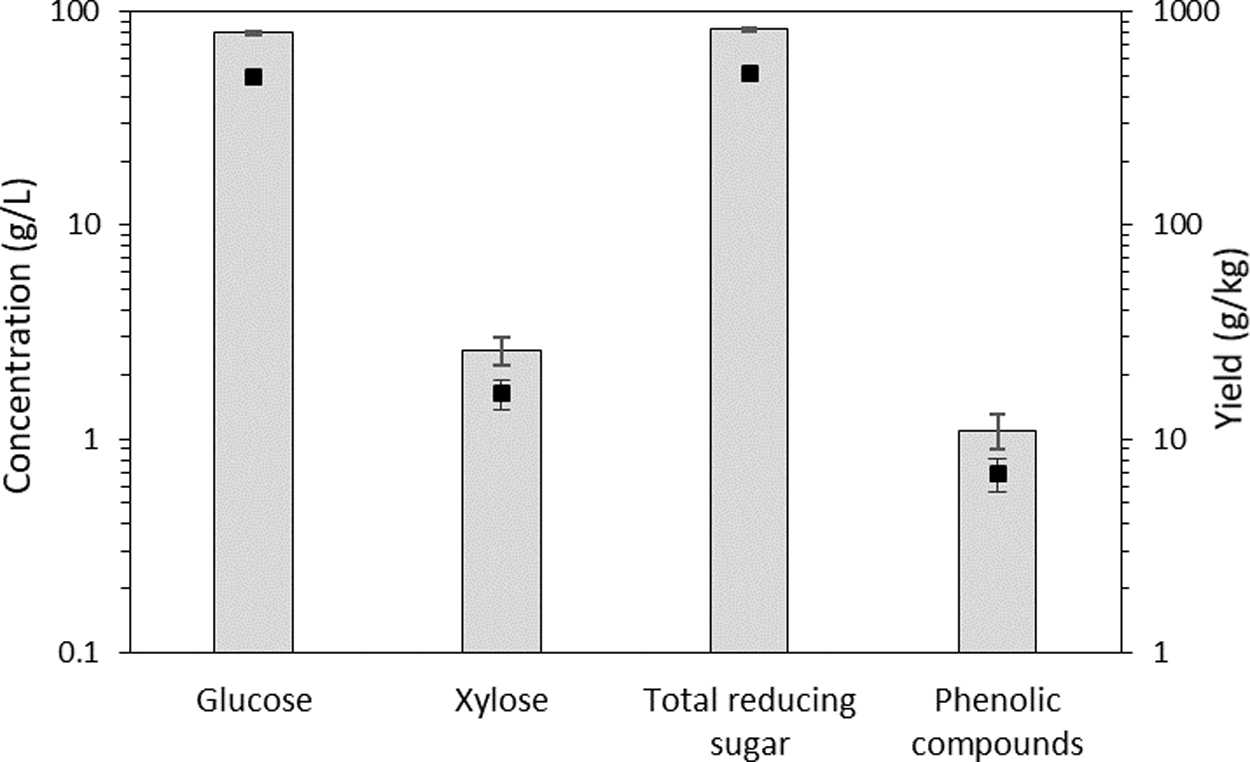
Sugars and inhibitors production after enzymatic treatment from steam pretreated eucalyptus. Columns represent concentration (left axis) and squares represent yield (right axis).
Regarding possible fermentation inhibitors, the presence of phenolic compounds was determined after chemical characterization of the enzymatic hydrolysate. Due to the extensive washing steps of the pretreated eucalyptus after steam explosion pretreatment, compounds such as furfural, acetic acid, formic acid and HMF, which were formed during pretreatment, were not detected in the enzymatic hydrolysate. Even though a relatively low concentration of phenolic compounds was detected (1.1 g/L), this could have negative effects on butanol fermentation by Clostridium strains. 8
ABE and IBE Fermentation
Nutritional requirements were investigated through culture media formulation. Table 3 shows the ABE and IBE fermentation parameters obtained for butanol production from eucalyptus hydrolysate with different nutrients addition at 48 h. No significant differences were observed for butanol concentration, yield, and productivity when CSL was used instead of P2 stock vitamin solution in both ABE and IBE fermentations (p>0.05), which could indicate its potential to be a cheaper alternative for butanol production.
Fermentation Parameters of Cellulosic Enzymatic Hydrolysate with Different Nutrients Addition at 48 h
Weight mass solvent relation produced; YE: yeast extract
Figure 2 shows acids (acetic and butyric) and solvents (acetone, isopropanol, butanol, and ethanol) concentrations at 48 and 120 h for the different assays of ABE and IBE fermentation, respectively. Butanol concentrations of 6.0 and 6.2 g/L were obtained by ABE fermentation with the addition of yeast extract and vitamin P2 stock solution or yeast extract and CSL, respectively. For the IBE fermentation, butanol concentrations of 3.2 and 2.6 g/L were obtained with the addition of yeast extract and vitamin P2 stock solution or yeast extract and CSL, respectively. The results showed that CSL could replace P2 stock vitamin solution without significant detriment to the production of butanol by ABE or IBE fermentation.
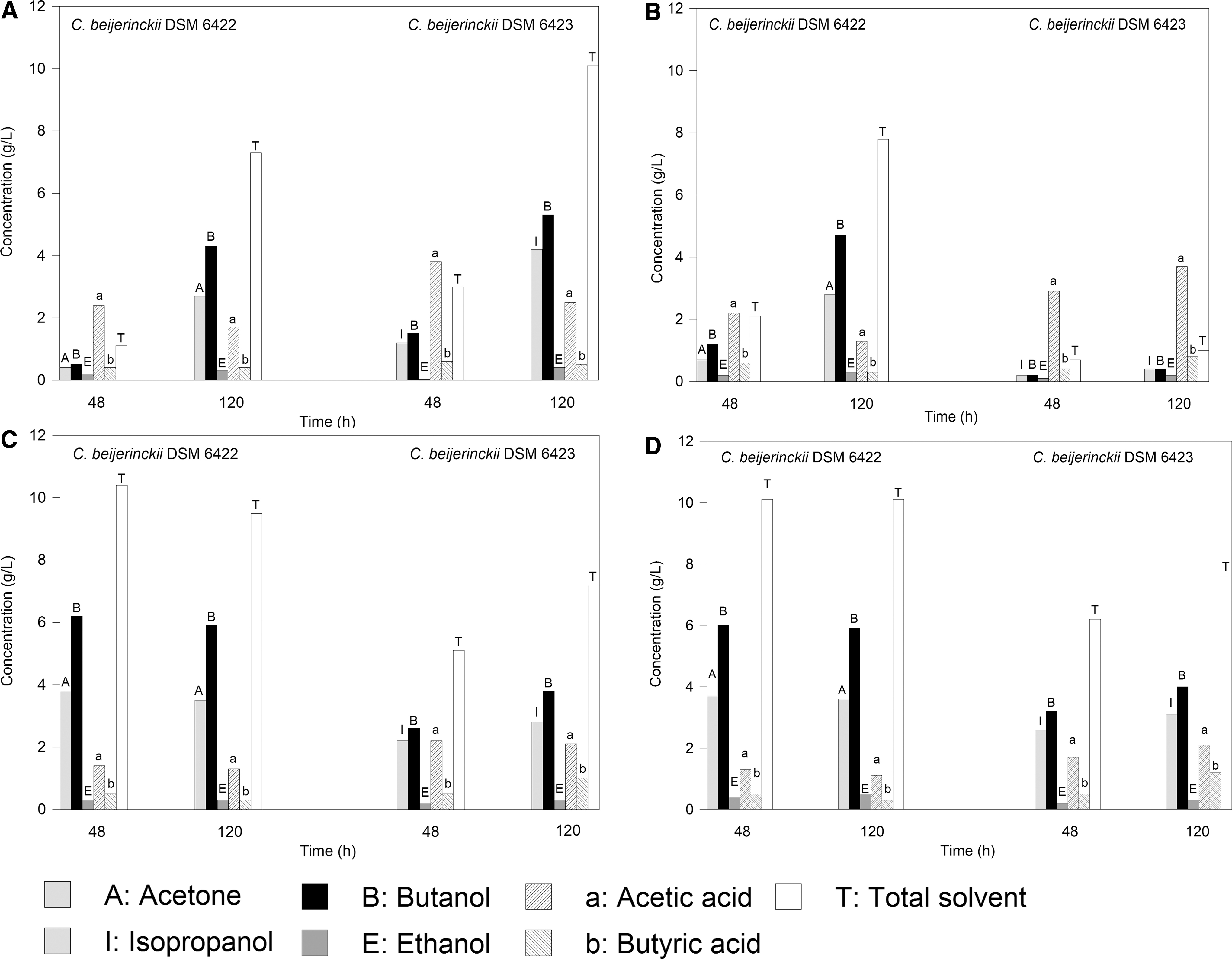
Solvent and acid concentrations obtained for ABE and IBE fermentation by C. beijerinckii DSM 6422 and C. beijerinckii DSM 6423, respectively, with different nutrient addition.
Solvent concentrations obtained at 48 h were similar to those obtained at 120 h for ABE fermentation when yeast extract was added. However, when there was no yeast extract addition, solvent concentrations increased from 48 h to 120 h, showing that C. beijerinckii DSM 6422 probably needs yeast extract in the initial phases. Similar results were obtained for the IBE fermentation when yeast extract was added. When only CSL was added, a substantial increase in solvent production was observed from 48 to 120 h. There is no clear explanation for this behavior since the increment was not observed when both vitamin P2 stock solution and CSL were added.
The results for the ABE fermentation, in terms of butanol concentration, yield, and productivity, achieved at 48 h with the addition of CSL instead of pure vitamins were 6.2 g/L, 0.29 g/g, and 0.12 g/(Lh), respectively. For IBE fermentation, butanol concentration, yield and productivity obtained at 48 h were 2.6 g/L, 0.29 g/g and 0.05 g/(Lh), respectively. However, C. beijerinckii DSM 6423 continued producing butanol until 120 h, when butanol concentration was 3.8 g/L and glucose conversion increased from 19 to 34%. Almost no xylose consumption was observed, probably because glucose was not completely consumed.
Figure 3 shows biomass and pH values obtained for ABE and IBE fermentations at 48 h for the different assays. Biomass reached higher OD values when yeast extract was added for both C. beijerinckii DSM 6422 and C. beijerinckii DSM 6423, which is in accordance to the data reported previously by other authors for C. beijerinckii DSM 6423 using sugarcane and sweet sorghum juices 1 and by Abd-Alla and Elsadek El-Enany for ABE production using a mixed culture of C. acetobutylicum and Bacillus subtilis. 29 pH values varied between 5.7 and 6.0 for the different assays. No significant decrease in pH was observed due to the acidogenic phase during the fermentation time solvent production was observed. Jones and Woods 30 reported that pH of 4.5–5.0 is optimal for solventogenesis, but that there are also many other factors involved in triggering the metabolic transition from the acidogenic to the solventogenic phase.
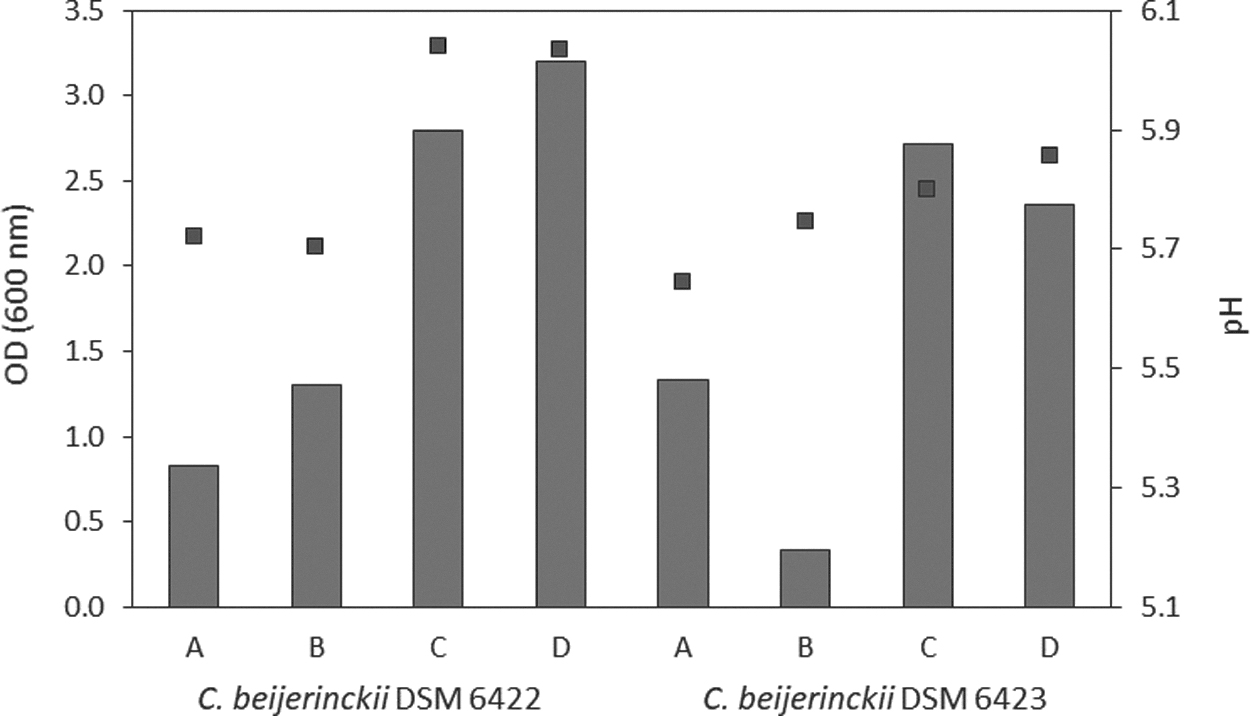
Biomass and pH values obtained for ABE and IBE fermentations at 48 h with different nutrient addition.
Several authors have reported data on butanol production from different lignocellulosic materials through an ABE fermentation process using Clostridium strains. However, to our knowledge, butanol production through an IBE fermentation using native Clostridium strains has not been widely studied. Table 4 compares the results obtained in this work to data reported by other authors on ABE and IBE fermentation using lignocellulosic materials. Butanol concentration and productivity obtained in this work by an IBE fermentation was lower than those reported by other authors for ABE fermentation from different lignocellulosic materials. However, the butanol concentration obtained in this study (3.8 g/L) was similar to others found conducting IBE fermentation from lignocellulosic materials. 8,11 For ABE fermentation, butanol concentration obtained (6.2 g/L) was also similar to those found in the literature, and butanol productivity (0.12 g/Lh) was high.
Butanol Fermentation Performance Derived from Different Lignocellulosic Materials Using Clostridium Strains
Calculated from the data reported by the authors
Overall Process Mass Balance
The mass balance of the overall process for biobutanol production from steam pretreated eucalyptus wood is shown in Fig. 4. About 86% of the glucan in the raw material was conserved in the solid fraction after pretreatment, whereas a significant fraction (80%) of the xylan present in the raw material was solubilized during pretreatment. After enzymatic hydrolysis of the pretreated solid, the enzymatic hydrolysate obtained resulted rich in glucose, which made it suitable for butanol fermentation. Both microorganisms C. beijerinckii DSM 6422 and C. beijerinckii DSM 6423 used for ABE and IBE fermentation, respectively, were able to metabolize glucose after 48h. Butanol and solvents yields of 65 g per kg of raw material and 108 g per kg of raw material, respectively, were reached by ABE fermentation. On the other hand, butanol and solvents yields of 28 g per kg of raw material and 56 g per kg of raw material, respectively, were reached by IBE fermentation. According to the results reached, further research is needed in order to increase the low product concentrations reached for the IBE fermentation and, thus, improve the overall yields.
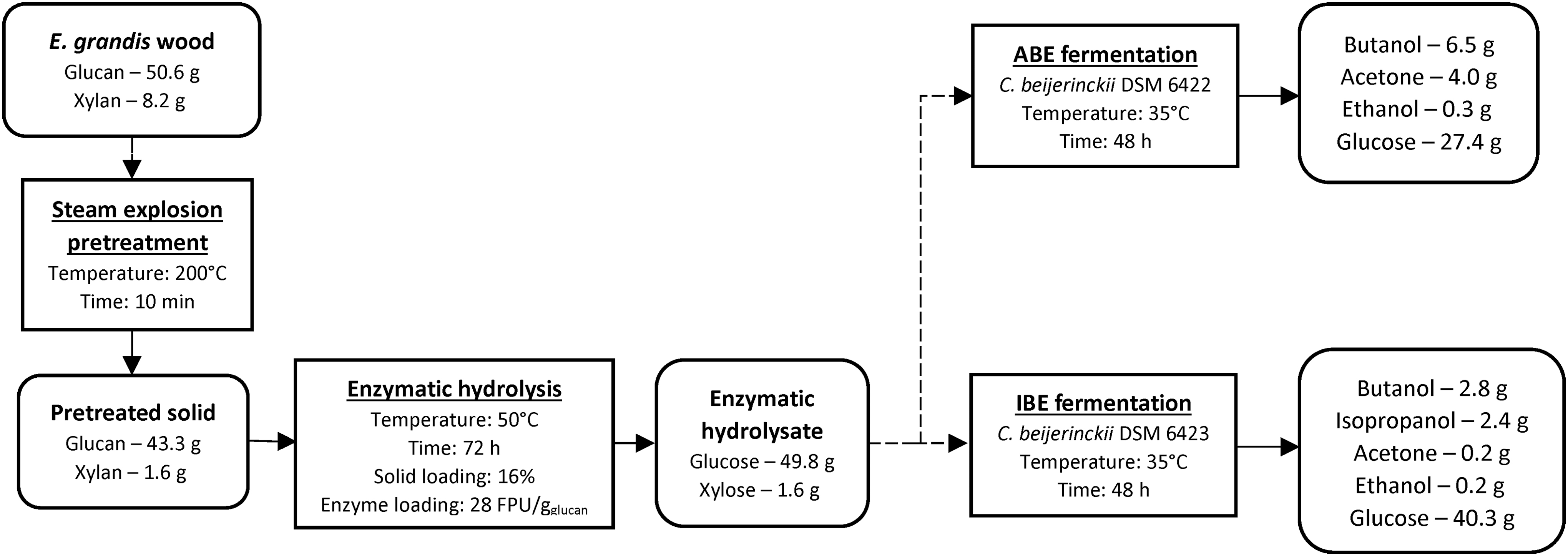
Mass balance of the overall process for biobutanol production from 100 g of E. grandis wood by ABE and IBE fermentation.
Conclusions
Steam-exploded eucalyptus enzymatic hydrolysate, rich in glucose, was efficiently fermented to produce butanol. CSL could replace P2 stock vitamin solution without significant detriment to the concentration, yield and volumetric productivity of butanol by ABE or IBE fermentation. Therefore, the substitution of a mixture of three vitamins (P2 vitamin solution) by a cheaper unique material (CSL) could reduce butanol production cost.
Footnotes
Acknowledgments
The authors would like to thank Latitud, Uruguay, for providing the steam-exploded eucalyptus wood.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
Financial support was provided by Agencia Nacional de Investigación e Innovación (ANII_FSE 2016_131996, Uruguay).