
Abstract
The objective of the study was to evaluate the pretreatment of sugarcane bagasse (SCB) with diluted citric acid solution in a pressurized system and its behavior when submitted to enzymatic hydrolysis using the Cellic® CTec 3 enzyme complex, employing a Doehlert's experimental design (23), with 5 central points (CP). The operating variables were temperature (T, °C), time (t, min) and percentage by weight of citric acid in relation to bagasse (PCA, wt%), ranging from 120 to 180°C for 20 to 90 min and 3 to 12 wt%, respectively. The pretreatments were effective in promoting changes in compositions of lignin, hemicellulose, and cellulose in all samples in relation to raw SCB. The concentrations of the glucose reached the maximum, 23.74 g/L, for the pretreated sample with temperature of 160°C, PCA 5.25 wt%, and reaction time of 20 min, while the xylose reached the maximum, 5.23 g/L, with the sample obtained in the temperature of 150°C, PCA 7.5 wt% and 55 min.
Introduction
Lignocellulosic materials are the most widely available low-cost renewable resources in the world to be considered in the production of bioethanol and biogas. 1 During processing of sugarcane to obtain ethanol and sugar, large amounts of sugarcane bagasse (SCB) are produced and the excess is stored in uncovered stockpiles. This excess of SCB rapidly becomes an environmental and industrial risk due to the possibility of spontaneous combustion, and for this reason it is important to develop conversion technologies for the production of biofuels, bioenergy and bioelectricity using this lignocellulosic waste. 2
There is potential to use lignocellulosic residues to produce second-generation ethanol (2G). However, lignocellulosic residues are degraded very slowly by microorganisms due to the compact structure of cellulose and its complex association with other components such as lignin—thus leaving very few reactive sites for enzyme attachment. 3 Because these residues are not directly accessible for enzymatic hydrolysis and fermentation processes, a pretreatment step is required. 4,5
The pretreatment process enlarges the inner area of the fibers, leaving the cellulosic fraction more accessible to the enzymes, mainly as a consequence of the partial or total degradation and solubilization of hemicellulose and lignin. 6 To achieve maximum bioenergy productivity, the best method and pretreatment conditions should be implemented. These conditions depend heavily on the type of biomass, its composition, and the desired bioproduct. 5,7 -9 In general, pretreatment methods can be divided into physical, chemical, physical-chemical, and biological methods, and in some cases these methods are used in combination. 3,10 -16
Acid pretreatments improve the removal of hemicellulose and/or lignin, resulting in more accessible and cellulose-rich material for cellulolytic enzymes during the enzymatic hydrolysis. 17 However, in processes using strong acids, a greater amount of enzymatic inhibitors may occur.
Considering that the most commonly used chemical and physical treatments tend to be very aggressive and expensive, milder treatments such as citric acid may alternatively be used. Citric acid has good water solubility, low toxicity, low corrosively, biodegradability and low prices. 18 -20 Dilute acid pre-extraction has been widely used due to its high efficiency, process simplicity, and low cost. 3,21,22 Dilute acid pre-extraction has been reported to improve enzymatic hydrolysis efficiency, increasing cellulose accessibility and altering lignin distribution. 3 The use of dilute citric acid, which is a weak acid, is justified by the fact that it avoids the production of inhibitory compounds that interfere with enzyme activity.
After pretreatment, the cellulose-rich solid fraction goes through enzymatic hydrolysis and a series of cellulolytic and hemicellulolytic enzymes act synergistically, producing glucose and xylose monomers, respectively (whereas the hemicellulose consists mainly of xylan). 23 Xylose is the main hemicellulosic sugar and can be used as a source of carbon and energy in fermentation processes. 24
Currently, enzymatic hydrolysis can be performed under mild operating conditions (pH around 5, temperature below 50°C, and atmospheric pressure) 25 -27 that lead to lower energy consumption and lower environmental impact. It is noteworthy that in the literature, some authors have shown that enzymatic digestibility of biomass is increased by decreasing lignin and hemicellulose content. 15,28 Lignin can promote intense adsorption of enzymes reducing their bioconversion efficiency and reducing their reuse. 29
This study deals with the pretreatment of sugarcane bagasse in pressurized systems using diluted citric acid solution with operational variables temperature, time and percentage by weight of citric acid in relation to bagasse to increase the sugar (xylose and glucose) content available to fermentation step.
Materials and Methods
Chemicals
Citric acid (99%) and Cellic® CTec 3 were purchased from Alphatec (Brazil) and Novozymes (Denmark), respectively. Sodium hydroxide was purchased from Synth (Brazil). Chromatography-grade standards cellobiose, D-glucose, D-xylose and L-79 arabinose were purchased from Sigma-Aldrich (Brazil). Potassium hydroxide and sulfuric acid were purchased from Dinâmica (Brazil), acetic acid from Synth (Brazil) and sodium chlorite from Neon (Brazil).
Sugarcane Bagasse Preparation and Experimental Design
The sugarcane bagasse (SCB) employed in this study was supplied by the company Jatiboca Usina de Açúcar e Etanol (Nova Ponte, Brazil).
SCB (30.0 g) pretreatments were carried out in a stainless steel tubular reactor (autoclave type) with a polytetrafluoroethylene (PTFE) seal ring and 475-mL capacity, employing 150 mL of citric acid aqueous solution (calculated according to the amount of acid defined in the factorial design experiments), heated in a thermostated bath of 25.0 L containing glycerin as heating fluid.
Pretreatment conditions were optimized using the Doehlert experimental design (Pedersen and Meyer) quadratic (23), with 5 central points (CP = samples 6, 7, 9, 10 and 12). The variables evaluated were temperature (T) ranging from 120 to 180°C, time (t) ranging from 20 to 90 min, and percentage by weight of citric acid in relation to bagasse (PCA) ranging from 3 to 12 wt%. The experiments conditions are described in Tables 1 and 2.
Experimental Conditions Employed in the Pretreatments
Chemical Characterization of the Untreated SCB and Pretreated Samples
CP = central points of the experimental planning;
Yield (%) =
Values considered in relation to the yield and moisture in the pretreatment
After each pretreatment, the reactor was immediately cooled in an ice bath and opened, and the pretreated samples were pressed to 9 tons in a hydraulic press to remove the liquor.
Sugarcane Bagasse Characterization
The holocellulose content of the untreated and treated samples were carried out accordingly with chloride acid method as described by Browning. 30 -32 The cellulose and hemicellulose contents were estimated from the holocellulose fraction obtained previously. The hemicellulose fraction was extracted with successive extractions of holocellulose fraction with 5 and 24% potassium hydroxide (KOH) solutions. 31,32 The weight loss of the hollocelulose fraction represents the fraction of hemicellulose, 30 and the resulting insoluble residue is the cellulose fraction. Cellulose is analytically distinguished from hemicellulose by its insolubility in aqueous alkaline solutions. Hemicellulose content was determined as the percentage of the difference between the holocellulose and cellulose contents in relation to the initial dry sample mass. The determination of acid-soluble lignin (hydrolyzed by sulfuric acid solution) was made in accordance with the TAPPI T222 om-98 standard. 33
Enzymatic Hydrolysis of Solid Fraction
The operational parameters of the enzymatic hydrolysis process were defined according to the recommendations of the Cellic CTec 3 supplier. 34
One unit of filter paper (FPU) equals the production of 2.0 mg reducing sugar (glucose) from 50 mg filter paper (equivalent to 4% conversion) for 1 h in buffered medium (pH = 4.8) and with temperature control (50°C). Thus, in the end it was possible to establish an enzyme production efficiency in terms of FPU per volume of enzyme solution (FPU/mL). 35
The enzyme activity in the stock solution was previously determined reaching 162.9 FPU/mL. The liquid-solid ratio applied in the tests was 10:1 (mL/g), with the solid fraction mass being 1.0 g (on dry-weight basis). During the assays the initial enzyme concentration was fixed at 10 FPU/mL in relation to the cellulose present in the SCB.
Initially, sieved dry biomass (2 mm) was humidified in 50 mL conical flasks into 10-mL, 50 mM sodium citrate buffer (pH = 4.8) under agitation in a NOVATECNICA® brand 150 rpm incubator, kept at 25°C for 24 h. The optimal condition range has been suggested by the International Union of Pure and Applied Chemistry (IUPAC) in standard procedures for determining cellulase activity. 35 This organization suggests pH 4.8 and temperature at 50°C for the enzymatic test. Galbe and Zacchi 36 found that the maximum activity occurs at 50 ± 5°C and at pH 4–5.
The enzyme complex was added to the reaction flasks, kept under stirring at 136 rpm, 50°C for 72 h. The assays were performed in duplicate. After 72 h, enzymatic hydrolysis was interrupted, the substrate filtered, and the hydrolysates were centrifuged (NI1801, NOVA® Benchtop Microcentrifuge) for 10 min, at 8,000 rpm and 4°C, allowing liquid and solid fractions to be separated.
After hydrolysis, the liquid fractions were filtered through 0.45 μm pore size nitrocellulose filters for sugar quantification (glucose and xylose). The samples were analyzed using HPLC in a Shimadzu HPLC system (Shimadzu, model CTO-30A) equipped with an Aminex HPX column 87H (300 144 × 7.8 mm Bio-Rad) maintained at 55°C using a refractive index detector (Shimadzu, model RID-6A) for sugar. Sulfuric acid (5 mmol/L) was used as an eluent with a flow rate of 0.6 mL/min. 2
Results and Discussion
Pretreatment of Sugarcane Bagasse
Table 2 shows the chemical characterization results of the SCB and pretreated samples. From these data it was possible to evaluate the trends of the studied variables. It was verified that lower lignin contents (below 20%) were obtained at higher temperatures, shorter times, and intermediate PCA. It was observed that cellulose content was highest (41–52%) at two combinations of conditions: 1) higher PCA, lower T and higher t; and 2) lower PCA, higher T and lower t. The reverse was true of hemicellulose contents with respect to T and t. The highest hemicellulose contents (23–36%) were obtained with 1) higher PCA, higher T and lower t; and 2) lower PCA, lower T and higher t. Therefore, it can be concluded that the higher removal of lignin and hemicellulose, with higher cellulose preservation, will occur preferentially in lower PCA, higher T and lower t. Yield above 90% occurred at low temperatures (below 150°C), with RSL in the range of 5.25 to 9.75 g/mL, and with indefinite time.
Aguilar et al. 29 obtained 38.9% for cellulose, 26.2% for hemicelluloses, 23.9% for lignin and 1.0% for others, using sulfuric acid hydrolysis at various temperatures (100, 122 and 128°C) and concentrations of acid (2%, 4% and 6%). The optimal conditions found were 2% H2SO4 at 122°C for 24 min. Martín et al., 1 using prehydrolysis at 22°C for 20, 40 or 60 min with 2% H2SO4 in the solid-liquid ratio of 1:10, obtained 43.1% (cellulose), 31.1% (hemicelluloses), 11.4% (lignin) and 14.4% (others).
Enzymatic Hydrolysis
Figure 1 shows sugar compositions (glucose and xylose) after enzymatic hydrolysis for the samples obtained after each pretreatment experiment. Glucose concentrations reached a maximum of 23.74 g/L for pretreated sample 14 with a temperature of 160°C, PCA 5.25 wt% and a reaction time of 90 min. The maximum xylose concentration obtained was 5.23 g/L for sample 9 obtained at 150°C, PCA 7.5 wt%, and 55 min. Additionally, the highest concentrations of glucose and xylose were observed with PCA of 5.25–12 wt%, T of 140–180°C; and t of 55–90 min.
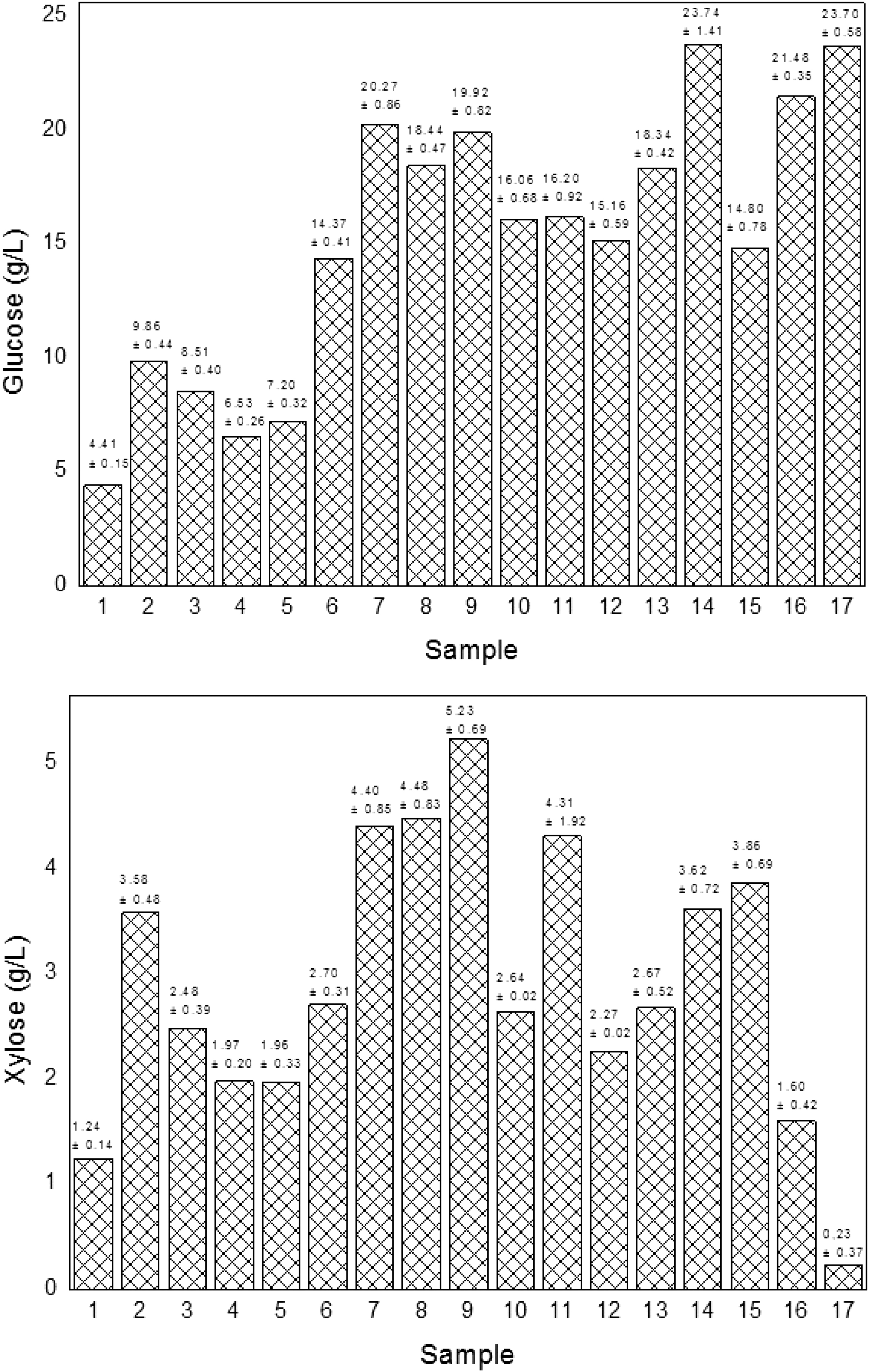
Concentration of glucose and xylose obtained after enzymatic hydrolysis of the pretreated samples
The Pareto chart of standardized effects (Fig. 2a) shows that there are significant positive effects of independent variables T and t for the glucose concentration. The major significant positive effect is related to the T variable, which has been confirmed by higher glucose concentration obtained in pretreatments carried out at higher temperatures (above 160°C), coinciding with higher lignin removal, i.e., the lowest lignin contents were also obtained in relation to temperature. The same effect is observed for the t; samples undergoing longer pretreatment (55 and 90 min) led to higher glucose concentrations.

Pareto diagram of standardized effects for glucose concentration (g/L), (b-d). Color images are available online.
Contour curves shown in Fig. 2b-d confirm that at higher values of T and t, higher glucose conversion is observed. Similar results regarding time and temperature are found in the literature, however these pretreatments studies were carried out with other acids, especially strong acids. 21,37 However, this study obtained these results using weak, non-toxic acid.
The Pareto chart shown in Fig. 3a verifies that the variables studied had no significant effect on xylose conversion. Temperature apparently had the greatest potential to influence xylose conversion. This is evidenced by the contour curve graphs shown in Fig. 3b-d , where temperature's effect on xylose conversion is clear. Xylose is derived from the hemicellulose fraction, therefore, xylose production is made possible under conditions with higher hemicellulose preservation in the pretreated bagasse.

Pareto diagram of standardized effects for xylose concentration (g/L), (b-d). Color images are available online.
Santos 38 and Ramos 39 reached values of 43.36 g/L and 76.8 g/L of glucose, respectively, but the pretreatment processes were carried out under severe conditions using high enzymatic activity (15 FPU/g) with or without the presence of strong acid. 17,38
Therefore, this work validates the action of dilute citric acid, which has remarkable physicochemical properties and an environmentally benign nature. Furthermore, there is no known work using dilute citric acid as pretreatment that resulted in good digestibility of cellulose in enzymatic hydrolysis.
Conclusion
Citric acid pretreatments were shown to increase the efficiency of acting upon hemicellulose and lignin to expose the cellulose component to enzymatic hydrolysis. Glucose concentrations reached the maximum for pretreated samples at temperatures of 160–180°C, PCA 5.25–9.75% by weight and reaction time of 55–90 min, while xylose reached the maximum in pretreated samples at a temperature of 150°C, PCA 7.5–12% by weight, and 55 min.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior - Brasil (CAPES) - Finance Code 001, CNPq, FAPEMIG and FINEP, whose agencies the authors thank for their financial support.