
Abstract
The aim of this work was to optimize microencapsulation process conditions for carotenoids production by yeast Phaffia rhodozyma NRRL Y-17268 by spray drying with xanthan gum (XG) as coating material. Carotenoids production was carried out in shake flasks with initial pH of medium yeast malt (YM) 6.0, 25°C, 180 rpm for 168 h. Carotenogenic extracts were obtained by cell wall rupture via ultrasonic waves (285.71 ug/g). Conditions for maximization of the atomization process were evaluated using a central composite design (CCD, 23 + 3 central points) by evaluating the effects of air temperature (110 to 130°C), feed flow (0.15 to 0.25 g/L) and XG concentration (0.5 to 1.0%) on encapsulation yield. Maximum microencapsulation yield reached 51%, and the addition of the surfactant Tween 80 increased encapsulation efficiency to 70%. Differential scanning calorimetry and Fourier transform infrared spectroscopy analysis confirmed the encapsulation of carotenoids.
Introduction
Carotenoids are a class of natural, fat-soluble pigments found in bacteria, fungi, vegetables and animals. They are responsible for conferring the red, orange and yellow colors of food. 1 These compounds contain a series of conjugated double bonds that may promote antioxidant properties by receiving electrons from reactive species and neutralizing free radicals. 2 -4 They can also be applied in the food, pharmaceutical and cosmetics industries. 1 With an increased demand for the use of carotenoids in food colouring, food additives and other functional products, there has also been an associated increase in their production and commercial value. 5 Commercial carotenoids are mainly produced by chemical synthesis. 6
However, these synthetically produced carotenoids may exhibit carcinogenic activity and other undiscovered harmful effects. 7 Thus, it is important to improve production of non-synthetic, biological carotenoids. 8 Phaffia rhodozyma NRRL-Y 17268, certified as generally recognized as safe (GRAS), is an aerobic yeast that increases carotenoids production with increased oxygen absorption. 9 The yeast strain studied in this work can produce carotenoids such as astaxanthin, lutein, and β-carotene, depending on culture conditions 10 -12 and presenting high antioxidant activity in extracts. 11 The application of these pigments in industrial sectors is currently limited due to their low resistance to changes in pH, heat and light exposure, which can cause deterioration. 13,14 To protect carotenoids from such adverse effects, it is necessary to encapsulate them using polymer materials such as gum arabic, maltodextrin, whey, starch, trehalose, modified starch, chitosan and xanthan gum. 12,14 -18 Encapsulation is defined as the coating or entrapment of a solid, liquid or gaseous material of interest within another substance, thereby protecting the material from light, moisture, and oxygen; promoting a controlled delivery of the encapsulate; increasing the shelf life of the product; and expanding the product's applications in food. 19-20 The most commonly used encapsulation method is spray drying, which produces a powdered product 18 and is a technique already used in food and pharmaceutical industries. 21 This technique is an adequate process for thermosensitive products. 22,23
The encapsulation of carotenoids in recent years has been performed by applying several types of wall materials, process conditions and sources of carotenoids, ranging from oils, 23 -27 plants, 28 -30 flowers, 31 extracts and fruit juice, 32,33 and algae. 34 However, there are few reports in the literature on the use of yeasts and their extracts in obtaining capsules. This work aims to maximize the encapsulation of microbial carotenoids produced by the GRAS yeast P. rhodozyma NRRL Y-17268 through spray drying with xanthan gum (XG) as the encapsulating agent.
Materials and Methods
Materials and Reagents
Yeast extract, malt extract, peptone and agar were purchased from KASVI (São José do Pinhais, Brazil). Glucose, sodium phosphate, potassium nitrate, acetone and hexane were purchased from Synth (São Paulo, Brazil). XG was purchased from Sigma-Aldrich, and the mini spray dryer was obtained from LabMaq (LM MSD 0.5).
Microorganism, Maintenance, and Reactivation
The GRAS-certified P. rhodozyma yeast NRRL-Y 17268, from the Northern Region Research Laboratory (Peoria, IL), was maintained on GYMP slant agar tubes, which contained 5 g/L yeast extract, 10 g/L malt extract, 2 g/L agar, 20 g/L glucose and 2 g/L sodium phosphate (NaHPO4), at 4°C. 35
For reactivation, yeast was transferred to slanted tubes with yeast malt agar (YM), which contained 10 g/L glucose, 5 g/L peptone, 3 g/L malt extract, 3 g/L yeast extract and 0.2 g/L potassium nitrate (KNO3), at 25°C for 48 h. 36
Carotenoid Production
Cell resuspension was carried out in 1 mL sterile water (Fabbe model 103, São Paulo, Brazil) at 121°C for 15 min, with peptone (0.1%); it was then added to 9 mL of YM and incubated at 25°C with orbital shaking (Tecnal model TE 425, Piracicaba, Brazil) at 150 rpm, for 48 h. Inoculum production was performed in a 500-mL Erlenmeyer flask containing 90 mL of YM broth with 10 mL of the reactivation culture. It was incubated at 25°C, 150 rpm for 48 h, or the time necessary to reach cellular concentration of 1x108 cell/mL counted with a Neubauer chamber. 37 Carotenoid production was performed in a 500-mL Erlenmeyer flasks, with 153 mL of YM (at an initial pH of 6.0) and 10% of the inoculum, at 25°C, 180 rpm for 168 h. 36 The biomass was dried at 35°C for 48 h. Maceration was then carried out in a closed chamber ball mill (Marconi, MA 350, Piracicaba, Brazil) with added nitrogen. The particles were standardized with a Tyler 115 sieve, where the size of each passing fraction corresponds to 0.125 mm.
Extraction and Recovery of Carotenoids
Cell disruption was performed by ultrasonic waves (Quimis, Diadema, Brazil) method using 0.1 g of dry biomass and 6 mL of acetone. 38 Ultrasound (4 cycles of 40 kHz) were applied for 10 min and the bath water was replaced before each cycle according to adapted method. 39 Each sample was centrifuged (Cientec CT-5000R; Belo Horizonte, Brazil) at 1,745 x g for 10 min. The solvent was separated and the bursting procedure was repeated until the whole cell bleached. In the solvent phases, obtained by centrifugation, 10 mL of sodium chloride (NaCl) solution (20% w/v) and 10 mL of hexane were added. After shaking and phase separation, excess water was removed with sodium sulfate (Na2SO4) to yield the carotenogenic extracts. 40
Atomization Process of XG Suspension
Analysis of the XG suspension atomization conditions was carried out using a central composition design (CCD, Table 1), with diferents input air temperatures (110, 120 and 130°C), feed rates (0.15, 0.20 and 0.25 L/h) and concentrations of the XG suspension (0.5, 0.75 and 1%). The levels of the temperature and feed flow variables were defined from literature data using phenolic compounds 24,25 and adjusted according to the operational limitations of the spray-drying equipment used in this study. Concentrations above 1% of xanthan gum showed high viscosity (data not shown), making it impossible to increase their concentration due to the possible collapse during the drying process. The microencapsulation process yield (YM) of the XG suspension was calculated according to Equation 1, as described by Aliakbarian 24 and Paini. 25
Coded Values and Real Values (in Parentheses) for the Central Composite Design (CCD)
T, inlet air temperature; V, feed rate; C, XG concentration; UA = absolute moisture; YM = encapsulation yield; PR = predicted yield by model; DR = relative deviation; MXSA = moisture of xanthan suspension atomized.
where DWM (g) is total dry mass of recovered microcapsules, DWE (100 μg/g) is the carotenoid mass and WMD (g) is the XG mass.
Encapsulation of Carotenoids with XG Suspension
The spray dryer (mini spray dryer LM MSD 0.5, LABMAQ, Brazil) was used for encapsulation of the carotenogenic extracts with XG-produced wall coatings, with adaptations in the methodology. 24 Particles were prepared by evaporating the solvents present in the carotenogenic extracts at 35°C in a rotary evaporator (Fisaton, model 802, São Paulo, Brazil). Then, the XG was dissolved in distilled water, mixed with the rotoevaporation product (100 μg/g carotenoid extract), homogenized at 3.420 x g for 10 min using an Ultra-Turrax® T25 (IKA, Germany) and subjected to the mini spray dryer. 41 In addition, experiments were performed with 2% (v/v) of the surfactant Tween 80, defined based on the range (1 to 4%) used in systems with carotenoids. 42 -46 All experiments were performed in triplicate.
Dehumidification was accomplished with air conditioning with the dry dehumidification function, and the dry/wet bulb temperatures of the drying air were measured with a psychometer (temperature–moisture). The absolute humidity (g/kg) of the drying air was determined using GRAPSI® 5.1 software.
The encapsulation efficiency (EE %) was performed according to the spectrophotometric method described by Sutter,
47
with adaptations. To quantify the carotenoids present on the particle surface, 0.1 g of sample and 5 mL of hexane was vortexed for 1 min and then centrifuged at 3,420 × g for 10 min. The supernatant was then collected.
47
The encapsulated carotenoid (precipitate) was dispersed in 10 mL of phosphate-buffered saline (PBS, pH 7.2) and vortexed for 2 min to dissolve the wall material and release the carotenoids. To determine the carotenoid concentration present within the capsule, 5 mL of hexane was added, and the mixture was vortexed for 2 min and centrifuged at 3,420 × g for 10 min. Both collected fractions were measured spectrophotometrically at 474 nm to obtain total carotenoid content.
48
The results are expressed as the percentage of encapsulated carotenoids:
The carotenoid content maintained (TCM) at the end of the process was calculated from the initial spectrophotometric reading of the carotenogenic extracts before encapsulation compared to the total carotenoids after encapsulation. 38
Fourier Transform Infrared Spectroscopy
The structural characteristics of the samples were evaluated by Fourier transform infrared spectroscopy (FTIR, Shimadzu model IRPrestige-21) according to Zhan, 49 with adaptations. The analysis was performed using 15 mg of sample being homogenized in mortar and pestle in a ratio of 1:3 m/m with potassium bromide (KBr). The scanning was performed in the range of 400 to 4,000 cm−1. The resolution of the spectra was standardized at 4 cm−1, with 64 scans.
Differential Scanning Calorimetry (DSC)
DSC analysis was performed according to Rutz, 23 with modifications, to confirm the encapsulation. Each sample (10 mg) was heated in an aluminum vessel at a rate of 10°C from 25°C to 280°C, with a nitrogen flow of 40 mL/min. The encapsulated samples were analyzed for the presence or absence of characteristic peaks of the carotenogenic extract.
Morphology
Microparticle morphology was analyzed by scanning electron microscopy (SEM) (JEOL model JSM - 6610 LV). The analysis was performed using 20 mg of sample fixed on a metal support with a carbon double-surface band (covered by a fine gold layer so that the samples do not discharge during the analysis) and visualized using 1,500–5,000x magnification at an excitation voltage range of 10 kV.
Moisture Content
The moisture was analyzed according to AOAC, 50 with adaptations. A portion (0.2 g) of each sample was weighed and dried for 3 h at 105°C. This operation was repeated until constant weight.
Color
Color was measured using a CR-400 Minolta Chroma Meter, and CIELab color space was used according to Silva. 51 The parameters analyzed in this color system are L*(lightness/brightness), a*(redness/green-ness), and b*(yellowness/blueness) and the encapsulated samples were evaluated for hue angle and chroma.
Statistical Analysis
The experimental design results were treated using Industrial Statistics by Analysis of Variance (ANOVA) using Statistica 5.0 software (StartSoft Inc., Tulsa, OK). Tukey test was performed to evaluate mean differences. All analyses was determined at the 95% confidence level (p < 0.05). Response surfaces were drawn. 52
Results and Discussion
Maximization of Encapsulation Yield
In CCD (Table 1), yield ranged from 27% (assay 4) to 49% (assay 6). The moisture content of xanthan suspension atomized (MXSA) ranged from 2.4% (assay 6) to 8.2% (assay 2), with absolute humidity ranging from 4.7 g/kg (assay 8) to 8.7 g/kg (assay 11). To decrease the risk of degradation and contamination by microorganisms, the final capsule humidity used in food applications must not exceed 4%. 30 The percentage of MXSA shows the relationship between the temperature process conditions and the humidity in the final encapsulation yield. The microcapsules that produced the highest encapsulation yield (49%, assay 6) also presented the lowest humidity (2.4%). These results were similar to those achieved with the microencapsulation of refined kenaf seed oil (Hibiscus cannabinus L.) 53 and phenolic compounds derived from olive bagasse by spray drying. 25
The use of experimental design enables one to study the influence of the level of one variable on the response. A model fitting was accomplished in the CCD (Table 1). Table 2 shows regression coefficients, standard deviations and t and p values used to construct the first-order empirical model using Equation 3, which describes the encapsulation yield (response) as a function of inlet air temperature, feed rate and XG concentration (independent variables):
Regression Coefficients (CR), Standard Error (SE), t Value and p Value from Central Composite Design (CCD) for Encapsulation Yield
(p ≤ 0.05); T, inlet air temperature; V, feed rate; C, XG concentration.
Encapsulation yield (%) = 35.27 - 3.75. V + 4.75. C + 3.25.T.C (Equation 3)
where T is the inlet air temperature, V is the feed rate and C is the XG concentration.
ANOVA showed pure error was low, indicating good reproducibility of the experimental data. F-test showed that the model was predictive and fit the experimental data because the calculated F-value was higher than the critical F-value (2.94-fold), and the correlation coefficient (R = 0.92) was considered satisfactory. The coded model was used to generate contour curves.
The maximization of encapsulation yield occurred with rising inlet air temperatures coupled with increased XG concentration (Fig. 1a). The increase in the feed rate in the spray drying results in a decrease in the encapsulation yield, which is independent of the inlet air temperatures because the isolated temperature variable did not have a significant influence on process (Fig. 1b). Higher encapsulation yields were achieved with maximum XG concentration and lower feed rate (Fig. 1c).
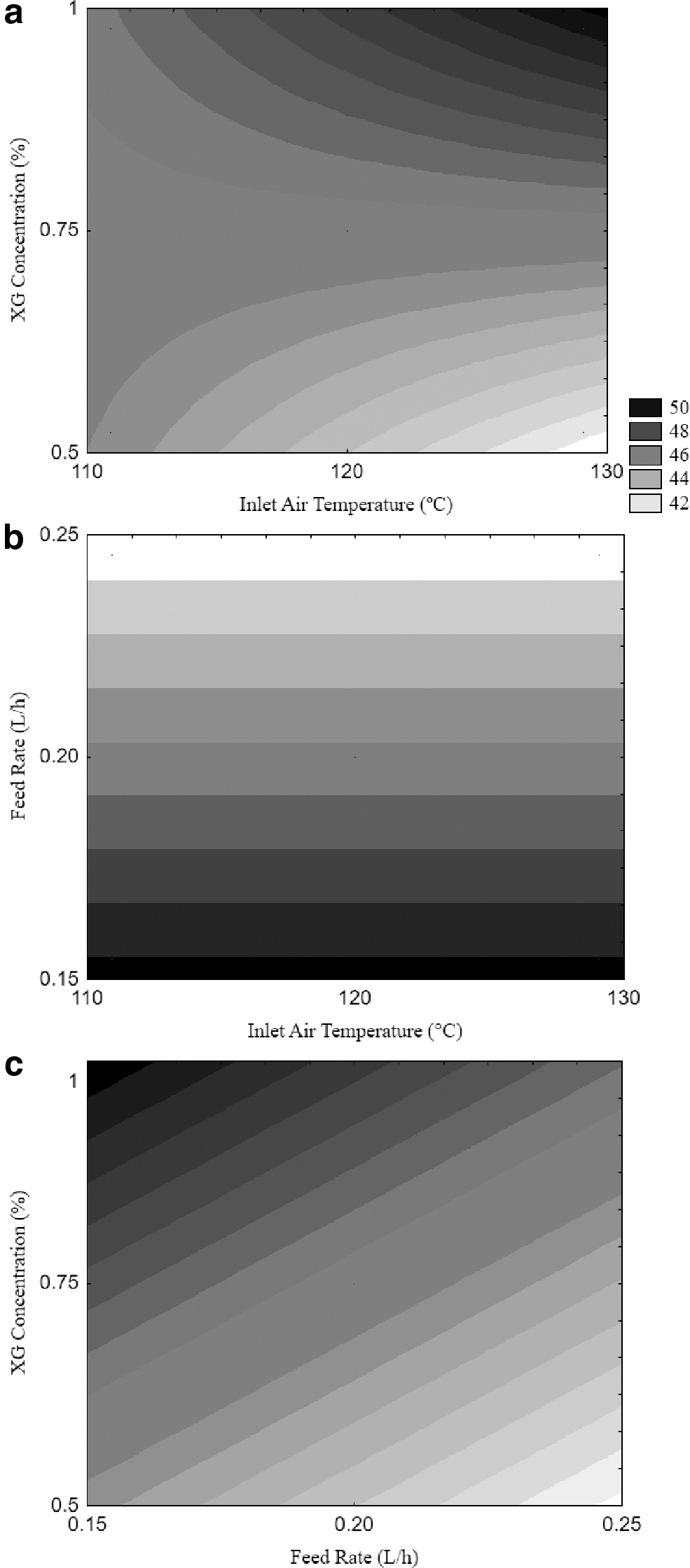
Contour curves of encapsulation yield (%) obtained by CCD as a function of
Therefore, the highest encapsulation yields were achieved with a feed rate of 0.15 L/h, 1% XG concentration and higher inlet air temperatures. The results observed in Table 1 assay 5 (110°C, 0.15 L/h feed rate and 1% of XG concentration) and assay 6 (130°C, 0.15 L/h feed rate and 1% XG concentration), reached the highest encapsulation yields of 41% and 49%, respectively. The relative deviations (DR, Table 1) between the experimental data (YM) and predicted results by the model (PR) were less than 5% in these assays. Therefore, the experimental results fit well with the proposed model. 52 These same conditions as assays 5 and 6 (Table 1) were used for microbial carotenogenic extract (100 ug/g) for performing experimental assays in triplicate (Table 3, assays 12 and 13). Although the contour curves indicate that an increase in the concentration of xanthan gum could provide an increase in encapsulation yield, it was not possible to explore concentrations above 1% due to the high viscosity presented by the material causing the collapse of the drying bed.
Microcapsules with Microbial Carotenoids from Phaffia rhodozyma.
same conditions as assay 5 and 2 assay 6 in Table 1. Mean ± standard deviation (n = 3); different letters in the same column indicate a significant difference (p < 0.05) by the Tukey test; T, inlet air temperature; V, feed rate; C, XG concentration; UA, absolute moisture; YM, encapsulation yield; EE, encapsulation efficiency; TCM, carotenoid content maintained after the process; MXSA, moisture of xanthan suspension atomized.
Carotenogenic Microcapsules
Encapsulation is an alternative process to increase the stability of compounds and protect them from adverse environmental conditions. Addition of a surfactant during the encapsulation process facilitates interactions between the components through forces of attraction, repulsion and electric charges. This enables increased affinity and enhanced chemical bonds between the polymers in the wall, surfactants and the compound of interest. 54,55
The encapsulation of a microbial carotenoid extract (100 ug/g) was determined in the maximized conditions obtained in the CCD (assays 5 and 6 in Table 1) to compare encapsulation efficiency and yield (Table 3).
The encapsulation yield with the addition of carotenoid extract remained similar to what was obtained from CCD, without losses in the process. Encapsulation efficiency and carotenoid content maintained after the process were similar in assays 12 and 13 with the addition of carotenoid extract. However, a small increase in the percentage of moisture of xanthan suspension atomized (MXSA) was observed in both conditions, which can be attributed to the lack of microbial carotenogenic extract. To keep MXSA less than 4%, 30 assay 13 was selected to add the surfactant Tween 80.
Addition of the surfactant Tween 80 did not influence the encapsulation yield (51%, p > 0.05) at the same temperature of 130°C (assays 13 and 14). However, the encapsulation efficiency reached approximately 70%—that is, 50% more than without this surfactant. Encapsulation yield twice higher than those found by Nogueira 12 using the same yeast, similar process conditions and temperature below 100°C.
The data demonstrates that the addition of surfactant increased protection, with a concomitant significant (p > 0.05) increase in carotenoid content maintained in the microcapsules (45% in assay 14), about 6.8 times higher than in the absence of Tween 80.
The final moisture content of the microcapsules varied from 3.6% (assay 13) to 4.4% (assay 12). Similar results were achieved from the encapsulation studies of biocompounds extracted from acerola pulp, 33 tamarillo juice, 32 and algae biomass. 34 However, only microcapsules obtained at 130°C (assay 13 and 14) would be suitable for food applications because they had a moisture content less than 4%, 30 similar to those found with XG suspensions (Table 1).
Microcapsules Characterization
Thermograms for the non-encapsuled carotenogenic extract (NCE), XG, and carotenogenic microcapsules obtained with inlet air temperature at 110°C (C110), 130°C (C130) and 130°C with Tween 80 (C130T) exhibited endothermic peaks between 71°C and 118°C (Fig. 2). These values are characteristic of the water loss between 60°C and 125°C. 28

DSC thermograms for the non-encapsuled carotenogenic extract (NCE), xanthan gum (XG), and carotenogenic microcapsules obtained with inlet air temperature at 110°C (C110), 130°C (C130) and 130°C with Tween 80 (2% v/v) (C130T).
The samples did not show endothermic or exothermic peaks in the temperature range between 119°C and 240°C, demonstrating that they did not experience changes in their melting point, crystallinity, polymerization and degradation.
Thermograms of samples XG, C110, C130 and C130T displayed a slight ripple near 250°C, indicative of the beginning of material degradation. 56 In the C110, C130 and C130T microcapsule thermograms, the endothermic peak that is found in the NCE sample disappeared. This demonstrates the absence of core material thermal events after encapsulation. 57 These results confirm that the wall material formed an inclusion complex that successfully encapsulated the carotenoids.
FTIR analysis distinguishes the potential molecular interactions between the respective constituents of a sample and can be used to elucidate the encapsulation efficiency of bioactive compounds. Fig. 3 shows the infrared spectrum profile of XG and different microcapsules (C110, C130 and C130T).
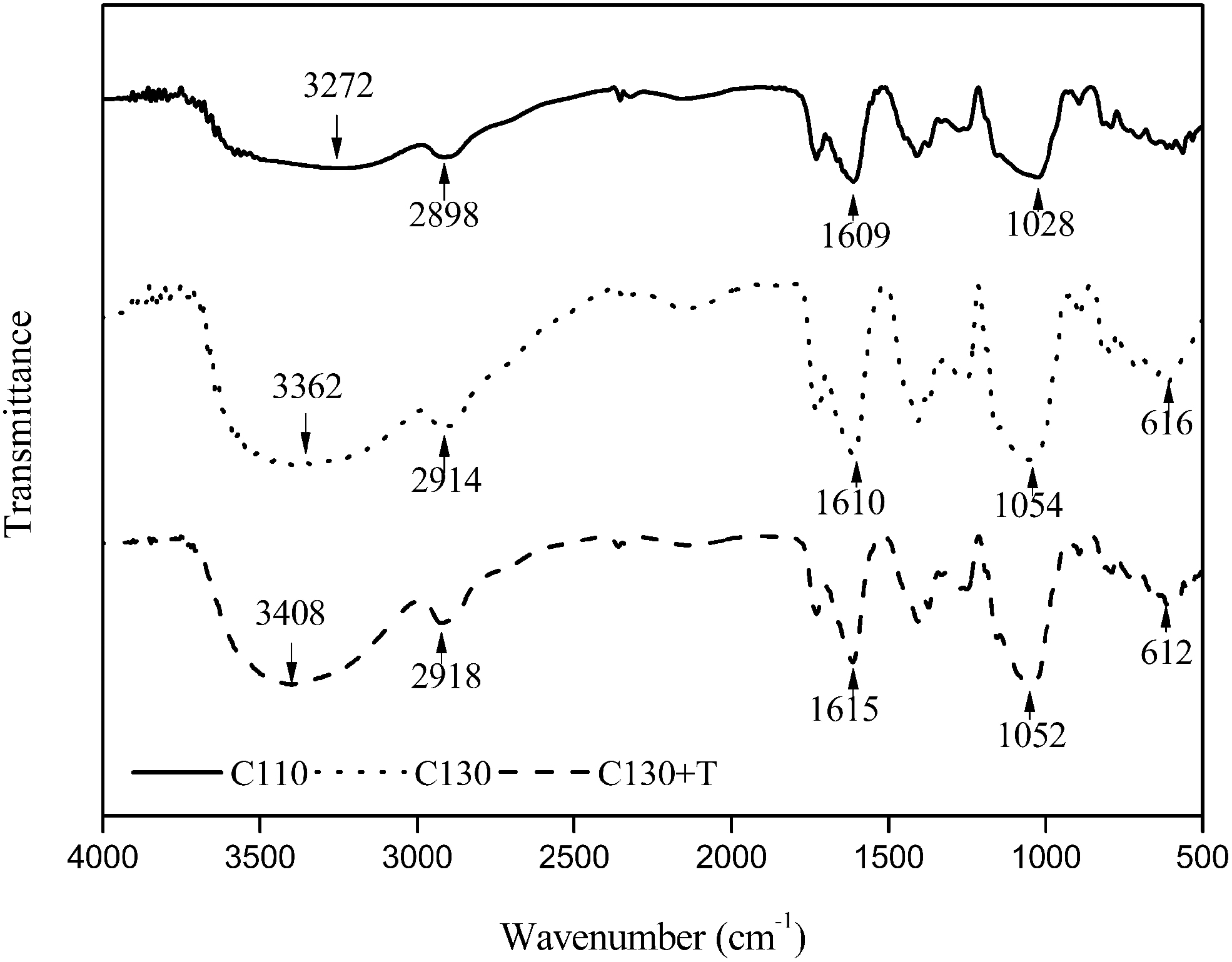
Fourier transform infrared spectroscopy (FTIR) spectrum of xanthan gum (XG) and carotenogenic microcapsules obtained at 110°C (C110), 130°C (C130) and 130°C with Tween 80 (2% v/v) (C130T).
The sharp absorption bands represented by peaks 3421, 3408, 3362 and 3272 are associated with strong vibrations in the symmetrical stretch of the O-H group. 58 The absorption peaks observed at 2890, 2898, 2914 and 2918 wavelengths represent the elongation of the C-H bond. 59 In sequence, absorption peaks at 1605, 1609, 1610 and 1615 are characteristic of the elongation of the C = O bond. 60 The sharp absorption bands observed at the wavelengths of 1,026, 1,028, 1,054 and 1,052 demonstrate the elongation of the C-O bond and folding of the C-O-H bond for XG, C110, C130 and C130T, respectively. 61 The wavelengths 616 and 612 for C130 and C130T are characteristic of CH2 bond stretching. XG and C110 showed no absorption peaks at this wavelength. This demonstrated that the wall material did not exhibit the elongation of this bond at the inlet air temperature of 110°C. Thus, the energy supplied by the heating process at the studied temperatures did not promote the breaking of the bonds between the molecules of the encapsulating material as well as of the core material thus guaranteeing the stability of the capsule and protection of the carotenoid.
The morphology of carotenoid microcapsules observed by SEM is presented in Fig. 4. The particles were less than 5 μm and varied in size regardless of the utilized drying conditions.
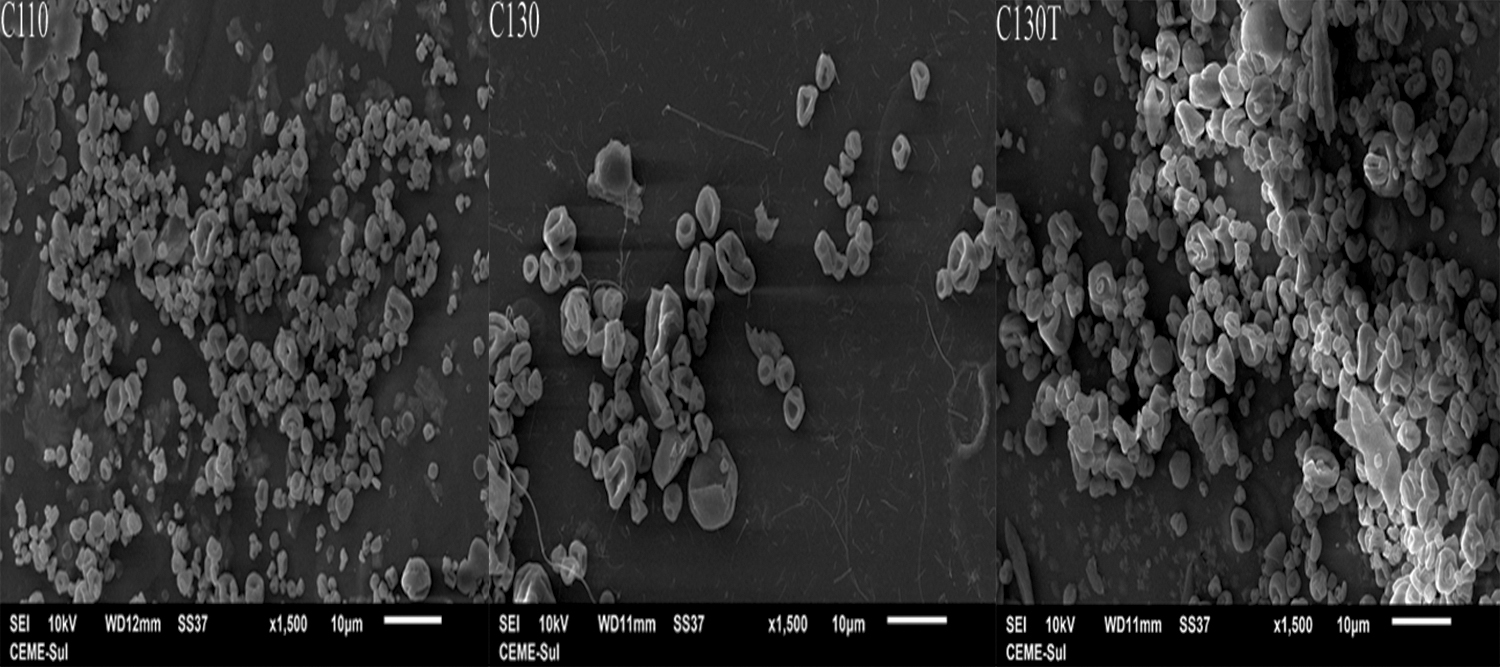
Scanning electron micrographs of carotenogenic microcapsules obtained with inlet air temperatures of 110°C (C110), 130°C (C130) and 130°C with Tween 80 (2% v/v) (C130T).
Consistent with other studies that used atomization as the drying method, the microcapsules had spherical shapes and were mostly amalgamated in clusters without grooves or perforations on their surface. 41,53,62 The C110 and C130 microcapsules exhibited different arrangements and number of particles. As reported by Birchal et al., 63 this change may be related to an increase in the spray drying inlet air temperature and the droplet drying rate. These alterations lead to rapid dehydration of the outer coating material and the formation of smaller capsules. However, the same particle shape and distribution was not observed for C130T microcapsules. This change may be related to the addition of surfactant, which favors a self-assembling molecular complex, increases the interaction between particles, and allows for faster formation of spheres, thus reducing the effect of increasing temperature. 64
Colorimetric Parameters
Color parameter analysis (L, a*, b* Hue and Chroma, Table 4) showed that the C130 and C130T microcapsules exhibited the lowest values of L (91.7 and 92.9, respectively) with no significant difference (p > 0.05). The C110 and XG microcapsules showed higher values of L (94.0 and 94.6, respectively) with no significant difference (p > 0.05). Thus, it is possible that the increase in inlet air temperature from 110°C to 130°C, with a subsequent reduction in the moisture content (Table 3), led to the darkening of the microcapsules. 64 When comparing the samples by the coordinate a* which varies from green (-a) to red (+a), it shows that XG presented the highest value of a* differing significantly from all others (p < 0.05). C110 and C130T showed no significant difference (p > 0.05) as well as C110 and C130.
Color Parameters of Xanthan Gum Atomized with Inlet Air Temperature at 130°C and Carotenogenic Microcapsules Produced with Inlet Air at Temperatures of 110°C (C110), 130°C (C130), and 130°C with 2% (w/w) Tween 80 (C130T)
Mean ± standard deviation (n = 3), different letters in the same column indicate a significant difference (p < 0.05) by the Tukey test; final humidity XG (%) = 4.2 ± 0.2.
Analyzing the b* coordinate, which varies from blue (-b) to yellow (+b), there is a significant difference between XG and all others (p < 0.05). C130T presented the highest value of b* demonstrating that the addition of carotenoids promoted the displacement of the coordinate b* towards yellow. C130T and C130 were similar (p > 0.05) as well as C130 and C110.
In relation to the hue angle (Hue), the microcapsules with carotenoids showed values higher than 90°, which indicated a yellow coloration towards green. XG presented values significantly lower than 90° (p < 0.05), which indicated a yellow colouration towards orange. The microcapsules produced with the addition of carotenoids (C110, C130 and C130T) showed a chromaticity index (Chroma) higher than that found in atomized xanthan gum, confirming that the addition of carotenoids promoted an increased in the color intensity. The values found in this study are in agreement with those observed in microencapsulation of the leaf extract of Murraya koenigii L. 64
Conclusion
The maximization of the encapsulation yield by spray dryer using xanthan gum was reached 51%, in the process conditions of inlet air temperature 130°C, feed flow of 0.15 Lh and concentration of the gum xanthan 1%. The carotenogenic microcapsule obtained under these conditions with 2% (w/w) of Tween 80, reached 70% of encapsulation efficiency, demonstrating that the addition of the surfactant promoted a greater interaction of the components. The characterizations of the microcapsules showed that the added carotenoids were encapsulated, that the process conditions did not affect the chemical bonds, obtaining microcapsules with humidity below 4% and with color in the yellow region.
Moreover, the characteristics of microcapsules obtained with spray drying, which is a process widely applied in the industry, is an important alternative to reduce the degradation process of carotenoids and expand its application in food products.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The authors are grateful to FAPERGS (Foundation Research Support in the state of Rio Grande do Sul) and CNPq (National Council of Science and Technological Development). This study was financed in part by the Coordination of Superior Level Staff Improvement (CAPES) Brazil, Finance Code 001.