
Abstract
Currently, xylose from biomass hemicellulose is still underused, and the fermentation of crude hemicellulose hydrolysates is a challenge due to the presence of inhibitors. Cell immobilization coupled with fixed-bed reactor could create process conditions for high productivity and yields. Thus, in this work, ethanol production in a fixed-bed reactor loaded with Ca-alginate immobilized recombinant Saccharomyces cerevisiae using undetoxified sugarcane bagasse hemicellulose hydrolysate as substrate was studied. Fermentation was carried out in fixed-bed reactor with 100 mL of reaction volume containing 25g of beads (50 g/L of dry cells) at 35°C, pH 5.2. After 4 h, all fermentable sugars were consumed, with low xylitol formation, leading to ethanol yield of 0.39 g/g and productivity of 4.4 g/L.h. This is a promising strategy with potential to implement process operation under repeated batch or continuous mode and therefore increase the chances of achieving economic viability for 2G ethanol production.
Introduction
Processes using lignocellulosic biomass as raw material contributes to sustainability and environmental protection. 1 Bioeconomy strategies to build an economy based on renewable resources are widespread globally to ensure food security, reduce dependence on non-renewable sources and mitigate climate change. 2 In this context, the development of feasible 2G biofuel production processes is considered a priority.
Bioethanol poses as one of the most suitable sustainable resource to replace oil-derived gasoline to meet energy demand for transportation. 3 First-generation bioethanol is already produced globally in a well-established process using sugarcane or corn as feedstock. 4 2G ethanol uses non-food crops as substrate, such as sugarcane bagasse and straw. However, to achieve economic viability of industrial 2G ethanol production, all plant biomass components must be utilized.
Lignocellulosic biomass is mainly composed by cellulose, hemicellulose and lignin. Xylans are the major hemicellulose component and, currently, this fraction is still underused. 5 The high xylose content in hemicellulose makes the use of microorganisms capable of assimilating this pentose crucial. 6
The yeast Saccharomyces cerevisiae is the most used microorganism for ethanol production from hexoses due to its high fermentation rate and ethanol tolerance. However, its wild form cannot assimilate xylose. 7 Although there are a lot of microorganisms that are naturally capable of fermenting xylose, such as Scheffersomyces stipitis, they lack S. cerevisiae advantages. 8
Due to its favorable characteristics, the application of metabolic engineering to improve S. cerevisiae xylose assimilation has been extensively studied to achieve high fermentation rates and low byproduct formation. 9 –12 Among the strategies used, insertion of genes for xylose isomerase (XI) expression is one of the most studied options, however recent progress in metabolic engineering has made it possible to engineer transporters to increase xylose affinity and optimize xylose-assimilation pathways to identify key targets for enhanced xylose metabolism. 13 In addition to high xylose-fermentation rates, the development of a robust strain, with efficient xylose fermentation from crude hemicellulose hydrolysate, is an important issue.
To make lignocellulosic fermentable sugars available, a biomass pretreatment step is necessary to promote the disruption of the fibrous matrix. 14 In this step, besides sugars, large amounts of inhibitory compounds are released, such as furfural and hydroxymethylfurfural (HMF). 9 In addition, the detoxification of the hydrolysate could cause undesirable environmental and economic impacts on process feasibility. 1
Cell immobilization is an approach with several advantages, such as easy recovery of the biocatalyst; potential to operate in continuous mode with high biocatalyst densities, and the creation of a microenvironment inside the biocatalyst beads that can protect or moderate harmful external effects on cells. 15 Furthermore, the use of fixed bed reactor can also contribute to the feasibility of the process due to its advantages, like high conversion rate per weight of biocatalyst and low cost of operation. 16 Thus, the objective of this study was to evaluate ethanol production in fixed-bed reactor from undetoxified sugarcane bagasse hemicellulose hydrolysate by immobilized recombinant S. cerevisiae (GSE16-T18).
Materials and Methods
Yeast and Inoculum
The yeast GSE16-T18SI.1 (T18), a strain of S. cerevisiae engineered for xylose consumption through the expression of xylose isomerase, among other modifications, was used. 9 For all experiments, a pre-inoculum was prepared by adding a loop of the stock culture in 3mL of YPXD (Yeast extract 1%, peptone 2%, xylose 1%, glucose 1%) and 1 mg/mL ampicillin (30°C, 200 rpm, 12 h). After the incubation, the pre-inoculum was poured in 1-L flasks containing 250 mL of YPXD 2% (w/v) and 1 mg/mL ampicillin (30°C, 200 rpm, 24 h). Yeasts cells were recovered by centrifugation (4,500 rpm for 20 min) and used in either free or immobilized form in the fermentation runs.
Cell Immobilization
Cell immobilization was carried out by Ca-alginate gel encapsulation according to Milessi et al. 17 Calcium alginate gel beads of small diameter (1–3 mm) were obtained by dropping a suspension containing 1% (w/w) of sodium alginate and 10% (w/w) of yeast (100% cell viability) into a coagulation solution containing calcium chloride and magnesium chloride (0.25M) with a pneumatic extruder. To avoid changes in pH and medium composition, the beads were cured after immobilization for 12 h at 4°C in a cure solution composed of fermentation medium without the carbon source. Immobilization was performed aseptically in a biological safety cabinet. Alginate and coagulation solutions were pre-sterilized by autoclaving at 121°C for 20 min. Due to the high content of water in the composition of the biocatalyst (85% moisture), a dilution of fermentation medium of approximately 1.8 times after addition of the beads was observed.
Preliminary Fermentation Experiments
Fermentation experiments with rich YPDX medium and crude hydrolysate were performed in flasks with 8 mL of reaction volume containing free or immobilized cells and kept at 150 rpm, 35°C and pH 5.2. Due to the dilution caused by addition of the beads, the YPDX medium was prepared with twice the final sugars concentration to ensure the desired initial concentrations in the fermentations.
For the experiments, two different sugarcane bagasse hemicellulose hydrolysates were used. The acid hydrolysate (hydrolysate #1), donated by Praj Industries (Pune, India), was composed of 21.4 g/L of glucose, 92.8 g/L of xylose, 7.8 g/L of arabinose, 4.7 g/L of manose, 7.6 g/L of acetic acid, 0.29 g/L of furfural and 0.67 g/L hydroxymethylfurfural. The second acid hydrolysate (hydrolysate #2) was donated by Prof. Silva and Prof. Santos from University of São Paulo (Brazil), which was composed of 9.7 g/L of glucose, 100.0 g/L of xylose, 6.5 g/L of acetic acid, 0.368 g/L of furfural and 0.016 g/L of HMF. Due to the availability, experiments were carried out first with hydrolysate #1 and then with hydrolysate #2.
Before the experiments, both hydrolysates were supplemented with urea (2 g/L) or yeast extract (10 g/L) and peptone (20 g/L). The yeast performances in both hydrolysates were compared. Flasks fermentations were monitored by measuring the weight loss due to CO2 release during the time course of the experiment. 9
Bioreactor Fermentation
Bioreactor fermentation was carried out in a fixed-bed jacketed reactor with 100 mL of reaction volume and 5 cm of diameter (Fig. 1), containing 25g of beads (corresponding to 50 g/L of dry cells) and 25 mL of undetoxified sugarcane bagasse hemicellulose hydrolysate (pH corrected to 5.2), supplemented with peptone (20 g/L) and yeast extract (10 g/L). The bioreactor loading was carried out in a laminar flow sterile chamber to avoid contamination. The fermentation was carried out at 35°C and periodic samples were collected to quantify substrate, products and possible free cells that detached from the carrier to the medium.

Schematic representation of the fixed-bed reactor used for undetoxified xylose rich hydrolysate fermentation by immobilized T18 yeast.
Analytical Methods
Substrate and products quantification
Metabolite, substrate and inhibitor concentrations were determined using High Performance Liquid Chromatography (HPLC) Waters Isocratic Breeze HPLC, equipped with ion-exchange column WAT010290 and a refractive index detection system. The column was maintained at 75°C and sulfuric acid (5 mM) was used as eluent at a flow rate of 1 mL/min.
Cell concentration and viability
Cell concentration was determined by turbidimetry using a spectrophotometer (Ultrospec 2100 pro) at 600 nm and correlated with the dry weight of cells (g/L) through a calibration curve. Cell viability was evaluated by methylene blue technique counting in Neubauer's chamber. 17 The alginate beads with encapsulated cells were dissolved in 8% (w/v) sodium citrate buffer (100 mg of beads per mL of buffer) under magnetic stirring and at room temperature. Cell viability was defined as the ratio between viable cells and total cells, counted in a defined space of the counting chamber.
Calculation procedures
For fermentation flasks experiments, changes in substrate concentration (CS, in g/L) during the experiments were estimated from the loss of CO2 mass (ΔmCO2), according to Equation 1.
where CSi was the initial substrate concentration (in g/L) in the medium. The value of 0.488 g of CO2 per g of consumed substrate was used as the theoretical yield coefficient YCO2/S based on the ordinary stoichiometric equation for ethanol production from sugars, assuming biomass formation as negligible. 18 Parameters such as substrate conversion X (%), ethanol yield YP/S (gethanol/gsubstrate) and volumetric productivity QP (g/L.h) were calculated according to Shuler and Kargi 19 to evaluate the performance of the biocatalyst in the fermentation runs.
Scanning electron microscopy (SEM)
A qualitative comparative analysis of the beads was done by scanning electron microscopy (SEM, XL30-FEG, FEI). Following freeze drying, samples were coated with Au-Pd using a sputtering device (Edwards S150) to produce a thin conductive film on the surface. SEM was operated at standard high-vacuum settings using 10 mm working distance and 10.0 keV accelerating voltage.
Results and Discussion
Comparison of Fermentation Performance Between Immobilized and Free T18 Yeast
The performance of free and immobilized T18 yeast in undetoxified sugarcane bagasse hemicellulose hydrolysate was evaluated. The hydrolysate #1 supplemented with urea 2 g/L was used at this step. Experiments were carried out using the same initial cell concentration of T18 yeast in free and immobilized forms. The use of immobilized cells results in an initial dilution of the medium of around 1.8 times due to the water content inside the beads (around 85%). To ensure that both experiments were conducted with the same medium composition, ultrapure water was used to reproduce this effect in experiments using free cells. The sugar conversion in both experiments is presented in Fig. 2, where the industrial yeast Ethanol Red was used as negative control.
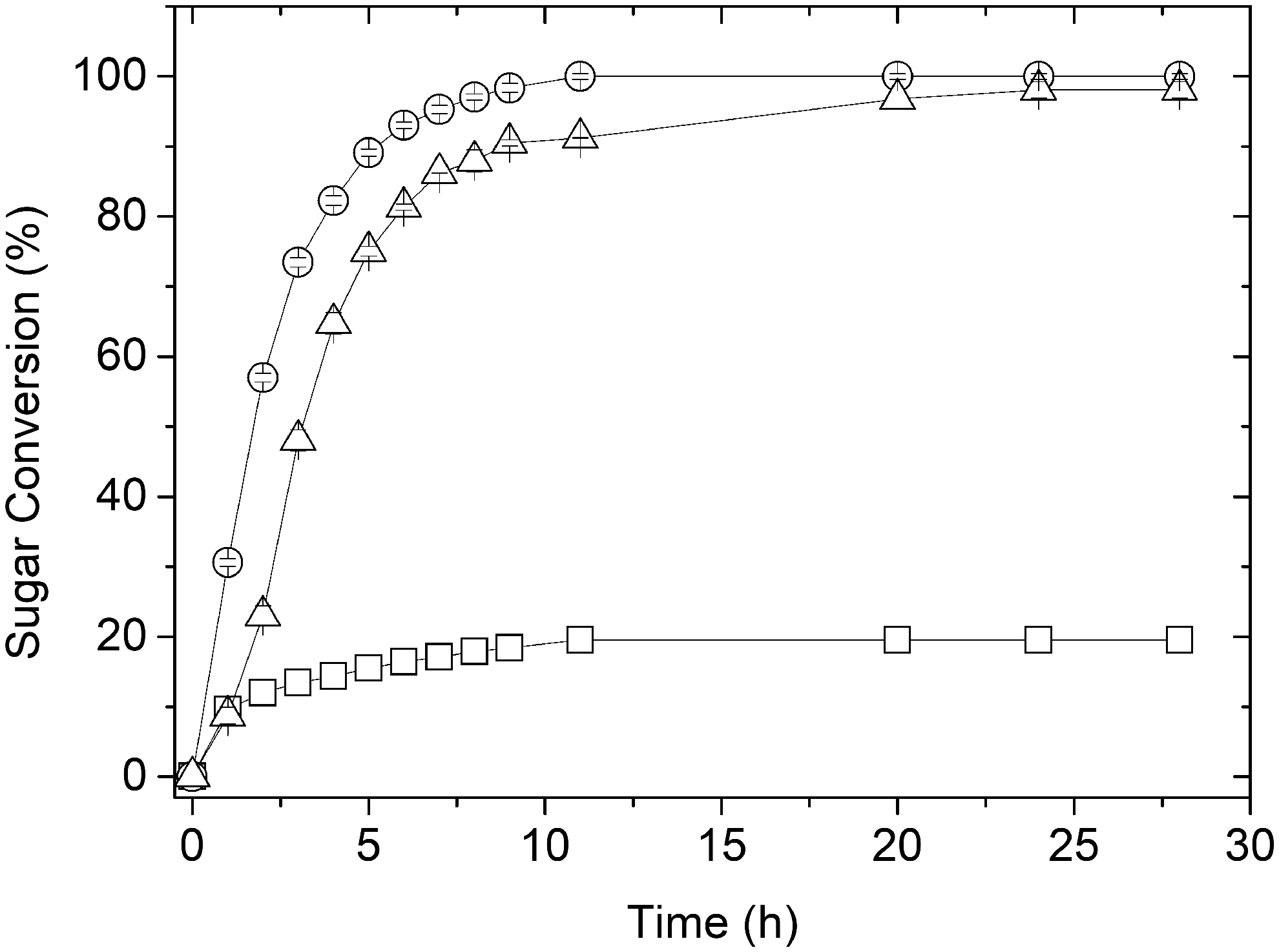
Sugar conversion during T18 yeast performance in undetoxified sugarcane bagasse hemicellulose hydrolysate (35°, 150 rpm, pH 5.2) using free T18 (triangles), immobilized T18 (circles) and the control immobilized Ethanol Red (squares).
The T18 yeast was capable of assimilating all fermentable sugars from hemicellulose hydrolysate, except arabinose, that S. cerevisiae does not naturally assimilate. As expected, Ethanol Red consumed only the C6 sugars (glucose and mannose).
The free yeast showed a lag phase in the process, which is not observed for the immobilized T18. In fact, encapsulated yeast showed better performance than free yeast, with an ethanol yield of 0.47 gethanol/gSugars (28 g/L of ethanol) and 0.40 gethanol/gSugars (24 g/L of ethanol), respectively. In addition, at the end of the process, immobilized T18 viability was unchanged (99.6%) while free cells showed a viability of 2%.
As both experiments were carried out with the same cell concentration, it can be assumed that there are no diffusional mass transfer limitations in the process. The better performance of immobilized T18 yeast and its high final viability could be due to a protective effect provided by the gel bead, which acts as a shield against the toxic effects of hydrolysate inhibitors. The alginate protective effect has been described in literature for many applications, 20,21 but few studies using it to overcome undetoxified hydrolysate toxicity are reported.
T18 yeast stands out with an efficient xylose assimilation and ethanol productivity, without byproducts formation. The search for naturally xylose fermenting yeasts and the development of recombinant yeasts to assimilate xylose is well described. Antunes et al. 22 investigated consumption of detoxified sugarcane hemicellulose hydrolysate by a new isolated yeast Scheffersomyces shehatae UFMG-HM 52.2., which naturally consumes xylose. These authors reported a yield of 0.32 g/g and productivity of 0.146 g/L.h. Li et al. 23 carried out fermentations using recombinant S. cerevisiae with xylose isomerase expression, which lasted 72 h to consume 35 g/L of xylose in synthetic medium with significant production of xylitol and glycerol.
In this sense, the use of immobilized T18 for fermentation of undetoxified hydrolysate poses as a promising strategy due to the high xylose assimilation rate and the advantages of this encapsulation technique, such as cell microenvironment protection, the possibility of cell reuse with easy recovery, and high process productivity due to high cell density inside the beads (Fig. 3).
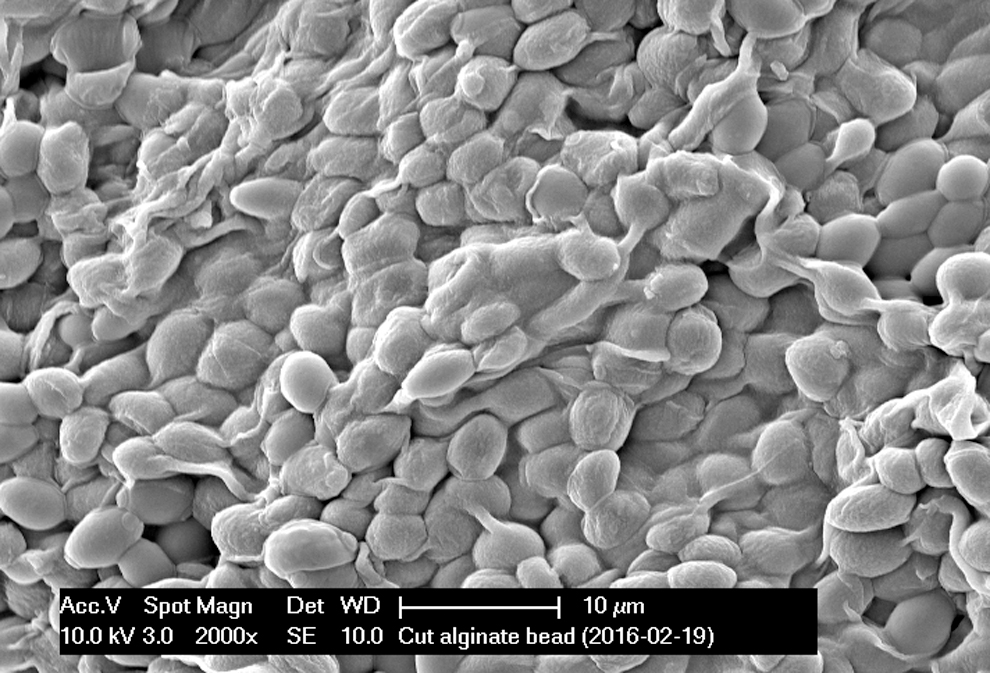
Scanning Electron Microscopy (SEM) picture of Ca-alginate beads containing T18 (10% w/w) magnified 2,000 times.
Evaluation of T18 Performance in Undetoxified Sugarcane Bagasse Hydrolysate
The toxicity of sugarcane bagasse hemicellulose hydrolysate was evaluated by comparing the performance of T18 fermentation of undetoxified hydrolysates #1 and #2 and synthetic medium YPXD with the same content of fermentable sugars quantified for the hydrolysates (100 g/L of xylose and 10 g/L of glucose). Sugarcane bagasse hydrolysates #1 and #2 were supplemented with 2g/L of urea or YP (10 g/L yeast extract and 20 g/L peptone). Hydrolysates also contained, respectively, 0.29 and 0.37 g/L of furfural and 0.67 and 0.016 g/L of HMF. Furans levels this high are reported to be significantly toxic for microorganisms. 24 In fact, these compounds are the most toxic microbial inhibitors present in the hydrolysate, and they affect cell growth and viability. 1 Sugar conversion for undetoxified hydrolysates and YPDX medium are presented in Fig. 4.
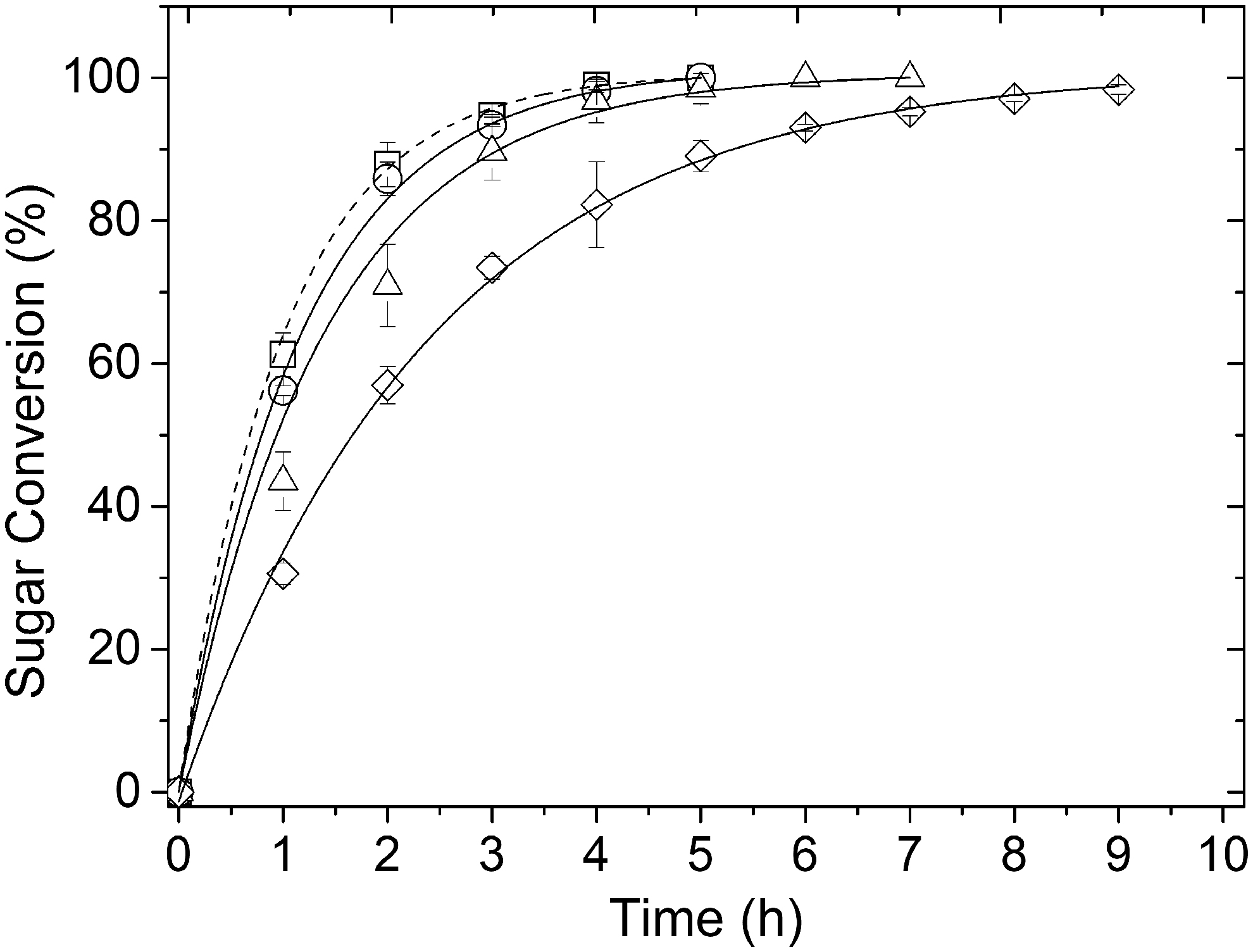
Sugar conversion in xylose fermentation by immobilized T18 yeast (35°, 150 rpm, pH 5.2) using undetoxified sugarcane bagasse hemicellulose hydrolysates: (diamond) hydrolysate #1 supplemented with urea; (triangle) hydrolysate #2 supplemented with urea; (circle) hydrolysate #2 supplemented with YP, and (squares with dashed line) YPDX medium.
In all experiments, fermentable sugars were completely consumed and conversion of 100% was reached in less than 12h, which is a very promising result compared with described in literature. 12,23 However, T18 performance in hydrolysate #2 was significantly better than in hydrolysate #1 (Figure 4). Besides the higher content of furfural on hydrolysate #2, fermentation process supplemented with urea lasted 9h and 7 h for hydrolysates #1 and #2, respectively. HMF content, on the other hand, is much higher in hydrolysate #1, suggesting a higher effect of this inhibitor on T18 yeast or a possible synergism between HMF and other inhibitors, such as furfural.
Fermentation productivity was better using hydrolysate #1 supplemented with YP instead of urea. In fact, no significant difference was observed between the experiments carried out with undetoxified hydrolysate #2 supplemented with YP and YPDX medium. In both experiments, all fermentable sugars were converted in less than 5 h of process, and similar values of ethanol yield and productivity were observed (0.43 ± 0.01 g/g and 5.7 ± 0.5 g/L.h for YPDX medium and 0.46 ± 0.06 g/g and 5.5 ± 0.4 g/L.h for hydrolysate #1). These results show that a detoxification step is not required to improve fermentation performance once its performance in hydrolysate was the same as in synthetic medium. This is a very positive result since detoxification involves extra operations (mixing with detoxifying agents, filtration, pH correction and filtration), which adds costs, water consumption, and environmental impacts. 1
For the next experiments, considering that using immobilized T18 the sugar conversion was close to 100% with 5 h of process (Fig. 4), it was decided to conduct fermentations with reduced time and with medium supplemented with yeast extract and peptone (YP) to avoid limitation of important nutrients that could hamper cell viability in bioreactor.
Fixed-Bed Reactor 2G Ethanol Production
Considering the good performance of T18 yeast in undetoxified hydrolysate and the fast xylose assimilation rate, ethanol production in fixed-bed reactor was evaluated using hydrolysate #2 (Fig. 5).
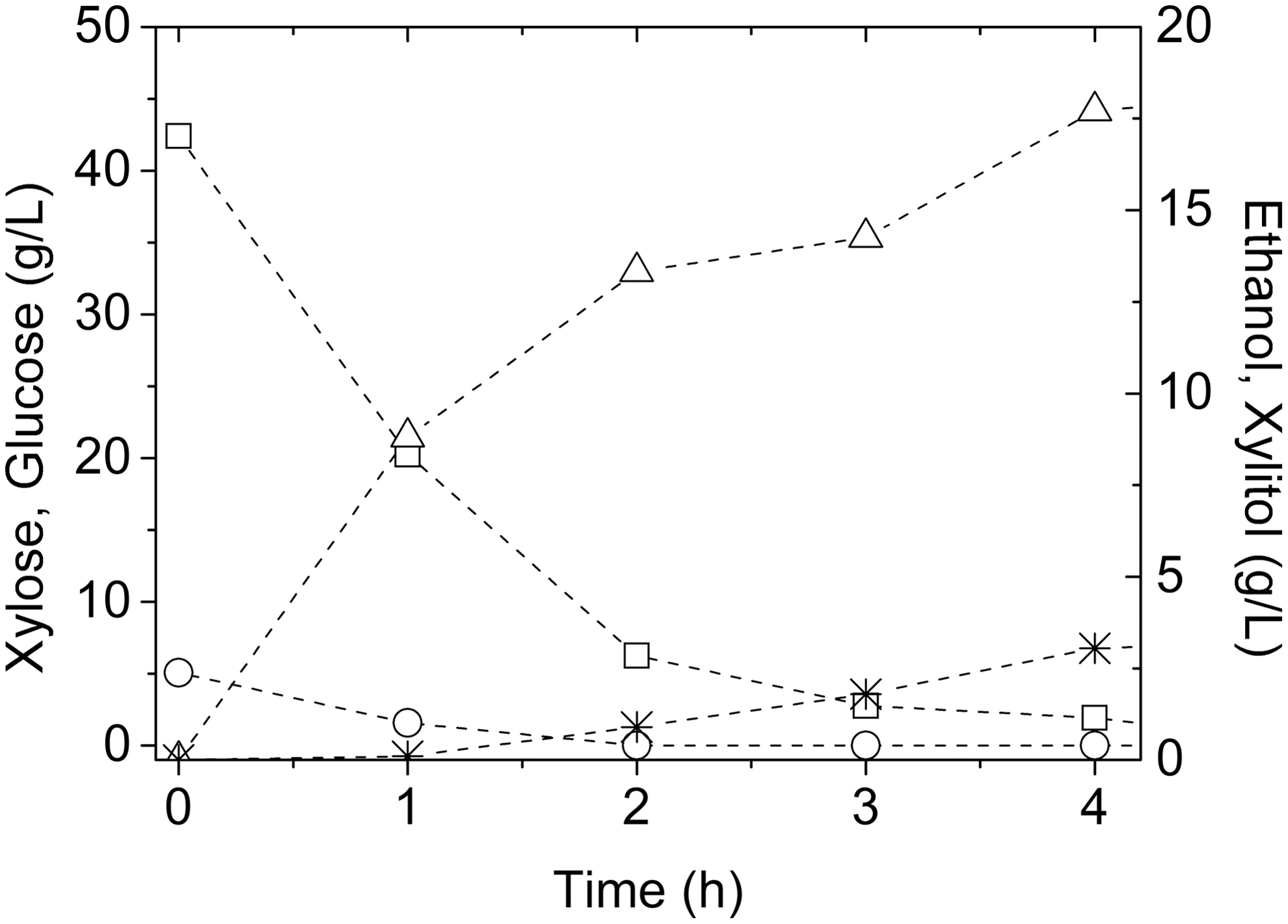
Fermentation of undetoxified sugarcane bagasse hemicellulose hydrolysate by immobilized recombinant T18 yeast in a fixed-bed reactor. (35°C, pH 5.2, 50 g/L of cells). Xylose (squares); glucose (circles); ethanol (triangles) and xylitol (stars).
After 4 h of process, all xylose and glucose were consumed with low xylitol formation. Fermentation yield (YP/S) and productivity (QP) of 0.39 g/g and 4.4 g/L.h, respectively, were achieved (Table 1), corresponding to a sugar conversion of 96%.
Fermentative Performance Indexes for Undetoxified Sugarcane Bagasse Hemicellulose Hydrolysate Batch Fermentation by Immobilized Recombinant T18 Yeast in Fixed-Bed Reactor (35°C, pH 5.2, 50 g/L of cells)
The overall performance of the proposed process for bioethanol production from undetoxified hydrolysate is promising. In general, low xylose assimilation rate and ethanol productivity in hemicellulose hydrolysates are reported in literature. Antunes et al., 25 studying ethanol production from detoxified sugarcane bagasse hemicellulose hydrolysate in fluidized bed reactor, observed an ethanol productivity of 0.17 g/L.h using a natural xylose-fermenting yeast. Shin et al., 12 comparing the metabolism of natural xylose fermenting yeast S. stipitis and recombinant S. cerevisiae in xylose/glucose mixture, observed productivities of 0.54 g/L.h and 0.66 g/L.h, respectively.
Using the latest-generation recombinant S. cerevisiae, Seike et al. 26 achieved an ethanol productivity of 0.74 g/L.h during co-fermentation of xylose and glucose using recombinant S. cerevisiae expressing xylose isomerase from Lachnoclostridium phytofermentans. Jetti et al. 27 developed a recombinant S. cerevisiae through P. stipitis genome shuffling and observed an ethanol production of 1.03 g/L.h. In the present work, fermentation took only 4 h to complete xylose conversion. In addition, at the end of the experiment, cell viability of immobilized T18 yeast remained unchanged, despite the presence of inhibitors.
In addition to the fast xylose assimilation rate of T18 yeast, the proposed process includes the advantages of cell immobilization. Besides the easy recovery and facility of downstream steps, the immobilization of recombinant yeasts could make its application at large scale feasible in countries with strict biosafety laws such as Brazil, 28 once it is confirmed that GMO remains confined into carrier beads. At the end of the fermentation process, no free cells were observed in the medium, which indicates that the yeast did not detach from the carrier.
The fixed-bed reactor, on the other hand, provides a configuration with high biocatalyst concentration, resulting in high productivity. The proposed bioreactor does not require a separation step or catalyst recovery, reducing operation time and cost and facilitating modeling and scale-up. 29,30 The use of fixed-bed reactor for 2G ethanol production allows its operation in repeated batches and continuous mode, which is suitable to combine with downstream steps. Furthermore, the use of the hemicellulose fraction of biomass for 2G ethanol production is an important issue in the biorefinery concept.
Conclusion
The recombinant T18 yeasts showed great performance in undetoxified xylose-rich hydrolysate, and cell immobilization advantages led to high ethanol yields and productivities. The production of 2G ethanol from undetoxified sugarcane bagasse hemicellulose hydrolysate by Ca-alginate immobilized recombinant T18 yeast in a fixed bed reactor is a promising approach to achieve process feasibility. Further studies to optimize fixed bed reactor operation under continuous or repeated batch mode can potentialize its application at industrial scale.
Footnotes
Acknowledgments
The authors would like to thank the São Paulo Research Foundation (FAPESP), grant #2016/10636-8, and the Brazilian National Council for Scientific and Technological Development (CNPq) for their financial support. This work was in part financed by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior, Brazil (CAPES) – Finance code 001. The authors are also grateful to Praj Industries, Prof. Silvio S. Silva and Prof Julio C. Santos (University of São Paulo) for hemicellulose hydrolysate donation.
Author Disclosure Statement
No competing financial interests exist