
Abstract
Milk is a complete food that cannot be substituted. However, the presence of various bioactive phytochemicals, absence of cholesterol, high energy input required for production, limited availability of milk in some regions, emergence of vegan diets, and limited resources such as landmass, feed, etc. are accelerating development of non-dairy alternatives. The present study was carried out to develop dairy analogs such as curd and kulfi by replacing cow milk with coconut and oat milk. Hydrocolloids such as xanthan gum, rice starch, and corn starch were used as stabilizers. As a sensory evaluation, 2% corn starch in curd and 1% rice starch in kulfi were used to achieve desired texture and stability. Yield ranged from 70–80%, which can be helpful in terms of production. All the samples were evaluated for their sensory attributes and physical properties. As the concentration of rice starch increased from 0–5% during kulfi preparation, the melting rate decreased and melting resistance increased significantly (P < 0.05). The work showed the potential of coconut as an alternative source of milk in making dairy analogs with improved nutritional benefits and acceptability.
Introduction
Milk is consumed by much of the world's population and is often regarded as a nutritious whole food containing essential elements such as fat, proteins, carbs, vitamins, and minerals. In India, dairy activities form an integral part of the rural economy, serving as a critical source of employment and income, and population growth will increase demand for milk. However, in many developing countries poor quality feed is used for milk-producing animals and climate change is increasingly a factor, as hot and humid environments are unfavorable for dairy farming. Therefore, it will increasingly be difficult for the dairy industry to fulfill growing demand. While they might meet these needs on a volume basis, compromising milk quality combined with rising prices will affect consumers' health. 1
At the same time, consumers are diversifying their diets with plant-based alternatives and consuming fewer animal-based products due to various factors, including rising lactose intolerance, different diet types, a desire for a healthy lifestyle, concern for animal welfare and environmental considerations. As a result, many food producers and researchers focus on developing healthy and sustainable alternative food items—dairy included. 2
Due to their health advantages, plant-based dairy alternatives have gained acceptance and market share. 3 Vegan-friendly labels, depending on additives, 4 -6 typically have high content of vitamins, minerals, other bioactives, phytochemicals, and added functionalities, such as dietary fiber. They also address consumer concerns regarding hormones and antibiotic residues. These are just a few of the appealing features that plant-based dairy substitutes offer to consumers in comparison to conventional dairy products.
Plant-based dairy's rising popularity has led to an expansion in the number of dairy substitutes using a wide range of plant matrices. 3,7 Such plant-based dairy substitutes can be roughly categorized into two groups: dairy alternatives, where plant-based ingredients merely take on the role of a replacement carrier for nutrients and probiotics, and dairy analogues, where plant-based materials are modified to recreate the flavor, texture, appearance, and, frequently, nutrition of real dairy products. 8,9 While milks, yoghurts, and cheeses are common imitations for dairy analogues, some dairy alternatives include fortified aqueous extracts or dairy probiotic-enriched juices. 10
The coconut palm (Cocos nucifera L.) is a monocotyledonous Arecaceae palm and a valuable resource widely used in the Pacific and Asian regions. 11 Four south Indian states—Kerala, Tamil Nadu, Karnataka, and Andhra Pradesh—account for about 90% of India's coconut production. Coconut milk is a natural oil-in-water emulsion made by manually or mechanically extracting coconut kernels with or without water. 11 It is consumed as a beverage and ingredient in various Pacific and Asian traditional dishes. 11 Coconut milk is high in iron, calcium, potassium, magnesium, and zinc, among other minerals and vitamins. It also contains a substantial amount of vitamin C and is high in antioxidants like vitamin E, which offer anti-aging benefits. 12 Coconut milk also includes lauric acid, a medium-chain fatty acid (MCFA) found in breast milk that has been linked to improved brain development, enhances immunity, and maintains blood vessel elasticity.
Consumer demand for more nutritious and appealing food options is prompting the dairy sector to expand its knowledge beyond traditional milk products to develop a variety of plant-based non-traditional beverages with health advantages comparable to milk. 13 This study set out to determine the maximum amount of coconut milk and oat milk that could manufacture dairy analogs without altering the products' physical and sensory qualities. Because oat milk is a good source of non-dairy milk, it's combined with coconut milk to boost the nutritional and textural qualities of the finished product.
Dairy farming—and, consequently production of bovine milk—is challenged worldwide. Growing human population is putting a lot of stress on the commercial production of bovine milk. This has led to unethical practices to maximize milk production. 14 One of the main objectives of this study is to reduce the stress on the production of bovine milk by developing a viable alternative based on oat milk and coconut milk.
This study aims to combine oat milk and coconut milk to produce a dairy analogue that is at par with the attributes of dairy products in terms of nutrition and sensory properties. Therefore, an essential objective of the study is to optimize the proportion of oat milk and coconut milk to maximize yield, reduce impact on the final product's flavor, improve the final product's melting resistance, and reduce the cost of production.
Coconut milk, which is manually or mechanically extracted from the endosperm of Cocos nucifera L, is a natural oil-in-water type emulsion. 15 In 2010, S.N. Raghavendra and K.S.M.S. Raghavarao observed that the creaming index—a measure of an emulsion's stability—for untreated coconut milk was 27.7 ± 0.58% at room temperature. 16 The creaming index of an emulsion is a. The higher the creaming index, the less stable emulsion becomes. This results in the oil phase separating out and consequently developing undesirable organoleptic properties. Another possible defect is a high melting rate. Therefore, treatment with hydrocolloids such as xanthan gum, rice starch, and corn starch is required to prevent oil separation and improve melting resistance.
Materials and Methods
MATERIALS
Fresh mature coconut, Nutriorg rolled oats, and sugar were purchased from Panvel, Navi Mumbai market. Vegan yogurt culture and xanthan gum were purchased from Urban Platter. Yogurt capsules were purchased from local chemists. Corn starch and rice starch were purchased from the local market.
Reagents required for the test were of analytical grade. Apparatus and equipment used for preparation and sample analysis were available in the laboratory as specified in standard methods.
METHODS
Treatment combinations
Five samples were made by blending coconut milk with oat milk, respectively, in the following ratios: Sample A – 100:0, Sample B − 75:25, Sample C − 50:50, Sample D – 25:75, and Sample E − 0:100, respectively.
Extraction of coconut milk, coconut cream, and oat milk
The coconut milk was extracted in the traditional way, where it was dehusked first and then divided into two halves. To separate the coconut kernel from the split nuts, the shells were removed from the coconut meat. Shredded coconut meat was combined for about 2 min in a blender with an equal amount of water, and the pulp was pressed and filtered through a muslin cloth to produce thick milk. Unlike the method followed by Tangsuphoom and Coupland, 15 the coconut meat was combined fresh, rather than using thawed coconut meat. The pH of the coconut milk was 5.59, with 0.24% acidity, and the total solids content was 20.9%.
The coconut cream was made by chilling the coconut milk overnight, allowing the cream (fat) to separate from the liquid and rise to the top, where it could be scooped out and used. According to Raghavendra and Raghavarao, 16 chilling coconut milk increases the creaming index, and there is a better chance for the cream to separate.
In a blender, 10 g of rolled oats were combined with 100 mL of cold water for 30s. The slurry was then passed through muslin cloth to obtain non-slimy oat milk. The pH of the oat milk was 5.12, with 0.45% acidity, and the total solids content was 10.93%.
Preparation of dairy analog from coconut milk and oat milk: Curd analog
The milk blends were mixed with 1 g sugar and heated with continuous stirring (to avoid lumps) until the temperature reached around 65–70°C. The heated milk was then cooled to 43–44°C. The cooled samples were inoculated with 1 yogurt capsule and incubated at 35 ± 2°C for 6–8 hrs. The prepared curd was then immediately cooled to 4–5°C to get a firm body and stored. Successful creation of a supplemented curd using coconut milk and cow milk in a 30:70 ratio was attained by Shana et al. 17 .
The increased milk was fermented using two different cultures: Lactococcus lactis MTCC 3041 and Leuconostoc sp. MTCC 10508 at 30°C for 14 h and Lc. Lactic MTCC 3041 + Lactobacillus plantarum MTCC 5422 at 37°C for 16 h. The method employed in this study yielded acceptable results in half the time.
Preparation of dairy analog from coconut milk and oat milk: Kulfi analog
The milk blend was pasteurized and coagulated at 75 ± 5°C, depending on the milks' ratio. 50 mL of coconut cream was added and stirred while heating for 4–5 min and then transferred to the kulfi mold. These molds were allowed to cool and kept frozen at 0°C for 5–6 h.
Optimization of hydrocolloids
Oil separation, considered unacceptable, was one of the defects observed in the product at ambient temperature. The hydrocolloids can achieve the required texture of products and overcome the oil defect. 18 The use of starch and gums was one significant adjustment that improved the consistency and stability of the samples. In this study, xanthan gum was utilized in 0.1 and 0.2% concentrations, rice starch in 1, 2, and 5%, and maize starch in 1, 2, and 3%.
Melting property of kulfi
The melting rate of samples was determined according to Mahdian et al. 19 At room temperature (35 ± 2°C), tempered samples (20 ± 1 g) were put on a 0.2 cm screen above a glass. Every 10 min for 1 h, the weight of sample at time 0 and the dripped portion passing through the screen were recorded.
The weight of the melted material was measured after 10 min and was used to evaluate the melting resistance. The data recorded were used to determine the melting rate (g/10 min). The time (min) for melting was plotted against the dripped weight (g) of kulfi for the control and analog sample.
Sensory evaluation
A trained panel of ten individuals used the nine-point hedonic scale approach to analyze the samples. 20 The samples were served in glasses at room temperature (30°C). The product was evaluated based on its color, appearance, texture, taste, mouthfeel, flavor, and acceptability. All of the judges had a background in food science and were familiar with standard sensory protocols.
Statistical analysis
Analysis of variance (ANOVA) was carried out for data from sensory evaluation. The significant differences between them were studied by using L.S.D. at 5% level of significance using Microsoft Excel.
Results and Discussion
YIELD OF COCONUT MILK, COCONUT CREAM, AND OAT MILK
Extraction of coconut milk, coconut cream, and oat milk were performed and percent yield calculated, as shown in Table 1. The yield of coconut milk ranged from 68.14 ± 1.62% when coconut meat was blended with an equal amount of water. The yield can be increased by increasing the water content, but it would reduce the coconut flavor when preparing analog samples. The yield of coconut cream was 23.14 ± 2.13%, which depends on the fat content present in the coconut milk. The yield of oat milk was 85.65 ± 2.73% which depends on the water required to prepare the milk.
Table represents % yield of milk and cream obtained calculated as weight by weight.
SENSORY EVALUATION OF ANALOGS
Curd analog
The mean with standard deviation in the form of statistical data of five samples obtained by using ANOVA are expressed in Table 2. The results of descriptive analysis showed significant differences (P < 0.05) among the curd samples. The sensory panelists accepted samples B and C because of the mild coconut flavor and appropriate sourness required for a curd. In contrast, Sample A was not accepted in texture and taste because it had 100% coconut milk, leading to separation oil and an acidic taste after complete fermentation. Sample D and Sample E resulted in the contraction of gel formed by the oat starch and separating the liquid, leading to a bad appearance and texture.
Mean values with standard deviation. SC - Sample code; Sample code signifies the coconut milk:oat milk ratios; Sample A, 100:0; Sample B, 75:25; Sample C, 50:50; Sample D, 25:75; and Sample E, 0:100.
Kulfi analog
Kulfi is made with one of five different milk blends. The sensory panelists approved Sample A and Sample B because they had a strong coconut flavor and a creamy texture due to their higher fat content than the other samples. Sample C, Sample D, and Sample E had a typical nutty flavor of oats, which was overpowering the sweetness of the kulfi and therefore was not acceptable (Table 3). Also, the mouthfeel of samples was diminishing from Sample C to Sample E. This was due to the gelatinization of oat starch, which gave the samples a gummy feel and reduced the creaminess and sweetness.
Mean values with standard deviation. SC - Sample code; Sample code signifies the coconut milk:oat milk ratios; Sample A, 100:0; Sample B, 75:25; Sample C, 50:50; Sample D, 25:75; and Sample E, 0:100.
OPTIMIZATION OF HYDROCOLLOIDS
Some samples were accepted, but the required taste, texture, and flavor for kulfi and curd were not achieved. Oil separation was a significant defect observed in the accepted samples. Researchers suggested that hydrocolloids can help accomplish the physical stability and required texture. 18 Therefore, different hydrocolloids were optimized and used during the preparation of dairy analogs.
Optimization of hydrocolloids for curd sample
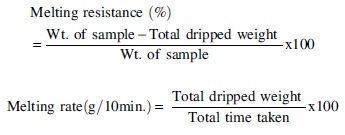
Samples without starch lacked physical stability, and separation oil was seen. Hence, samples B and C were prepared with different starches, such as rice and corn starch, which act as binding agents. Rice starch was used in a concentration of 1%, 2%, and 5%, and corn starch was used at 1%, 2%, and 3%. The sensory panelist accepted iterations of both samples made with 2% corn starch. Because it helped to retain structure, showed good thickening properties, and improved the texture of the curd to some extent, it also enhanced the flavor of the samples, as shown in Fig. 1 by a spider web diagram with sensory attributes and overall acceptability. Above 2% addition of rice starch in different concentrations was ineffective in achieving the required texture and thickening.
Sensory evaluation of Sample B and Sample C made with different concentrations of corn starch.
Optimization of hydrocolloids for kulfi sample
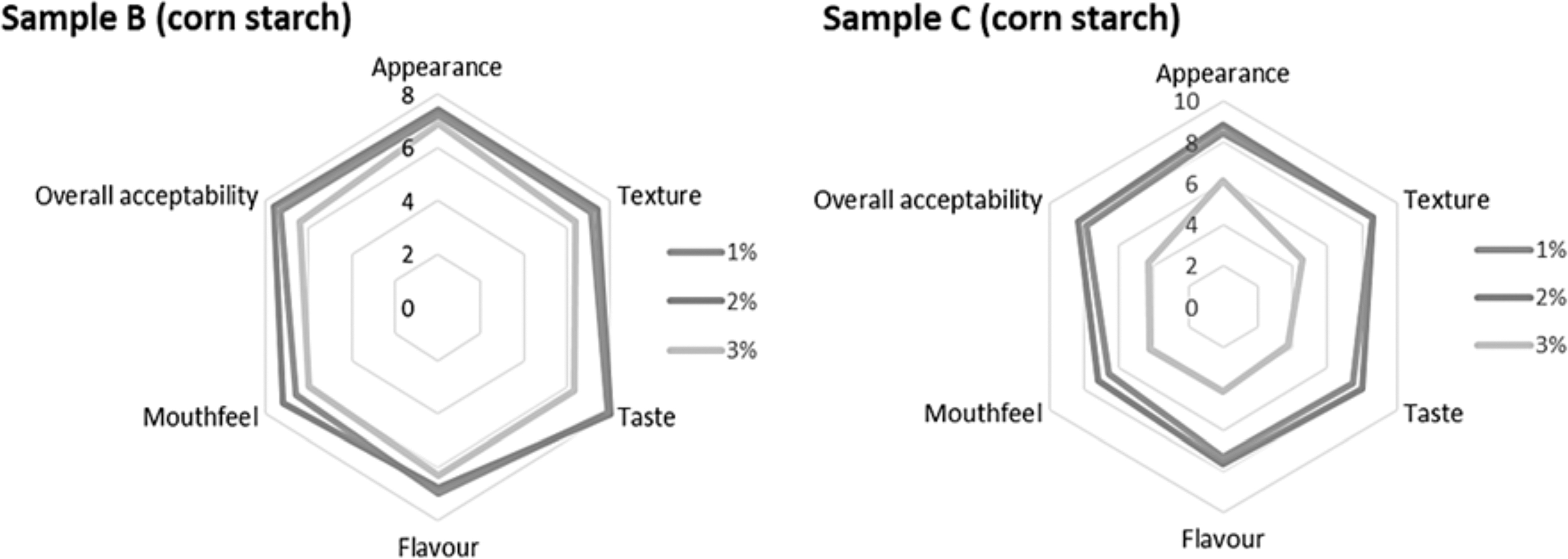
Xanthan gum, rice starch, and corn starch were used as a thickener to prepare kulfi (Sample A and Sample B). The xanthan gum was used in 0.1 and 0.2% concentrations, and rice starch used at 1%, 2%, and 5%. Corn starch was used in concentrations of 1%, 2%, and 3%. Out of the iterations of both samples, 1% rice starch was accepted in sensory evaluation in terms of texture and taste, as shown in Fig. 2. Two percent and 5% concentrations of rice starch were not accepted because the starchy taste was overpowering with coconut and oat flavor.
Sensory evaluation of Sample A and Sample B made with different concentrations of rice starch.
MELTING PROPERTY OF KULFI
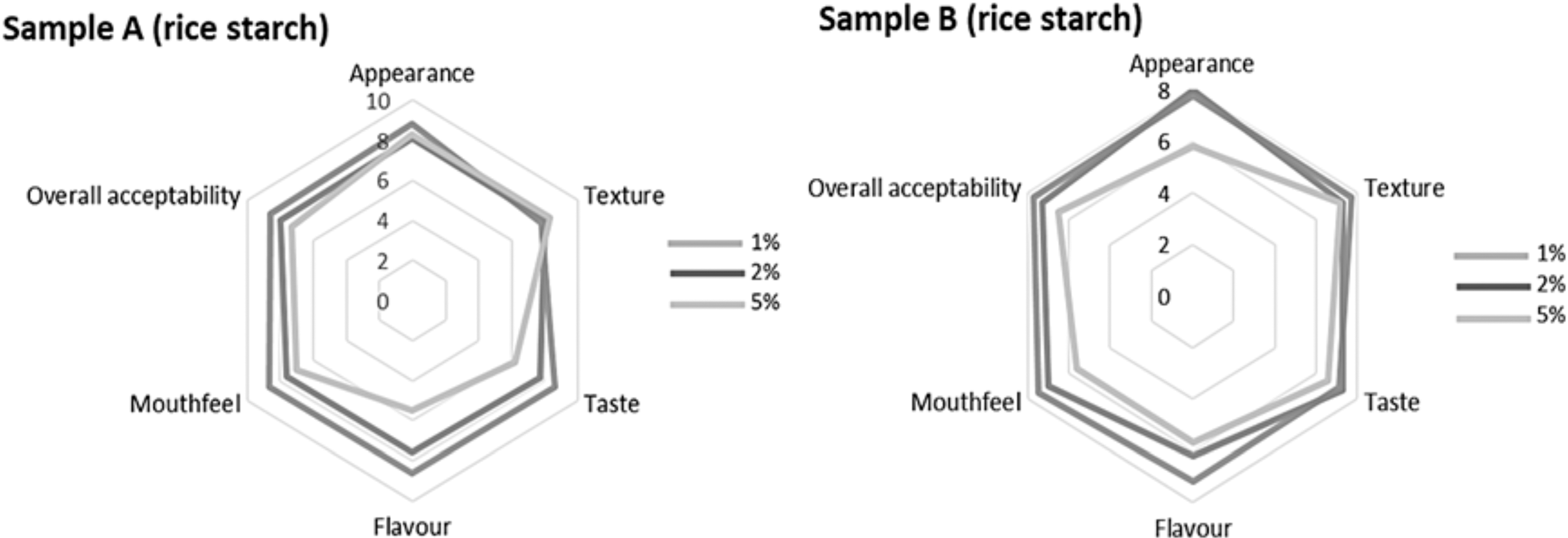
Melting is an essential factor in assessing the quality of a frozen product, the correctness of selected technology, freezing parameters, and sensory properties. Increased solid content raises viscosity and lowers meltdown capacity. 21 Melting properties enhance the products' sensory characteristics. In terms of kulfi stability, texture, and flavor, rice starch was found to be the most acceptable thickener. It was used in concentrations of 1%, 2%, and 5%. The time (min) for melting was plotted against the dripped weight (g) of kulfi for the control and analog sample, as shown in Fig. 3. Melting resistance (%) and melting rate (g/10 min) were calculated for kulfi analog with rice starch and their respective control samples. The results are shown in Table 4.
Melting resistance of kulfi analogue samples.
As the concentration of rice starch increased from 1% to 5%, melting resistance increased. This is because of the increase in total solids and viscosity. The higher content of total solids can reduce the freezing point of kulfi, which causes the amount of free water trapped to be higher and result in less mobility. Sample B had higher melting resistance than Sample A because it had oat milk (25% of total milk blend) and rice starch. Oat milk has starch and soluble fiber, forming a complex matrix that binds and holds water, resulting in slower melting. Another reason for low melting resistance could be the amount of medium-chain fatty acids in coconut milk, facilitating rapid melting. The melting rates (g/10 min) were found in the range of 1.0–2.5 and 0.67–2.0 for Sample A and Sample B, respectively. These results agree with Thomas et al., 22 who revealed that the level of addition of oat flour increased from 0% to 6%, and the melting rate decreased significantly from 18.57 to 13.49 mL/15 min.
YIELD OF SAMPLES
The concentration and type of hydrocolloids were optimized as per sensory evaluation and added during the preparation of sample analogs to maintain stability, texture, and taste. The yields of accepted samples were determined based on weight. Table 5 shows that the optimized formulations for dairy analogue preparation and yield of product.
Conclusion
The purpose of this study was to evaluate alternatives that minimize the production load on bovine milk and meet the demands of the consumers, who are increasingly aware of the benefits of plant-based milk. It is important to develop a product that matches the sensory and nutritional attributes of bovine milk. The present study covers the development of various dairy analogs that completely substitute cow's milk with coconut and oat milks. When comparing the individual products, curd analog in a 50:50 ratio was preferred to a 75:25 ratio because oat milk with corn starch helped bind and lead to proper milk fermentation. In contrast, in the 75:25 ratio, some oil separation was observed due to the high amount of fat in coconut milk. Similarly, kulfi analog in a 100:0 ratio was preferred over 75:25 ratio because of the coconut milk's prominent sweet coconut flavor and creamy texture. The use of hydrocolloids further improved the sensory attributes of the analogs.
The melting rate of kulfi analog prepared using rice starch varied from 1.0–2.5 g/10 min for Sample A (100:0) and 0.67–2.0 g/10 min for Sample B (75:25). Results showed that as the concentration of rice starch increased from 0% (control) to 5%, the melting rate decreased significantly (P < 0.05). The sample with 5% rice starch had the highest melting resistance, whereas samples without rice starch (control) had the lowest melting resistance. These results indicate that the addition of starch significantly (P < 0.05) increased the melting resistance of kulfi.
Author Disclosure Statement
No competing financial interest exist.
Funding Information:
Self funded.