
Abstract
This work evaluated the effect of hydrolyzed jackfruit pulp, rice (Oryza sativa) bran extract, and pollen concentration as unconventional supplements on mead production by Saccharomyces bayanus. Fermentations were carried out in 500-mL Erlenmeyer flasks containing 250 mL of honey wort (30°Brix). The flasks were supplemented with hydrolyzed jackfruit pulp (10, 20, and 30%), rice bran extract (5, 32.5, and 60 g∙L−1), and pollen (0, 20, and 30 g∙L−1), inoculated with 0.2 g∙L−1 cells and incubated at 30°C for 288 h. Higher cell growth (11.5 g∙L−1 cells) and ethanol production (18.2 %v/v) were observed in the wort supplemented with 32.5 g∙L−1 rice bran extract, 20 g∙L−1 pollen, and 20% hydrolyzed jackfruit pulp. The highest substrate consumption (59%) was verified in the wort containing the highest concentration of hydrolyzed jackfruit pulp (30%). The S. bayanus Premier Blanc yeast had the best ethanol volumetric yield (1.982 g∙(L∙h)−1), product yield coefficient (0.427 g∙g−1), and fermentation efficiency (83.52%) after 48 h of fermentation.
Introduction
Honey is a complex nutritional sweetener composed mainly of carbohydrates (60–85%) and water (12–23%). It also contains small amounts of other compounds, such as organic acids, minerals, vitamins, enzymes, proteins, amino acids, volatile compounds, and several bioactive substances (phenols and flavonoids, among others), as well as pollen grains. 1 Mead is a traditional alcoholic beverage made from honey. It is the oldest and most easily made fermented drink in the world. 2 The quality of mead is affected by many factors, including the raw materials used for production: honey, herbs, juices, spices, fruits, and water. 3,4
The high sugar content in honey makes it a suitable substrate for yeast fermentation to produce alcohol. 5 Due to honey's high sugar and low nutrient content, its natural antifungal components, and the inability of yeast strains to adapt to these unfavorable growth conditions, some problems are often encountered during mead production conditions. 6 These problems are delayed or arrested fermentation, production of unpleasant flavors, poor quality, and inconsistency of the final product. 1
Studies into optimizing honey must for mead production have been conducted by different research groups worldwide. Honey must be supplemented with acerola pulp, yeast extracts, malt, 7 cowpea, rice bran, soybean meal extracts, 8,9 tamarind pulp, 10 and pollen, 6 including different types of honey, 4,11 Other investigations sought to optimize mead production employing yeast cell immobilization in selected natural hydrocolloids containing an ionic group (gum arabic, gum ghatti, karaya gum, and xanthan gum), in non-ionic hydrocolloid (locust bean gum), 12 and alginate and double layers (alginate-chitosan). 13 In addition, the reuse of cells during mead production was recently studied by Carneiro e Silva et al. 14
In recent years, there has been substantial demand for fresh and processed fruits, which will likely continue. The focus of this current research is to assess the potential of underutilized tropical fruit species, which have already been explored by the food industry, to meet the growing needs of the ever-increasing consumer market for several byproducts, including wine. 15
Jackfruit is the largest tree-borne fruit in the world. 16 The ripened fruit is rich in carbohydrates and proteins and is a good source of fiber and B-complex vitamins. It is also a good source of vitamins A and C and contains a good amount of fermentable sugar, which could be exploited for the commercial production of fermented beverages. 16,17 Using ripe jackfruit in products such as fermented beverages will help reduce losses, make fruit products available during the off-season, and generate income and employment opportunities in rural areas. 18
This work aimed to evaluate the production of mead, supplemented with hydrolyzed jackfruit pulp, pollen, and rice bran extract, through fermentation in diluted honey by the yeast strains of Saccharomyces bayanus Premier Blanc.
Materials and Methods
The primary method for mead production used in this work consists of diluting the honey in water and supplements to obtain a must with a soluble solids content of 30°Brix, followed by inoculation and fermentation. The jackfruit pulp was previously submitted to the enzymatic hydrolysis process to reduce viscosity, and the rice bran was processed to obtain the aqueous extract. Figure 1 illustrates all the steps that describe the process.

Mead processing supplemented with hydrolyzed jackfruit pulp, pollen, and aqueous rice bran extract.
RAW MATERIALS
Wildflower honey (pH 4.0 ± 0.07, ash content 0.19 ± 0.02%, total sugars 69.9 ± 1.14%, soluble solids content 80.45 ± 0.07°Brix, total acidity 33,33 ± 6,44 mEq/kg), was acquired through the Beekeeping Cooperative of Ribeira do Pombal (COOARP) located in the city of Ribeira do Pombal, Bahia, Brazil. The soft variety jackfruit used in this study was obtained from the 2018 crop in farms located in Amélia Rodrigues, Bahia, Brazil. Pollen (252 mg∙L−1 assimilable nitrogen content) and rice bran were purchased in Feira de Santana, Bahia, Brazil markets. The commercial enzyme solution Pectinex Ultra SP-L was produced by Novozymes (Denmark) and supplied by LNF Latino Americana (Brazil).
JACKFRUIT PULP
Jackfruit pulp was achieved at the Food Processing Laboratory of the State University of Feira de Santana. The process began with fruit washing in running water and subsequent sanitization in a 200 ppm chlorinated solution, bulb selection, and pulping in an industrial blender. The pulp was stored in adequately sealed polyethylene bags and frozen at -18°C until its use. The jackfruit pulp had 3.52 ± 0.01% titratable acidity, 17.08 ± 0.04°Brix soluble solids content, 0.56 ± 0.02% ash, 31.91 ± 1.5% w∙w−1 vitamin C, 29.5 ± 2.8% w∙w−1 total sugars, 1.09 ± 0.28% w∙w−1 reducing sugars and 42.90 ± 0.43 mg GAE/100 g phenolic compounds.
RICE BRAN EXTRACT PRODUCTION
The rice bran was homogenized with distilled water at a concentration of 150 g∙L−1, and the solution was subjected to heat treatment at 121° C for 30 min. The extract was centrifuged (Excelsa Baby I FANEM Centrifuge, Fanem, Brazil) at a rotation of 3500 x g for 10 min. The supernatant was stored in sterile vials. The vials were stored below freezing at -18°C until use. The rice bran extract (Ex) had pH 6.03 ± 0.02, 1.41 ± 0.01°Brix soluble solids concentration, 1.59 ± 0.11% w∙w−1 total sugars, 0.93 ± 0.09% w∙w−1 reducing sugars, 0.33 ± 0.01% ash, 0.42 ± 0.03% protein, and 16.80 ± 0.13 mg∙L−1 assimilable nitrogen.
ENZYMATIC TREATMENT OF THE PULP
The pulp was diluted using a ratio of one part pulp to two parts water, according to the methodology proposed by Queiroz et al. 19 Soft jackfruit has a pulp with extremely high viscosity, and dilution is necessary to reduce the total soluble solids. In a thermostatic bath, the juice was homogenized and incubated with 0.09% Pectinex Ultra SP-L at 30°C for 100 min. The enzyme treatment was carried out in 250-mL Erlenmeyer flasks containing 120 mL of solution, heated in a thermostatic bath (Nova Ética) and stirred at 150 rpm. Finally, the enzyme was inactivated by heating in a water bath to 85°C/5 min and cooled to 30°C. The samples were centrifuged (2000 x g) for 10 min (Excelsa Baby I Centrifuge). The hydrolyzed jackfruit pulp (HJ) had a viscosity of 108.1 cP, soluble solids content 6.4°Brix, pH 5.89, a color intensity of 1.18, a shade of 1.26, and turbidity of 55%. 19
YEAST STRAIN AND INOCULUM PREPARATION
A freeze-dried commercial yeast of Saccharomyces bayanus, Premier Blanc (SbPB), Red Star brand, produced by Fermentis, was used. The yeasts were weighed according to the manufacturer's instructions, propagated in previously sterilized Erlenmeyer flasks containing 300 mL of honey diluted at 30°Brix, pH 4.5, and shaken at 150 rpm at 30°C for 24 h to provide an initial cell concentration of 107 cells/mL. After 24 h, the propagated solution was centrifuged (Excelsa Baby Centrifuge) at 3,000 x g for 10 min, and the supernatant was discarded. The entire volume of decanted yeasts was added to a single tube.
MUST PREPARATION AND FERMENTATION PROCESS
Musts were prepared in 250-mL Erlenmeyer flask systems sealed with a silicone stopper attached to an airlock valve filled with 70% v/v ethanol to ensure asepsis during the process. All tests used a solution of honey and sterile distilled water supplemented with ammonium sulfate (1 g∙L−1) and magnesium chloride (0.1 g∙L−1). The initial soluble solids content of each must depends on the experimental condition used, ranging from 21.3 to 33.6°Brix. The water volume to be added to the wort was replaced by the appropriate proportion of jackfruit pulp (10, 20, 30%), pollen (0, 20, and 30 g∙L−1), and rice bran extract (5, 32.5, and 60 g∙L−1). The solution was inoculated with an initial cell concentration of 0.2 g∙L−1 (1 mL) of Saccharomyces bayanus Premier Blanc (SbPB) in the mead production.
A 23 experimental design was carried out to evaluate the effect of wort supplementation, 20 with 8 trials and 3 repetitions at the central point. All fermentation tests were performed in triplicate, with an initial pH of 4.5 with the addition of calcium carbonate or lactic acid, and incubated in a BOD oven (Biochemical Oxygen Demand, Brand Quimis, model Q315M25), at a temperature of 30°C, for 288 h. The influence of the concentrations of the independent variables, rice extract (X1), pollen (X2), and soft jackfruit pulp hydrolyzed with Pectinex Ultra SP-L (X3), on the responses volumetric productivity in ethanol (Qp), substrate to product yield factor (Yp/s) and fermentation efficiency (η) were evaluated. The values of the variables and the use of the hydrolyzed soft jack pulp to replace the fresh pulp were established based on the results of preliminary tests. The planning matrix, with the coded and decoded variables, is described in Table 1.
Experimental Planning Matrix 23 to Evaluate the Effect of Supplementing Honey-Musts with Rice Bran Extract (Ex), Pollen (Po), and Hydrolyzed Soft Jackfruit Pulp (HJ) in Mead Production by Saccharomyces bayanus Premier Blanc
x represents the coded variables; 2 X represents the decoded variables.
Statistical analysis was performed using STATISTICA 7.0 (Statsoft Inc., Tulsa, OK, USA). The results were treated with analysis of variance (ANOVA) and the Response Surface Methodology (RSM). The linear models for each dependent variable, as a function of the independent variables and their interactions, were represented using a first-order polynomial function (Equation 1):
The coefficients of the equation are represented by b0 (constant), b1, b2, and b3 (linear terms) and b12, b13, and b23 (effects of interactions between variables).
ANALYTICAL METHODS
The fermentative process for mead production has an average of 288 h (12 days). Every 24 h, the wort was collected and evaluated for: soluble solids content in a digital refractometer (Reichert Tecnal AR-200), ethanol content (g∙L−1) in a densimeter (DDM 2911, Rudolph Analytical Research), and cell concentration (g.L−1) in a spectrophotometer.
Cell concentration in a spectrophotometer was performed using a calibration curve of cell weight versus optical density, according to the methodology proposed by Martinez and Santos, 21 with adaptations. The line equation used to calculate cell concentration was obtained from the standard curve of the microorganism; the result is expressed in grams of cells per liter of must (g∙L−1).
The ethanol concentrations (g∙L−1) and the sugar or substrate concentration (Cs) (g∙L−1) were obtained from Equations 2 and 3, respectively:
where, 0.789 g.cm−3 is the absolute ethanol density at 20°C, ρ is the absolute density of the must (g∙mL−1), and SG is the wort-specific gravity (dimensionless).
To evaluate the fermentative performance, volumetric productivity in ethanol (Qp), the substrate-to-product conversion factor (Yp/s), and efficiency (η) were calculated according to the methodology proposed by Borzani 22 and Moser. 23
Concentrations of the sugars (glucose, fructose, and sucrose), glycerol, and acetic acid were determined by High-Performance Liquid Chromatography (HPLC). The equipment used a Bio-Rad (Hercules, CA) Aminex HPX-87H column (300x7.8 mm) at 45°C with H2SO4 (0.01 N) as eluent and a flow rate of 0.6 mL min−1. A sample volume of 20 μL was used in each injection. The refractive index detector used to quantify the products was a Waters 410 model at 35°C. 21 Before the injection, the diluted samples were filtered on a Sep Pak C18 filter (Millipore). Before use, the eluent was vacuum filtered on cellulose ester membrane (0.45 μm pore, 47 mm diameter) (Millipore) and was degassed in an ultrasound bath (Thornton) for 25 min. 21
Results and Discussion
INFLUENCE OF SUPPLEMENTATION WITH HYDROLYZED JACKFRUIT PULP, RICE BRAN EXTRACT, AND POLLEN ON CELL GROWTH S. bayanus (PREMIER BLANC), SUBSTRATE, AND ETHANOL CONCENTRATION ON MEAD PRODUCTION
The effect of concentrated honey must supplementation, with different concentrations of rice bran extract (5, 32.5 and 60 g∙L−1), pollen (0, 20 and 30 g∙L−1), and hydrolyzed jackfruit pulp (10, 20 and 30%), on the growth of SbPB during 288 h at 30°C and pH 4.5 are shown in Fig. 2. It can be seen that cell concentrations between 5.0 and 11.5 g.L−1 were obtained under the conditions used in the experiments.
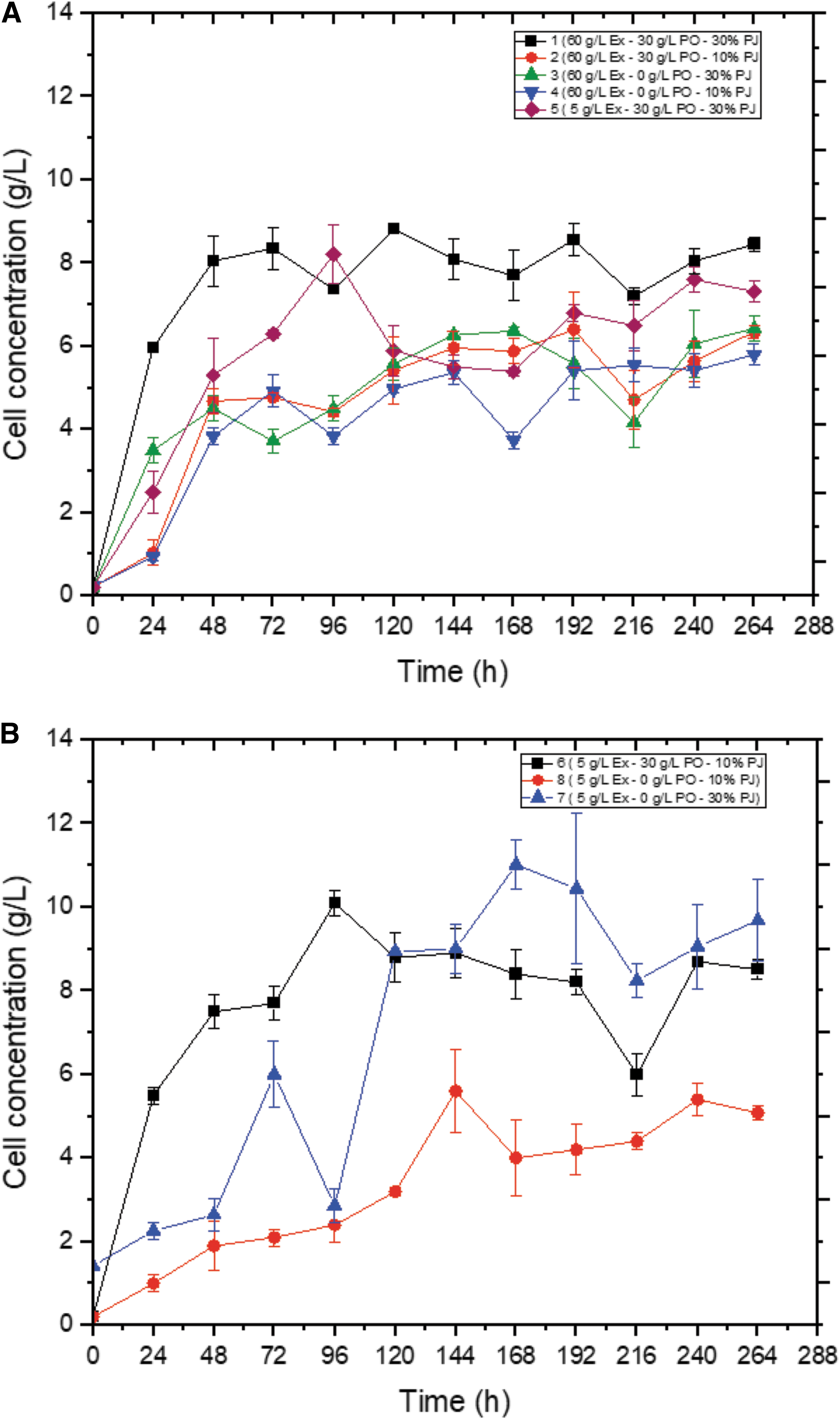
Cell concentration profiles (g∙L−1) of honey musts supplemented with hydrolyzed jackfruit pulp (HJ), rice bran extract (Ex), and pollen (Po) fermented by Saccharomyces bayanus.

In addition to the raw material quality, pH, temperature, sugar content, nutrient availability, nutritional supplementation, and heat treatment that the must can undergo, the use of a good yeast strain at ideal concentrations is relevant in the production of mead, as it affects flavor and other parameters of the beverage's quality. 2,24,25 The S. bayanus Premier Blanc strain is characterized by rapid adaptation to the culture medium and high fermentation rate, with accelerated growth from the first 24 h of inoculation, a behavior shown in Fig. 2.
The cell growth phase (log) maxima in the musts occurred between the fermentation times of 72 h and 120 h. After the growth peak, there was inhibition followed by stabilization in cell development, which marked the initiation of the decline phase of the fermentation process.
SbPB growth showed higher values (10.8, 11.5, and 11 g∙L−1) in musts supplemented with 32.5 g∙L−1 of Ex, 20 g∙L−1 of pollen (Po), and 20% of HJ after 72 h of fermentation (Fig. 1C). On the other hand, the lowest cell growth (5.0 g∙L−1) occurred in the must supplemented with a lower concentration of rice bran extract (5 g∙L−1), without pollen (0 g∙L−1) and 30% of hydrolyzed jackfruit pulp, which only reached the maximum peak of cell growth after 168 h of fermentation (Fig. 1B).
High values of cell growth were also verified with the use of higher concentrations of HJ and Po. Musts supplemented with 30% HJ and 30 g∙L−1 of Po, regardless of the concentration of Ex, obtained 8.2 and 10.1 g∙L−1 of cells after 96 h of fermentation (Fig. 1B). The results demonstrate that jackfruit pulp and pollen positively affected cell growth and that using a lower concentration of rice bran extract is sufficient for microbial metabolism.
Araujo et al., 9 in their study on the use of rice bran extract and soybean as supplements in the production of mead, reported that in the fermentation of the must with rice bran extract (30 g∙L−1), SbPB reached the highest cellular concentration (13.6 x 107 cells/mL) after 120 h of the fermentation process.
Similar results regarding the use of a higher concentration of pollen in the fermentation process were verified by Vidrih and Hribar. 11 These authors studied the sensory properties of mead and the formation of aromatic compounds related to the type of honey. They observed that fermentation by S. bayanus strain R2 (Lalvin) of the honey variety containing the highest concentration of pollen grains (Chestnut honey) was faster than the others (Lime and Honeydew honey). The mead with Chestnut honey fermented first and reached an equilibrium in the soluble solids content after 20 days, while it took 40 days for lime and honeydew-type mead to reach the equilibrium point.
Roldán et al. 6 evaluated the effect of different pollen concentrations (10, 20, 30, 40, and 50 g∙L−1) as a supplement in the fermentation of diluted honey by S. cerevisiae (ENSIS-LE5). Pollen favored fermentation kinetics, being an excellent activator of the process. According to these authors, pollen supplementation improved the physicochemical and organoleptic characteristics of the mead. Regarding sensory characteristics, the concentration of 30 g.L−1 was the most appropriate because it produced a mead with better acceptability. 6
With an increase in the fermentation process time in the production of mead, several problems can arise, such as delays in processing, refermentation, increased acidity, contamination, changes in sensory characteristics, and lack of uniformity of the final product. 26,27 Studies show that the addition of supplements is necessary to improve yeast growth in the wort, improve microbial metabolism and, in this way, optimize the fermentation process. 4,9
On the other hand, low cell growth rates were observed in musts where there was no pollen supplementation (assays 3, 4, 7, and 8), and, among these, the lowest cell concentrations (5.6 and 5.8 g∙L−1) were observed in formulations where lower concentrations of jackfruit pulp were added (10% pulp at points 4 and 8). Honey is deficient in nutrients essential for cell development during fermentation, so in musts without adequate supplementation, cell growth is reduced by approximately 50%.
Fruit pulps and juices are rich in organic acids and nutrients that are growth factors for yeasts and optimize the fermentation process. 2 Pollen particles are a good source of nitrogen compounds for yeast growth and suitable substrates for the adsorption of oxygen and other gases in the wort before fermentation begins. 11
Among all the nutrients assimilated by yeasts during fermentation, nitrogen compounds are quantitatively the most important after carbon compounds, as they are essential for their growth and metabolism. 28 Araújo et al. 8 supplemented honey musts (30°Brix) with cowpea extract (0, 5, and 30 g∙L−1) and, according to these authors, cell growth was favored by the use of a higher concentration of cowpea extract (30 g∙L−1), with higher cell concentration equal to 11.3 x 107 cells/mL of SbPB in 120 h. The higher concentration of cowpea extract had a stimulatory effect on the metabolic activities of all yeasts, primarily the SbPB, resulting in the better utilization of substrate for producing ethanol, cell growth, glycerol, and higher volumetric productivity.
Figure 3 shows the profiles of total soluble solids (°Brix) and ethanol (%v/v) during the 288 h of fermentation of honey must supplemented with hydrolyzed jackfruit pulp (HJ), rice bran extract (Ex), and pollen (Po).
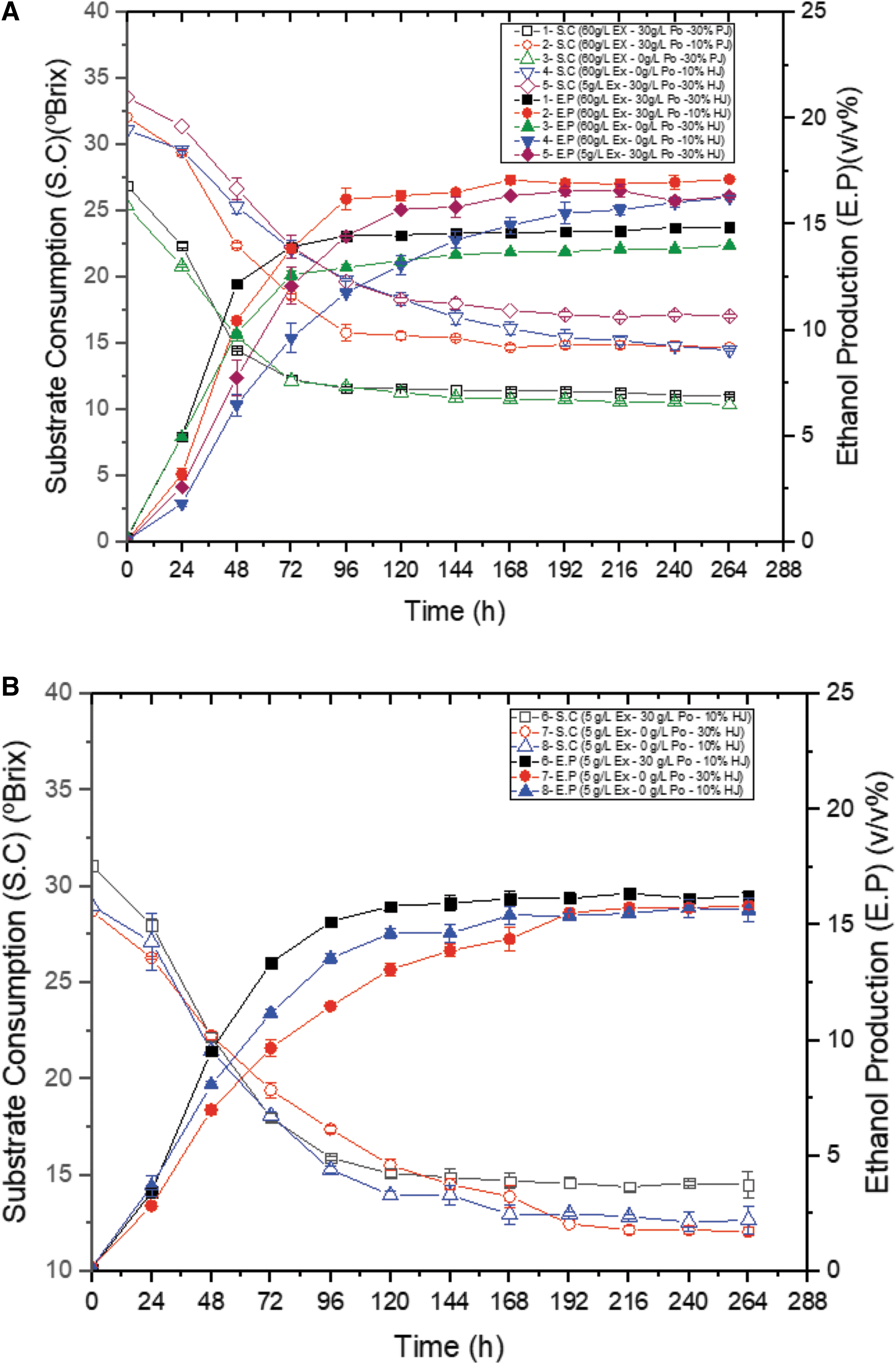
Profiles of total soluble solids (Brix) and ethanol concentration (%v/v) during the 288 h of fermentation of honey must supplemented with hydrolyzed jackfruit pulp (HJ), rice bran extract (Ex) and pollen (Po) by Saccharomyces bayanus;
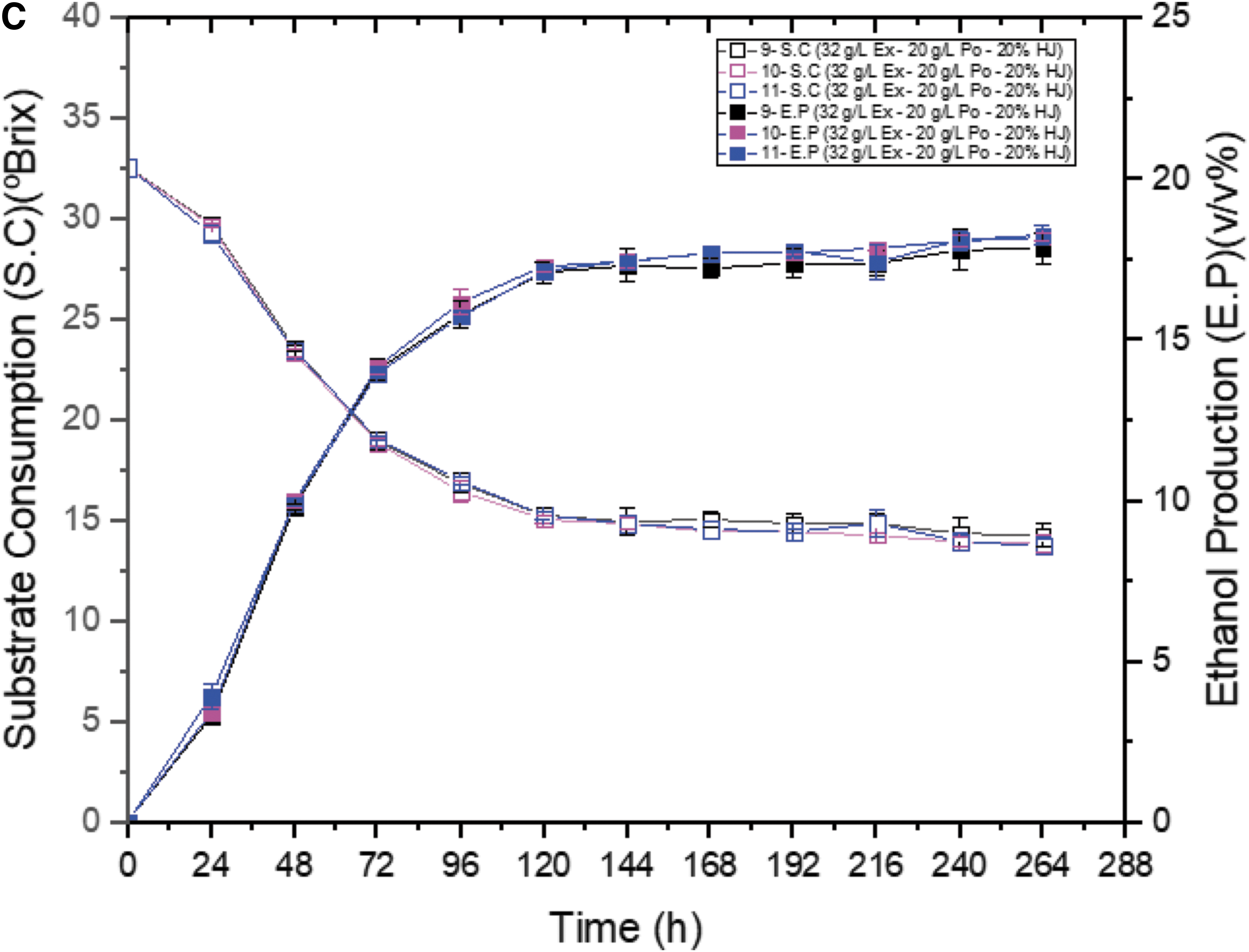
The soluble solids content of the musts, regardless of the concentrations of jackfruit pulp, rice extract, and pollen, showed a high reduction rate (29–55%) from the first 72 h of fermentation. Thus, high substrate consumption was directed toward ethanol production (Fig. 3) and cell growth (Fig. 2).
As seen in Fig. 3, the yeast used has a high tolerance to ethanol (>16%), so even with high product generation, there is no significant inhibition of cell growth, which remains stable in the last days of fermentation. According to Mileski, 29 yeasts have some limitations in converting sugars into ethanol, which is a consequence of the levels of the product generated. Yeast strains, even those selected, cannot continue the substrate conversion when alcohol levels reach values close to 18% v/v.
The satisfactory product generation in a short period demonstrates that the supplementation was highly efficient and is a viable alternative for industrial use. The SbPB strain has a fast fermentation rate, high tolerance to ethanol, and is easily adapted to the process conditions even under low nutrient supply. It was verified that there was a relevant consumption of substrate (14.5 to 25.3°Brix) and ethanol formation (6.4 to 12.2% v/v) in the first 48 h of fermentation.
Similar behavior was reported by Araujo et al. 8 in a study to produce mead supplemented with cowpea extract (0, 5, and 30 g∙L−1) by different strains of Saccharomyces (Safbrew T-58, Premier Blanc, and Premier Cuveé). According to these authors, SbPB showed the best metabolic activity, with low glycerol production and higher volumetric productivity in ethanol (0.51–1.52 gLh−1) after 48 h fermentation. Table 2 shows the chemical compositions of the meads produced with 60 Ex, 30 Po, 30 HJ (assay 1) and 5 Ex, 30 Po, 30 HJ (Assay 5) in 48 h of the fermentation process.
Profile of Sugars (Glucose, Fructose, Sucrose, Glycerol), Ethanol, and Cell Concentrations During the Fermentation Process of Honey Must Using Commercial Yeast Saccharomyces cerevisiae Premier Blanc in Musts Supplemented with Rice Bran Extract, Pollen, and Hydrolyzed Soft Jackfruit Pulp
After 48 h of fermentation, all musts had an alcohol content above 6.47% v/v (60 g∙L-1 Ex, without pollen, 10% HJ), with a maximum of 12.19% v/v (60 g∙L−1 Ex, 30 g∙L−1 Po, 30% HJ). Mead is a beverage with an alcohol content of 8 to 18% v/v. 25 The legislation that regulates the standardization, classification, and registration of beverages in Brazil characterized mead as a beverage with an alcoholic strength that can vary from 4% to 14% (v/v) at 20°C. 30 In 48 h, all formulations had an alcohol content above 4% v/v; thus, they would be characterized as mead.
Higher sugar consumption (59%) was verified in the musts containing the highest concentration of hydrolyzed jackfruit pulp (30%). For this same condition, substrate consumption and soluble solids content begin to stabilize after 96 h of fermentation, maintaining the value with few variations, until the last day (288 h), where the soluble solids content was between 10.37 and 12.07°Brix. With higher concentrations of rice bran extract (60 g∙L−1) and pollen (30 g∙L−1), the increase in pulp concentration from 10 to 30% produced an increase in substrate consumption from 3.1 to 4.5°Brix. This fact could be attributed to the greater availability of nutrients in the pulp that improved microbial metabolism. The consumption of sugars at the end of fermentation (168 h) was 66.3%.
Research to produce mead with angico floral honey supplemented with pollen, Kempka and Mantovani 31 showed that the must supplemented with 1% pollen presented sugar consumption up to 72 h of fermentation, using Saccharomyces cerevisiae, baker's yeast (Saf-Instant). After this period, consumption remained practically constant, which can result in time savings in the fermentation process.
The ethanol content produced ranged from 14% v/v, in the formulation with 60 g∙L−1 of Ex, without pollen and 30% of HJ, to 18.2 % v/v in the must with 32.5 g∙L−1 of Ex, 20 g∙L−1 Po and 20% HJ. Due to the greater availability of nitrogen compounds and nutrients, musts supplemented with pollen, regardless of concentration (20 or 30 g∙L−1), contributed to the production of meads with high alcohol levels, with values between 14.88% and 18.2% v/v. According to Wzorek et al., 32 S. bayanus strains perform well in fermentation and can produce alcohol levels above 14.8% v/v.
Similar behavior was reported by Machado, Pereira, and Estevinho, 33 who evaluated the effect of pollen concentration (10, 30, and 50 g∙L−1) on mead production. According to these authors, adding pollen to the must, regardless of its concentration, stimulated fermentation kinetics with the total consumption of sugars, producing a mead with higher alcohol content using higher concentrations of pollen (30 and 50 g∙L−1). Kempka and Mantovani 31 reported that between samples of angico mead and angico mead supplemented with 1% pollen, there was a difference of 61.5% in alcohol production within 72 h, demonstrating the positive effect of supplementation with pollen.
In the assays with the best fermentative performance (assays 1 and 5), the HPLC analysis showed that the D-glucose and D-fructose sugars initially present in the musts supplemented with rice bran extract, pollen, and hydrolyzed jackfruit pulp were satisfactorily consumed by SbPB.
Higher glucose and fructose consumption were observed in the wort supplemented with higher concentrations of Ex, Po, and HJ (trial 1), producing a mead containing 3.6 g∙L−1 of glucose and 4.7 g∙L−1 of fructose, demonstrating that adding high concentrations of rice bran extract intensified the metabolism of sugars and, consequently, ethanol production. A similar result was reported by Araujo et al. 8 in a study for the production of mead supplemented with cowpea extract, where the addition of a high extract content (30 g∙L−1) intensified the metabolism of glucose and fructose sugars, resulting in a mead containing 0.1 g∙L−1 glucose and 17.8 g∙L−1 fructose.
On the other hand, the must supplemented with a lower concentration of rice bran extract (5 g.L−1) showed high levels of glucose (25.1 g∙L−1) and fructose (70.61 g∙L−1) in the mead. Gomes et al. 1 , in their study, suggest that mead containing 27.6 g.L−1 fructose is not suitable since a high concentration of sugars at the end of fermentation may increase the chances of product refermentation. The availability of a high concentration of fermentable sugars in the mead could favor contamination by undesirable microorganisms and the appearance of non-characteristic odors of the product due to the formation of lactic and acetic acids (vinegar off-character). 8
It was observed that higher substrate consumptions were directed to ethanol production and cell growth, indicating that ethanol production is directly associated with cell production. The use of a lower concentration of rice extract caused a marked decrease in the consumption of glucose (7 times), fructose (15 times), and sucrose (1.5 times) by the yeast, which had its concentration reduced by approximately 38%. Such facts are the result of the composition of the rice extract, which in its composition has essential cofactors for the fermentation process.
In the assays, it is possible to observe a decrease in the concentration of ethanol produced and a slight increase in the production of glycerol with the reduction of the concentration of rice bran extract. Similar behavior was observed for Premier Blanc yeast by Araujo et al. 9 in a study for mead production with unconventional supplements, where wort supplemented with 30 g∙L−1 of rice bran extract produced a glycerol concentration of 7.5 g∙L−1. Lower glycerol concentrations (4.5 g∙L−1) were verified by Araujo et al. 8 in the medium fermented by SbPB, without adding extract. However, increasing the extract concentration in the fermentation medium produced the most significant increase (almost 50%) in the concentration of glycerol by this yeast.
STATISTICAL ANALYSIS
The values of volumetric productivity, the substrate-to-product conversion factor, and fermentative efficiency of the experimental points, after 48 h of fermentation by S. bayanus of honey must supplemented with hydrolyzed jackfruit pulp, pollen, and rice bran extract, are shown in Table 3.
Values of Volumetric Productivity (Qp), the Substrate to Product Conversion Factor (Yp/s), and Efficiency (η) After 48 h of Fermentation by Saccharomyces bayanus in Assays for the Production of Mead Supplemented with Rice Extract, Pollen, and Pulp of Hydrolyzed Jackfruit
The coefficients of the linear models for the responses Qp, Yp/s, and η are shown in Table 4, with the coefficients of determination (R 2 ) that describe the proposed models.
It was observed that, in 48 h of fermentation, higher values of volumetric productivity in ethanol (1.982 g∙(L∙h)−1), conversion of substrate into the product (0.427 g∙g−1), and fermentative efficiency (83.52%) were obtained in the must supplemented with 60 g∙L−1 of Ex, 30 g∙L−1 of Po and 30% of HJ (Table 3). The statistical analysis showed that after 48 h of fermentation, the lack of adjustment was insignificant in the honey must supplementation. All the coefficients of determination (R 2 ) of the studied responses were satisfactory, with values greater than 0.92. In other words, the mathematical model explained 92% of the variability of the fermentation process responses. The models that describe the dependent variables of the fermentation process Qp, Yp/s, and N presented coefficients of determination (R 2 ) equal to 0.91874, 0.97611, and 0.99039, respectively (Table 4).
Coefficients of Linear Models that Describe Volumetric Productivity (Qp), the Substrate-to-Product Conversion Factor (Yp/s), and Efficiency (η) of Mead supplemented with Rice Extract, Pollen and Hydrolyzed Jackfruit Pulp in 48 h of Fermentation by Saccharomyces bayanus
Subscribed: 1 = rice bran extract; 2 = pollen; 3 = hydrolyzed jackfruit pulp; * = significant at the 95% confidence level.
The volumetric productivity in ethanol is a highly relevant fermentation parameter, generating gains for the process and greater economic yield. The highest yields of supplemented honey musts were obtained after 48 h of fermentation. The values ranged from 1.05 to 1.98 g∙(L∙h)−1 under conditions of higher concentration of rice bran extract, pollen, and hydrolyzed jackfruit pulp (Fig. 4A). Productivity was positively influenced by linear effects, as well as by all interactions of concentrations of all supplements, being significant at the 95% confidence level, except for the effect of the interaction between pollen concentration and hydrolyzed jackfruit pulp, which showed a negative influence (Table 4).
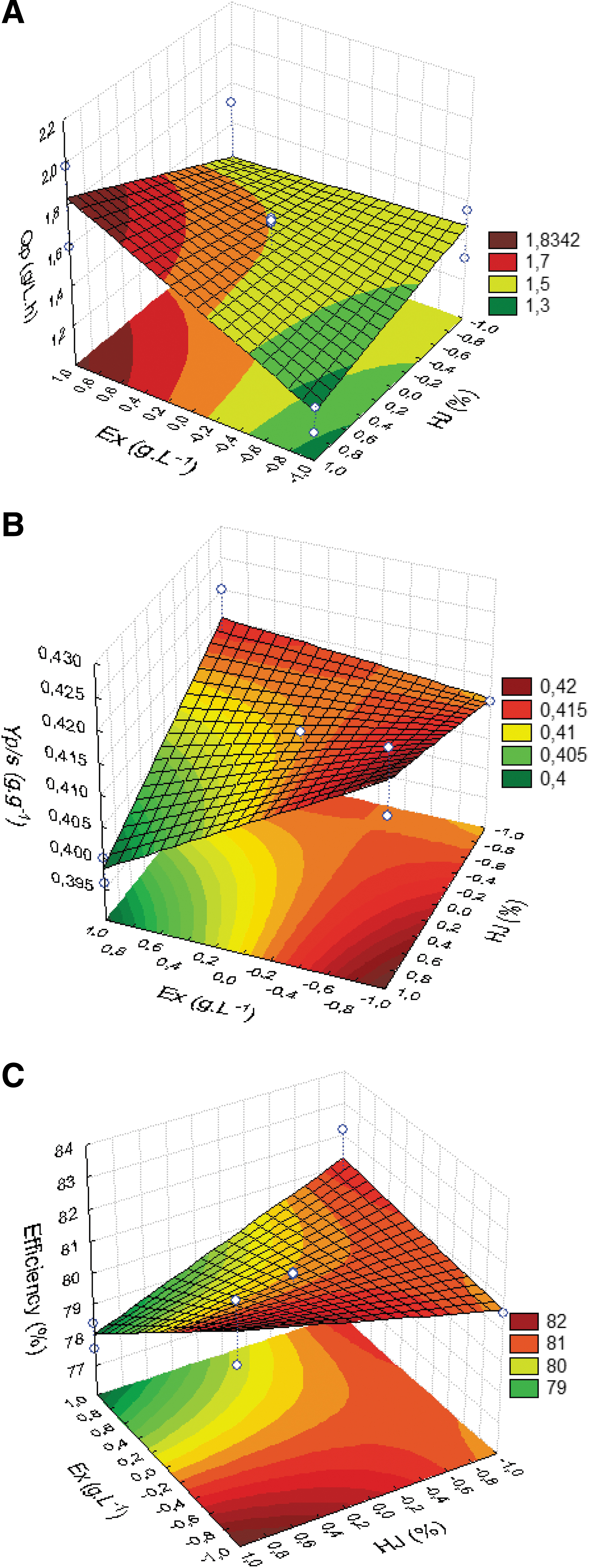
Response surfaces described by the proposed model for
Similar results were obtained with the S. bayanus Pasteur Champagne strain (currently Premier Blanc) during the mead production process, in 30° Brix honey must supplemented with peptone and yeast extract. 24 During the study of mead production using cowpea as a supplement, Qp values between 0.51 and 1.52 h−1 were reported by Araújo et al. 8 in fermentation with SbPB after 48 h of process, and this strain showed the best metabolic activity among those evaluated.
Under the conditions evaluated, the substrate yield factor in ethanol ranged from 0.396 to 0.427 g∙g−1, with a maximum value using a lower concentration of Ex extract and higher concentrations of Po and HJ. In the 48 h fermentation time, the highest yields were only influenced by the negative linear effects of the rice bran extract and the hydrolyzed jackfruit pulp (Fig. 4B). The effects of interactions between all variables were significant at the 95% confidence level (p < 0.05).
A similar result for Yp/s (0.43 g∙g−1) for the SbPB strain was reported by Ferraz, 24 a value higher than those obtained with other strains of S. cerevisiae and S. bayanus (Saflager W 3470, Saflager S-23, Lalvin EC -118, Pasteur Red, Premier Cuveé), which showed yields ranging from 0.29 g∙g−1 to 0.33 g∙g−1. Mileski, 29 studying mead production and characterization using different Saccharomyces strains, reports that on the fifth day of fermentation (120 h), the SbPB strain showed a more significant potential for transforming sugar into ethanol. In this case, the substrate consumption was 93.22% showing a superior capacity than other strains to adapt to high substrate concentration (wort with 27°Brix).
The maximum fermentative efficiency (83.52%) after 48 h was verified in the formulation with the lowest content of Ex (5 g∙L−1) and the highest content of Po (30 g∙L−1) and HJ (30%) (Fig. 4C). Ferraz 24 reported a similar result (83.60%). Fermentation efficiency depends mainly on rice bran extract and hydrolyzed jackfruit pulp concentrations, with negative and significant linear effects (p > 0.05). All interactions between rice bran extract, pollen, and hydrolyzed jackfruit pulp concentrations were significant at the 95% confidence level. A negative linear effect was verified for the rice bran extract with pollen and hydrolyzed jackfruit pulp. On the other hand, a positive linear effect for the interaction between pollen and hydrolyzed jackfruit pulp was found.
Conclusion
It is possible to produce mead by supplementing the fermentation wort with different concentrations of hydrolyzed jackfruit pulp, pollen, and rice bran extract. Higher values of volumetric productivity (Qp), the substrate to product conversion factor (Yp/s), and alcohol content were obtained after 48 h in musts supplemented with 30% hydrolyzed jackfruit pulp, 30 g/L of pollen and 5 g/L of aqueous extract of rice bran in the fermentation of mead by Saccharomyces bayanus Premier Blanc. The satisfactory generation of the product in a short period demonstrates that the supplementation was highly efficient and presents itself as a viable alternative for industrial use.
Footnotes
Acknowledgments
We thank the Graduate Program in Biotechnology (PPGBiotec) of the State University of Feira de Santana (UEFS). We wish to thank Brian Craddock for revising the manuscript.
Author Contributions
Edinara Lacerda Queiroz: conceptualization, methodology, software, validation, investigation, writing – original draft, writing – review and editing. Tamires Bastos de Almeida: investigation, methodology. Sílvia Maria Almeida de Souza: resources, funding acquisition, supervision, writing – original draft. Rita de Cássia Lacerda Brambrilla Rodrigues: methodology, software, validation, formal analysis, writing – original draft. Ernesto Acosta Martinez: conceptualization, methodology, software, formal analysis, resources, writing – review and editing, supervision, project administration.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – Brazil (CAPES), Financial Code – 001.