
Abstract
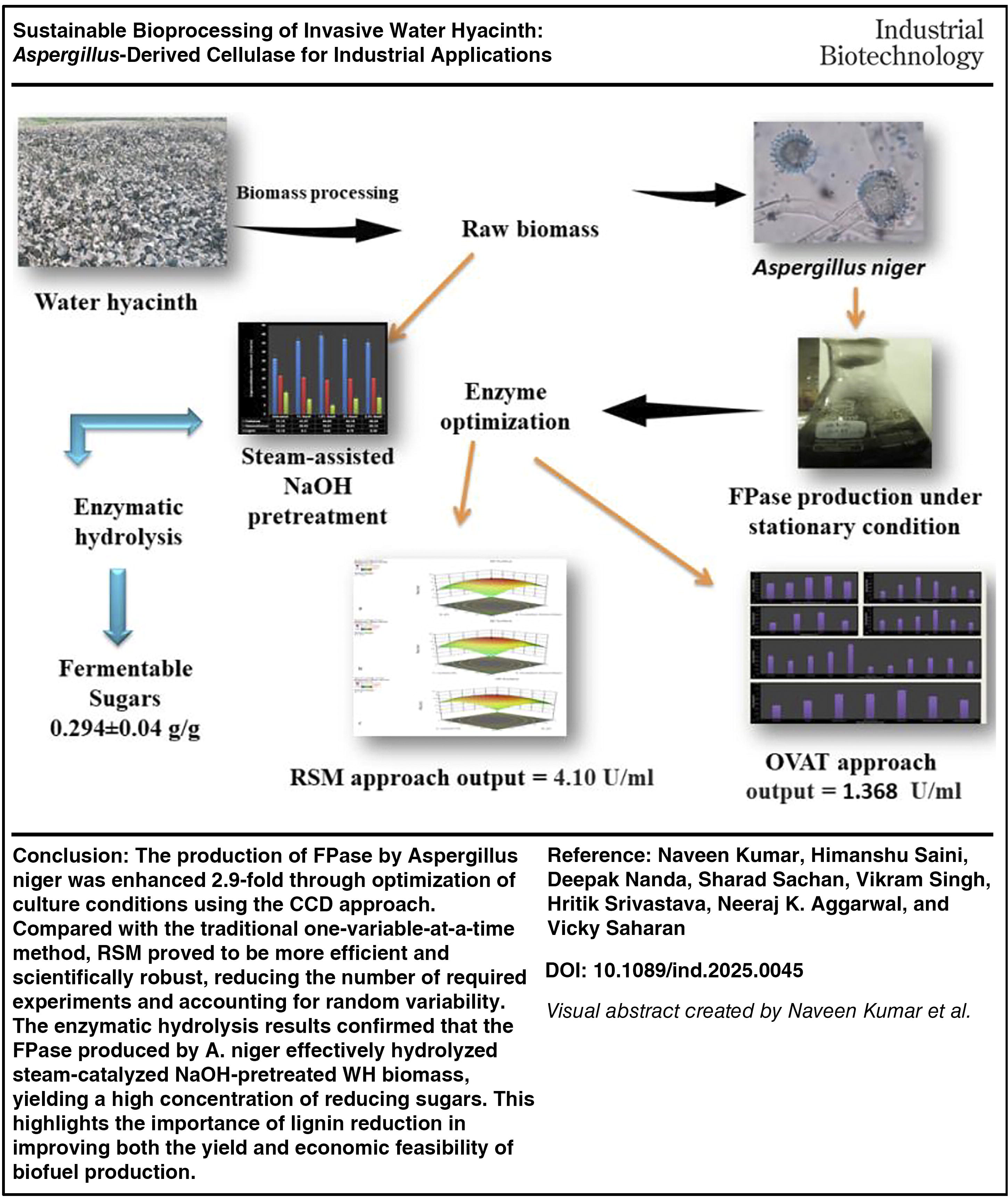
The rapid spread of the invasive aquatic plant Eichhornia crassipes (water hyacinth [WH]) poses serious ecological and environmental challenges. This study explores the potential valorization of WH biomass by using the fungus Aspergillus niger to produce filter paperase (FPase). A classical screening approach was followed by optimization using response surface methodology with a central composite design (CCD) via Stat-Ease 360 software. Incubation time, pH, and lactose concentration were selected as key parameters for optimization. Maximum FPase activity (4.10 U/mL) was achieved under conditions of 6 days incubation, pH 5.5, and 1.25% (w/v) lactose. To enhance enzyme accessibility, the biomass was pretreated using steam-assisted NaOH, resulting in substantial compositional changes: cellulose content increased by 41.67%, while lignin and hemicellulose decreased by 58.71% and 11.74%, respectively. The highest fermentable sugar yield (0.294 ± 0.04 g/g) was obtained after 96 hours of enzymatic hydrolysis using 30 FPU/100 mL of FPase and 3% (w/v) substrate loading. These results highlight the dual benefit of converting an environmental nuisance into a valuable resource. WH-derived FPase shows significant promise for applications in bioethanol production, biomass valorization, and integrated biorefinery systems. Moreover, this work suggests a sustainable and eco-friendly approach to managing invasive aquatic weeds through microbial bioconversion.
Introduction
The global rise in invasive aquatic plant species, particularly water hyacinth (WH), has led to significant environmental and economic challenges. Its rapid proliferation disrupts aquatic ecosystems, blocks waterways, and depletes oxygen levels, threatening aquatic life. 1 Traditional methods for controlling WH, such as mechanical removal and chemical treatments, have proven to be costly and environmentally unsustainable. 2 The utilization of WH as a feedstock for biofuel production has numerous noticeable advantages. Its production under regulated settings offers a viable answer to environmental challenges caused by its rapid expansion in water bodies across several countries. As an aquatic plant, WH cannot compete with food crops for arable land, making it a perfect candidate for sustainable biofuel production. 3
Alkaline pretreatment employing sodium hydroxide (NaOH) has proven its efficacy in disrupting the complex lignocellulosic structure of diverse biomasses, and WH is no exception. This procedure successfully facilitates delignification and the partial elimination of hemicellulose, hence greatly enhancing the accessibility of cellulose for enzymatic hydrolysis. 4 NaOH pretreatment works by breaking the bonds in lignin and hemicellulose, which helps to remove or dissolve these parts. This chemical disruption loosens the dense biomass matrix, thereby enhancing the accessibility of cellulose to enzymatic attack. One of the most important structural changes resulting from this treatment involves the crystallinity of cellulose, typically assessed by the crystallinity index (CrI). Numerous studies have shown that NaOH pretreatment generally leads to a decrease in CrI. 5 This reduction occurs because the alkaline environment disrupts the hydrogen bonds that stabilize the crystalline regions of cellulose, partially converting them into a more amorphous and disordered structure. As a result, the cellulose becomes more reactive and more easily broken down by enzymes. In addition, NaOH treatment can trigger a structural transformation from cellulose I, the native crystalline form, to cellulose II, a more thermodynamically stable but less crystalline allomorph. 6 This conversion is particularly important, as cellulose II has a more open and accessible structure, which further improves its susceptibility to enzymatic hydrolysis.
Optimizing the parameters of this NaOH pretreatment is critical for maximizing the production of fermentable sugars, particularly hexose sugars, which are monosaccharides containing six carbon atoms. 7 Glucose, the principal sugar generated from cellulose hydrolysis, is a key hexose sugar greatly desired by many microbes for downstream bioconversion activities such as ethanol fermentation, butanol generation, and the synthesis of other useful biochemicals. Maximizing the recovery of these hexose sugars from pretreated WH is therefore crucial for the economic and efficient manufacturing of such bioproducts. 8
Producing filer paperase (FPase) (filter paper activity) from WH biomass presents a viable way to increase the biomass total value. In addition, the abundant availability of WH biomass could address the cost challenges associated with enzyme production. Fungal cellulases play a crucial role in the conversion of lignocellulosic substrates into easily fermentable sugars, a key process in bioethanol production. The cellulase is formed by three enzymatic complexes: exoglucanases, endoglucanases, and cellobiase. 9 Cellulases are hydrolytic enzymes that help break down cellulosic biomass into hexose sugars and play an essential role in many industrial processes, including ethanol production, textile processing, papermaking, and waste disposal.
A lot of microbes, such as fungus and bacteria, possess the ability to digest lignocellulose; however, fungal cellulases exhibit substantial yields and elevated activity, with Aspergillus spp. typically favored for the commercial manufacture of FPases. Aspergillus species show a versatile range of substrates, intense mycelial growth, and the ability to induce genes encoding hydrolytic enzymes. Dissemination of Aspergillus spp. generically used for cellulase production includes A. niger, A. flavus, and A. fumigatus. 10 The economically viable manufacturing of FPase in huge quantities is important for its commercial applications. Utilizing cost-effective agricultural byproducts as a carbon source alongside enhanced microbial strains can reduce production expenses. 11 One-factor-at-a-time (OFAT) screening is widely used to optimize parameters for enzyme production, but the OFAT method does not consider factor interaction. However, optimizing the fermentation process is essential to maximize FPase synthesis. Response surface methodology (RSM), a statistical and scientific tool, has proven effective in optimizing bioprocess parameters by evaluating interactions between multiple variables to achieve the best possible enzyme yield. 12 Currently, there are two methods for producing enzymes, namely the liquid-based fermentation process (SmF) and the solid-state fermentation (SSF) process, which do not use aqueous dissolution. However, the use of SSF may be a potential choice, as it can boost manufacturing output and lower production costs. The other advantage of the SSF process is that raw materials such as lignocellulose can be used directly to enhance enzyme biosynthesis. This approach has also received recognition for using less water and having fewer unintended repercussions. When using SSF, a higher yield of products is produced than when using SmF. Due to their ability to survive on solid substrates with minimal moisture, filamentous molds are the most often utilized microorganisms for SSF enzyme synthesis. 13 The purpose of this work is to examine WH as a new and economical substrate for Aspergillus species’ FPase production and to use RSM to optimize the procedure. Furthermore, the enzymatic efficiency of the crude enzyme will be valued in the saccharification of steam-assisted NaOH pretreated WH biomass to assess its industrial potential (Fig. 1). By integrating WH valorization with enzyme biotechnology, this research provides a sustainable approach to both environmental management and industrial enzyme production, promoting the circular bioeconomy.

WH biomass processing sequence. WH, water hyacinth.
Materials and Methods
MICROORGANISM, CELLULOSIC SUBSTRATE, MEDIUM, AND RESEARCH EQUIPMENT
Aspergillus niger, the fungus strain used in this investigation (accession number OP270219), was acquired from the enzyme and fermentation laboratory’s culture collection at the Department of Microbiology, MDU, Rohtak.
The raw material comprises WH, which was acquired from the river near Selaqui, Dehradun. Water was used to wash any residual impurities prior to its use. The WH was air-dried at ambient temperature to minimize the moisture content. To eliminate moisture, the collected WH was dried in a hot air oven for 48 hours at 60°C. The dried biomass was then stored at room temperature in plastic bags for future research.
For cellulase production under static growth conditions, a modified Mandel’s medium was employed, consisting of the following components: potassium dihydrogen phosphate (KH2PO4) at 2.0 g/L, urea at 0.3 g/L, ammonium sulfate ((NH4)2SO4) at 1.4 g/L, and the following trace elements (in mg/L): ferrous sulfate heptahydrate (FeSO4 · 7H2O) at 5, zinc chloride heptahydrate (ZnCl2 · 7H2O) at 2.0, manganese sulfate monohydrate (MnSO4·H2O) at 16, and cobalt(II) chloride hexahydrate (CoCl2 · 6H2O) at 2.0.
The following equipment was utilized in this study: grinder, hot air oven, centrifugation, rotary shaker, incubator, spectrophotometry, pH measurement, water bath, autoclave, weighing balance; glassware: Erlenmeyer flasks, beakers, measuring cylinders, pipettes, test tubes.
FPASE PRODUCTION
For static production, WH served as the main carbon supply substrate. To create an inoculum, the isolate was cultivated for 7 days at 30°C on a Potato Dextrose Agar slant until it was completely sporulated. To manufacture FPase, the flasks were infected with 2 × 107 spores/mL and incubated for 5 days at 30°C without shaking. The precipitation (filtrate) was then separated by centrifuging the contents for 20 minutes at 4°C at 10,000 rpm. The liquid culture filtrate was then separated from the solid mycelium portion using a muslin cloth. After passing through Whatman filter paper no. 1, the clear supernatant was utilized as a fungal enzyme source for additional research.
FILTER PAPER ASSAY
The activity of FPase was assessed using 50 mg of dry Whatman No. 1 filter paper fragments (6 × 1 cm) in 0.5 mL of 100 mM CH3COONa buffer (pH 5.0) combined with 0.5 mL of suitably diluted crude enzyme. The FPase assays were incubated for 60 minutes at 50°C. The 3,5-dinitrosalicylic acid method Miller (1959), 14 entails the addition of 3 mL of DNS reagent to each event mixture, followed by boiling for 10–15 minutes at 100°C to develop color, thereby quantifying the sugars generated in the reaction. A UV spectrophotometer was used to detect the absorbance at 540 nm. In typical testing conditions, 1 unit (IU) of enzyme activity corresponds to the amount of enzyme that generates 1 µmol of sugar per minute.
OPTIMIZE ENZYME PRODUCTION BY OFAT CONDITIONS
In this work, medium and culture parameters, including the substrate, incubation time, pH, temperature, carbon supply, and nitrogen source, have been improved for optimum FPase production with the usage of SSF adopting a OFAT strategy at each level. Optimization of culture conditions is vital for the enhancement of fermentation technology to minimize the cost of enzymes.
RSM DESIGN AND SETUP
RSM, which integrates statistical and mathematical approaches, is a powerful tool for modeling and analyzing systems influenced by multiple variables. Its primary purpose is to optimize response outcomes by determining the most favorable conditions for the influencing factors. 15 Under optimal conditions, an ethanol yield of 12.5% (v/v) was achieved, demonstrating the potential of utilizing waste materials for sustainable biofuel production. 16
Three factors incubation time (A), pH (B), and lactose (C) were optimized for their effects on FPase production using a central composite design (CCD) based on an RSM analysis. The precise low and high values for every parameter are listed in Table 1. As shown in Table 2, the tests were carried out randomly, and the overall design included 20 distinct combinations, each of which was reproduced three times at a central location. Multiple regression equations were used to fit the experimental data to a 2nd-order polynomial model (1). The statistical program Stat-Ease 360 was utilized to analyze the RSM model.
Parameters Used in Trial Design
Outcomes of CCD of FPase Production
CCD, central composite design.
STEAM-CATALYZE ALKALI PRETREATMENT
In a steam-catalyzed pretreatment method, 10 mL of a 1.0–2.5% (w/v) solution of sodium hydroxide were combined with 1 g of WH powder. This made a solids-to-liquids fraction of 1:10 (w/v). The mixes were sterilized for 30 minutes at 121°C and 15 psi. The goal of this stage was to hydrolyze the biomass. After treatment, a Rocker 300 vacuum system was used to filter out solid remains. Using a crucible as a filter, the liquid portion of the slurry was isolated from its solid component. Following that, purified water was used to repeatedly clean the solid portion until the pH stabilized or no more Na+ was visible. 17 After being dried to a constant weight, the solid material was kept at room temperature for hydrolysis by enzymes and component analysis.
PROXIMATE ANALYSIS OF WH
The three main constituents of WH are lignin, cellulose, and hemicellulose. The Goering, (1970) 18 approach was used for calculating the components.
ASSESSMENT OF PRETREATMENT WITH FTIR
The structural alterations in WH biomass after alkaline pretreatment were examined using FTIR spectroscopy (ABB MB 300 IR spectrophotometer, Japan). FTIR is a well-established technique for qualitatively evaluating structural changes resulting from pretreatment processes. 19
HYDROLYSIS OF WH FROM CRUDE ENZYME
Crude enzyme isolated from A. niger was used to hydrolyze WH biomass that had been steam-assisted NaOH-pretreated. We varied the amount of biomass treated from 0.5% to 5.0% (w/v) in order to examine the impact of the level of substrate. In order to stop contamination by microbial agents, the biomass is combined with a 100 mM buffer solution of citrate at pH 4.8, which includes an enzyme. In addition, 0.03% sodium azide was added. The process of growth was performed at 40°C with agitation at a rate of 100 rpm. To assess the effect of enzyme loadings, the enzyme quantity was varied within a 100 mL volume of reaction measured in filter paper unit (FPU), and citrate buffer was incorporated into the total volume. Measurements were made at 24-hour intervals to track the hydrolysis process throughout a 4-day (96-hour) period. The hydrolysate has been spun for 15 to 20 minutes after the reaction at 10,000 rpm in compliance with Miller’s (1959)
14
technique. The reducing sugars created during the hydrolysis process were then determined by analyzing the resultant supernatant. To calculate the saccharification efficiency, Premalatha et al. (2015)
20
developed an equation. The ratio that converts from glucan to sugars in this case is 0.9.
Results and Discussion
FPASE OPTIMIZATION USING OFAT APPROACH
For the best FPase output, a number of conditions for growth were adjusted using the OFAT.
Effect of substrate concentration.
The optimal dosage of substrate was also studied by adjusting its amount from 0.5 to 2.5% (w/v) in a 250-mL flask. The source of carbon WH (2%) showed the highest level of FPase activity (0.694 U/mL) (Fig. 2a). The principal source for the creation of the enzyme known as cellulase is cellulose. Cellulase production is significantly reliant on the concentration of LCB inputs in the fermentation medium. 21 While lower substrate concentrations may not efficiently induce cellulase production, very high concentrations can lead to microbial inhibition and reduced enzyme yields. The most favorable results are typically achieved with moderate concentrations that balance enzyme production and microbial growth.
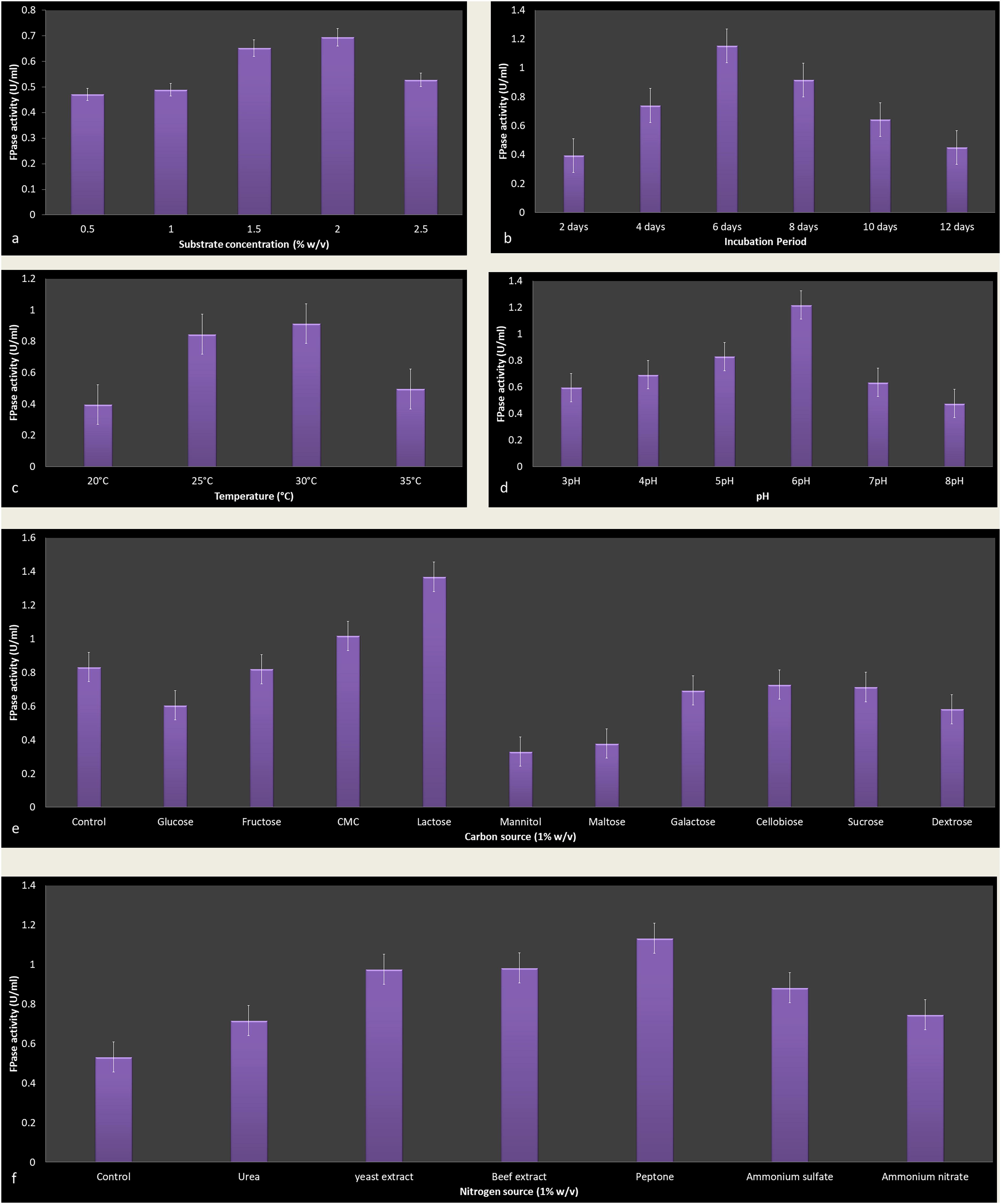
Effects of varied cultural conditions on FPase production by A. niger:
Effect of inoculum period.
To ascertain the effect of the incubation period on the production of the enzyme, A. niger was cultured for a range of durations in this investigation, from 2 to 12 days. The sixth day of growth produced the highest FPase activity (1.153 U/mL) under static circumstances (Fig. 2b). As a result, during the exponential development phase, enzyme production is dependent on biomass. According to Boondaeng et al. (2024) 13 cellulase, a key metabolite, is produced during the period of rapid growth and starts to decrease as cells go into the death phase.
Effect of temperature.
By increasing the cultivation temperature from 20°C to 35°C with 5-degree intervals, the impact of temperature on A. niger production of FPase was investigated. A. niger had the highest enzyme activity (0.913 U/mL) at 30°C (Fig. 2c). Furthermore, raising the optimum temperature resulted in a drop in enzyme activity, suggesting that the temperature was unlikely to support the growth of fungi and, consequently, reduced enzyme action. 22 The ideal temperature for cellulase synthesis was found to be 30°C in the Nehad et al. (2019) 23 study.
Effect of pH.
To find the optimal beginning medium pH for enzyme production, research was carried out at a range of medium pH levels, from 3 to 8. The A. niger reached its peak enzyme production (1.219 U/mL) when the culture solution initial pH was set at 6.0 under static circumstances (Fig. 2d). Similar findings were published by Dutt & Kumar (2014) 24 and Mai et al. (2018), 25 showing that A. niger produces cellulase best at a pH between 5.0 and 7.0.
Effect of carbon source.
According to studies on the positive impact of various carbon sources on A. niger FPase production, the fungus produced the most FPase when lactose was introduced to the medium as an additional carbon source while maintaining the same conditions. It was also demonstrated that the synthesis of enzymes was enhanced by additional carbon sources, including cellobiose, sucrose, and CMC. The results showed that when the medium was added with 1% lactose under static circumstances, the fungi exhibited its maximal FPase production of 1.368 U/mL (Fig. 2e). The synthesis of extracellular enzymes is strongly influenced by the carbon source. 26 Lactose has a stimulatory impact, according to research on the cellulase synthesis of the model fungus T. reesei. 27
Effect of nitrogen source.
The results of optimization studies that looked at how various nitrogen sources affected A. niger ability to produce FPase when grown under stable conditions of growth are shown in Fig. 2f. Peptone was shown to be the most efficient nitrogen source for increasing the fungi generation of FPase during fermentation. Finding the ideal peptone concentration to maximize FPase synthesis revealed that 1.0% (w/v) peptone was one of the most efficient, producing the highest amount of FPase under static conditions (1.132 U/mL). Gautam et al. (2011) 28 revealed that A. niger generated a greater output of cellulases in a medium with 1% peptone. Three variables (incubation duration, pH, and lactose) Selected OFAT methodologies were implemented in RSM under optimal conditions for enhanced static optimization Production of enzyme.
STATISTICAL ANALYSIS OF FPASE PRODUCTION BY CCD
Based on the OFAT technique results, RSM chose to optimize the lactose (C), pH (B), and incubation time (A) in order to maximize FPase production. Ideal values for these variables were established using the RSM CCD. Twenty experimental runs are conducted using different CCD combinations of parameters to optimize FPase production. The range of FPase manufactured under particular experimental conditions is 1.93–4.10 U/mL, as indicated in Table 2. The equation’s statistical significance was assessed by Analysis of Variance (ANOVA); in addition, the findings are displayed in Table 3.
ANOVA For the Quadratic Model of RSM
RSM, response surface methodology.
The statistical model’s F-value of 58.97 indicates its importance. There is a 0.01% chance that noise may be the cause of an F-value this high. When the p value is less than 0.0500, the model terms are deemed significant. In this case, B, A2, B2, and C2 are significant model terms. A respectable degree of agreement is indicated by the difference of less than 0.2 between the adjusted R
2 of 0.9649 and the predicted R
2 of 0.8845. Eqs. (2) For the manufacturing of enzymes describe the equations derived for enzyme activity, where Y stands for FPase activity in U/mL.
To investigate the relationships between factors and the optimal amount of parameters for FPase production, 3D models (Fig. 3) were constructed, each of which can be expressed by a 2nd-order polynomial equation. The three-dimensional response visuals in Fig. 3 show how lactose, pH, as well as incubation period affect the synthesis of FPase. In particular, Fig. 3a illustrates how pH and incubation period relate to the synthesis of FPase. It is clear that longer incubation times and higher pH result in higher FPase yields. FPase activity, however, decreases as the incubation time and pH levels rise more. When the pH is 5.5 and the incubation period is 6 days, the highest levels of FPase activity are obtained. A framework similar to that found with the incubation duration and lactose is evident in the case of the interaction between the two, as shown in Fig. 3b. FPase activity peaks when the incubation period and lactose percentage are kept at their center points. The greatest FPase production is done when incubation duration is 6 days and lactose is 1.25%. Beyond these numbers, there is a decline in FPase production. Similarly, the highest yield is obtained at pH values of 5.5 and lactose levels of 1.25% when investigating the relationship among pH and lactose, as shown in Fig. 3c. The greatest amount of FPase produced under these particular setups is 4.10 U/mL.
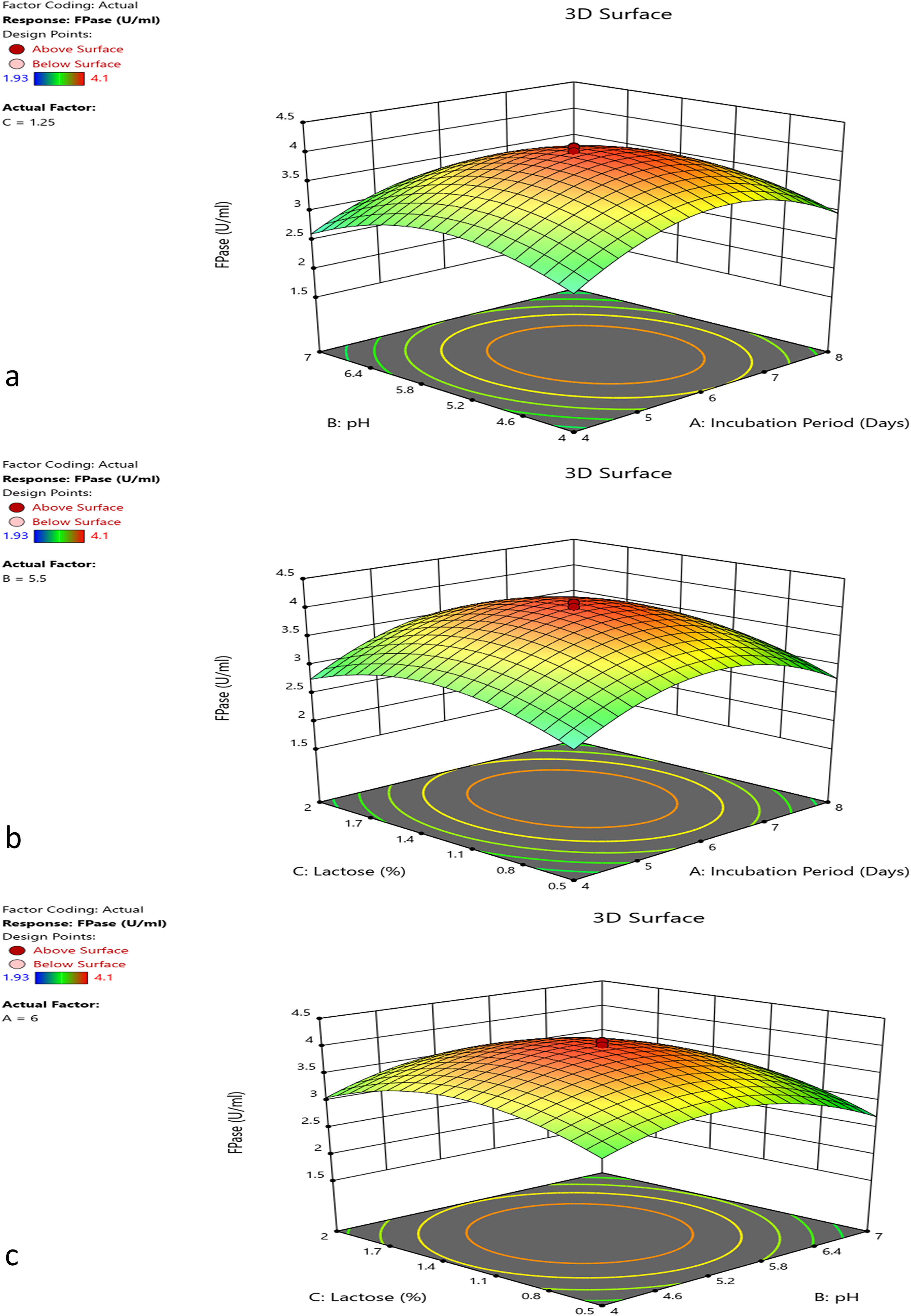
3D plots that depict how FPase synthesis is impacted and altered by the interactions between
MODEL VALIDATION
A random set of 20 trials was used to evaluate the validity of the approach, and it was shown that FPase production was accurate. Because the actual values closely matched the anticipated ones, the results show that the model was successfully validated. In addition, these validation tests showed. The ability of A. niger to produce FPase was thus found to be accurately and consistently predicted by the CCD-based RSM models. In the represented investigation, the enzyme was generated under static conditions; Table 4 lists related experiments.
Analysis of Various Studies Reported on the Synthesis of Cellulase Enzymes Utilizing LCB as a Substrate
SSF, solid-state fermentation; SmF, liquid-based fermentation.
STEAM-ASSISTED NAOH PRETREATMENT
As shown in Fig. 3, the WH raw biomass was found to have 31.12% (w/w) cellulose, 21.54% (w/w) hemicellulose, and 12.16% (w/w) lignin. Sodium hydroxide concentrations that varied from 1.0% to 2.5% (w/v) have been investigated; the results showed that a concentration of 1.5% was best for boosting delignification and maintaining the maximum cellulose content in the processed biomass. The biomass had 44.09% cellulose (41.67% rise compared with the control), 19.01% hemicellulose (11.74% fall compared with the control), and 5.02% lignin (58.71% decline compared with the control) following treatment with a 1.5% concentration of sodium hydroxide (Fig. 4, Table 5). Because it breaks the alkyl and aryl linkages in lignin and releases ester bonds, pretreatment with sodium hydroxide is a good delignification procedure. Alkaline hydrolysis enhances the accessibility of cellulose to enzyme hydrolysis by eliminating lignin and lowering cellulose degree of polymerization and crystalline regions. It has been proven to be the most practical and successful strategy. 29 The moisture content of WH measured in this study was 5.5 wt.%, which is in close agreement with the previously reported value of 4.9 wt.%. 3,30 The combustion performance and thermal decomposition behavior of the biomass were strongly affected by its volatile matter content. The WH sample showed a volatile matter content of 66 wt.%, exceeding the literature value of 61.2 wt.%. 30

Effect of NaOH concentration on WH biomass.
Effect of Steam-Assisted NaOH Pretreatment on Biomass Composition of WH
FTIR ANALYSIS
FTIR spectroscopy (FTIR) was utilized to investigate the structural and functional characteristics of WH biomass that had undergone alkaline pretreatment with 1.5% NaOH (Fig. 5). The major components identified in the WH biomass included lignin, hemicellulose, and cellulose. The broad absorption band at 3400 cm−1 is attributed to hydroxyl (-OH) groups, while the peak near 2900 cm−1 corresponds to C–H stretching vibrations. A distinct band around 1700 cm−1 is often associated with acetyl and uronic ester linkages, which are part of the carboxylic groups found in ferulic acid and p-coumaric acid—both of which are structural components of lignin. According to Singh et al. (2020), 31 the peaks observed in the range of 2800–3000 cm−1 and the smaller band at 2373 cm−1 are due to stretching vibrations of -OH and C–H bonds in CH2 and CH3 groups. These bands tend to become more prominent after alkaline pretreatment, indicating increased exposure of these functional groups. The peak at 1417 cm−1 corresponds to CH2 scissoring at the C(6) position in cellulose. Reductions in the bands at 1325 cm−1 and 1240 cm−1 reflect C–H deformation in hemicellulose and C–O stretching vibrations in both lignin and hemicellulose, respectively. In contrast, the increased intensity of the 1050 cm−1 band after treatment suggests a rise in C–OH stretching vibrations, characteristic of cellulose, indicating that its structure has become more exposed and more accessible to enzymatic action. This band is linked to O–H stretching due to hydrogen bonding in cellulose, suggesting that structural changes occurred in the cellulose network after pretreatment. 32,33
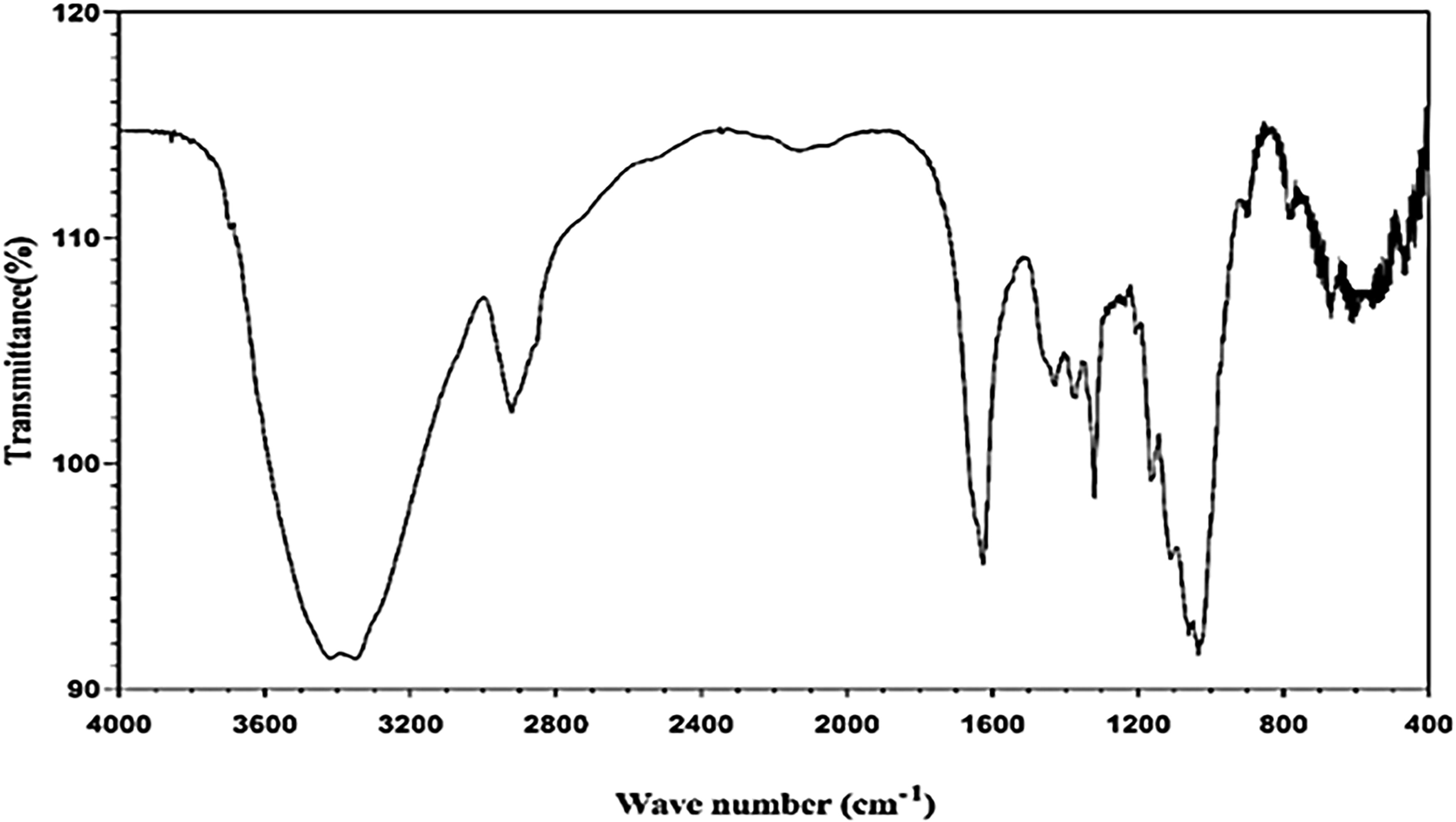
FTIR spectra of NaOH pretreated WH biomass.
FERMENTABLE SUGAR RELEASE AFTER TREATMENT WITH FUNGAL CELLULASE ENZYME
Steam-assisted NaOH pretreatment achieved optimal cellulose content at 1.5% NaOH; therefore, NaOH pretreatment was chosen for enzymatic hydrolysis. The concentration of the steam-assisted 1.5% NaOH pretreatment WH biomass was varied from 0.5% to 5% w/v to examine the outcome of substrate loading. The impact of different FPase loadings was examined by varying the enzyme concentration in a 100 mL reaction volume from 5 FPU to 40 FPU. The FPase assay measures enzyme activity as an FPU.
The highest amount of fermentable sugars (0.294 ± 0.04 g/g biomass) was obtained with a 3% (w/v) substrate concentration in 96 hours during the fungal enzyme hydrolysis of the pretreated WH biomass (Table 6). This equated to 60% of the saccharification yield. The least amount of sugar was produced when 0.5% w/v of the substrate level was used. However, as the concentration rose by more than 3%, the hydrolysis yield fell. This might have occurred as an outcome of the contents’ high clarity or because the products produced during the enzymatic hydrolysis process stopped the enzymes’ ability to function. Cai et al. (2025) 34 and Zhang et al. (2012) 35 investigated how hydrolysis efficiency is decreased by the increased viscosity of the saccharification system brought on by large substrate loadings. Moreover, higher enzyme doses are required for larger solid loadings, increasing the process’s expense. At a fixed enzyme loading, higher solid loadings may also prevent the enzyme and substrate from interacting.
Effect of Substrate Concentration on the Sugar Yield from Hydrolysis of Pretreated WH Using FPase
Hydrolysis conditions: 50°C temperature, pH 4.8, 120 rpm, enzyme loading: 30 FPU per 100 mL (or 0.3FPU/mL).
The FPase from A. niger produced the most fermentable sugar, 0.294 ± 0.04 g/g, utilizing 30 FPU of the enzyme, according to research on the impact of fungal enzyme loadings (Table 7). A total of 60% was the matching saccharification yield. The hydrolysis value did not significantly alter when the enzyme loadings were increased to 40 FPU. However, the largest amount of fermentable sugars produced was 0.281 ± 0.04 g/g biomass (in 96 hours) when the enzyme loading was 20 FPU. It is less expensive if the enzyme dosages are reduced during the hydrolysis process. Thus, in the current research, 30 FPU was used to hydrolyze biomass utilizing crude enzyme to aid in its subsequent fermentation into ethanol. The inhibition of the final product, the deactivation of the enzyme, and the gradual reduction in the amount of usable substrate are the causes of the lowered rate after 48 hours. 35 The crude FPase enzyme from the fungus caused the most hydrolysis (60%) of the steam-assisted 1.5% NaOH pretreated WH biomass (Table 8). Comparison of reducing sugar yields obtained from WH using different alkali pretreatment methods and concentrations shown in Table 9.
Effect of Enzyme Concentration on the Sugar Yield from Hydrolysis of Pretreated WH Using FPase
Hydrolysis conditions: 50°C temperature, pH 4.8, 120 rpm, 3% substrate (pretreated) concentration.
Saccharification of Pretreated WH Biomass Using FPase
Comparison of Reducing Sugar Yields Obtained from Water Hyacinth Using Different Alkali Pretreatment Methods and Concentrations
Conclusion
The production of FPase by Aspergillus niger was enhanced 2.9-fold through optimization of culture conditions using the CCD approach. Compared with the traditional one-variable-at-a-time method, RSM proved to be more efficient and scientifically robust, reducing the number of required experiments and accounting for random variability. The enzymatic hydrolysis results confirmed that the FPase produced by A. niger effectively hydrolyzed steam-catalyzed NaOH-pretreated WH biomass, yielding a high concentration of reducing sugars. This highlights the importance of lignin reduction in improving both the yield and economic feasibility of biofuel production.
Moreover, the findings suggest that WH holds significant potential as a sustainable feedstock for cellulase and bioethanol production. By converting an invasive species that threatens aquatic ecosystems into a valuable resource, this study addresses both environmental and industrial challenges. Our work demonstrates the viability of WH biomass for integration into sugar-based biorefineries, paving the way for greener, more sustainable biofuel and biochemical production.
Footnotes
Author Disclosure Statement
No interests to disclose.
Funding Information
No funding was received for this article.