
Abstract
Background:
The pressure drop at any cascade impactor stage is related to the open area of nozzles at that stage. Pressure drop measurement therefore can potentially test whether the nozzles of a given stage are within the range specified for continued use for testing of inhalable drug products. Previous such efforts, however, have been hindered by the measurement precision required for making a pass/fail decision about these used impactors. In this study, we articulate the error analysis for a pressure drop measurement system managed with a critical flow venturi (CFV) and show that the resultant uncertainty in the effective diameter of used Next Generation Impactor (NGI) and Andersen-type impactor stages is generally small compared to the specification range. This result enables the user to make a pass/fail decision regarding suitability for continued use.
Methods:
We develop the equations governing the relationship between stage pressure drop and the effective diameter of each stage of a used impactor. These equations show that pressure drop measurements can indicate only the change (if any) in the effective diameter between a previous measurement and the current measurement. Propagation-of-error principles therefore show that the uncertainty of both measurements affects the resulting uncertainty.
Results:
The test uncertainty ratio (analytical power) of a CFV-managed pressure drop measurement system exceeds six for all but stage one of the NGI and for stages −1 and −2 of the Andersen-type impactor. The stage-one nozzle of the NGI is readily qualified with a Class X pin.
Conclusions:
The CFV-managed flow system described in Part I is sufficiently precise to enable a decision to be made about whether used impactor nozzles are suitable for continued use for testing of registered inhalable drug products. Examination of the industrial viability of the technology will require long-term testing in real-world settings with comparison to optical inspection methods.
Introduction
Pharmacopeial methods(1,2) for measuring the size distribution of particles emitted by metered dose, dry powder, and similar inhalers require multistage cascade impaction because it is the only method capable of determining the aerodynamic particle size distribution at the same time as capturing enough material for quantitative determination of the active pharmaceutical ingredient(s) (API(s)) in each size fraction. Cascade impaction methods depend fundamentally on the size of the nozzles on each stage, as well as the flow rate drawn into the impactor. Regular optical examination of the nozzles on each stage (stage mensuration) has long been the only sufficiently precise method to test whether the nozzles of used impactors are or are not within the required, narrow size ranges specified in the pharmaceutical compendia.(1,2)
Measuring the pressure drop of any stage of an impactor has been described as a means of determining whether the nozzles of that stage are acceptable for continued use.(3) The theoretical basis for this idea derives from incompressible flow theory (the Bernoulli equation)(4,5) and explains the relationship of pressure drop to the area-mean diameter of the nozzles. There has been an ongoing, low level of effort given to developing equipment and methods to determine how well used impactors can be evaluated with stage pressure drop measurements.(5–9) In addition, the concept of “effective diameter,” a combination of the area-mean diameter and the area-median diameter of nozzles on a given impactor stage, has been carefully defined as the key attribute of the nozzles that determines the particle-size-fractionation behavior of any given impactor stage.(10,11) These efforts have included a discussion of the micron-level agreement between area-mean diameter and effective diameter for impactors in a pharmaceutical environment(10) and showing that the effective diameter adequately describes the aerodynamics of impactor stages with realistic collection efficiency curves.(11) Based on this experimental and theoretical work, there has been an ongoing push toward incorporating effective diameter and pressure drop measurements into industrial best practices.(12)
What has been missing from these efforts is a quantitative assessment of the precision of the analytical method necessary for a user to decide whether the nozzles of an impactor stage are suitable, or not, for continued use in the testing of inhalable drug products. Inattention to this aspect of impactor quality control based on pressure drop measurements is a major reason the only previous long-term study comparing optical methods to pressure drop methods failed largely to produce actionable information from the pressure drop data, except in rare cases in the higher stages with the larger pressure drop values.(13,14)
Herein, we make the necessary quantitative assessment from the fundamental principles of the fluid flow through the impactor nozzles and through a critical flow venturi (CFV)(15) and of propagation of error(16) as applied thereto. In a companion article (Part I), we explain a method of determining the area-mean diameter of the nozzles of an impactor stage that obviates the need for flow rate measurement,(17) eliminating a major source of uncertainty in the value so determined. The fundamental principles, then, allow a quantitative assessment of the precision of this new method and demonstrate that it has a very favorable analytical power(18) with an uncertainty no larger than 15% of the specification range for most stages of the Next Generation Impactor™ (NGI) and of the Andersen-type impactor. This figure compares favorably to optical mensuration which has an uncertainty of ∼10% of the specification range for most stages of the NGI and of Andersen-type impactors. The analytical power of the new method gives the user full confidence in deciding whether the stage nozzles are inside or outside the range required for continued use in the quality testing of inhaler-generated aerosols.(18–22)
Fundamental Equations Relating Nozzle Diameter to Pressure Drop
Previous investigators(5–7) have expressed the application of the Bernoulli principle to the pressure drop across a stage of a cascade impactor. In this study, we describe the essentials of this technical approach so that the new outcomes, expressed further in the article, can be clearly connected to the fundamental principles.
Incompressible flow principles largely apply to air passing through impactor stage nozzles under typical laboratory conditions.(15) So, the pressure drop (ΔP) across each stage can be expressed by Eq. (1):
Here, ρ is the gas density upstream of the nozzles, Qt is the total volumetric flow rate upstream of the nozzles, and At is the total nozzle area at the nozzle exit plane for the stage. The coefficient Cd is the area-mean discharge coefficient and accounts for the inevitable deviations from incompressible flow theory when applied to real-world nozzles. Eq. (1) makes plain that the only opportunity to calculate the discharge coefficient is when a recent measurement of the nozzle area has been made independently (such as optically at the time of manufacture or later):
In Eq. (2), W* is the area-mean diameter, and N is the number of nozzles of any given impactor stage.
Previous investigators have reported Cd values for stages of the Andersen-type impactor(4) and of the NGI.(10) There is a small range for the observed figures, such as ±2% relative standard deviation (RSD) for a given stage of a cohort of Andersen impactors (Table 1 of Roberts et al.(5)) and smaller RSD values for NGI stages (personally observed through years of reviewing Certificates of Mensuration of newly manufactured NGIs). Nevertheless, given the tight constraints on acceptable nozzle diameters, the consensus is that the impactor-to-impactor variability in Cd values precludes the use of a single value of Cd for a given stage number of a given impactor type. Rather each stage of each impactor has its own value for Cd.
Evaluation of Test Uncertainty Ratio for Next Generation Impactor Stages
NGI, Next Generation Impactor; TUR, test uncertainty ratio.
Consequently, relating the stage pressure drop to the area-mean diameter, and hence the effective diameter, is possible only if the Cd value of the nozzles of a given stage is assumed to be constant between pressure drop measurements or periodic optical inspections. This hypothesis is likely to stand the test of time for impactors that have nozzles made of 316 stainless steel and are regularly cleaned, as is common in the inhaler testing community; but no study of this specific issue has been reported over the long term in industrial practice.
We proceed, however, with the hypothesis of a constant value of Cd when dealing with any individual stage of any given impactor. Now, the change in W* from one pressure drop measurement to the next can be written as
Here, the ratio of the current to the initial value of W* is given by the symbol “R.” The subscript “0” means “initially” and refers to the previous value of a given variable; the absence of this subscript refers to the current or new value of a given variable. The symbol
Figure 1 depicts the philosophy of using pressure drop as a means of determining suitability of used impactor stages for continued use. First, all new impactors are inspected optically by the manufacturer and certified to be within the required specifications. When the user gets the new impactor, the user measures pressure drop parameters before the impactor is placed into use. These values constitute the initial readings (subscripted with “0” in Eqs. 3–6). At any time later, the user can measure the pressure drop parameters again for the purpose of determining whether the impactor is satisfactory for continued use. This determination is made by comparing the calculated value of the area-mean diameter on each stage to the specifications for used impactors (see Eqs. 6 and 15). If the impactor is within specifications, the impactor is placed back into service.
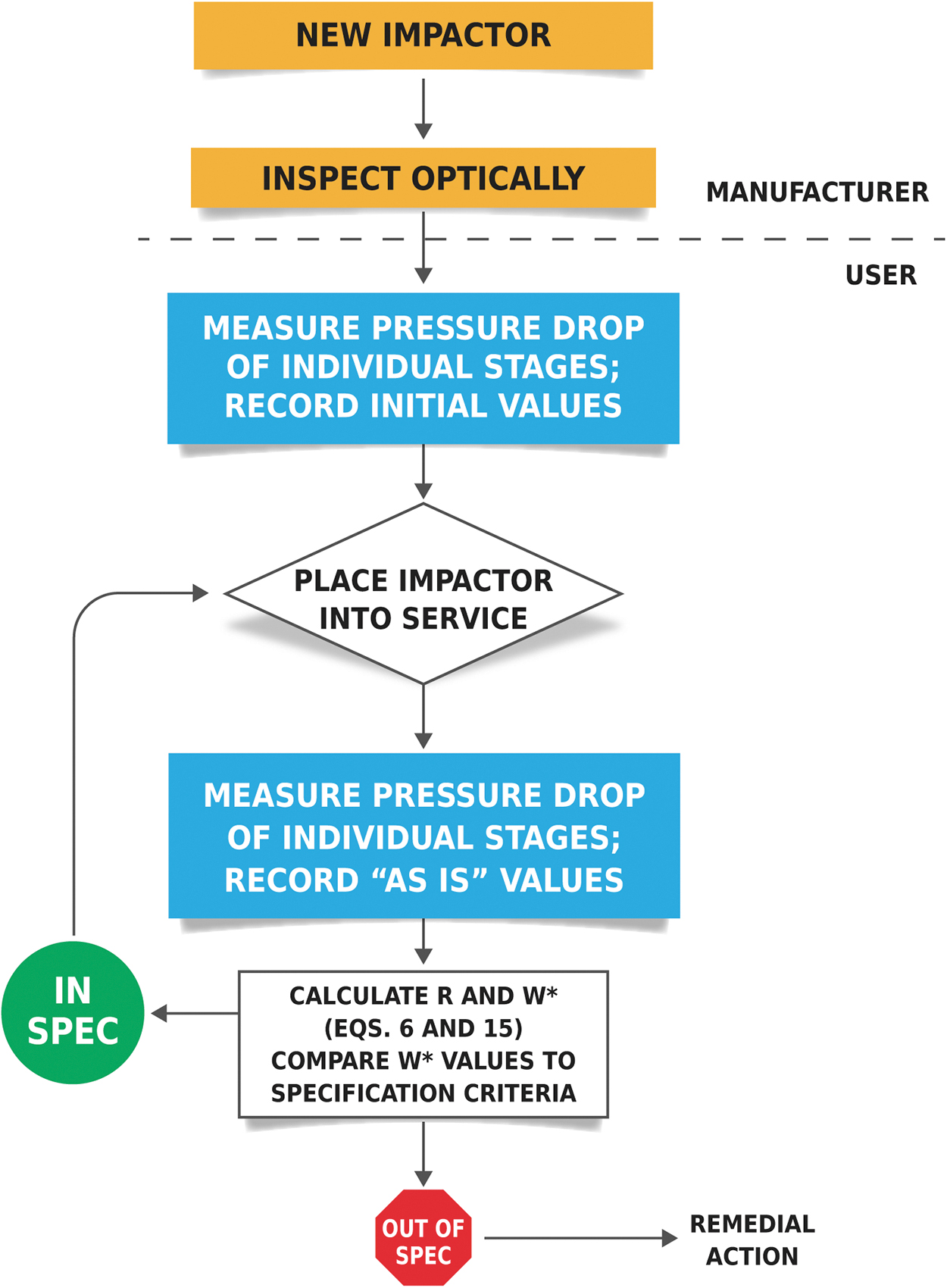
Pressure drop measurements as a means of determining suitability for continued use of a cascade impactor.
When or if an impactor is out of specification, it can be cleaned, and its pressure drop parameters can be retested. If the calculated value of the area-mean diameter on each stage meets specifications, the impactor can then be placed back into service. A user is of course free to inspect optically at any time, for example, every 5 years. Any remedial action that may be necessary after this optical inspection must be completed, and the impactor must pass specifications before the impactor can proceed any further toward its continued use. With a fresh optical inspection that meets specifications, the user then measures the pressure drop values again before placing the impactor into service. At that point, the process of periodic inspection through pressure drop measurement begins again.
With this procedure in mind, we must now ask the question of whether the uncertainties in R and W* are small enough to enable a confident decision to be made about whether the impactor is suitable for continued use. To answer this question, we first note that Eq. (3) indicates that there are six measured variables involved in quantifying the change in the area-mean diameter between two determinations. If we assume that the random error associated with measurements of flow rate, gas density, and pressure drop is the same for the new values as for the initial values, then the uncertainty in the calculated value of R is given by
Eq. (4) shows that the uncertainty of the measurement of flow rate (be it volumetric or mass) VERY LIKELY DOMINATES the overall uncertainty in R. Why? First, it is relatively inexpensive to find transducers for the pressure drop and the gas density measurements with precisions on the order of 0.25% or less. [Gas density is known by pressure and temperature measurement, plus an equation of state, such as the ideal gas law]. HOWEVER, flow rate transducers (either mass or volumetric flow) are likely to have an uncertainty of not less than ±2% (e.g., TSI Model 4043 hot-film flow meter(23)) unless highly sophisticated and expensive methods are available. World-class institutions, such as the National Institutes for Standards and Technology (NIST), maintain multimillion-dollar facilities for measuring flow rate to a precision of ±0.1%.(24) High quality gravimetric methods of calibrating flow meters(25) are also quite expensive and require skilled specialists and protected, isolated laboratory facilities.
Second, the multiplier of ½ in front of the relative uncertainty of the mass or volumetric flow rate term in Eq. (4) compared to the multiplier of 1/8 in front of the other two relative uncertainties indicates that even if the uncertainties of the measured flow rates were no larger than those of the other measurements, the flow rate uncertainty would still predominate.
Finally, an uncertainty of 2% or even 1% in flow rate measurement is a priori insufficiently precise given that the entire specification range of acceptable nozzles is often on the order of ±1% or ±2% of nominal (US Pharmacopeial Convention,(1) Tables 4 and 6). The failure to address this point is likely the reason previous experimental investigations of the pressure drop concept have yielded mixed results; that is, the equipment itself had an unacceptably large uncertainty, caused mostly by the flow rate transducer.
The Advantage of Managing the Flow with a CFV
Placing a CFV downstream of the impactor for the purpose of regulating the flow rate solves the problem of the uncertainty of flow rate measurements (the experimental apparatus explained in companion publication(17)). When processing an ideal gas, such as indoor air common to pharmaceutical laboratories, CFVs designed in accord with best practices(26) closely follow adiabatic, isentropic behavior (Lee and Sears,(27) chapter 8). This design ensures that the mass flow rate passing through the CFV,
Here, the subscripts V and V,0 denote the values of the variable just upstream of the CFV at the current measurement and at the previous measurement, respectively. The parameter
Substituting Eqs. (5a, b) for the values of the mass flow rates
There are now eight measured quantities on the right-hand side of Eq. (6), rather than six as in Eq. (3), because the mass flow term depends on two measurable quantities.
With Eq. (6) for the ratio R, the relative uncertainty in R becomes
In Eq. (7), we no longer need the subscript “0” because it is highly probable that the equipment for measuring current parameter values is the same as that for measuring the previous parameter values, with no change in the relative uncertainty of any instrument.
A second simplification is possible because, for an ideal gas, the gas density depends on the first power of the gas pressure and temperature. So, for an ideal gas the relative uncertainty in R becomes
Here, we have written Eq. (8) in an “expanded” form, showing how the gas density term expands into two terms, and to emphasize the assumption that the instruments that measure pressure and temperature upstream of the CFV are the same as those that measure the pressure and temperature just before the nozzles of each impactor stage. Consolidating terms, then, we have
It may appear from Eq. (9) that there are only three parameters to measure, T, P, and ΔP. But in reality, for evaluating an individual impactor stage, measurements are needed for two pressure and temperature values (at the stage and at the CFV) and one measurement of pressure drop, which we have made clear by including Eq. (8) in the derivation. The coefficients 5/8, 1/4, and 1/8 in Eq. (9) include the uncertainty of each of these necessary five measurements and include the uncertainty contributed by both the previous and the current measurements.
The separation of these three sources of measurement uncertainty (pressure, temperature, and pressure drop) is important for proper accounting of the net uncertainty in the measurement of area-mean stage nozzle diameter (substantially equal to the effective diameter, as discussed previously). In practice, the measurement of temperature and pressure can each be performed with modestly inexpensive equipment with relative measurement uncertainty on the order of 0.05%, and generally between 0.01% and 0.1%. For example, for the equipment described in the companion publication,(17) the temperature transducer costs $70, and the pressure transducer costs $1450. These measurements of temperature and pressure with practical equipment are substantially more precise than is the measurement of ΔP itself when the ΔP values are in the range of the stages of impactors suitable for inhaler testing (typical RSDs of 0.25%–0.5%). So, Eq. (9) indicates that the measurement of ΔP is likely to be as important in the uncertainty in R as is measurement of T and P, even though the multiplier in front of the ΔP uncertainty is one-fifth and one-half that of the other terms.
In any case, Eq. (9) indicates that the CFV method of flow management likely substantially reduces the uncertainty in R, compared to systems that measure the mass or volumetric flow rate (as in Eq. 4). This improvement results from avoiding the 1%–2% uncertainty introduced when measuring flow rate directly.
Approximate Assessment of Uncertainty in Ratio R
With practical transducers, it is not expensive to achieve pressure measurement equipment with a relative uncertainty of 0.02% and temperature measurement equipment with an uncertainty of 0.03%. Putting these values into Eq. (9), along with a relative uncertainty of 0.25% in the differential pressure reading, we find
Therefore, for the relative uncertainty in R, we have
This example shows that a practical value of the relative uncertainty in R is just under 0.1%.
The details of this example point out that in many cases, because of the practical methods of measuring temperature, pressure, and differential pressure, the uncertainty in the measurement of the area-mean stage nozzle diameter is likely to be dominated by the uncertainty in the ΔP measurement. If we ignore the uncertainty contributed by the measurement of T and of P, the relative uncertainty of the ratio R will then be given approximately by Eq. (14):
This simple expression for the relative uncertainty in R is helpful because it indicates that with readily available equipment, with
Calculating the Area-Mean Diameter and Its Uncertainty
To this point, we have focused on the uncertainty of the ratio of the current value to the initial value of the area-mean diameter, R. But in the end, the current value of the area-mean diameter is what matters, in relationship to the specifications for used impactor nozzles.
To go this final step in the analysis, we start with the simple relationship between
Consequently, the relative uncertainty of
Eq. (16) emphasizes that the pressure-drop method will result in a relative uncertainty in W* that is no smaller than that of the optical measurement. That remark may well be obvious to many readers, but it is an important concept to bear in mind.
A more intuitive arrangement of Eq. (16), shown in Eq. (17), will assist with understanding the reasons for some of the results that we examine soon:
Eq. (17) makes clear that if we want the resultant uncertainty of W* to be changed only slightly from that of the native optical uncertainty, then the pressure drop uncertainty factor (
Assessment of Test Uncertainty Ratio for the NGI and the Andersen-type Impactor
The test uncertainty ratio (TUR) is defined as the tolerance being checked divided by the measurement uncertainty of the instrument(s) making the measurement (Eq. 18):
The measurement of any given quantity enables a decision to be made about whether the item under test is acceptable or not acceptable IF AND ONLY IF the TUR is greater than four and preferably larger than 10.(18–22) In contrast, for example, if the specification range is taken up by the measurement uncertainty (TUR = 1), there can be no confidence in whether the item under test is within specifications or not.
We now estimate the TUR for the area-mean diameter of the nozzles of each stage of the NGI and of the Andersen-type impactor if tested according to the method of the CFV-managed flow system described herein. For this evaluation, we assume that the pressure and temperature transducers and the pressure drop transducers are as good as those described in the example calculations above (Eqs. 10–13). The relative uncertainty in the ratio R, therefore, can be taken to be equal to 0.001, as a conservative value (Eq. 13). For the optical inspection at the time of manufacture (or any other time), it is common to have an absolute uncertainty of 0.001 mm in expensive but readily available optical inspection tools.(28) The relative uncertainty in the optical inspection result therefore is 0.001 mm divided by the nominal nozzle diameter in the as-manufactured specifications.(1,2)
When the NGI is examined optically, the TUR is large for stages 1 and 2 (50 and 40) and is either 20 or 10 for the rest of the stages (Table 1). We first mention stages 1 and 2 because with only one or six nozzles, respectively, it is trivial to test these pieces with Class X pin gauges (accurate to 0.001 mm), a procedure much easier than the pressure drop method or the optical method. Consequently, we purposely ignore further analysis of the TUR results for stages 1 and 2 as shown in Table 1.
With the CFV-managed pressure drop method, the TUR is above six for stages 2–7 (Table 1). The reason for the dip in TUR at stage 4 is that the tolerance of 0.01 mm is the smallest fraction of the nominal nozzle diameter of any stage of the NGI. For a used NGI, it is instructive to compare the uncertainty of the optical inspection method to that of the CFV-managed pressure drop method. For this purpose, we have included in Table 1 the relative precision of the optical measurement itself right next to the relative precision calculated from the pressure drop measurement analysis (Eq. 16). The less important the uncertainty contributed by the pressure drop measurement, the closer these values are to each other. That is why the TUR values for stages 6 and 7 are rather close to those achieved by the optical measurement alone. These results are at the core of the experimental data of Shelton et al.(13,14) who found good correlation between optical methods and pressure drop methods for stages 6 and 7 of the NGI and also for the Andersen-type impactor.
For the Andersen-type impactor, and considering stages 0–7, the TUR values for testing with the CFV-managed pressure drop method are larger than nine and range close to the TUR values of the optical system for the larger stage numbers (Table 2). For stages −1 and −2, the TUR values are barely large enough to allow a decision about suitability for continued use. This result might preclude the CFV system from testing these special 60- and 90-L/min stages. Class X pins are technically an option for these stages, but there are too many nozzles (96 and 95, respectively) to make pinning a reasonable approach.
Evaluation of Test Uncertainty Ratio for Stages of the Andersen-Type Impactor
The main reason that the TUR values for the Andersen-type impactor are larger generally than those of the NGI is because of the larger tolerance range for the Andersen stages in the “as-manufactured” nozzle specification (0.013 or 0.025 mm vs. 0.01 or 0.02 mm). This difference in the as-manufactured specification resulted historically from the American origin of the Andersen and its dimensions,(29) converted to metric units in the United States Pharmacopeia (USP) and the European Pharmacopoeia (EP), versus the a priori metric dimensions of the NGI design.(30)
In any case, the CFV-managed flow system will yield TUR values sufficient for making a pass/fail decision for the nozzles of used NGIs and of most used Andersen-type impactors, with the caveat of using Class X pins at least for stage 1 and possibly (for convenience) for stage 2 of the NGI.
Compliance with Pharmacopeial Compendia
The USP and Pharm. Eur. compendia(1,2) call out optical stage mensuration as a necessary part of determining whether used NGIs or Andersen-type impactors are suitable for continued testing. For example, section C.1.1. of USP <601> regarding stage mensuration(1) states the following:
Because nozzles can corrode and wear over time, the effective diameter of the nozzles of each stage, which are related to the impaction stage's cut-off size, must be measured precisely on a regular basis.
Industrial participants in the testing of inhalable drug products are diligent to maintain methods of measuring the effective diameter of the stages of used impactors, and these methods today are precise optical ones with annual inspections. This language does not need to change for the adoption of the proposed CFV-managed method. First, there is nothing in the text of USP that defines the method of measuring. So, participants should have the freedom to choose the CFV-managed pressure drop method so long as it is validated with the long-term studies recommended herein. The word “precisely” can be addressed by way of the TUR discussed above, a common industrial term that enables a quantitative definition of “precise.” And the word “regular” in the USP is quite open; perhaps “regular” should be no less frequent than annual, but with the pressure drop method and the convenience of it, users would likely test monthly or to investigate some observation—rather than waiting all year with no information and finding out at the end that they have an out-of-spec stage. In any case, the CFV-managed method would likely lead to shorter “regular” time periods than today's annual practice and thereby easily comply with the currently articulated USP and EP standards and expectations.
Conclusions
Quantitative analysis of the propagation of error in the CFV-managed pressure drop system shows that a system much like that described in the companion article(17) will indeed provide sufficiently precise answers to allow an objective decision to be made as to the acceptability for continued use of cascade impactors in the testing of inhalable drug products.
Clearly, long-term outcomes with the proposed method, including comparison to optical methods, need to be examined carefully by active participants in inhaler testing before widespread adoption can be expected. A key issue is how long and if the area-mean discharge coefficient Cd remains constant for a given impactor stage; secondarily it matters if the CFV calibration coefficient drifts over time (drift would affect KCFV in Eqs. 5a, b). These and possibly other issues need the “harsh light” of industrial testing and validation.
However, the advantages are substantial, compared to those of current practices with optical inspection equipment. Probably the biggest unappreciated flaw in current practice is that usually nozzles must be cleaned of API before they are able to leave the industrial facility to the optical inspection vendor. Consequently, the state of the nozzles when inspected optically may bear no resemblance to their state in use inside the industrial laboratory. This situation is overcome with the CFV-managed pressure drop system. This authenticity and the convenience of the CFV method we hope will be sufficient drivers to instigate the necessary long-term validation work.
Footnotes
Author Disclosure Statement
The author is an independent consultant in the field of inhaler testing.
Funding Information
No outside funding sources contributed to this work.
Reviewed by:
Jolyon Mitchell
Francisco Romay