
Abstract
Introduction
Recent studies on diode LAVA/R demonstrated that soldering outcomes can be enhanced by using solder-doped biodegradable polymer scaffolds as reinforcement materials. 4 –6 The most widely used polymer scaffold material for liquid solder–mediated LAVA/R (sLAVA/R) is poly(lactic-co-glycolic) acid (PLGA). 4 –12 Currently, PLGA is preferred over other biodegradable materials because of its modifiable composition, 13,14 its commercial availability, and its clinical approval status. 4 Furthermore, PLGA degrades within 2 weeks in the human body. 15 However, Sung et al. 15 recently reported that the fast degradation of PLGA and the corollary increase in acidity impose an inhibitory effect on cell growth and angiogenesis, suggesting that PLGA may not constitute the most suitable material for scaffold- and solder-mediated LAVR (ssLAVA/R). Instead, the slowly degradable poly(ɛ-caprolactone) (PCL) was proposed as an alternative for PLGA, inasmuch as PCL degradation (<2 years) does not impart drastic alterations in local physiologic conditions or cytotoxicity and can be regulated by modifying the surface-to-volume ratio. Moreover, PCL scaffolds produced by the solvent-casting and particulate leaching technique have been shown to increase significantly the tensile strength of ssLAVRed rabbit abdominal aortic strips. 16
An alternative to the previously mentioned technique is electrospinning, which produces scaffolds that are mechanically stronger, more elastic, and structurally quasi-analogous to native extracellular matrix. 17,18 This study was therefore performed to explore the possibility of using electrospun PCL scaffolds as reinforcement material in ssLAVR and to determine the optimal parameters in PCL ssLAVR.
The 670-nm diode ssLAVR was performed on porcine carotid arteriotomies in conjunction with bovine serum albumin (BSA) solder and methylene blue (MB). The leaking-point pressures (LPPs) were investigated as a function of scaffold thickness, PCL-fiber diameter, MB concentration, and the number of laser passes. Finally, different ssLAVR techniques were explored, including scaffold presoaking and dual ssLAVR of the anastomosis.
Materials and Methods
Solder and tissue preparation
The liquid solder was prepared by dissolving 50% (wt/vol, final concentration) BSA (fraction V; Sigma Aldrich, St. Louis, MO) and different concentrations of MB (0.1, 0.3, 0.5, and 0.7% wt/vol, final concentration) in MilliQ at 37°C with continuous stirring. The solder was stored in the dark at 4°C until further use for ≤14 days.
Porcine carotid arteries (n = 31; external diameter, 0.3–0.6 cm) were harvested at the slaughterhouse. Perivascular tissue was trimmed, and the arteries were submersed in histidine-tryptophan-ketoglutarate organ-preservation solution (Custodiol; Tramedico, Weesp, The Netherlands) at 4°C and used within 3 days. Before ssLAVR, the arteries were cut into 4-cm segments (n = 62). A 10.0 ± 0.5-mm longitudinal arteriotomy was created with a scalpel and scissors.
Scaffold preparation
PCL with an average molecular mass of 80 kDa was dissolved in chloroform under gentle stirring to obtain an 18% (wt/vol) solution. With an infusion pump (PHD 2000 Infusion; Harvard Apparatus, Holliston, MA), the polymer-containing solution was delivered at a constant flow rate (30 μL/min) to a metal capillary connected to a high-voltage power supply. As the jet fluid accelerates toward a grounded collector, the solvent evaporates, and a charged polymer fiber is deposited on the glass disk on top of the collector plate in the form of a nonwoven mesh. 19,20
The spinning was done at variable durations (7.5, 15, and 30 min) at the same voltage (15 kV) to produce 14-μm-diameter fiber meshes with a mean ± SD thickness of 107 ± 8, 188 ± 12, and 278 ± 9 μm, respectively. Subsequently, the spinning duration was set to 15 min, whereas the voltages were set to 11, 15, and 17 kV to produce meshes with a fiber diameter of 6, 14, and 19 μm, respectively (192 ± 11-μm scaffold thickness; range, 173–212 μm). The scaffolds were punched out of the mesh in a 2.0 × 0.4-cm array, and the thickness was measured with a digital caliper between two glass slides. Fiber diameters were measured with light microscopy (Axio Image; Carl Zeiss, Göttingen, Germany) by using dedicated software (Axio Vision, Carl Zeiss).
ssLAVR procedure
The study was divided into four substudies summarized in Table 1: (a) the effect of scaffold physical properties on LPP; (b) the effect of MB concentration on LPP; (c) the optimal number of laser passes; and (d) comparison of different scaffold-application techniques. Laser irradiation on the coaptation and the LLP measurements were performed in accordance with the succeeding sections.
Two scaffold properties were tested in the first substudy. First, scaffolds were prepared with a mean thickness of 106, 189, or 274 μm (0.3% MB) or 109, 187, and 282 μm (0.5% MB) to assess the effect of scaffold thickness on LPP. Second, ∼193-μm-thick scaffolds with mean fiber diameters of 6, 14, or 19 μm were prepared to establish the relation between fiber diameter and LPP.
Before application of the scaffold, the opposing ends of the incised carotid artery were aligned with tweezers without the use of stay sutures. With the exception of substudy 4, solder and scaffold were applied by first distributing 30 μL of solder over the incision site with a pipette; second, positioning the scaffold on top of the solder with the rough surface facing the solder–tissue interface, 6 and last, uniformly distributing an additional 5 μL of solder over the edges of the scaffold. This solder-scaffold application technique comprises ssLAVR.
For the second substudy, ssLAVR was performed with four different MB concentrations (0.1, 0.3, 0.5, and 0.7% wt/vol) in 50% BSA solder. The optimal scaffold properties (fiber diameter of 14 μm and a mean ± SD thickness of 190 ± 11 μm), as determined in the first substudy, were used in these experiments. Solder and scaffolds were applied as described earlier.
In the third substudy, ssLAVR was performed by using the optimal scaffold properties (14-μm-diameter fiber scaffold with a mean ± SD thickness of 186 ± 9 μm), the optimal solder composition (50% BSA solder with 0.5% MB), and irradiation with one, two, or three continuous-wave laser passes.
In the fourth substudy, two additional ssLAVR techniques were compared with the standard ssLAVR modality used on the substudies. The variable in the first “nonstandard” technique was a 2-h presoaking step of the scaffold in solder before ssLAVR without prior application of solder on the coaptation. 4,5,7 –12,16 The second “nonstandard” technique comprised an additional solder application and laser-irradiation step by following an initial standard ssLAVR procedure as described earlier and in the next section.
Laser irradiation
A 670-nm diode laser (model HPD7401; High Power Devices, North Brunswick, NJ) was used in continuous-wave mode with a red HeNe aiming beam. The incident laser power was 0.73 W with a spot diameter of 4 mm (incident irradiance of 5.8 W/cm2). A fiberoptic hand piece was used to deliver the laser beam perpendicular to the scaffold surface in a single, continuous pass. The coaptation was lased in a gradually narrowing rectangular movement, starting at the outer margins of the weld and scanning inward. The scanning speed was dictated by MB transiting into its leuco-form (i.e., irradiation of the subsequent scaffold volume was performed only after the scaffold area had turned white). This lasing protocol was applied twice per scaffold, unless noted otherwise. The cumulative irradiation time was recorded for each procedure. The mean ± SD irradiation time for solder-doped scaffold groups was 394 ± 87 s.
The control group (n = 6) consisted of dual-pass solder-mediated LAVR (no scaffold). The mean ± SD time to complete LAVR in the control group was 248 ± 26 s.
Leaking-point pressure
LPPs were measured directly after laser irradiation in accordance with the method of Basu et al. 21 and Fahner et al. 22 One end of the laser-treated carotid segment was sealed by ligation, and the vessel lumen was filled with 0.9% saline solution. The other end was ligated around a blunt 25G needle that was connected to a rate-controlled syringe infusion pump and a pressure controller (Braun Medical, Melsungen, Germany) through an interposed T-valve. For online pressure recording, the pressure controller was coupled to a pressure transducer (Baxter Healthcare, Deerfield, IL) that transmitted the digitized output signals to a PC.
On complete submersion of the artery in a 0.9% saline bath, the intraluminal pressure was gradually increased by the infusion of MB in 0.9% saline at 99 mL/h. The LPP was defined as the pressure at which MB-saline was first observed to leak through the repair, accompanied by a simultaneous decrease in pressure.
Statistical analysis
Means, SDs, Mann–Whitney U tests, and correlation and regression analyses were performed with Statistical Package for Social Sciences (SSPS, Chicago, IL). A single asterisk designates a p value of ≤ 0.05.
Results
Effect of scaffold thickness and fiber diameter on soldering strength
Soldering strengths were measured as a function of scaffold thickness and fiber diameter. Additionally, the scaffold-thickness assays were performed with solder containing 0.3% or 0.5% MB. For the 0.3% MB concentration, ssLAVRs with 106-, 189-, or 274-μm thick scaffolds produced mean ± SD LPPs of 284 ± 60, 430 ± 13, and 401 ± 85 mm Hg, respectively (Fig. 1A). The ssLAVRs with 109-μm-thick scaffolds applied to 0.5% MB-containing solder resulted in a mean ± SD LPP of 378 ± 63 mm Hg. Increasing the scaffold thickness to 187 μm was associated with a 98% increase in LPP to 749 ± 171 mm Hg (*). Further increases in scaffold thickness to 282 μm reduced the LPP to 504 ± 79 mm Hg (* vs. 187-μm-thick scaffolds) (Fig. 1B).
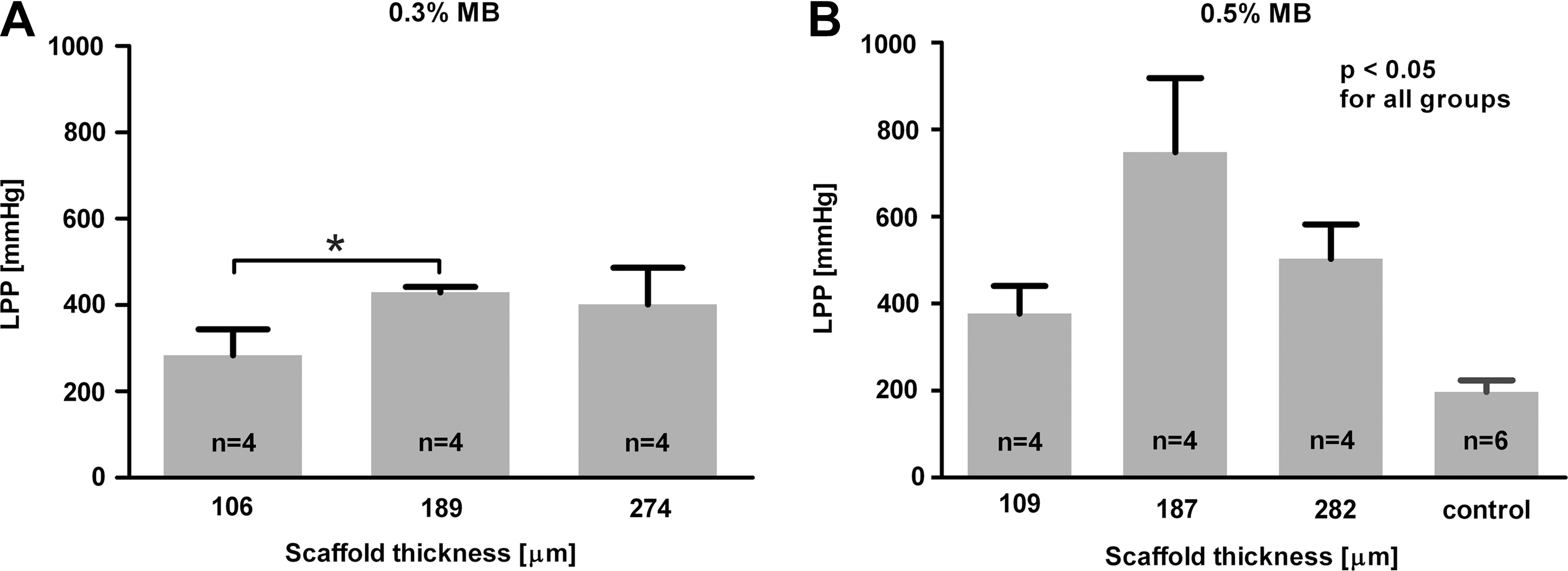
Leaking point pressures (LPP) plotted as a function of poly(ɛ- caprolactone) (PCL) scaffold thickness at a 0.3% methylene blue (MB) concentration (
Fig. 2 presents the mean ± SD LPPs as a function of fiber diameter. Images below the graph are the light-microscopy images of the scaffolds, demonstrating the varying porosity in the 6-, 14-, and 19-μm fiber diameter scaffolds. The ssLAVR with ∼193-μm thick PCL scaffolds composed of 6-, 14-, or 19-μm diameter fibers produced mean ± SD LPPs of 459 ± 93, 749 ± 171, and 474 ± 80 mm Hg, respectively.
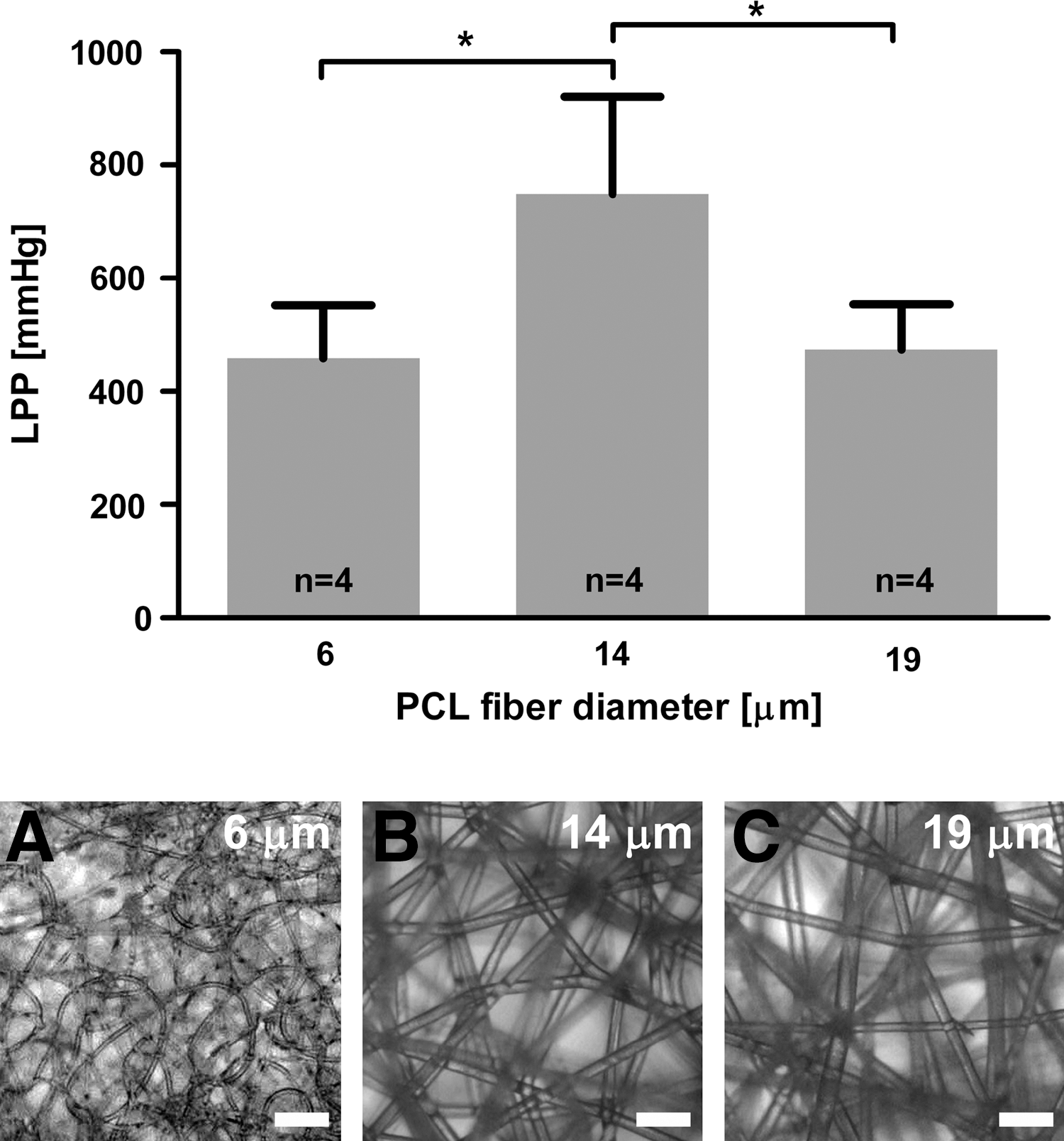
Leaking point pressures (LPP) plotted as a function of PCL scaffold diameter. ssLAVR was performed with 193 ± 11-μm thick scaffolds, 0.5% methylene blue concentration, and at an incident irradiance of 5.8 W/cm2 using two consecutive passes. Panels
These results indicate that 187-μm-thick PCL scaffolds composed of 14-μm diameter fibers yield the optimal results when used in combination with 0.5% MB. Further to optimize soldering strength, the effect of MB concentration on LPP was investigated more closely.
Effect of MB concentration on soldering strength
In as much as the chromophore concentration governs the optical penetration depth of the diode laser and thus the coagulation depth within the coaptation, ssLAVR was performed at increasing MB concentrations. Irradiation of scaffolds (190 ± 11-μm scaffold thickness, 14-μm fiber diameter) applied to solders containing 0.1, 0.3, 0.5, and 0.7% wt/vol MB resulted in mean ± SD LPPs of 98 ± 33, 430 ± 13, 749 ± 171, and 212 ± 25 mm Hg, respectively (*, Fig. 3). A linear relation (R 2 = 1.000) and a strong positive correlation (Spearman's r = 0.95*) existed between solder strength and chromophore concentration in the 0.1- to 0.5% MB range. An MB concentration of 0.7% resulted in weaker welds compared with the 0.5% MB group. In some instances, charring was observed in repairs made using 0.5% and 0.7% MB.

Leaking point pressures (LPP) plotted as a function of methylene blue (MB) concentration. Coaptations were irradiated at an incident irradiance of 5.8 W/cm2 using two consecutive passes and 190 ± 11-μm thick scaffolds consisting of 14-μm diameter fibers. A single asterisk designates a p value of ≤0.05.
Effect of lasing protocol on soldering strength
In a previous study on CO2 LAVR, we found that a three-pass lasing protocol produced higher LPPs than a two-pass lasing protocol. 23 Consequently, 186 ± 9-μm thick scaffolds composed of 14-μm diameter fibers were subjected to one, two, or three continuous laser passes in conjunction with 0.5% MB solder to assess the effect of the lasing protocol on soldering strength. The dwell times and corollary incident energies and radiant exposures are presented in Fig. 4.

Leaking point pressures (LPP) plotted as a function of the number of laser passes. Coaptations were irradiated according to the inserted table using 186 ± 9-μm thick scaffolds consisting of 14-μm diameter fibers and a 0.5% methylene blue concentration. A single asterisk designates a p value of ≤0.05.
Reducing the lasing protocol from two passes to one pass decreased the LPP from 749 ± 171 mm Hg to 247 ± 6 mm Hg (*), respectively. The three-pass regimen yielded an LPP of 285 ± 62 mm Hg (* vs. two passes; Fig. 4).
Effect of ssLAVR technique on soldering strength
In the fourth substudy, two additional ssLAVR techniques using 193 ± 11-μm-thick scaffolds (14-μm fiber diameter) in combination with 50% BSA and 0.5% MB solder were examined to maximize soldering strength. The ssLAVR modality that produced the highest LPP results was juxtaposed to modified ssLAVR techniques that included a 2-h scaffold-presoaking step and a sequential solder application and irradiation step.
Figure 5 shows that the highest LPPs (749 ± 171 mm Hg) were obtained with the ssLAVR technique used in the first three investigations. Presoaking the scaffold in solder for 2 h before application as well as the dual-ssLAVR modality reduced the LPPs to 386 ± 57 and 434 ± 46 mm Hg, respectively (*).
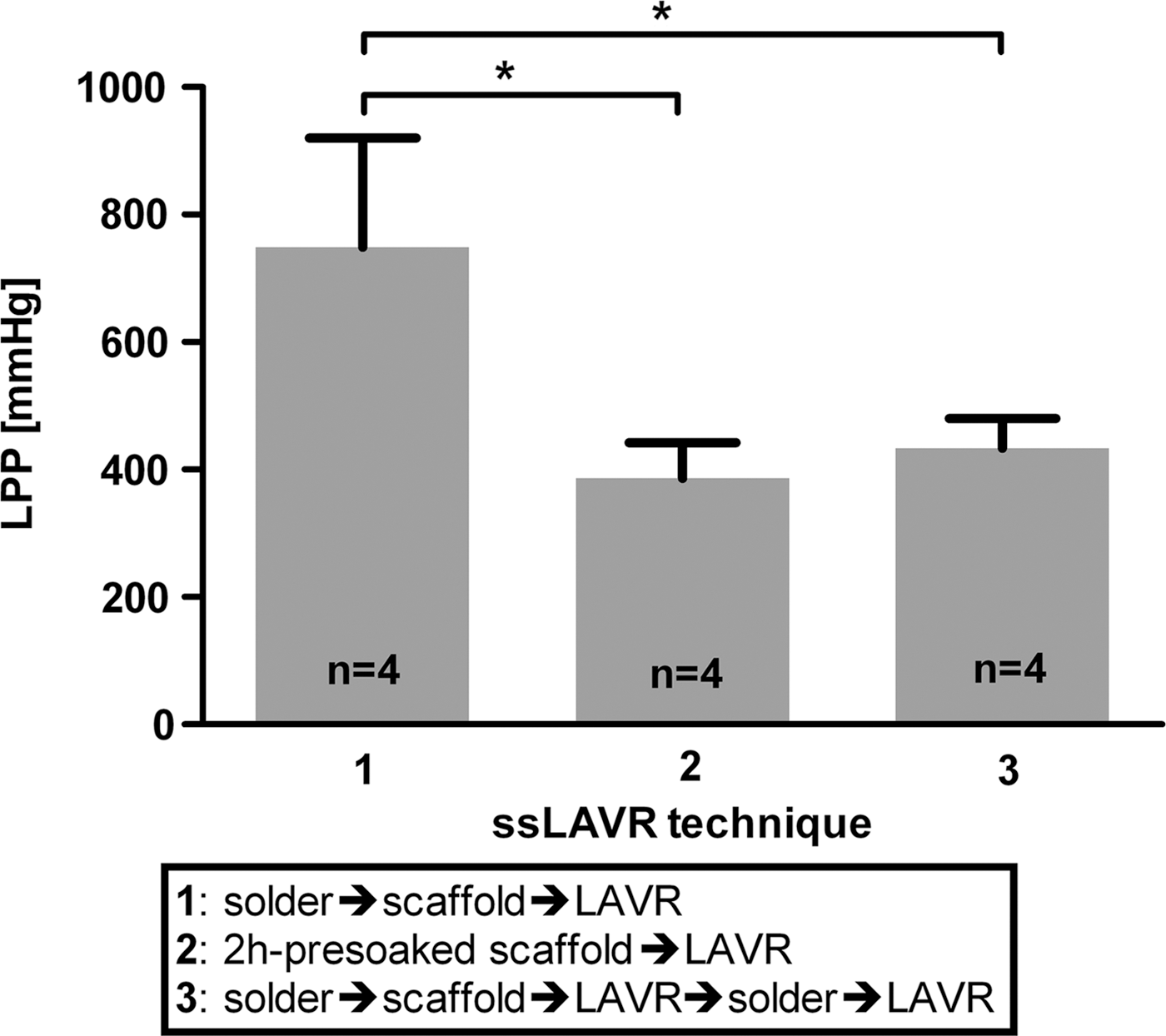
Leaking point pressures (LPP) plotted as a function of the ssLAVR technique. In technique 1, welds were performed at an incident irradiance of 5.8 W/cm2 using two consecutive passes and 193 ± 11-μm thick scaffolds consisting of 14-μm diameter fibers and a 0.5% methylene blue (MB) concentration. Technique 2 was similar to technique 1 but was preceded by 2-h presoaking of scaffold in 0.5% MB-doped bovine serum albumin (BSA) solder. Technique 3 was similar to technique 1 but with an additional sheathing of the weld with 0.5% MB-doped BSA solder and a subsequent LAVR step. A single asterisk designates a p value of ≤0.05.
Discussion
This study demonstrated that the optimal ssLAVR modality included the sheathing of the arteriotomy with 30 μL of solder containing 50% BSA and 0.5% MB, followed by application of an electrospun PCL scaffold (mean scaffold thickness of 187 μm and 14-μm fiber diameter) and two continuous-wave laser passes at an irradiance of 5.8 W/cm2. A comparable study performed with PLGA and polyethylene glycol (PEG) copolymers in combination with BSA-indocyanine green reported LPPs of >300 mm Hg, 7 suggesting that PCL in combination with the optimal soldering procedure may constitute a more suitable modality for medium-sized vessels. Moreover, PCL is a more biocompatible material than its PLGA(-PEG) counterpart. 15
In solder-mediated LAVR, soldering strength is governed by the intermolecular bonds between solder molecules (cohesive strength) and the bonds between solder and tissue constituents (adhesive strength). Although the contribution of scaffolds to the enhanced soldering strength was not investigated mechanistically, the increases in soldering strength are considered to emanate from a fortified cohesive strength, a mechanism that is most analogous to the incorporation of a steel framework into concrete bridges. Whereas the steel in concrete bridges prevents the structure from succumbing to gravitational forces, the scaffold in the solder deters lateral decompression of the denatured protein matrix enveloping the polymer fibers, ensuring that intermolecular bonds remain intact or stable during intraluminal pressure buildup. The enhancement of cohesive strength with the addition of scaffold was previously demonstrated by Sorg et al., 4 who reported a complete abrogation of cohesive failures at the expense of adhesive defects in bovine aortas coapted with BSA solder-doped PLGA scaffolds (vs. scaffold-lacking LAVR).
In this study, the beneficial effect of scaffold on the cohesive strength was demonstrated by the effect of various scaffold fiber diameters on the LPP. Although currently elusive, this effect was likely a result of a changing porosity of the scaffold with increasing fiber diameters. Scaffolds composed of small-diameter fibers are less porous than larger-fiber-diameter scaffolds of similar thickness, deterring sufficient solder penetration into the scaffold. 5 Conversely, a dense reticular network of PCL fibers conceivably augments the fortifying effect of the scaffold on the denatured solder matrix to a greater extent than do a few interspersed fibers. Therefore, a balance has to be struck between the level of porosity and the fiber thickness. In 187-μm-thick scaffolds, the optimum balance between these two parameters was obtained with scaffolds consisting of 14-μm-diameter fibers.
To improve soldering strength further, the focus should be placed on the adhesive strength. Enhancement of adhesive strength can be achieved by optimization of thermodynamic evolvement (heat delivery) at the solder–tissue interface. In a recent study on CO2-sLAVR, 23 significant improvements in soldering strength were obtained at 3- to 113-fold greater energies per mm weld but at much smaller irradiances (W/cm2) than used in comparable studies (because of the larger spot size). These effects were attributed to the relation between maximal soldering strength and the optimal temperature at which protein cross-linking takes place, 24,25 both of which are likely achieved at lower irradiances. The limiting factor in the latter appears to be the denaturation temperature of vascular collagen 26,27 and albumin molecules, 28 –30 which occurs in the 62–65°C temperature range.
The critical role of optimal thermodynamics at the solder–tissue interface has also been substantiated, albeit indirectly, by the results presented here. First, the LPPs were strongly dependent on the MB concentration, exhibiting a directly proportional relation in the 0.1–0.5% MB concentration range and subsequently deviating from linearity at a 0.7% MB concentration. The MB molecules act as nucleation centers in the (s)sLAVR modality; therefore, at a constant irradiance, BSA concentration, and scaffold properties, MB concentration is directly related to heat generation. The temperature increase corresponds to optimal denaturation conditions for vascular collagens and albumin 26 –30 and thus the highest LPPs. Lower MB concentrations may have failed to induce extensive protein denaturation at the solder–tissue interface; whereas the 0.7% MB concentration may have resulted in the generation of supracritical temperatures and/or substantial optical shielding by MB-containing solder at the scaffold surface and subcritical temperature at the solder–tissue interface. This may also explain the reduction in LPPs with respect to the 2-h presoaking technique, which likely resulted in predominant light absorption on top of and in the scaffold instead of at the solder–tissue interface. Sorg et al. 6 reported a significantly higher breaking strength in ssLAVR groups in which the solder was applied on only one surface.
Second, the effect of increasing scaffold thickness on LPPs also appears to support the necessity of ideal thermal conditions for optimal soldering strength. The thickness of a scaffold affects the scattering of light, altering fluence rates and heat buildup at the solder–tissue interface (unpublished data). At a constant concentration and with similar lasing and ssLAVR technique, a scaffold thickness of 187 μm might have provided optimal heating to denature albumin and collagen properly at the solder–tissue interface, in contrast to the possibly under- and overheating conditions in the 109-μm and 282-μm-thick scaffolds, respectively.
Considering the importance of sufficient heat delivery at the solder–tissue interface to the enhancement of adhesive strength, ideally ssLAVR has to be standardized to produce a target temperature range of 62–65°C, whereby temperature-feedback systems should be used to ensure optimal soldering outcomes.
Conclusions
This study was conducted to optimize ssLAVR soldering outcomes in medium-sized arteries by using MB-doped BSA solder in combination with an electrospun PCL scaffold. A mean scaffold thickness of 187 μm composed of 14-μm-thick fibers, a solder containing 50% BSA in combination with 0.5% MB, and an irradiance of 5.8 W/cm2 administered during two passes constituted the most advantageous parameters, which resulted in soldering strength well above physiologic blood pressures.
Footnotes
Acknowledgments
We thank Ingrid Wolf-de Jonge, Marcel Wijlaars, Ramon Solberg, Ed van Bavel, Sjoerd van Tuijl, Goos Huijzer, and Dink Legemate for their contribution to this work.
Author Disclosure Statement
No competing financial interests exist.