
Abstract
Three-dimensional (3D)-printing facilitates rapid, custom manufacturing of bone scaffolds with a wide range of material choices. Recent studies have demonstrated the potential for 3D-printing bioactive (i.e., osteo-inductive) scaffolds for use in bone regeneration applications. In this study, we 3D-printed porous poly-ɛ-caprolactone (PCL) scaffolds using a fused deposition modeling (FDM) process and functionalized them with mineral additives that have been widely used commercially and clinically: tricalcium phosphate (TCP), hydroxyapatite (HA), Bio-Oss (BO), or decellularized bone matrix (DCB). We assessed the “print quality” of the composite scaffolds and found that the print quality of PCL-TCP, PCL-BO, and PCL-DCB measured ∼0.7 and was statistically lower than PCL and PCL-HA scaffolds (∼0.8). We found that the incorporation of mineral particles did not significantly decrease the compressive modulus of the graft, which was on the order of 260 MPa for solid blocks and ranged from 32 to 83 MPa for porous scaffolds. Raman spectroscopy revealed the surfaces of the scaffolds maintained the chemical profile of their dopants following the printing process. We evaluated the osteo-inductive properties of each scaffold composite by culturing adipose-derived stromal/stem cells in vitro and assessing their differentiation into osteoblasts. The calcium content (normalized to DNA) increased significantly in PCL-TCP (p < 0.05), PCL-BO (p < 0.001), and PCL-DCB (p < 0.0001) groups relative to PCL only. The calcium content also increased in PCL-HA but was not statistically significant (p > 0.05). Collagen 1 expression was 10-fold greater than PCL in PCL-BO and PCL-DCB (p < 0.05) and osteocalcin expression was 10-fold greater in PCL-BO and PCL-DCB (p < 0.05) as measured by quantitative-real time-polymerase chain reaction. This study suggests that PCL-BO and PCL-DCB hybrid material may be advantageous for bone healing applications over PCL-HA or PCL-TCP blends.
Introduction
T
A growing number of tissue engineering studies are utilizing 3D-printed scaffolds for bone regeneration.7–12 Scaffolds have been manufactured using fused deposition modeling (FDM), 13 selective laser sintering, 14 and digital light projection 15 that utilize thermal fusion bonding, 16 high temperature sintering, 17 and photo-crosslinking, 18 respectively. The specific 3D-printing technology selected impacts the choice of material used for the scaffolds. The relatively low cost of FDM machines over the past decade has enabled the widespread use of the technology for bone tissue engineering in convenient desktop formats. 19 FDM allows sufficient resolution needed for structural and pore designs, and many materials suitable for FDM result in scaffolds that are bioactive and have similar stiffness as native bone. 13
Researchers have used a number of thermoplastic polymers to 3D-print tissue engineering scaffolds, including poly-ɛ-capro-lactone (PCL),10,12,20 poly(
These additives all vary in form and function: TCP contains readily available calcium and phosphates for bone production and degrade semi-rapidly (6 weeks) via hydrolysis into ions and via osteoclast resorption.35–38 HA is the naturally occurring crystal form of bone mineral, and is similar to TCP except for a denser crystalline structure and increased mechanical properties. DCB is obtained from native (xenogenic and allogenic) bone sources and may include an organic protein phase such as collagen. A clinically available form of DCB, Bio-Oss, provides millimeter sized granules of bovine trabecular bone with the organic phase largely removed. However, doping PCL with any of these different mineral additives might impact the mechanical properties and present additional challenges with fabrication. 31
Previously, our group has demonstrated enhanced bone healing with DCB blended into a PCL scaffold, hypothesizing that the inclusion of collagen aided in cell attachment and migration. 13 We presently hypothesize that the collagen present in DCB in addition to the mineral phase may make DCB a better additive than TCP or HA. Despite the previous investigations into 3D-printed scaffolds incorporating HA12,32 and TCP28–30 hybrids, those various study outcomes cannot be compared with the effect of PCL-DCB 13 since the methods of printing, the synthetic material, and the printing protocols may be different. In this study, we seek to directly compare the printability and bioactivity of PCL-DCB approach with PCL-TCP, PCL-HA, and PCL-BO, which do not have the organic phase of native bone. The objectives of this study are (1) to evaluate the relative manufacturability of bone scaffolds containing different bone-forming dopants in a biocompatible thermoplastic using fused-deposition manufacturing, (2) to compare the material properties of the resulting bone scaffolds, and (3) to determine the osteo-inductivity of the scaffolds in vitro.
Materials and Methods
Supplies
All materials were obtained from Sigma unless otherwise stated. Calf knees were obtained from Green Village Packing Co. in Green Village, NJ.
Materials
Powdered polycaprolactone (PCL 43k–50k MW; 25090; Polysciences) was combined with β-tricalcium phosphate (TCP; 49963; Sigma Aldrich), HA (289396; Aldrich), Bio-Oss (BO) small granules (20111; Geistlich), or decellularized bovine bone extracellular matrix (DCB). TCP and HA were unaltered and used in their powder forms. BO granules were pulverized using a SPEX SamplePrep 6770 cryo-mill (SPEX SamplePrep, Metuchen, NJ) at a frequency of 10 cycles per second for 15 min to obtain particles. Bovine DCB was obtained by isolating trabecular bone from calf knees. The bone was decellularized using a protocol as described previously. 13
Briefly, bovine trabecular bone fragments were blasted with water to remove as much cellular debris as possible. The bone fragments were then placed in a series of four detergent washes of 0.1% EDTA for 1 h, 0.1% EDTA/10 mM Tris for 12 h, 0.5% SDS/10 mM Tris for 24 h, and 50 U/mL DNase, 1 U/mL RNase, and 0.1% EDTA/10 mM Tris for 5 h. Following the washes, the bone was rinsed with phosphate-buffered saline (PBS) and lyophilized. The decellularized bone fragments were cryomilled with a Spex 6870 Freezer Mill to form a powder. The bone powder was subsequently filtered in isopropanol (to prevent aggregation) using a 40-μm cell strainer and lyophilized before mixing it with PCL.
3D-printing of scaffolds using fused deposition modeling
Materials were mixed 30% w/w with PCL by sifting through a stainless steel 400 μm mesh three times. Scaffolds were manufactured using an in-house pneumatic fused-deposition system mounted to a CNC machine with a nozzle diameter of 460 μm. 10 Briefly, a powdered mixture of material is loaded into the nozzle chamber, heated to a set temperature to bring the polymer to a liquid phase, and then a pneumatic pressure is applied to the top of the liquid to force it out the extrusion die at the bottom of the chamber. Scaffolds for cell studies were prepared using rectilinear patterns with 60% void volume and two layers in height (0.640 mm) and punched to 4 mm in diameter. Solid 1 cm2 sheets that were also two layers in height were printed for surface analysis, and solid and 60% void 1 cm3 cubes were printed for mechanical testing. Print temperatures, pressures, and extrusion head speeds were varied empirically for each composition to maximize print quality. Extrusion head speed was determined by measuring the length of material extruded for 5 min; temperature and pressure were raised within the range of the system until the material extruded at a steady rate. Before seeding cells, scaffolds were treated with 1 M NaOH for 1 h to increase hydrophilicity, washed with PBS, soaked in 100% EtOH for 1 h to sterilize, and immersed in 100% fetal bovine serum (FBS) at 37°C for 1 h to facilitate protein adsorption to the surface of the scaffold before seeding. Scaffolds were imaged under CT using a Gamma Medica X-SPECT small animal system (Gamma Medica, Salem, NH). Imaging was performed at 80 kV peak voltage and 600 μA current. Reconstruction was done with voxel size of 70 μm.
Differential scanning calorimetry
The melting point and degree of crystallinity was determined via differential scanning calorimetry (DSC 8000; Perkin Elmer). Powder mixes of each group (5 ± 1 mg) and printed constructs (15 ± 5 mg) were measured at a scan rate of 3°C/min from 10°C to 120°C in flowing nitrogen gas (n = 4). The melting point was determined at the maximum of the melting endotherm. The degree of crystallinity (Xc) in the PCL was calculated assuming proportionality to the reported heat of fusion (
Assessment of print dimensions and quality
The strut and pore dimensions of two-layer porous scaffolds were analyzed post hoc using the ImageJ plugin OrientationJ (NIH, Bethesda, MD). Print quality was also computed comparing two-layer porous scaffolds pixel-by-pixel to a computer-generated ideal lattice. The percentage of pixels that matched between the two images was taken as a measure of print quality.
Mechanical testing
Solid and porous cubes were subjected to unconfined compression using a MTS Criterion Model 43 (Eden Prairie, MN) with a 5 kN load cell. Solid specimens were assumed to have isometric mechanical properties, and compressive strain was applied along the print axis (z-axis) at 4 mm/min to determine the compressive modulus of the bulk material (n = 3). Porous cubes were similarly measured to determine scaffold properties.
Raman spectroscopy
To determine the molecular constituents of the hybrid material and confirm the presence of both the mineral and collagen phases of the DCB particles, Raman spectroscopy was utilized as previously described. 39 Briefly, Raman scattering spectra were measured in backscattering geometry using a Horiba Jobin-Yvon T64000 spectrometer equipped with an Olympus microscope. A 514.5 nm line of Ar+-Kr+ laser was used for excitation. The laser power was kept below 1 mW to avoid overheating of the sample. Spectra of printed sheets containing 30% dopant were recorded and spectra of each of the pure materials were recorded as controls. For recording spectra of BO and DCB samples, samples were photobleached for 30 min to reduce luminescence background.
Scanning electron microscopy
Scanning electron microscopy (SEM) was performed to assess the morphology of the particle additives and manufactured sheets. Particles and solid manufactured sheets were mounted on carbon tape and sputter coated with 30 nm of Au/Pd using a Denton Vacuum Desk III to make the samples conductive for imaging. Samples were imaged with a LEO/Zeiss Field-Emission SEM using the InLens detector and an accelerating voltage of 1 kV.
Cell seeding
Adipose-derived stem cells (ASCs) were obtained under Institutional Review Board approved protocols with patient consent. Briefly, lipoaspirate was digested with 1 mg/mL collagenase I (Worthington Biochemical Corporation, Lakewood, NJ) for 1 h at 37°C. The released cells were centrifuged to obtain the stromal vascular fraction pellet and plated. Adherent cells were termed ASCs and expanded for this study. Expansion conditions consisted of Dulbecco's modified Eagle's medium (DMEM; Life Technologies, Frederick, MD) with 4.5 g/L glucose, 10% v/v FBS (Atlanta Biologicals, Flowery Branch, GA), 100 U/mL penicillin and 100 μg/mL streptomycin (P/S; Cellgro), and 1 ng/mL basic fibroblast growth factor (PeproTech, Rocky Hill, NJ).
ASCs were cultured in standard conditions on tissue culture plastic at 37°C with media changes every third day and seeded into the scaffolds at passage two in a suspension of fibrinogen-thrombin at 20,000 cells/μL. Fibrinogen concentration was 10 mg/mL and thrombin concentration was 10 U/mL. The volume ratio was 4:1 fibrinogen:thrombin for a final fibrinogen concentration of 8 mg/mL. Control media (DMEM with 4.5 g/L glucose, 10% v/v FBS, P/S) was used for in vitro control groups, while groups osteo-induced for osteoblastic differentiation used induction media (DMEM with 1 g/L glucose, 10% v/v FBS, P/S, 10 mM β-glycerol phosphate, and 50 μM ascorbic acid-2-phosphate).
Biochemical assays
Scaffolds were cultured for 3 weeks in control or induction conditions (n = 3 or 4 per assay). DNA quantities were assessed using the Quant-It PicoGreen dsDNA assay (Invitrogen, Carlsbad, CA) according to manufacturer instructions. Total calcium was measured by first agitating scaffolds in 0.5 N hydrochloric acid for 24 h and then measuring the calcium in solution using a Stanbio LiquiColor calcium assay (Stanbio, Boerne, TX) to determine calcium content. Calcium content was normalized to the amount of cellular DNA. Mineralized calcium was detected using Alizarin Red S (A5533; Sigma) staining and detected using bright-field microscopy.
Gene expression
After the culture periods, scaffolds were digested with TRIzol (Life Technologies) and isolated mRNA was used to produce cDNA. cDNA was subject to quantitative real-time polymerase chain reaction (qRT-PCR) for osteogenic genes Col1a1, Runx2, osteopontin (OP), osteocalcin (OCN), and osteonectin (ON) as previously described. 40 The primers used are presented in Table 1. For analysis, the delta-delta Ct method was used in which β-actin served as the housekeeping gene, and gene expression was normalized to that of cells cultured in PCL scaffolds under control conditions at day 21.
Statistical analysis
Statistical analysis was conducted using GraphPad Prism Software (GraphPad Software, Inc.). One-way ANOVA nonparametric tests and Tukey's comparison post-test was used to compare means for print quality, mechanical testing, and Ca/DNA. One-way ANOVA with a Dunnet's post-test to the control PCL group for each gene was used for qRT-PCR. p < 0.05 was considered significant. Data were calculated as the mean ± SD.
Results
Particle size characterization and printability
All scaffolds were manufactured using the 3D-printing process. Particles were all within a similar size range (20–50 μm), and had an irregular rough appearance except for HA, whose smooth spherical appearance is likely due to fabrication via crystallization in solution (Fig. 1). Two-layer sheets (solid and porous) were manufactured reproducibly after empirically determining pressure and temperature parameters. However, porous and solid cubes required long manufacturing times (several hours), and the printing process with the mineral dopants was subject to clogging of the nozzle. Dopant particles were nonhomogenously arrayed on the surface of HA, BO, and DCB constructs, while they were absent in TCP and highly present in BO (Fig. 1). The inclusion of the various dopants decreased the printability of the scaffolds, requiring an increase in print temperature and pressure in addition to a reduced print speed (∼35% of speed of pure PCL prints; Table 2). The DCB and BO material mixes were more difficult to extrude than TCP or HA for the longer print times (>1 h).
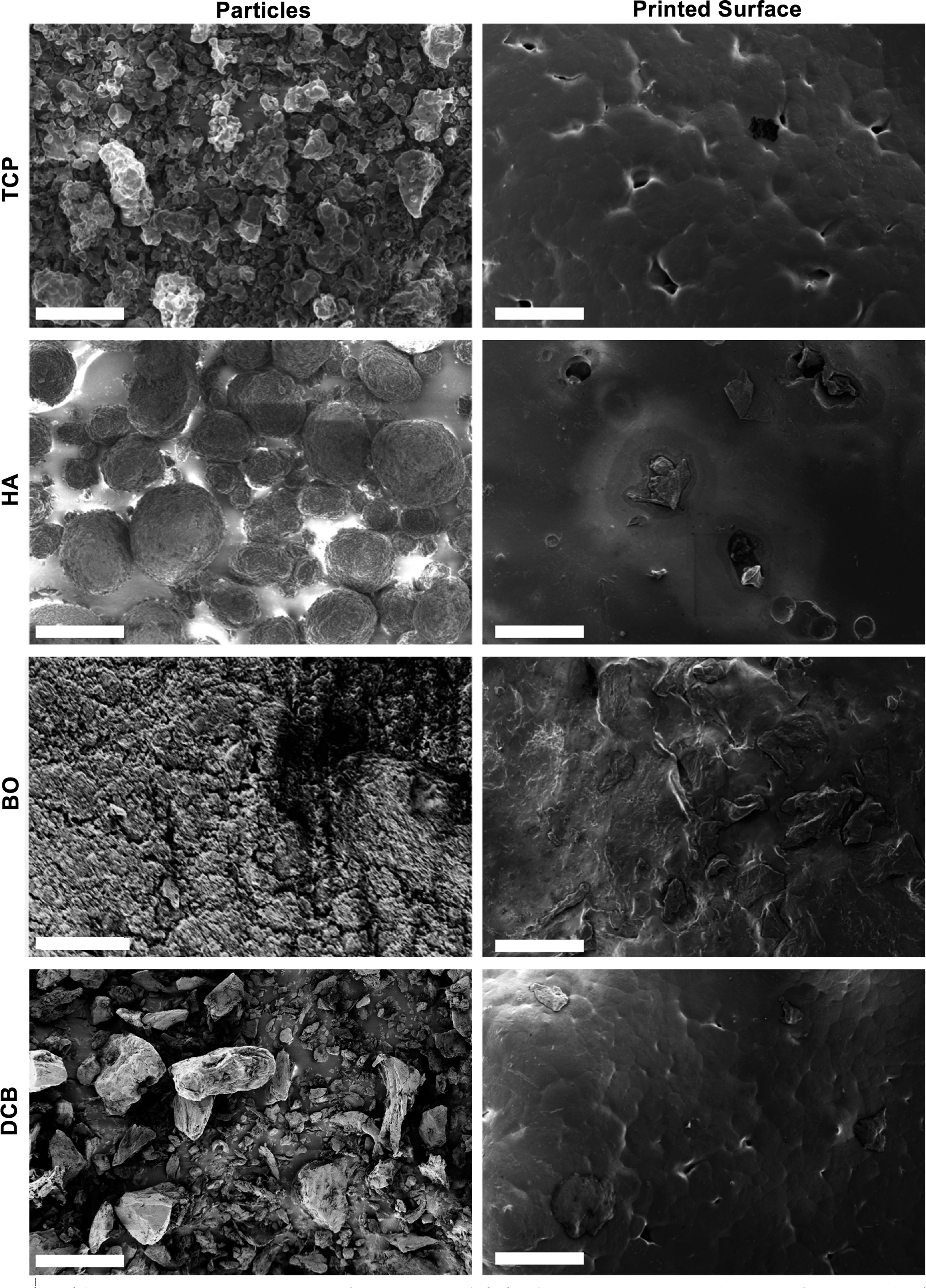
Morphological assessment. SEM images showing morphology and size range (∼20–50 μm) of mineral particles (left column) and surface topography of the 3D-printed scaffolds (right column). Scale bar = 50 μm. 3D, three-dimensional; SEM, scanning electron microscopy.
BO, Bio-Oss; DCB, decellularized bone matrix; HA, hydroxyapatite; PCL, poly-ɛ-caprolactone; TCP, tricalcium phosphate.
Differential scanning calorimetry of the material mixes before (in powder form) and after printing revealed printing pure PCL scaffolds were highly crystalline (96% print vs. 50% powder) and the various dopants decreased the crystallinity of the polymer phase to 40–46% (Table 3, and Supplementary Fig. S1; Supplementary Data are available online at www.liebertpub.com/tea). The dopants did not drastically affect the melting (Tm) temperature from pure PCL: the Tm of pure printed PCL was 62.5°C ± 0.5°C while Tm of the printed materials of for all dopants prints was 60.6°C ± 1.0°C. The glass transition temperature, Tg, of all prints was 36°C ± 1.0°C. However, the printing process did decrease all Tm by 0.5–2°C relative to the Tm of pure powdered PCL and similarly increase all Tg by 1.0–2.5°C, highlighting a minor effect of thermal history upon the behavior of the material. This minor effect did not impact the printing process, as the temperature setting was 40–60°C greater than the measured melt temperatures.
Print quality
The mineral dopants caused the scaffolds to become radio-opaque (Figure 2A) in CT imaging. Alizarin red staining revealed a strong calcium presence in BO and DCB (Fig. 2B). Expansion of the material after extrusion through the nozzle-die was evident in measurements of strut widths in all of the material combinations (Fig. 2C) except for HA (460 μm, PCL = 501 μm, BO = 513, TCP = 546 μm, DCB = 614 μm). This expansion caused pore area to be reduced from its theoretical value in all cases, resulting in decreased void area fraction measured at 39% in HA, 37% in PCL, 35% in BO, 31% in TCP, and 25% in DCB (Fig. 2D). All pores were greater than 500,000 μm2, and struts were all greater than 400 μm, with overlapping struts accounting for 26% of the scaffold area. Print quality measurements compared the output layout of the scaffolds to the input design and demonstrated a decrease of 17% in PCL, 20% in HA, 28% in TCP and DCB, and 30% in BO (Fig. 2E). Inspection of the radio-opacity of the materials along a centerline in a cross section of a strut in CT images confirmed the increased strut diameter. Hounsfield intensities revealed a lower mineral density in DCB compared to HA and TCP, which were similarly intense but also slightly lower than a peak in BO (Fig. 2F).

Determination of print quality.
Mechanical properties
Porous and solid cuboidal scaffolds were subjected to unconfined compression along their print axis (Fig. 3A) until reaching either 80% strain or 4.5 kN. Comparison of the scaffolds before (Fig. 3B) and after (Fig. 3C) illustrates the equidirectional and permanent (plastic) deformation of the scaffold along the xy-plane. Compressive moduli of the scaffolds were obtained by measuring the slope of the stress-strain curve in the linear region between 2% and 4% strain (Fig. 3D) for porous scaffolds and solid blocks of manufactured material. Bulk PCL-TCP and PCL-DCB scaffolds had stiffness of 253 and 241 MPa, compared to PCL (266 MPa). PCL-HA had a statistically higher modulus of 338 MPa (Fig. 3E). Compressive moduli of porous scaffolds were all significantly reduced from the bulk values. The moduli of the various scaffolds were HA (83 MPa), PCL (51 MPa), TCP (37 MPa), and then DCB (32 MPa) (Fig. 3E).
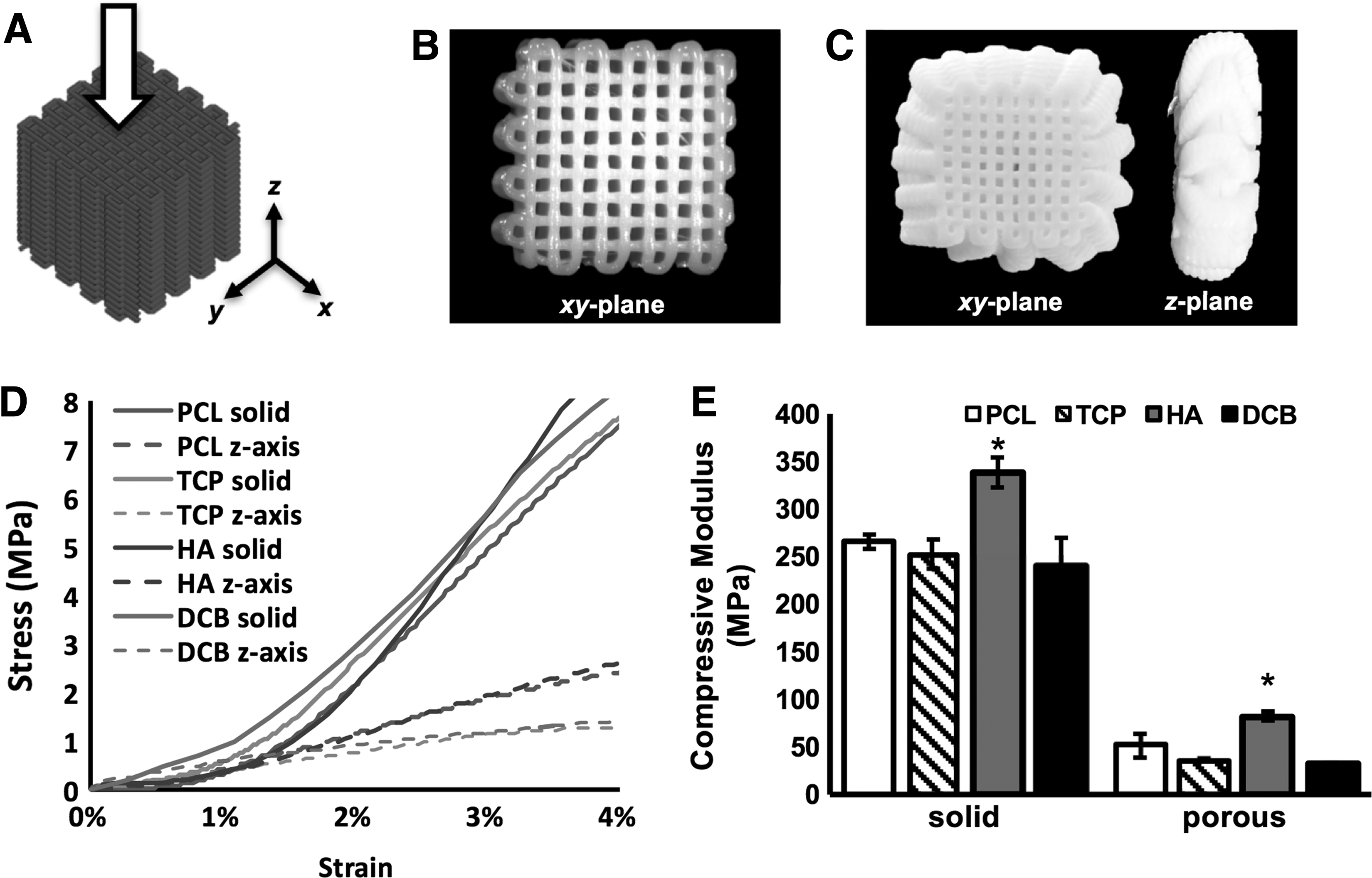
Mechanical testing.
Raman spectroscopy
Raman spectroscopy revealed the C-H bands characteristic for PCL (peaks 1–4) in all of the materials (Fig. 4). Phosphate bands associated with the mineral (peaks 5–7) were observed in the prints containing PCL, HA, BO, and DCB indicating that mineral deposits were present on the surface of the materials. Amide bands that are indicative of the presence of collagen were observable in DCB and to a lesser extent in BO (Fig. 4). Spectra of the pure dopant powders are provided in Supplementary Figure S2.

Raman spectroscopy. Raman spectra of printed materials showing characteristic peaks for PCL (1: 1110 cm−1 skeletal stretching; 2: 1300 cm−1 ωCH2; 3: 1450 cm−1 δCH2; 4: 1720 cm−1 C = O) and bone (5: 430 cm−1 4v2 PO43−; 6: 590 cm−1 v4PO43−; 7: 960 cm−1 v1PO43−; 8: 1340 cm−1 Amide III; 9: 1660 cm−1 Amide I).
Cell seeding and growth
The numbers of ASCs in the scaffolds after 3 weeks were generally higher in the control cultures relative to the osteo-induced cultures for the same materials. In the control cultures, cell numbers were significantly lower in PCL scaffolds relative to the other scaffold groups. The cell numbers in the PCL-TCP, PCL-HA, PCL-BO, and PCL-DCB were all statistically identical (Fig. 5A). Cell numbers in the osteo-induced cultures were unchanged among the different biomaterial scaffolds (Fig. 5A). For each scaffold composite, the amount of calcium/DNA deposited was greater in the osteo-induced groups compared to their controls. In the control groups, the amount of Ca/DNA was statistically higher in PCL-TCP (34.6 ± 2.6 ng/ng), PCL-BO (60.0 ± 21.7 ng/ng), and PCL-DCB (64.2 ± 3.2 ng/ng) relative to PCL (5.6 ± 5.2 ng/ng) and PCL-HA (17.5 ± 2.4 ng/ng) (n = 3). This trend was similar in the osteo-induced groups, with the greatest Ca/DNA in DCB and the least in HA and PCL (Fig. 5B).
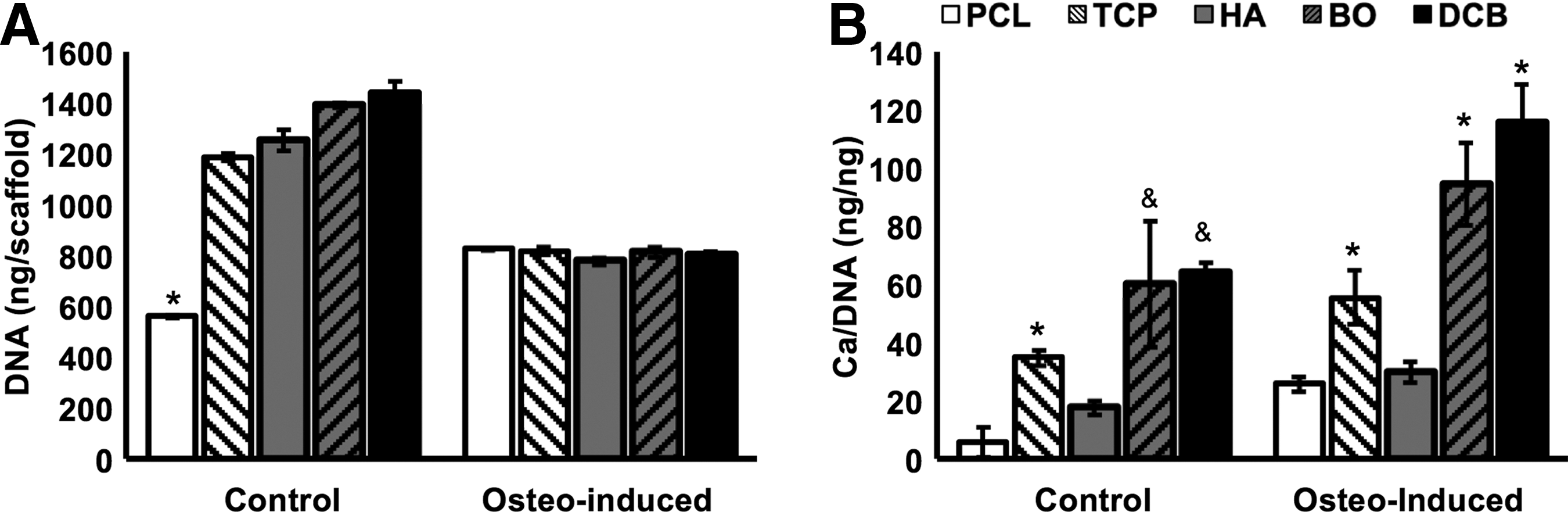
DNA and calcium content of ASC-seeded scaffolds.
Gene expression
qRT-PCR analysis of the cell-laden constructs was performed on day 21. There were no clear trends in the expression of Runx2. Under control conditions, Runx2 expression was only roughly 17-fold higher in PCL-HA relative to PCL only. After 21 days of osteo-induction, Runx2 expression was elevated in PCL (13.1 ± 3.5-fold; p = 0.0003) and PCL-DCB (7.2 ± 3.5-fold; p = 0.0489) relative to control PCL (Fig. 6). Similarly, there were no clear trends for osteocalcin expression: all of the scaffold groups were statistically similar to the control PCL under control or osteo-induced conditions (Fig. 6). Osteopontin was upregulated roughly four- to five-fold in PCL-HA and PCL-TCP scaffolds in control conditions. Osteopontin expression increased 5- to 10-fold in all biochemically osteo-induced cultures though statistical significance was only observed with PCL-HA and PCL-DCB. In control cultures, the osteonectin expression increased in PCL-TCP (3.6 ± 1.8-fold; p = 0.5423), PCL-BO (8.8 ± 2.2-fold; p = 0.0040), and PCL-DCB (10.1 ± 0.95-fold; p = 0.0011). The expression increased 10- to 5000-fold in all osteo-induced groups relative to the PCL control. Collagen 1 expression in control cultures showed a strong dependence on scaffold composition. Collagen I expression increased in PCL-TCP (4.6 ± 0.87-fold; p = 0.9421), PCL-BO (18.5 ± 8.2-fold; p = 0.0197), and PCL-DCB (19.8 ± 1.6-fold; p = 0.0078), but not in PCL-HA (0.48 ± 0.11-fold; p = 0.9959). With the addition of soluble osteo-inductive factors, expression levels increased in all groups relative to the PCL cultures in control conditions: PCL (11.7 ± 9.2-fold; p = 0.9704), PCL-TCP (74.7 ± 32.6-fold; p = 0.0094), PCL-HA (4.6 ± 1.7-fold; p = 0.9970), PCL-BO (14.8 ± 6.8-fold; p = 0.04920), and PCL-DCB (12.5 ± 6.5-fold; p = 0.0480) (Fig. 6).
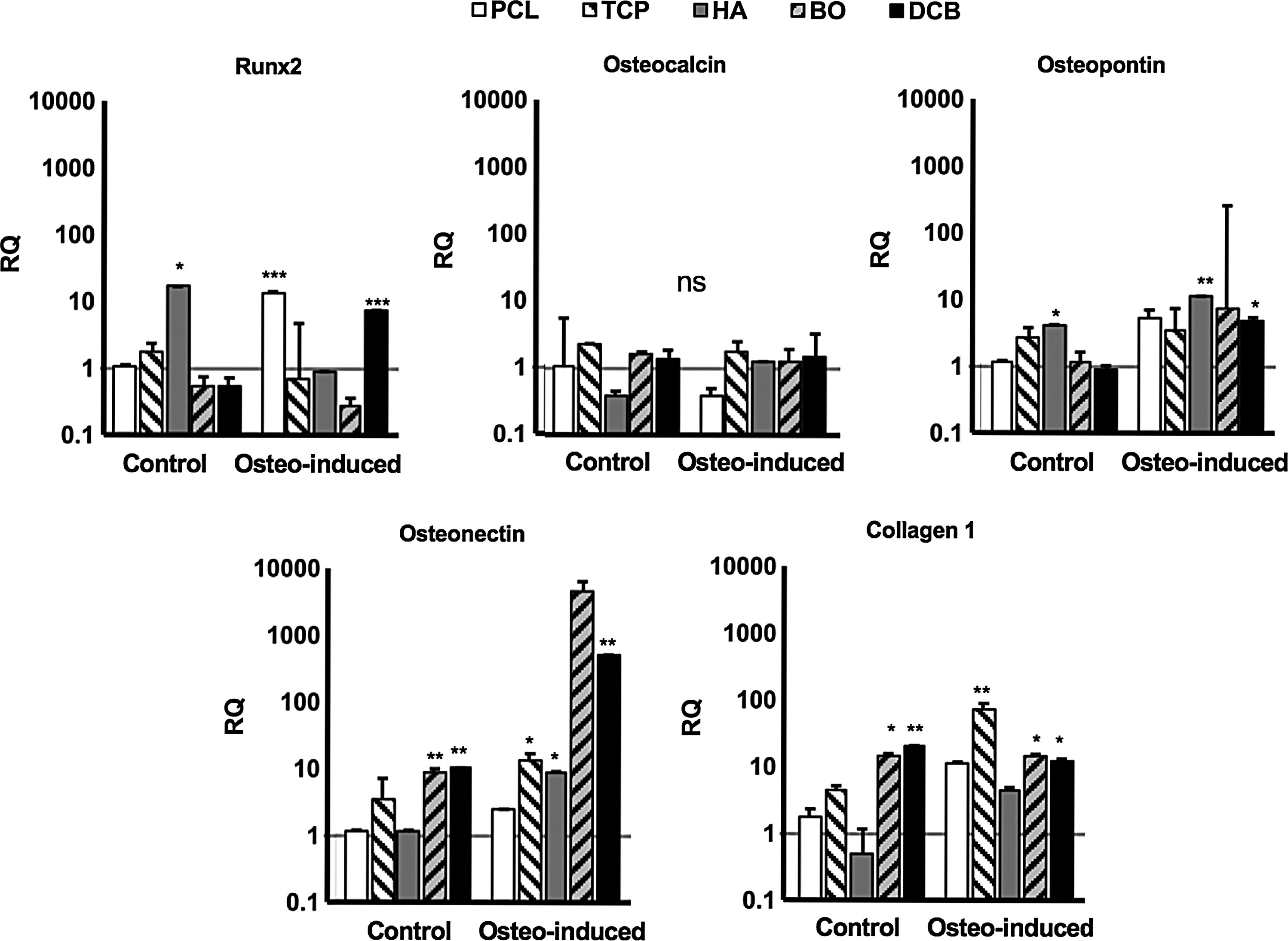
Expression of osteogenic genes in ASCs. qRT-PCR assessment of Runx2, OCN, OPN, ON, and Col1a1 after 21 days of culture. Gene expression normalized to ASCs cultured in PCL with control medium. *p < 0.05; **p < 0.01; ***p < 0.001.
Discussion
Current commercially available bone substitutes include allografts and their derivatives (e.g., demineralized bone matrix), xenograft derivatives (e.g., Bio-Oss), collagen-derivatives, synthetic materials (e.g., TCP and HA), and combination products (e.g., collagen sponges with bone morphogenetic protein-2). Yet, none of these approaches is capable of producing adequate treatment of critical-sized defects that require the regeneration of delicate anatomic structures. 3D-printing has emerged as a promising strategy for producing scaffolds with an array of small features from a multitude of synthetic materials. In fact, several groups have demonstrated the potential for 3D-printing scaffolds from polymeric materials.41–43
To enhance the bioactivity of 3D-printed, polymer-based scaffolds, they are often functionalized with mineral deposits including TCP, 35 HA,32,37 and DCB. 44 In fact, a previous study from our group demonstrated that incorporating bovine DCB into 3D-printed PCL was sufficient to induce upregulation of bone-specific markers in ASCs. 13
We hypothesized that the presence of collagen in bovine DCB rendered it a more effective dopant than either HA or TCP, which are the two most commonly investigated materials in the field. To test this hypothesis, it was important to directly compare 3D-printed PCL-DCB with PCL-HA and PCL-TCP manufactured using similar protocols. Since the mineral phases of TCP and HA differ from that within native bone, we also included Bio-Oss in our analysis. Bio-Oss is a commercially available bovine bone substitute that is available as granules (Geistlich Pharma AG, Wolhusen, Switzerland). It is processed from bovine bone and is treated to remove the organic or protein phase from material, resulting in a structure enriched in inorganic mineral. An identical 3D-printing procedure was used to create PCL-TCP, PCL-HA, PCL-BO, and PCL-DCB samples. The weight ratios were kept constant in all groups. While the osteo-inductivity of HA and TCP blends have been previously compared, 31 this study provides the first comparison of PCL-TCP, PCL-HA, PCL-BO, and PCL-DCB with direct PCL for material and biological properties.
This study directly compared the printability of common mineral components. Particles for each material were readily available or easily manufactured into an appropriate particle size for mixing with PCL and extruding through a small diameter nozzle (20–50 μm particle diameter/460 μm nozzle diameter). Despite this size ratio, the pulverized materials (BO, DCB) sometimes clogged the nozzle during printing suggesting that the particles may clump during the process. The viscosity of the PCL melts increased with the addition of the mineral dopants resulting in reduced linear print rates. Previous work studying a range of DCB concentrations in PCL demonstrated a reduced printability with increased dopant concentration; 13 therefore, 30% w/w was selected for this study to ensure that all groups would be manufacturable.
While increasing the concentration of dopants also increased the osteo-inductive effect and cell adhesion, it reduced the overall strength of the scaffold—we expect those trends would be replicated in the materials used in this study. Our print temperature and pressures are less than other reported values,12,20 despite being well above the measured melt temperatures of the polymer phase. Design parameters were chosen according to previous optimization of our 3D-printed scaffolds for bone formation: 60% porosity, 800 μm pore size, and strut thickness 460 μm. 10
Porosity was chosen at 60% to enable space for tissue formation and to arrive at a design with sufficiently large pores, as the porosity and strut size directly determine the pore size in our 3D-printing system. Large, 1000 μm sized pores have been previously shown to enhance ASC-driven bone formation greater than smaller pores. 45 Strut thickness was chosen to impart sufficient strength to the material. Variation in the print features was present in all material blends and did not correlate with any obvious feature of the various dopants, but preserved the mechanical and porous design goals. Increased strut width and reduced pore area are likely due to swelling of the polymer after extruding through the die. This is a normal feature of thermopolymer extrusion. The variations of material speed might be due to the varying amount of material in the print nozzle during a print, or a change in the printing environment (such as humidity or temperature) during a print, as the print times were long (between 30 and 60 min for a two-layer sheet and 2–6 h for a porous cube).
We employed differential scanning calorimetry and found that the percent crystallinity of the PCL constructs reduced significantly when doped with the mineral particles. The particles likely inhibited the crystal growth of the material during the cooling phase as physical barriers. 46 Despite this, the mechanical properties of the composite scaffolds did not exhibit drastic changes. Compressive mechanics of the materials were well suited to bone scaffolds, with compressive moduli around 250–300 MPa for bulk and 32–83 MPa for porous. This exceeds some of the values typically reported for trabecular bone (compressive modulus 0.5–14.6 MPa). 47
Our results are similar to other reports of compressive moduli in bulk and porous PCL.42,48–50 The reduction in compressive moduli in the porous scaffold is related to the decrease in solid material in columnar contact along the direction of force (26% in porous vs solid, while porous moduli were reduced to 20% of solid). Doping with HA particles increased the mechanical stability of the solid and porous scaffolds. This is consistent with other studies, which have found that the inclusion of HA particles within bulk PCL material phase hardened the material and increased the elastic modulus. 34 They ascribed this result to the greater hardness of HA relative to PCL.51,52 However, the mechanism by which strengthening occurs is unclear, particularly as all other dopants resulted in slightly lower (though not statistically significant) compressive moduli than that of pure PCL scaffolds.
SEM images appeared to reveal sparse distribution of particles along the surfaced of the 3D-printed struts (Fig. 1) with a greater amount within the center (Supplementary Fig. S3). However, the amounts of material on the surfaces were sufficient to be detected by Raman spectroscopy (Fig. 4). See Ref. 53 for a complete list of bone wavelet assignments and Ref. 46 for PCL assignments. The presence of material on the surface is important for increasing cell adhesion and contact-based signaling (such as extracellular matrix [ECM] molecules). The presence of mineral in the inner regions of the struts may be advantageous for long-term accessibility of the particles as they become more exposed as the PCL degrades. This may be particularly useful for TCP, which degrades relatively quickly. This distribution of particles throughout the struts was corroborated by the CT data. The CT images revealed mineral distribution through the strut. There was a distinct increase in opacity at the center of the strut relative to the edges, however, this profile may be due to the 3D cylindrical profile of the struts.
Even though ASCs were suspended in fibrin hydrogels in the pore spaces of the scaffolds, their proliferation and calcium deposition were influenced by the presence of mineral in the scaffold struts. For example, cell proliferation in control medium conditions was significantly higher in the mineral-containing scaffolds relative to PCL only scaffolds. While the mechanistic reason for this is unknown, it is possible that the release of ions from the various calcium phosphates could be influencing these increases in proliferation. 54 Alternatively, ASCs might be responding to changes in topography at the surfaces of the struts. In general, when biochemical osteo-induction was used, proliferation was lower possibly due to the low-glucose environment. Interestingly, mineralization detected using Alizarin red stains within the scaffolds was apparent not only at the surface of the scaffold in the control groups, where cells would have direct contact and binding with the particles present on the surface, but also throughout the bulk of the fibrin gel. This suggests that the effects of the bioactive scaffolds are not limited only to direct physical interactions between the cells and the biomaterials.
The expression of Runx2, OCN, and OPN data did not exhibit clear trends. However, upregulation of Col1a1 and ON was clearly observed in the PCL-BO and PCL-DCB groups relative to PCL only when ASCs were cultured in control and osteo-induced medium. These are both key secreted matrix proteins with roles in mineral formation. These data correlate with the increased Ca/DNA in the PCL-BO and PCL-DCB groups. This correlation suggests that the natural apatite structure present in DCB and BO may be more effective at osteo-induction than either of the synthetic TCP or HA minerals. It is also possible that the osteo-inductive signals are enhanced by the presence of the collagneous phase. While Bio-Oss has been treated to remove the organic phase, the Raman spectroscopy data did reveal a small amide peak (No. 9) that was also clearly evident in PCL-DCB but not in the PCL, PCL-TCP, or PCL-HA spectra. However, it may also be that fewer of the TCP and HA particles were present on the surface of the struts and, hence, less potent.
While the mineral dopant changes the bioactive and mechanical properties of PCL, we do not expect that the biocompatibility, degradation, or physiochemical properties will be reduced to invalidate PCL as the primary material choice for the scaffold. The biocompatibility and biodegradation of PCL, 55 TCP, 9 HA, and Bio-Oss 56 are well understood individually. PCL undergoes slow degradation via hydrolysis of the ester group, 57 while calcium phosphates undergo slight ionic dissolution in combination with resorption by osteoclasts. 58 Yeo et al. have shown that inclusion of TCP in PCL scaffolds produces a slightly acidic environment during degradation in vitro. 28 While we have not investigated the degradation and biocompatibility properties of these scaffolds directly, our previous in vivo work with 3D-printed PCL-DCB scaffolds did not give rise to any adverse inflammation events and the scaffolds were not visibly degraded after 12 weeks. 13
While this data confirmed clear advantages for using PCL-BO and PCL-DCB, further work is required to improve the printability, speed, and potential for scale-up of the mineral-polymer scaffolds. This might be addressed through the use of a filament-based system, as used in Albrecht et al. 59 Additionally, the use of a photo-crosslinker to polymerize the PCL 60 might be used in a digital light projection manufacturing system to improve the resolution and complexity of the scaffolds, in addition to enabling low-temperature production that might permit the inclusion or retention of existing growth factors within an ECM or other growth factor-binding ingredient. The in vitro response of these materials combined with a more versatile manufacturing system will be further evaluated in vivo in a critical-sized or anatomically complex defect model.
Conclusion
We have successfully 3D-printed several composite PCL-mineral scaffolds and compared their relative abilities to drive osteo-induction in ASCs. In this 3D-printing system, PCL-BO and PCL-DCB exhibited greater ability for osteo-induction than synthetic materials such as PCL-HA or PCL-TCP. PCL-DCB and PCL-BO blends induced significant increases in mineral deposition and upregulation of collagen and osteonectin relative to PCL only scaffolds. The PCL-TCP and PCL-HA scaffolds also showed some enhanced osteo-inductivity, though not to the same extent. This greater induction might be due to the presence of a collagen phase (as measured by Raman spectra), the structure of the apatite, or greater presence of the BO and DCB particles on the surface of the struts following the printing process. These results indicate that doping 3D-printed PCL scaffolds with DCB or BO might better support bone healing in vivo in comparison to TCP- or HA-doped grafts.
Footnotes
Acknowledgments
We thank Geistlich for generously donating the Bio-Oss used in this study, Chukwuebuka Achebe for assistance in our printability analysis, and the JHU Raman Spectroscopy Users Center for their aid in the Raman imaging process. This work was supported by an NSF graduate research fellowship (A.R.) and grants from the Maryland Stem Cell Research Fund and the Department of Defense (W.L.G.).
Disclosure Statement
No competing financial interests exist.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.