
Abstract
There is a great need for engineered vascular grafts among patients with cardiovascular diseases who are in need of bypass therapy and lack autologous healthy blood vessels. In addition, because of the severe worldwide shortage of organ donors, there is an increasing need for engineered vascularized tissue constructs as an alternative to organ transplants. Additive manufacturing (AM) offers great advantages and flexibility of fabrication of cell-laden, multimaterial, and anatomically shaped vascular grafts and vascularized tissue constructs. Various inkjet-, extrusion-, and photocrosslinking-based AM techniques have been applied to the fabrication of both self-standing vascular grafts and porous, vascularized tissue constructs. This review discusses the state-of-the-art research on the use of AM for vascular applications and the key criteria for biomaterials in the AM of both acellular and cellular constructs. We envision that new smart printing materials that can adapt to their environment and encourage rapid endothelialization and remodeling will be the key factor in the future for the successful AM of personalized and dynamic vascular tissue applications.
Introduction
C
Synthetic vessel grafts and tissue constructs hold great promise as alternatives to the transplants of native blood vessels and organs. However, vascularization of the engineered tissue constructs is currently a great challenge. As the diffusion limit of oxygen in mammalian tissue is 100–200 μm, 4 the tissue-forming cells within the construct need to be located within that distance of the nearest capillaries.
When a cell-laden tissue construct is implanted into a body, an inflammatory wound-healing response and the release of hypoxia-induced angiogenic growth factor (GF) from the cells trigger spontaneous angiogenesis from the surrounding tissue. 5 However, this vascular ingrowth from the host tissue is only several tenths of micrometers per day, 6 thus being too slow for adequate oxygen transport to the cells in the inner part of the tissue construct. The ingrowth can only reach an area of 1–2 cm from the edges of the tissue construct because of the limited regeneration capacity of endothelial cells (ECs). 7 Therefore, prevascularization of the engineered tissue constructs is needed to reduce the risk of cell necrosis. 8
Extensive efforts have been dedicated to the fabrication of synthetic vascular grafts and vascularized tissue constructs using various techniques, such as electrospinning,9–11 cell sheet engineering,12–14 phase inversion,15–18 salt leaching, 19 and freeze-drying.20,21 However, these techniques suffer from poor control over the internal structure and overall geometry profiles of the three-dimensional (3D) structures. 22 In the wall structure of native arteries and veins, a single layer of axially elongated ECs in tunica intima forms an antithrombogenic endothelium that lines the vessel lumen. 23 This endothelium is mechanically supported by circularly arranged smooth muscle cells (SMCs) embedded within elastin and collagen fibers (tunica media) and fibroblasts that synthesize extracellular matrix (ECM) to provide the vessels with mechanical integrity (tunica adventitia).24,25
Mimicking of this complex multilayer structure of native vascular tissue requires unique fabrication strategies. To improve the biomimetic complexity and functionality, additive manufacturing (AM) techniques offer great flexibility in the automated fabrication of both self-standing grafts and vascularized tissue constructs.26,27 The combination of advanced AM techniques with modern medical imaging techniques, antithrombogenic biomaterials, and autologous cell sources holds great promise in fabrication of patient-specific tissue grafts that are well accepted in the body and encourage the rapid regeneration of the defective tissue in vivo.28,29 This review article focuses on the recent AM strategies to fabricate engineered vascular constructs and discusses the key challenges of the printing materials in these applications.
AM Techniques for Vascular Applications
AM techniques, also called solid freeform fabrication, rapid prototyping, or 3D printing, have been developed from two-dimensional (2D) inkjet and laser printing techniques into layer-by-layer processes that enable the fabrication of 3D structures defined by their computer-aided design (CAD). In 1986, Charles W. Hull, a cofounder of 3D Systems, introduced the first commercial AM technique called stereolithography (SLA). 30 The first system was based on photocrosslinking of thin polymer layers with an ultraviolet (UV) light beam to form a 3D object. Since then, various AM techniques have been developed for the automated production of personalized, computer-modeled tissue replicas.31–33
As AM techniques minimize the waste of building materials, including biological substances, whose production can be expensive and time consuming, they have been further adapted to enable the fabrication of cell-laden tissue constructs aiming at personalized medicine. In 2003, Wilson and Boland 34 reported one of the first attempts to print cells using a modified inkjet printer, and since that, various extrusion-based35–37 and photocrosslinking-based38–40 AM techniques have also been applied for cell-laden materials.
The inkjet bioprinting is an AM technique where thermal or acoustic forces eject the liquid bioink as a stream of small droplets into a build platform.41,42 The bioink rapidly solidifies as a result of physical or chemical crosslinking or photocrosslinking. To avoid clogging, the bioinks have to possess a low viscosity and cell concentration. The inkjet bioprinters were originally modified from commercial 2D inkjet printers by replacing the regular ink with biological material and the printing paper with an electronically controlled elevator platform. 34
In the syringe extrusion-based AM techniques, the liquid or molten material is deposited through a nozzle from a syringe using pneumatic, piston-driven, or screw-driven force. The syringe operates in a horizontal x- and y-axis, while the build platform moves in a vertical z-axis for each subsequent layer. The printing material is continuously extruded onto a platform or into a plotting medium, where the material solidifies as a result of a change in temperature, crosslinking reactions, or drying.32,43,44 The materials are diverse, including polymer melts, resins, polymer solutions, and bioactive polymers, such as proteins. 43 In fused deposition modeling (FDM), the polymer filaments are extruded through a heated printing head. 45 Because of the heating, it is used for the fabrication of acellular tissue scaffolds and mechanical supports for hydrogels.
SLA is a photocrosslinking-based AM technique in which a computer-controlled laser beam or a digital light projector (DLP) is used to solidify a liquid, photoinitiator-containing polymer resin into a 3D structure. 46 The 3D structures can be fabricated at room temperature, allowing living cells or heat-sensitive peptides to be incorporated into the constructs.47,48 The need for multiple steps of light exposure, resin renewal, and part movement slows down the process. In recent SLA techniques, such as continuous liquid interface SLA, 49 these multiple steps have been eliminated. As SLA is based on single-photon polymerization, its resolution is limited by the optical diffraction. 50
To obtain a higher resolution, two-photon polymerization (2PP) can be applied. In 2PP, a photoinitiator molecule absorbs two focused ultrashort laser pulses, and at the focal point, these two photons act as one photon. 51 Because of the nonlinearity of multiphoton absorption, the resolution can be smaller than the wavelength of light, down to 100 nm.50,52 Another laser-based AM technique, laser-assisted bioprinting (LAB), is intended for cell printing. 31 The LAB device consists of a pulsed laser beam that is focused on a ribbon made of a laser energy-absorbing layer and a layer of biological material. 31 The focused laser pulses generate a high-pressure bubble on the absorbing layer, propelling the biological material toward a collector substrate. Even though LAB is time consuming because of its ribbon preparation, it allows the uniquely precise deposition of individual cells on the substrate.
Additive Manufactured Vascular Grafts and Vascularized Tissue Constructs
Acellular self-standing vascular grafts
The diameter of native blood vessels ranges from a few centimeters (aortas) to a few micrometers (capillaries).
53
Self-standing vascular grafts on a millimeter scale are critically needed as blood vessel replacements. In 2010, Centola et al.
54
combined a conventional graft fabrication technique with an extrusion-based AM technique by first electrospinning a heparin-releasing poly(

In 2013, Visser et al. 56 used a screw-driven melt extruder to fabricate an acellular anatomically shaped vascular tree (∅ 2–4 mm), as shown in Figure 1B. The porous PCL structure was coextruded with a temporary polyvinyl alcohol (PVA) support. They also used a piston-driven extruder to print acellular methacrylated gelatin (GelMA)-gellan hydrogel tubes (∅ 4 mm) that were reinforced with PCL fibers and alginate support structures (Fig. 1C). The gellan gum was added to improve the shape-fidelity of the GelMA hydrogel. The removal of the PCL and alginate supports resulted in hydrogel tubes with open lumens.
While in extrusion-based bioprinting the material goes through a printing head, in photocrosslinking-based techniques the material rests on a platform where the light crosslinks a liquid precursor into a solid polymer. Several acellular self-standing vascular grafts have been printed using SLA and 2PP techniques. Baudis et al. 57 used a visible light SLA to crosslink acellular vascular tubes of polyester urethane diacrylate resin (Fig. 2A). The resulting biodegradable tubes showed good suture tear resistance and low cytotoxicity with seeded human umbilical vein endothelial cells (HUVECs).
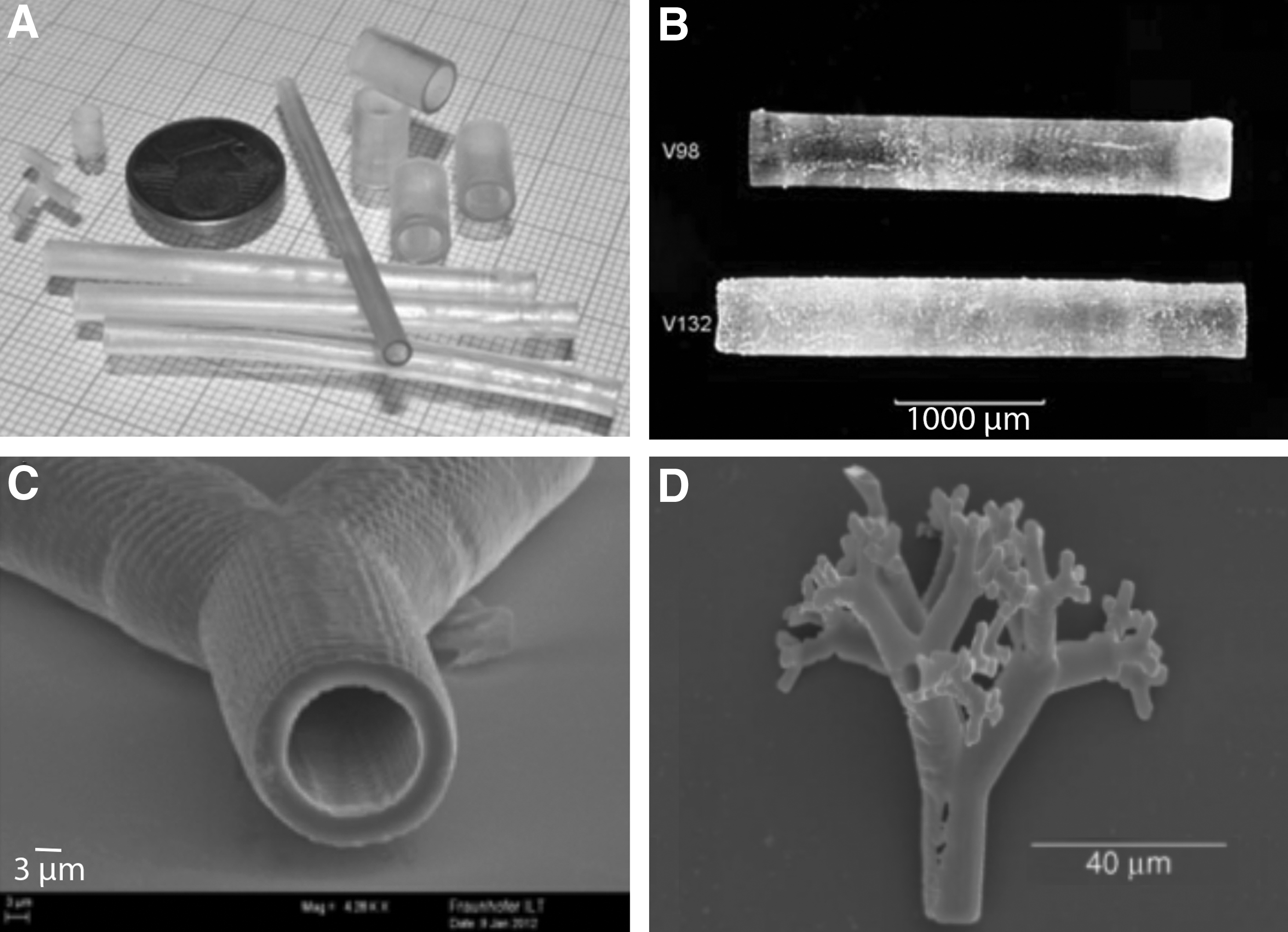
Meyer et al. 58 printed acellular vascular tubes (∅ 2 mm) of polytetrahydrofuran diacrylate resins using a laser-based SLA (Fig. 2B). In addition, they used 2PP to crosslink the microscale bifurcating tubes (∅ 18 μm) shown in Figure 2C. The photocrosslinked material showed good in vitro cytocompatibility with human dermal fibroblasts, and its mechanical properties were comparable to those of native blood vessel capillaries. Ovsianikov et al. 59 also applied 2PP for the fabrication of an acellular microcapillary vascular tree of epoxy-based material (Fig. 2D). The photocrosslinked material supported in vitro granulosa cell growth and sustained the formation of appropriate cellular junctions.
Recently, Lee et al. 60 used a projection SLA to photocrosslink poly(ethylene glycol) (PEG) diacrylate sheets that were rolled up to form tubular constructs (∅ 5 mm). Human turbinate mesenchymal stromal cells proliferated steadily on the whole area of the constructs during the 11-day in vitro study. Melchiorri et al. 61 used a projection SLA to photocrosslink acellular poly(propylene fumarate) (PPF)-based vascular grafts (∅ 1 mm). The grafts maintained their patency for 6 months in vivo as interposition grafts in a venous system of mice, and the confluent endothelialization of the lumen surface was observed. Collagen III deposition and ECM remodeling demonstrated neotissue formation, while an extended inflammation suggested that the grafts also elicited a foreign body response in vivo.
Cell-laden self-standing vascular grafts
Even though the fabrication of acellular vascular grafts allows use of a high printing temperature and organic solvents, the spatial control of cell seeding on the prefabricated constructs is challenging. Bioprinting of cell-laden materials makes the incorporation of cells more efficient, increases the initial cell loading density, and improves the control of cell distribution, regardless of whether there are single or multiple cell types. In 2005, Kesari et al. 62 published the first attempts to bioprint cell-laden vascular grafts using a thermal inkjet printer. Tubular alginate/gelatin hydrogels encapsulating SMCs were successfully crosslinked by printing CaCl2 ink into a polymer solution.
More recently, Xu et al. 41 used a piezoelectric inkjet printer to fabricate cellular tubes consisting of alginate and fibroblasts. In their study, cell-laden alginate bioink was printed into a CaCl2 solution to crosslink the hydrogel tubes. Cell viability was above 82% after 72 h of in vitro cell culturing. Duan et al. 63 bioprinted multicellular aortic valve conduits using a syringe extruder for an alginate/gelatin hydrogel solution. Aortic root sinus SMCs and aortic valve leaflet interstitial cells (VICs) were bioprinted with the hydrogel solutions, and the extruded hydrogel constructs were chemically crosslinked with CaCl2 (Fig. 3A). The cell viability after 7 days of in vitro culturing was 81.4% for the SMCs and 83.2% for the VICs.

Tabriz et al. 64 printed tubular hydrogel structures by extruding human glioma cell-laden alginate solution into a CaCl2 bath (Fig. 3B). The viability of the encapsulated cells was 93% right after the printing and 88% after 11 days of in vitro cell culturing. Christensen et al. 65 used an inkjet printer to deposit fibroblast-laden alginate bioink into a CaCl2 solution. In the resulting tubes, the cell viability was 92.4% right after bioprinting and 90.8% after 24 h of incubation. Recently, Hinton et al. 66 extruded alginate solution into a supporting gelatin/CaCl2 hydrogel bath to print branched coronary artery structures (∅ 1–3 mm). In their method, called freeform reversible embedding of suspended hydrogels (FRESH), the gelatin microparticles prevented the alginate hydrogels from collapsing during the fabrication.
The role of a bioprinted hydrogel is to support encapsulated cells and guide tissue formation into a desired shape. However, it has been suggested that the presence of scaffold polymer disrupts the normal organization of the developing tissue and causes foreign body reactions.67,68 In scaffold-free approaches, these adverse responses are avoided by bioprinting self-assembling cellular units to produce an ideal ECM without need for the additional hydrogel material. 31
Norotte et al. 67 bioprinted scaffold-free vascular tubes of aggregated SMC/fibroblast units using agarose as a temporary supporting material. The cells were assembled into a tubular structure by depositing freshly prepared cellular units and agarose rods from different printing heads. The cellular units fused together within 4 days of in vitro culturing, and after removal of the agarose rods, scaffold-free small-diameter vascular tubes (∅ 0.9–2.5 mm) were obtained. Kucukgul et al. 69 bioprinted fibroblast aggregates and a NovoGel supporting material. A scaffold-free aortic tissue structure was obtained without any sign of apoptotic cell death.
Mironov et al. 70 observed that the fusion of tissue spheroids in scaffold-free tubes reduced the dimensions of the tubes, and therefore, corrections to the CAD models were required. Itoh et al. 71 bioprinted scaffold-free multicellular vascular grafts consisting of HUVECs, human aortic SMCs, and human dermal fibroblasts. Five days after implantation into the abdominal aortas of rats, the remodeling of the grafts was clearly seen as enlargement of the lumen areas and thinning of the tube walls.
Vascularized tissue constructs
In additive manufactured tissue constructs, microscale vascular beds are needed to provide cells with nutrients and oxygen. In 2009, Li et al. 72 demonstrated one of the first attempts to bioprint vascularized tissue constructs by extruding multimaterial, cell-laden hydrogel structures for liver applications. Two different cell/polymer suspensions were separately extruded into a low-temperature chamber. Hepatocyte-laden gelatin/alginate/chitosan hydrogel formed the matrix of the tissue construct, and gelatin/alginate/fibrinogen hydrogel mixed with adipose-derived stromal cells lined the vascular channels through the matrix. Thrombin was used to stabilize the multimaterial construct, and the surface was crosslinked with glutaraldehyde. The stromal cells in the vascular channels differentiated into ECs with the help of endothelial GFs, and the hepatocytes maintained their normal metabolism within a 2-week in vitro cell culture study.
More recently, Mishra et al. 73 printed PPF scaffolds (∅ 3 mm) by a projection SLA and filled them with a fibrin hydrogel mixed with HUVEC/MSC spheroids. When the scaffolds were precultured for 3 weeks in vitro before subcutaneous implantation in mice, the in vivo spreading of vascular networks significantly increased compared to scaffolds without prevascularization.
Various groups have bioprinted tissue constructs with vascular microfluidic channels using printers equipped with a coaxial nozzle. Zhang et al. 74 extruded alginate solution mixed with cartilage progenitor cells from the outer nozzle and the crosslinking CaCl2 solution from the inner nozzle. In the resulting multilayer construct of hollow fibers (Fig. 4A), the microchannels provided the construct with space for vascularization. The cell viability was initially 98% and after 7 days of culturing, 95%. Recently, Attalla et al. 75 used the same approach of a central flow of CaCl2 solution to extrude HUVEC-laden sodium alginate fibers (∅ 0.5–2 mm). The resulting hollow fibers were embedded in an alginate hydrogel to form a perfusable construct. The viability of HUVECs was 81.4% ± 14% after 1 day and 70.8% ± 10.7% after 3 days of media perfusion.
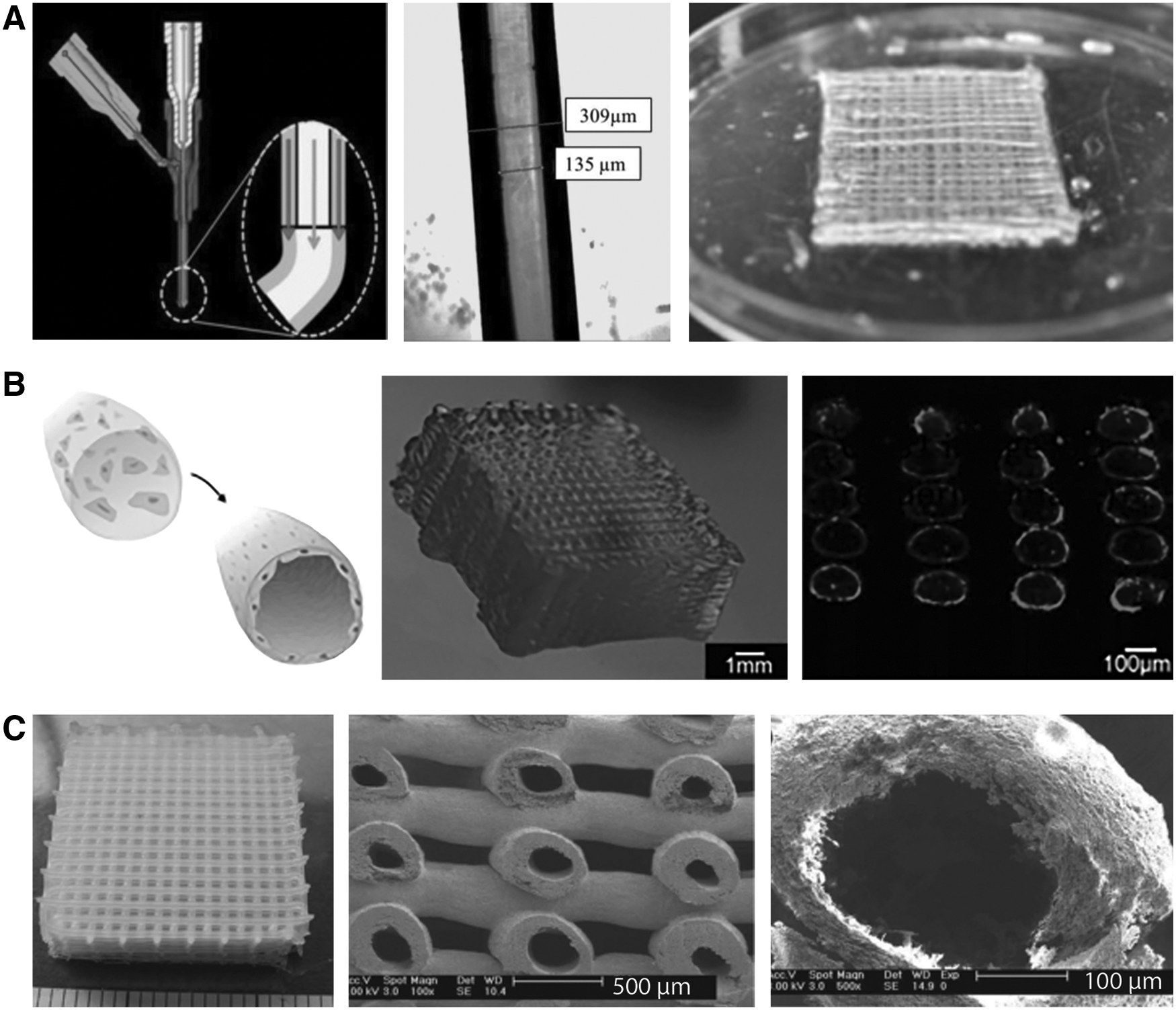
Jia et al. 76 extruded a multilayer structure of hollow fibers (∅ 0.4–1 mm) of bioink consisting of GelMA, sodium alginate, and acrylated PEG. The crosslinking CaCl2 solution was deposited both from an inner nozzle and from an outer spray. After printing, the GelMA and the PEG acrylate were photocrosslinked to make the construct more stable, while the alginate was dissolved to increase cell spreading and proliferation. The viability of encapsulated HUVECs and MSCs depended on the crosslinking time, varying between 70% and 90% after 7 days of in vitro culturing.
Colosi et al. 77 also used a coaxial nozzle to fabricate multilayer tissue scaffolds. However, in their setup, the CaCl2 solution was extruded from the outer nozzle, and the alginate/gelatin solution was extruded from the inner nozzle, thus resulting in solid hydrogel fibers. During in vitro cell culturing, alginate abandoned the fibers, while the encapsulated HUVECs migrated to the surface of the fibers to form endothelialized vessels (Fig. 4B). Luo et al. 78 extruded an acellular multilayer construct of hollow alginate fibers as shown in Figure 4C. The seeded hMSCs showed good adhesion and viability both on the outer and inner surface of the hollow fibers.
Instead of using a coaxial nozzle, hollow fiber constructs can also be engineered by printing fugitive materials into a polymer matrix. Lee et al. 79 used an inkjet printer to form two fugitive gelatin tubes into a collagen matrix and deposited HUVECs and fibroblasts between the tubes. The dissolution of the gelatin tubes resulted in open channels that were further seeded with HUVECs. After 14 days of in vitro cell culturing, a connected microvascular bed was formed between the endothelialized channels. Li et al. 80 used FDM to print a fugitive branched PVA tube in a gelatin hydrogel. A perfusable hydrogel was obtained by dissolving the PVA structure.
Similarly, Kang et al. 81 used a projection SLA to print a fugitive vascular tree of N,N-dimethyl-acrylamide/methacrylic acid/poly(vinyl pyrrolidone) resin and embedded it in a porous PCL scaffold. The removal of the printed tree resulted in a perfusable tissue engineering scaffold. Miller et al. 82 embedded preprinted carbohydrate glass filaments into a fibroblast-laden hydrogel and dissolved the filaments to form hollow channels. Seeded HUVECs lined the channels within 9 days of in vitro culturing and formed clear vascular lumens surrounded by the encapsulated fibroblasts (Fig. 5A). Similarly, Bertassoni et al. 83 extruded agarose fibers and cast them within a GelMA hydrogel. The dissolution of the fibers resulted in perfusable microchannels, where the seeded HUVECs formed a confluent lining within 7 days of in vitro culturing.
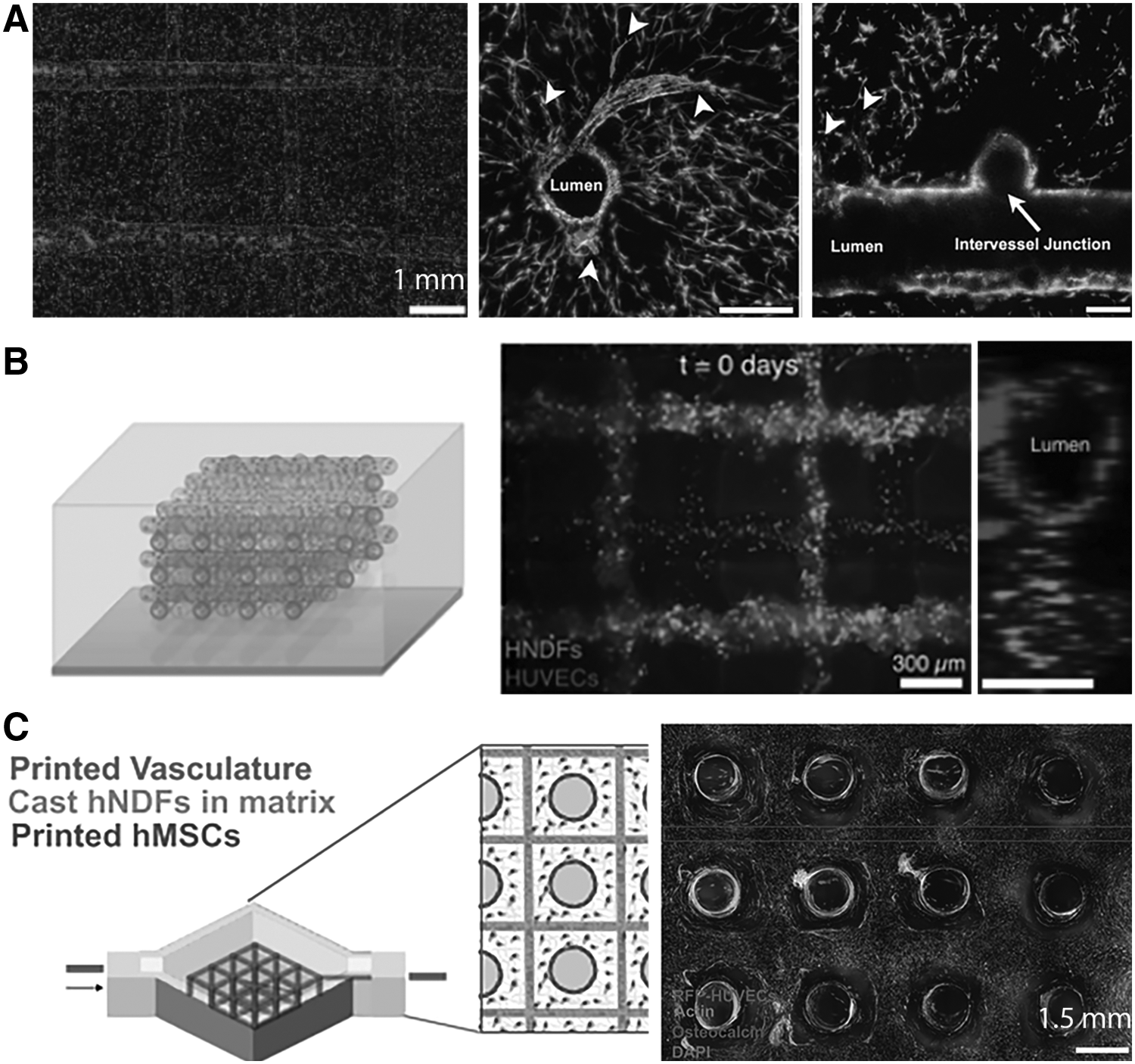
HUVECs seeded on channels in a matrix based on
Kolesky et al. 84 printed vascularized tissue constructs using four separate bioinks, including fugitive poly(propylene oxide-co-ethylene oxide) (PPO-PEO) ink (Pluronic F127), poly(dimethyl siloxane) ink, and two different fibroblast-laden GelMA inks. The printed multimaterial construct was further embedded in an acellular GelMA hydrogel, and the fugitive PPO-PEO ink was sacrificed to result in empty channels. Seeded HUVECs formed an endothelium on the channels after 9 days of in vitro culturing (Fig. 5B).
In another study, Kolesky et al. 85 bioprinted fugitive PPO-PEO ink and hMSC-laden gelatin/fibrin ink onto a silicone chip and, subsequently, cast the printed structures with a fibroblast-laden gelatin/fibrin hydrogel. The dissolution of the fugitive material resulted in interconnected hollow channels (Fig. 5C). The HUVECs seeded on the channels formed a continuous endothelium, and the encapsulated stem cells and fibroblast migrated toward the channels to support the vascular network.
Small-scale vascularized tissue constructs on a chip, so called organ-on-a-chip structures, allow for efficient ex vivo drug screening and in vitro disease models. Zhang et al. 86 fabricated cardiac and hepatic tissue models with a built-in vasculature on a microscale chip. Even though automated layer-by-layer AM techniques were not used, the fabrication involved CAD modeling of each layer of the construct master. Silicone molds were then prepared on the basis of the masters, and poly(octamethylenemaleate anhydride citrate) was injected into the molds and crosslinked with UV light. The photocrosslinked polymer layers (5 × 3.1 mm) with a thickness of 150–300 μm were piled up in a layer-by-layer manner to form a 3D structure (Fig. 6). The anastomosis of these constructs to femoral vessels in adult rats resulted in immediate blood perfusion, and an endothelium was formed on half of the microchannels within 1 week from the implantation.

Organ-on-a-chip tissue models with built-in vasculatures and computer-modeled microholes to allow for molecular exchange and tissue ingrowth. 86 (Reproduced with the permission from Nature Publishing Group.)
In our previous studies,48,87 we combined the photocrosslinking of a self-standing vascular graft with the extrusion of a porous rigid scaffold to obtain a perfusable tissue construct. First, we used a visible-light SLA to bioprint HUVEC-laden hydrogel grafts. 48 The resulting biodegradable poly(ethylene glycol-co-depsipeptide) hydrogel constructs closely resembled their CAD models, as shown in Figure 7A. Next, we developed a hybrid bioprinting technique that allowed the integration of a soft vascular tube and a rigid scaffold within the same construct, as shown in Figure 7B. 87 The new technique combined SLA with FDM so that a mechanically robust PCL scaffold was extruded simultaneously with photocrosslinking a soft, cell-laden vascular tubing inside the scaffold to form a perfusable multimaterial tissue construct.
Cell and GF patterns to form vascular networks
In addition to the vascularized 3D scaffolds, AM techniques enable precise cell patterning to form vascular structures. Guillotin et al. 88 and Wu and Ringeisen 89 used LAB to pattern HUVECs into predesigned vascular structures. However, the HUVECs alone could not form a stable vascular network, but required SMCs to support the structural integrity of the vasculature. 89 The symbiotic interaction between HUVECs and SMCs was essential as the SMCs limited the overgrowth and migration of ECs through the cell–cell junctions.89,90 The timing of printing the cells was also critical as HUVECs first needed time to organize without the presence of SMCs. 89 In general, the grafts seeded with ECs and fibroblasts without SMCs are expected to suffer from impaired elasticity and compliance because of the lack of collagen and elastic fibers normally secreted by SMCs. 90
Cui and Boland 91 used thermal inkjet printing to micropattern human microvascular ECs within a fibrin hydrogel and observed the cells align themselves along the printed fibrin patterns. Chang et al. 92 bioprinted patterns of microvessel fragments within a collagen gel. However, the matured vascular network did not maintain the prealigned orientation of the patterned fragments. The initial patterning of vascular fragments was not enough to generate a predetermined vascular network topology, but supporting physical constraints were also needed.
Besides cell patterning, AM techniques allow for highly controlled GF patterning to spatially and temporally guide the formation of the vascular network.93,94 Vascular endothelial growth factors (VEGFs) are essential in initiating angiogenesis by identifying a subset of ECs as tip cells, which start sprouting into avascular graft space.23,29 Park et al. 94 bioprinted GFs and human stem cells with both osteogenic and vasculogenic potential into a porous multimaterial scaffold. The more slowly degradable collagen matrix in the peripheral zone of the scaffolds was patterned with bone morphogenetic protein-2 (BMP-2), while the more rapidly degradable gelatin/alginate matrix in the central zone was patterned with VEGF. The VEGF stimulated the formation of microvessels throughout the cell-laden scaffolds, and the sequentially released BMP-2 promoted the bone regeneration in vivo.
Biomaterial Challenges in Additive Manufactured Vascular Applications
Mechanical properties of self-standing vascular grafts
An engineered vascular graft should possess similar mechanical properties to its host blood vessel to prevent the failure of the graft.16,95 A mismatch in compliance values causes a diverging geometry at the anastomosis site, inducing the trapping of macromolecules at the graft wall and thereby disturbing the blood flow.96,97 The resulting fluctuations in the shear stress damage the graft wall and, thereby, induce the formation of intimal hyperplasia (IH) and thrombosis.97,98 The most widely used polymers in self-standing vascular grafts, polyethylene terephthalate (Dacron) and expanded polytetrafluoroethylene (ePTFE), are significantly stiffer than native aorta, 99 and therefore, especially small-diameter (∅ <6 mm) grafts tend to fail because of IH and thrombosis.100–102 To overcome the poor patency, various synthetic biodegradable polymers have been studied as graft materials.15,16,103–106
In the AM field, several photopolymer resins have been used for the SLA- and 2PP-based fabrication of acellular vascular grafts, as described before.57–61 For cell-laden vascular grafts, a photocrosslinkable PEG-based hydrogel 48 and a variety of ionically crosslinkable alginate-based hydrogels41,62–64,66 have been applied in the SLA-, inkjet-, and syringe extrusion-based AM. Changes in parameters of both the material and the printing process affect mechanical properties of crosslinked grafts and, thus, provide a facile method to optimize their patency. The main parameters include the polymer concentration, the molecular weight of the prepolymer, and the crosslinking time, all of which affect the crosslinking density of the resulting polymer networks.48,61,76
Despite the wide range of mechanical properties of current printing materials, mimicking the nonlinear elasticity of the native vascular wall is challenging with a one-material system. The anisotropic native arteries consist of layers of organized elastin and collagen fibers that adjust the elasticity of the vessel to blood pressure, providing the blood vessel with pulse-smoothing and stability over a wide pressure range.25,102,107 Lee et al. 60 addressed the problem by printing acellular vascular tubes showing a negative Poisson's ratio (NPR). The tubes with the NPR expanded transversely when pulled axially, resulting in highly compliant constructs. That enabled simultaneous stretching of the tubes both in the axial and transverse direction, thus allowing the tube diameter to readily adapt to pressure fluctuations in the blood flow.
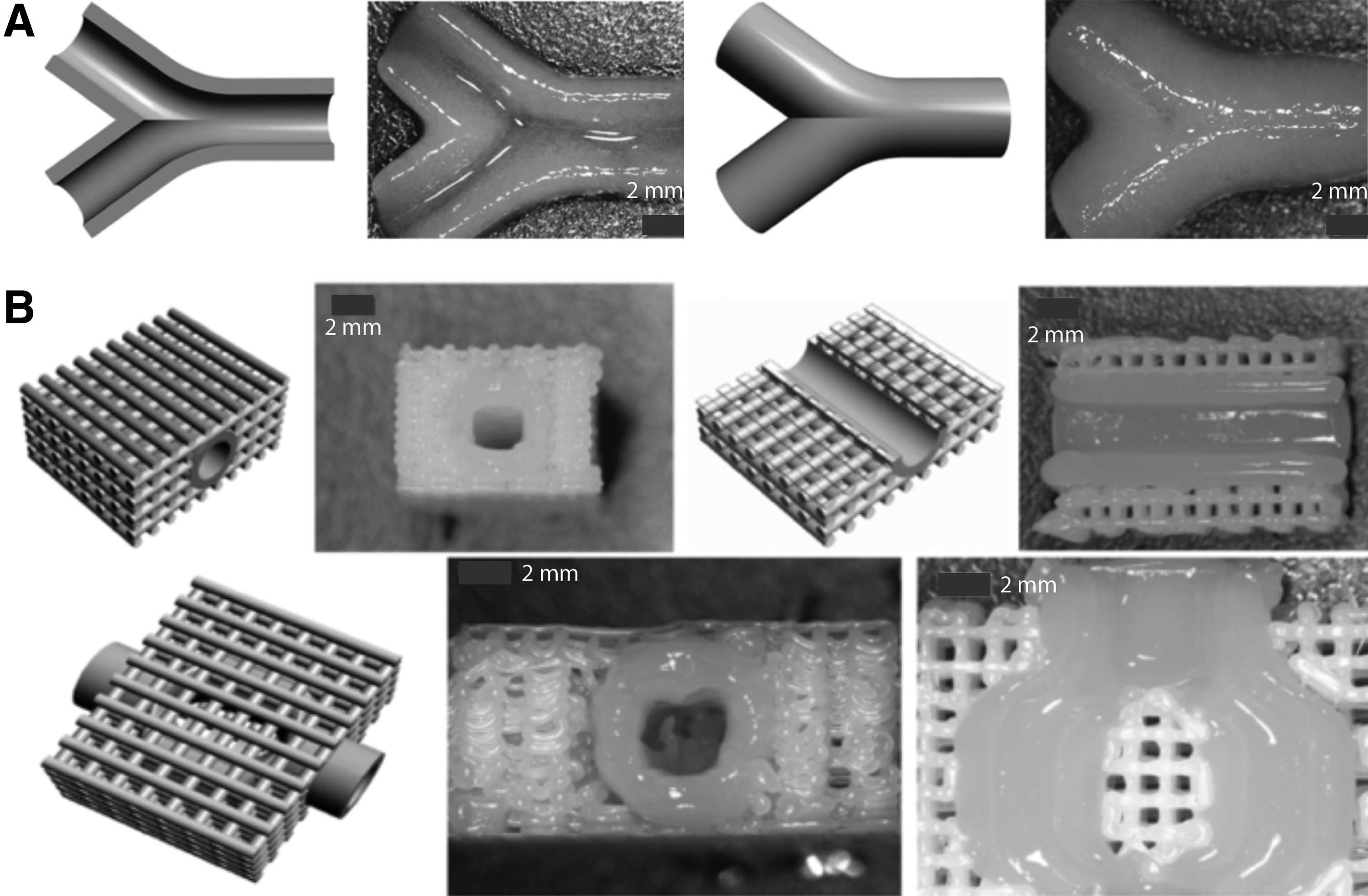
Even though AM is a facile method to produce complex shapes, the fabrication of hollow, branched vascular grafts sets additional requirements for the design. The geometry and wall structure of the graft should minimize the blood flow resistance and the wall shear stress (WSS). 29 The WSS in blood vessels affects the development of the endothelium and is critical especially in branched vessels where the WSS can be significantly higher than in straight vessels. 108 Han et al. 109 developed an algorithm to model the geometry of bifurcating vascular grafts and studied the effect of branching on the WSS and blood flow in engineered vascular grafts. 108 Their study revealed the smooth junctions to be better than the sharp junctions to mix two blood flows. Consequently, the smooth junctions with the smallest branching angle caused the lowest WSS in the bifurcating vascular grafts.
Endothelialization of vascular channels
Rapid endothelialization of the lumen surface significantly improves the hemocompatibility of engineered vascular channels.110,111 Right after the implantation of an acellular vascular tube into a body, glycoproteins such as fibronectin, immunoglobulin, and fibrinogen adsorb on the lumen surface, forming a pseudomembrane.112,113 These proteins promote the attachment of endothelial precursor cells (EPCs) and ECs on the lumen surface. The single layer of ECs forming the endothelium attenuates a coagulation cascade and releases anticoagulants, thus preventing thrombus formation.114–117
The suitable initial porosity, pore size, and pore arrangement of the vascular channel surface are essential to maintain the stability of the adsorbed plasma proteins on the lumen and, thereby, to promote its endothelialization. 113 For endothelialization, the pore size of the lumen surface must not be much bigger than the EC diameter so as to allow cells to bridge the pores and use neighboring cells as supports. 118 To prevent hemorrhage, the pore size ideally has to be limited to several micrometers. 119 The AM techniques have great untapped potential for providing a vascular graft wall with a highly defined porosity gradient to simultaneously optimize the EC attachment and tissue ingrowth and to minimize the blood leakage.
Besides the porosity, the control over the nanotopography of a lumen surface is important for the endothelialization as ECs can respond to nanoscale cues on the substrate by changing their adhesion, proliferation, migration, and gene expression. 120 Surface nanopatterning can significantly improve the attachment and proliferation of ECs compared to nonpatterned surfaces,121–123 while the proliferation of SMCs on nanopatterned surfaces decreases.124,125 As nanostructured surfaces simultaneously encourage EC adhesion and discourage SMC adhesion, the nanostructures on a bioprinted vascular lumen could be an excellent tool to improve its hemocompatibility. However, because of the microresolution of the main AM techniques, the bioprinting of nanostructured vascular channels would require the integration of the current AM techniques with conventional 2D nanopatterning methods, such as colloidal lithography or chemical etching techniques.
Bioprinting window of bioinks: the balance between resolution and cell viability
Bioprinting of cell-laden vascular grafts and vascularized tissue constructs sets additional requirements for the printing material in addition to the properties required for the acellular constructs. Besides being printable with a high resolution, the material has to maintain high cell viability and facilitate the proliferation and migration of encapsulated cells. 126 Finding the bioprinting window of the material, the optimal balance between high resolution and cell viability, is one of the major challenges in the bioprinting of cell-laden constructs. 127
The resolution of hydrogels can be improved by increasing their crosslinking density through an increase in the polymer concentration or a decrease in the molecular weight of the end-functionalized prepolymer. However, an increased crosslinking density reduces the mesh size of the hydrogel and, thereby, physically hinders the proliferation and migration of the encapsulated cells and reduces the transfer of nutrients, metabolites, and GFs within the hydrogel.128,129 Consequently, the cell viability decreases.130–132 As the bioprinting window of most materials is very narrow, the variety of materials allowing the high-resolution fabrication of cell-laden constructs is very limited.
Various natural polysaccharide- and protein-based hydrogels have been studied for use in vascular grafts, among them chitosan,18,113 fibrinogen,133,134 tropoelastin, 135 elastin and collagen, 136 and gelatin. 9 Murphy et al. 137 studied the suitability of a variety of these hydrogels as bioinks for AM techniques. They did not observe the lymphocytes proliferate in vitro on most of the hydrogels, thus suggesting the low tendency of these materials to elicit an immune response.
Currently, the most commonly used bioink is alginate. It is an anionic polysaccharide isolated from algae that has low cost and easy ionic crosslinking. 138 Its broad range of viscosity at room temperature and fast solidification make it particularly suitable for bioprinting. However, despite its good printability, alginate lacks cell adhesion peptides and, therefore, is not optimal for cell encapsulation. 138 Gelatin, in turn, contains cell-adhesive domains, but is not optimal for bioprinting because of its thermoreversible sol–gel transition, which impairs its viscosity control. 139 To combine the advantages of these two materials, various alginate/gelatin vascular grafts and channels have been bioprinted, as described before.63,72,77,140 The ratio of gelatin and alginate provides an excellent tool to control the viscosity of the material and thereby to reach its optimal bioprinting window.
The great control over the viscosity in inkjet- and extrusion-based bioprinting is important as bioinks with viscosity that is too low spread unacceptably, while high viscosity impairs the material deposition, both of which reduce the printing resolution.63,77 Several approaches to making bioinks shear-thinning have been studied to improve their use in AM. 139 Shear-thinning materials have a fluid viscosity that decreases with increasing shear stress. The combination of a lower viscosity during material deposition and a higher viscosity at rest reduces the mechanical stress on the cells and leads to a higher printing fidelity. 139
The shear-thinning behavior has been observed with supramolecular polymers that form reversible polymer entanglements through noncovalent interactions 139 and with materials containing a small number of nanoparticles.141,142 However, the high costs of nanoparticles and their tendency to agglomerate limit their use in current AM techniques. 143
The effect of printing mechanism on cell viability
Besides the material properties, the printing mechanism and parameters affect significantly the cell viability. During bioprinting, the cell-laden bioink is exposed to physical shear stress and pressure or free radicals. In syringe extrusion-based bioprinting, an increase in the dispensing pressure or a decrease in the nozzle diameter increases the shear stress and, consequently, decreases the cell viability.144,145 The use of a low dispensing pressure and a large nozzle size improves the cell survival, but comes at the cost of printing resolution. In thermal inkjet printing, the heat causes stress to the deposited cells, while in piezoelectric inkjet printing the mechanical pulse causes a shock wave, 126 both decreasing the cell viability. In both types of inkjet printing, the droplet size that is too small leads to instant drying of the encapsulated cells, thus reducing dramatically the cell viability. 146
In photocrosslinking-based bioprinting, the UV light can damage cellular structures, such as membranes, proteins, and DNA, causing cell degeneration and death.147,148 In addition, regardless of the light source, the high-energy radicals starting the photopolymerization can react with cellular macromolecules and cause oxidative damage to encapsulated cells,149,150 changing secondary and tertiary structures of cell proteins. 151 However, this damage can be reduced with the proper choice of the crosslinking material. 151
Selection criteria for materials and techniques in AM of vascular constructs
The selection of printing material strongly depends on the presence or absence of cells in the target vascular construct. When a cell-laden construct is desired, a soft water-absorbing hydrogel material of a low polymer concentration is required to maintain the high cell viability. Most natural hydrogel polymers inherently contain cell adhesion moieties, thus being particularly suitable for cell-laden constructs. 152 Synthetic polymers are favorable when more flexibility of the molecular design is needed. Use of hydrophobic polymers and a higher polymer concentration is allowed when acellular, mechanically stronger constructs are fabricated.
The solidification method of the printing material guides the selection of the AM technique. If photocrosslinkable material is available, SLA can be used to result in vascular constructs with a high printing resolution. 2PP is the only technique for fabrication of vascular constructs with a nanoscale resolution. If ionically crosslinkable material is used, the nozzle-based deposition is the most suitable technique to obtain a high resolution. However, the smallest nozzles cannot be used for cell-laden materials because of the high shear stress.
If the printing material has a well-known melting behavior and cell encapsulation is not required, FDM is suitable for printing mechanically strong acellular constructs. For cell-laden constructs, the AM techniques with the shortest fabrication times are preferred to ensure the highest cell viability. The new AM techniques that possess shortened building times are therefore a critical step toward improved cell survival rates in cell-laden vascular applications.
Future Directions
Like tissue engineering and regenerative medicine, bioprinting itself is an emerging interdisciplinary field at the intersections of biology, chemistry, engineering, and medicine that takes advantage of automation. Even though the technology for organ printing is still in the early proof-of-concept phase, the field is continuously advancing with the emergence of new AM techniques, medical imaging tools, biomedical materials, and cell technologies. The long-term aim in organ printing is to enable the automatized fabrication of tissue constructs with a complete functional vasculature, consisting of arteries, veins, and capillaries. However, the AM techniques that allow the submicron resolution fabrication are limited to the 2PP technique.
So far, the most feasible strategy to form a vascular network with small capillaries is to provide the tissue construct with a large endothelialized vascular graft and tune the EC microenvironment to induce capillary sprouting from the graft to form a microvascular bed. Even though various vascular tissue grafts have been bioprinted, most of the works lack comprehensive characterization of the printed constructs. Endothelialization and compliance studies are needed, as are in vivo biodegradation and biocompatibility studies. In addition, the long-term effect of bioprinting conditions, such as dispensing pressure or light exposure, on cell viability and recovery needs to be studied using biologically relevant cell lines.
To biomimic the dynamic native blood vessels, new smart printing materials that can reprogram their shape and properties on demand are highly desirable. 153 We envision that the emergence of new smart printing materials will enable the fabrication of novel dynamic constructs, especially pressure-responsive vascular grafts that can change their elasticity depending on blood pressure. However, it remains unknown how closely the engineered vascular constructs have to initially resemble the native tissue as the grafts are expected to integrate into native tissue and remodel into a fully functional vascular tissue over time.
Biodegradable materials are desired in vascular tissue constructs as they allow for gradual replacement of the synthetic materials with native tissue. However, biodegradable vascular grafts tend to be prone to rupture and aneurysmal dilatation, 119 and the attempts to prevent the ruptures by increasing the wall thickness have resulted in wall structures that are too stiff. 154 Much more material research is still needed to bioprint vascular constructs with an optimal degradation behavior.
Even though the AM techniques combined with modern medical imaging can result in personalized tissue constructs that fulfill each patient's individual needs, the scale-up of customized vascular constructs with affordable prices requires a compromise between individuality and standardization. 155 We envision that automation of the fabrication steps, among them 3D modeling, multimaterial printing, and in vitro preculturing, will make the process more affordable in a larger scale. In addition, a greater selection of FDA accepted commercial printing materials is still crucially needed to cut the overall cost of additive manufactured vascular constructs. Even though the AM of personalized tissue constructs may initially require more time and effort than conventional fabrication methods, the potentially great improvements in the treatment response for patients can significantly decrease the overall cost of the treatment over time.
Conclusions
The vascularization of thick tissue constructs is a bottleneck of tissue engineering and regenerative medicine. Engineered vascular grafts are also needed for the therapy of cardiovascular diseases. Bioprinting integrates advanced AM techniques, medical imaging, autologous cells, and novel biomaterials and provides promising new strategies for building patient-specific vascular tissue constructs. Even though bioprinting has recently progressed remarkably, the field is still in its infancy and much research is needed, in particular, to optimize the materials and designs for clinical applications. The commercial scale-up, establishment of Good Manufacturing Practice facilities, quality and safety control, and regulatory issues pose further challenges to the field of bioprinting and bioprinted vascular tissue products.
Footnotes
Acknowledgments
The authors acknowledge the financial support from the following agencies: Walter Ahlström Foundation (L.E.), NIH R01AR057837 (NIAMS) (Y.P.Y.), NIH R01DE021468 (NIDCR) (Y.P.Y.), DOD W911NF-14-1-0545 (DURIP) (Y.P.Y.), DOD W81XWH-10-1-0966 (PRORP) (Y.P.Y.), and Stanford Coulter Translational Seed Grants (Y.P.Y.).
Disclosure Statement
No competing financial interests exist.