
Abstract
Selective laser melting (SLM), a method used in the nuclear, space, and racing industries, allows the creation of customized titanium alloy scaffolds with highly defined external shape and internal structure using rapid prototyping as supporting external structures within which bone tissue can grow. Human osteoblasts were cultured on SLM-produced Ti6Al4V mesh scaffolds to demonstrate biocompatibility using scanning electron microscopy (SEM), fluorescence microscopy after cell vitality staining, and common biocompatibility tests (lactate dihydrogenase (LDH), 3-(4,5-dimethylthiazol-2-yl)-2, 5-diphenyltetrazolium bromide (MTT), 5-bromo-2-deoxyuridine (BrdU), and water soluble tetrazolium (WST)). Cell occlusion of pores of different widths (0.45–1.2 mm) was evaluated. Scaffolds were tested for resistance to compressive force. SEM investigations showed osteoblasts with well-spread morphology and multiple contact points. Cell vitality staining and biocompatibility tests confirmed osteoblast vitality and proliferation on the scaffolds. Pore overgrowth increased during 6 weeks' culture at pore widths of 0.45 and 0.5 mm, and in the course of 3 weeks for pore widths of 0.55, 0.6, and 0.7 mm. No pore occlusion was observed on pores of width 0.9–1.2 mm. Porosity and maximum compressive load at failure increased and decreased with increasing pore width, respectively. In summary, the scaffolds are biocompatible, and pore width influences pore overgrowth, resistance to compressive force, and porosity.
Introduction
SLM can also be used with biocompatible materials like ceramics, polymers, or titanium, and its alloys to create scaffolds for tissue engineering.5–10 Several techniques have been used previously to produce porous titanium and titanium alloy scaffolds,11–15 in some cases with the help of computer-assisted design (CAD).15,16 Rapid prototyping can be combined with CAD, which makes it a promising technique capable of manufacturing multifaceted objects with predefined macro- and microstructures. Thus, it offers the option of producing individual, predesigned, three-dimensional (3D) scaffolds for hard tissue engineering and individual implant design.
The SLM process in this study has been described in detail by Wehmöller et al. in a previous publication. 17 Briefly, SLM uses a very precise nanolaser beam of only 0.03 mm (30 μm) diameter, which is able to build up titanium alloy structures layer by layer in any complexity, in steps of only 0.05 mm along the z-axis. First, a wiper coats a metal plate with titanium alloy powder. The laser beam melts the powder on the focusing level of the powder, which merges with the metal plate. After the treatment on the focusing level, the metal plate is lowered, and the wiper once again lays on titanium alloy powder. The laser beam works on this new focusing level and merges the metallic powder together with the previous melted layer. In this way, the titanium alloy scaffold is composed layer by layer, similarly to the stereolithography process. With this technique, ultralight mesh structures with over 450 holes and channels per cm3 can be attained. Giving an implant a micromesh structure leads to a 90% reduction in weight while still retaining enormous strength and stiffness within the material.
Our goal is to grow cancellous bone inside thin mesh structures of the widely used biocompatible titanium alloy Ti6Al4V, which are prefabricated using SLM technology, which will allow the creation of external mesh structures with highly defined, patient-specific external structure, and controlled internal structural characteristics such as pore size. A variety of external and internal scaffold designs are possible. The external scaffold could also be designed as a customized external mesh cage. The interior of the mesh cage could also accommodate an internal resorbable scaffold such as hydroxyapatite or calcium phosphate ceramics on which cancellous bone growth can occur. An internal scaffold could host cytokines for cell ingrowth and differentiation, whereas the external titanium alloy mesh scaffold could provide stability. The result should be a stable bone–titanium alloy composite, which would have an application as a bone replacement in tumor or reconstructive surgery. This combination of external and internal scaffold has been successfully used to grow cancellous bone in previous work.18,19
Titanium and its alloys, such as Ti6Al4V, are well-accepted and tested metals for use in humans in orthopedic surgery. However, titanium alloy constructs made by the SLM process must first be evaluated in vitro for their capability to host human cells and to identify any potential cell toxic components that may occur due to this new processing technique. The aim of this basic study is to grow human osteoblasts in 3D cell cultures on selective laser-melted Ti6Al4V nonsolid mesh constructs to evaluate their biocompatibility. In addition, the occlusion of pores of different widths by osteoblast proliferation was evaluated at different points during cell culture. Porosity and resistance to compressive force of scaffolds of various pore widths were also investigated.
Materials and Methods
Preparation of Ti6Al4V scaffolds by SLM
Cubic nonsolid Ti6Al4V mesh scaffolds of side length 0.5 cm, as shown in Figure 1c, were produced using SLM as described in a previous publication by Wehmöller et al. 17 (Fig. 1a). Scaffolds with pore widths ranging from 0.45 to 1.2 mm were fabricated. Pore width was verified using optical microscopy (Fig. 1d). Scaffolds were sterilized by autoclaving before cell experiments.
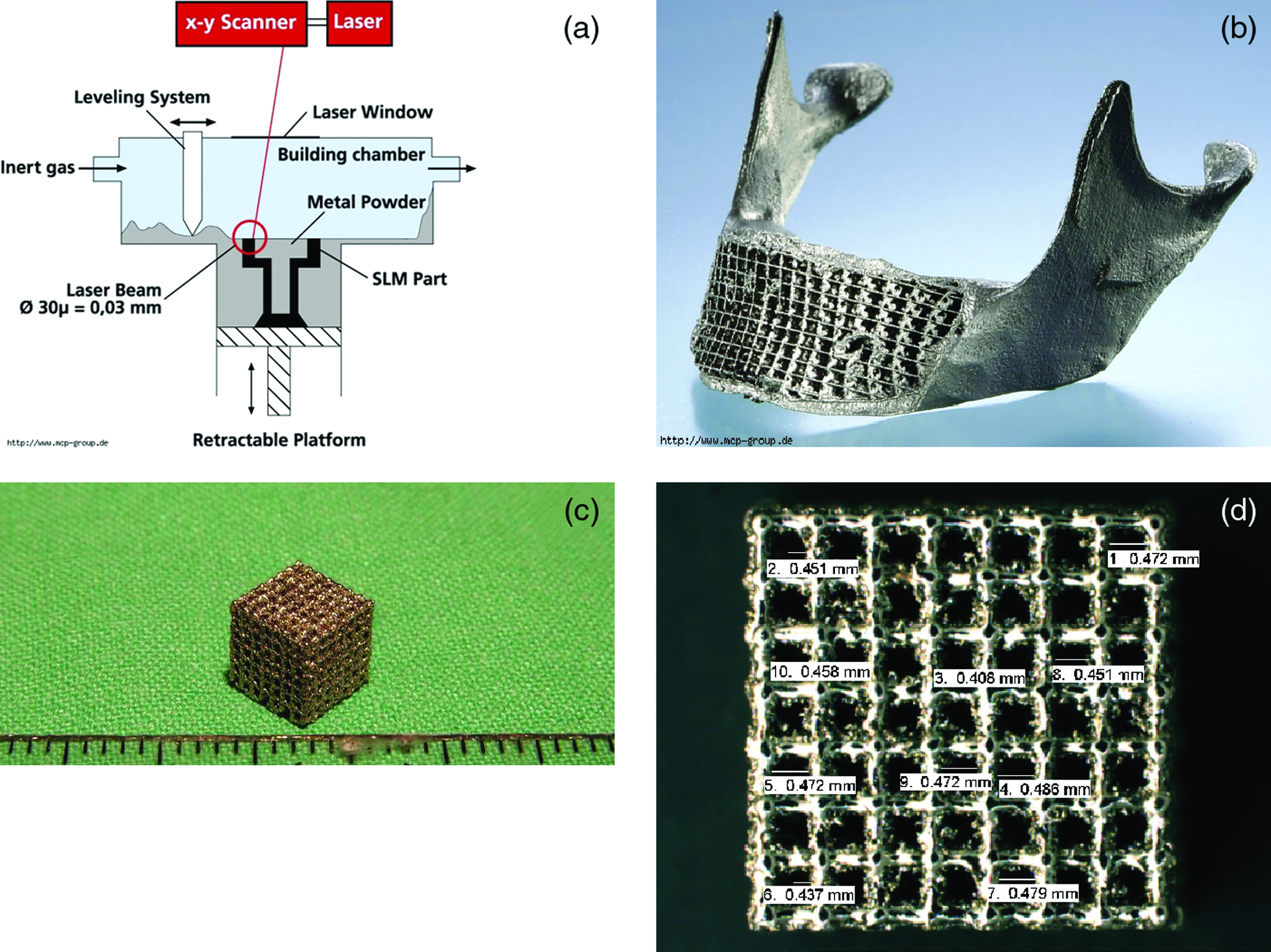
The SLM process (MCP-HEK Group, Kaarst, Germany) involves the use of a nanolaser beam to sinter titanium powder to form 3D structures layer by layer (
Isolation and cultivation of primary human osteoblasts
The study was approved by the ethics committee of the Christian-Albrechts-University of Kiel, Germany (Approval No. AZ 402/07). Human osteoblasts were isolated from human iliac crest cancellous bone of three patients during reconstructive surgery procedures and cultured in 75 cm2 cell culture flasks using an osteogenic medium consisting of Dulbecco's modified Eagle's medium (DMEM) supplemented with 10% fetal calf serum (FCS), 1% penicillin/streptomycin, 1 mM vitamin C, and 100 nM dexamethasone. Seeding of Ti6Al4V scaffolds (cubic, side length 0.5 cm) took place after five passages. Scaffolds were seeded with 105 osteoblasts/scaffold. During passaging, cells were detached from 75 cm2 cell culture flasks using 5 mL of a 0.05% trypsin solution in phosphate-buffered saline (PBS). After 1:1 dilution of the cell suspension with DMEM containing 10% FCS and centrifugation at 3200 g for 3 min, cells were resuspended in DMEM containing 10% FCS, counted, and reseeded at a density of 105 cells per 75 cm2 cell culture flask. Cells were cultured in the same medium used for cell seeding in a humidified atmosphere with 5% CO2 at 37°C. Medium change took place every 3 days.
Scanning electron microscopy examinations
Scanning electron microscopy (SEM) investigations were carried out using an XL30CP device (Phillips Electron Optics, Kassel, Germany) operating at 10–25 kV, as used by Yang et al., 20 1, 3, or 6 weeks after cell seeding. As preparation for the SEM investigation, cells seeded on Ti6Al4V scaffolds were first rinsed using PBS to remove cell culture medium. Cells were then fixed using 3% glutaraldehyde in PBS at pH 7.4 for 24 h. After removal of glutaraldehyde solution, cells were dehydrated by incubating scaffolds in a series of ethanol solutions of increasing concentration. Scaffolds were immersed for 5 min in each of the following ethanol solutions: 50%, 60%, 70%, 80%, 90%, and 100%. Subsequently critical point drying was performed using a K850 Critical Point Dryer (Emitech, Ashford, United Kingdom) followed by gold sputtering with an SCD 500 device (CAL-Tec, Ashford, United Kingdom).
Assessment of cell vitality
Cell vitality was assessed by fluorescin diacetate (FDA) and propidium iodide (PI) staining. Staining was performed on human osteoblasts seeded on scaffolds and on human osteoblasts cultured in eluate from scaffolds. In this way, the effect of any possible toxic substances released into the eluate from the scaffolds could be investigated. In the former case, cell-seeded Ti6Al4V scaffolds were rinsed in PBS and immersed in an FDA solution made by diluting 30 μL × 1 mg FDA/mL acetone in 10 mL PBS. After incubation for 15 min at 37°C in the dark, the FDA solution was removed by suction and replaced with a PI solution made by diluting 500 μL × 1 mg/mL PI in 10 mL PBS. After incubation for 2 h at room temperature in the dark, scaffolds were rinsed twice in PBS. While still immersed in PBS, scaffolds were then subjected to fluorescence microscopy with excitation at 488 nm and detection at 530 nm (FDA, green) and 620 nm (PI, red). In the latter case, scaffolds were immersed in 1 mL DMEM without serum, vitamin C, and dexamethasone for 24 h. Next, 105 human osteoblasts were seeded in 24-well plates (Nunc GmbH & Co. KG, Langensclbold, Germany) and cultured for 3 days in the eluate from scaffolds, after which FDA and PI staining was carried out in wells as described above.
Biocompatibility tests
LDH and BrdU tests
Osteoblasts were seeded in 96-well cell culture plates (Nunc) in 100 μL DMEM at a concentration of 5 × 103 cells/well. After 24 h culture in a humidified atmosphere with 5% CO2 at 37°C, medium was removed and replaced with 150 μL eluate from scaffolds. Cells cultured in 2% Triton-X-100 in serum-free DMEM served as high controls. Cells cultured in serum-free DMEM served as low controls. After 24 h incubation, 100 μL eluate was transferred to another 96-well cell culture plate. Extracellular LDH activity was measured with the help of an LDH Detection Kit (Cat. No. 11644793001; Roche Diagnostics, Mannheim, Germany). Absorbance was measured at 490 nm. The remaining 50 μL eluate per well remaining in the cell culture plate was removed and replaced with 100 μL DMEM containing 10% FCS, 1% penicillin/streptomycin, and 100 nM dexamethasone. After 72 days' incubation, proliferation was measured with the help of a BrdU Cell Proliferation ELISA Kit (Cat. No. 11647229001; Roche Diagnostics). Absorbance was measured at 450 nm.
MTT test
Osteoblasts were seeded in 96-well cell culture plates (Nunc) in 100 μL DMEM at a concentration of 5 × 103 cells/well. After 24 h culture in a humidified atmosphere with 5% CO2 at 37°C, medium was removed and replaced with 100 μL eluate from scaffolds. Cells cultured in serum-free DMEM served as low controls. After 24 h incubation, proliferation was assessed with the aid of an MTT Cell Proliferation Kit (Cat. No. 11465007001; Roche Diagnostics). Calibration curves of 0.16–10 × 103 cells/well served as standards. Absorbance was measured at 450 nm.
WST test
After removal of eluate from scaffolds for LDH, MTT, and BrdU tests, the scaffolds were seeded in 24-well plates with 104 osteoblast cells in 100 μL cell culture medium. After incubation for 1 h at 37°C to allow cell adhesion, 2000 μL cell culture medium was added. After 7 days' culture, proliferation was assessed with the aid of a cell proliferation reagent WST-1 (Cat. No. 116446807001; Roche Diagnostics). Briefly, 200 μL WST-1 reagent was added to each well at a 1:10 ratio to cell culture medium. After 4 h incubation in a humidified atmosphere with 5% CO2 at 37°C, medium was transferred to 96-well plates, and absorbance was measured at 450 nm. Osteoblasts cultured in wells without scaffolds at a density of 104 cells/well served as controls.
Mechanical and physical characterization of scaffolds
Mechanical testing
Scaffolds were tested for their resistance to compressive force using a Zwick Z010 Static Compression Test device with Software TestXpert V.7.1 Zwick (Ulm, Germany). Force was applied at a speed of 1 mm/min. The experiment was stopped automatically after a force of 9800 N was reached.
Porosity of scaffolds
Porosity was calculated according to the following formula:
Scaffold volume was defined as height (mm) × width (mm) × length (mm), that is, volume occupied by Ti6Al4V and pores.
Results
Examination of Ti6Al4V mesh scaffold surface
The SLM technique was very precise in producing mesh scaffolds with accurate pore sizes. No perceivable difference between pore width at the outer surface of the scaffold and pore width inside the pores was detected (see Fig. 2). The surface of the SLM scaffold is not a flat plane, but is raised at the points where pores meet (Fig. 2b). Roughness on the micrometer scale was observed, as seen in Figure 2c.

Close-up scanning electron microscopy (SEM) images of Ti6A14V scaffolds produced using selective laser melting (SLM) with a pore size of 1.2 mm. Magnifications on images (
Assessment of cell vitality
The pronounced green color of osteoblasts cultured in eluate from Ti6Al4V scaffolds with a pore width of 0.8 mm due to FDA staining demonstrated their vitality, while the absence of a red color despite PI staining indicated that no dead cells were present (see Fig. 3a). Thus, because the Ti6Al4V surface is biocompatible, it proves to be a good host for human osteoblasts. Osteoblasts cultured directly on Ti6Al4V scaffolds had high vitality as seen from the pronounced green color and absence of red color after staining (see Fig. 3b).

Fluorescence microscopy images of osteoblasts cultured in eluate from Ti6Al4V scaffolds (
SEM investigations of cell morphology on Ti6Al4V mesh scaffolds
SEM investigations showed that the Ti6Al4V scaffold surfaces were well accepted by ingrowing osteoblasts. Osteoblasts had a well-spread appearance with attachment of philopodia to different points on the surface (see Fig. 4). Figure 4b shows a layer of osteoblasts with a stellar morphology, which gives the impression of creeping over the surface. The Ti6Al4V surface allows for adhesion of cell pseudopodia for cell movement and scaffold invasion.

SEM images of osteoblasts on Ti6Al4V scaffolds: (
Pore occlusion by osteoblasts at different pore sizes
SEM images of occlusion of Ti6Al4V scaffold pores of widths ranging between 0.45 and 1.2 mm by osteoblasts can be seen in Figure 5. Figure 5a and 5b shows that pore occlusionhad already started on 0.45 mm pores after 1 week of culture. A substantial proportion of 0.45 mm pores were occluded after 3 weeks of culture (Fig. 5c). Figure 5d shows complete occlusion of all 0.45 mm pores after 6 weeks of culture. After 6 weeks of culture, pores 0.5 mm in diameter were almost all occluded (Fig. 5e). After 6 weeks of culture, considerably fewer pores were occluded on 0.7 mm pores, as shown in Figure 5f, while no pore occlusion was observed for pore sizes of 0.9 mm and 1.2 mm, as seen in Figure 5g and 5h, respectively.
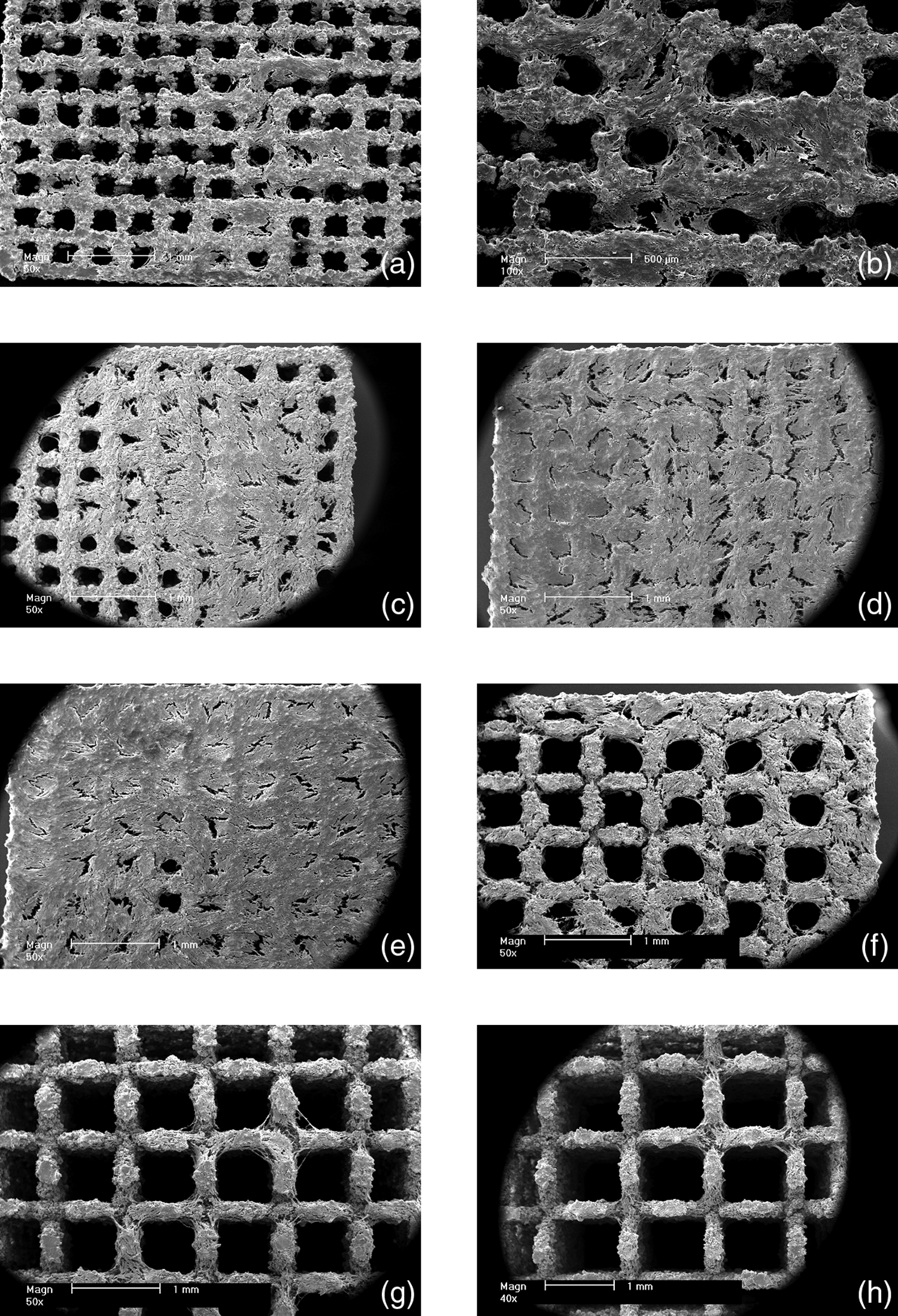
SEM images of osteoblasts on Ti6Al4V scaffolds with varying pore widths after different periods of culture: (
The proportion of pores occluded after 1, 3, and 6 weeks of culture at various pore sizes is presented in Figure 6. After 1 week, pore occlusion was only observed in the case of 0.45 mm pores, with a total coverage of 21%. After 3 weeks 79% of 0.45 mm pores and over 67% of pores in the range 0.5–0.55 mm were occluded, while occlusion of 44% of 0.6 mm pores and 10% of 0.7 mm pores was observed. Then, after 6 weeks of culture the percentage of occluded pores had reached 100% in 0.45 and 0.5 mm pores, but no significant increase was observed for pores in the range 0.55–0.7 mm. No pores of size 0.9 mm and above were occluded at any time.
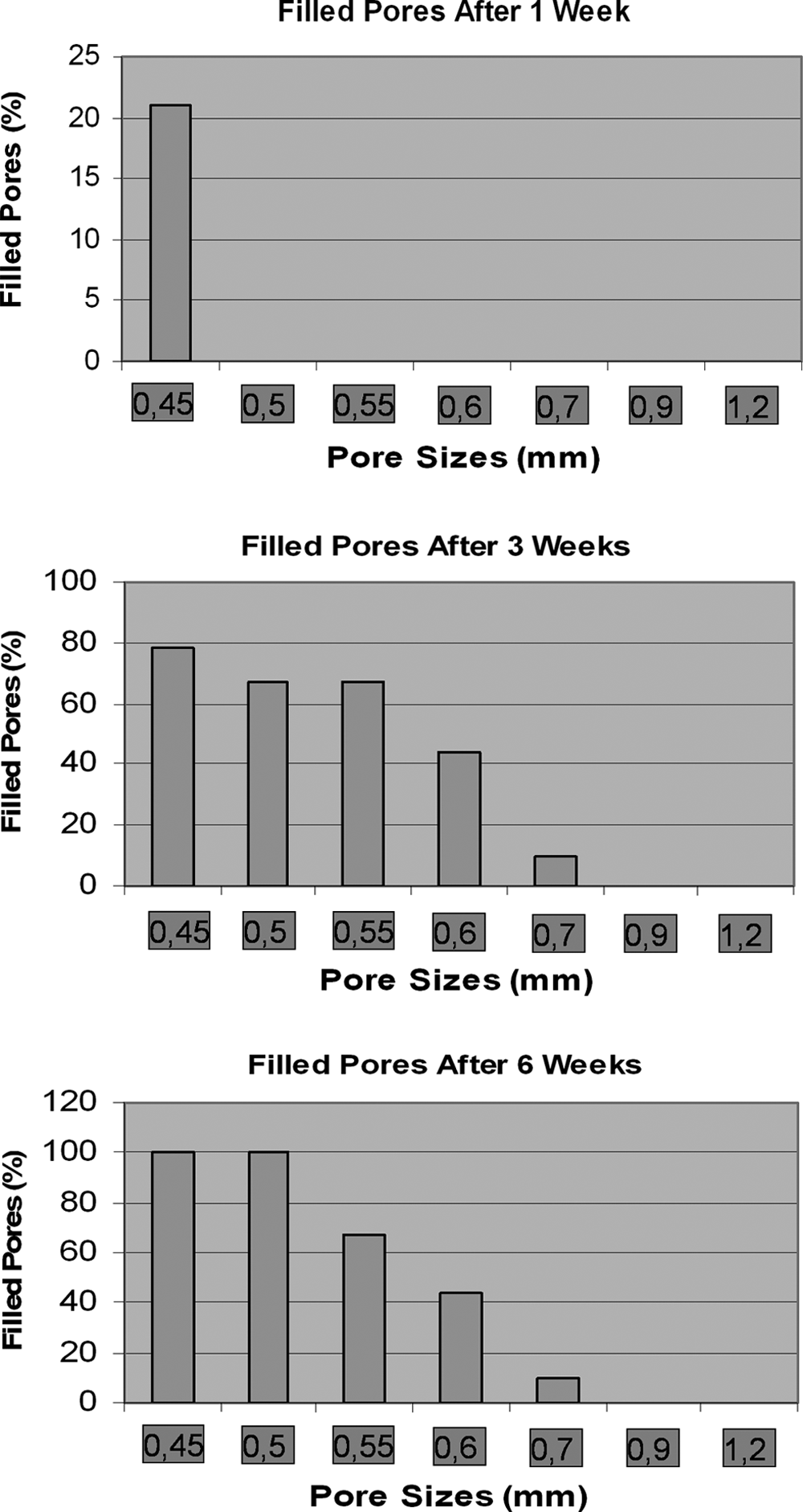
Percentage of pores of different widths occluded by osteoblasts after 1, 3, and 6 weeks of culture as observed by SEM.
Biocompatibility tests
LDH, MTT, BrdU, and WST tests
LDH test results can be seen in Figure 7a. Cytotoxicity after treatment with eluate from scaffolds after 10 min, 1 h, and 24 h immersion in serum-free cell culture medium was similar to the low control (zero cytotoxicity) and significantly different from the high control (100% cytotoxicity).
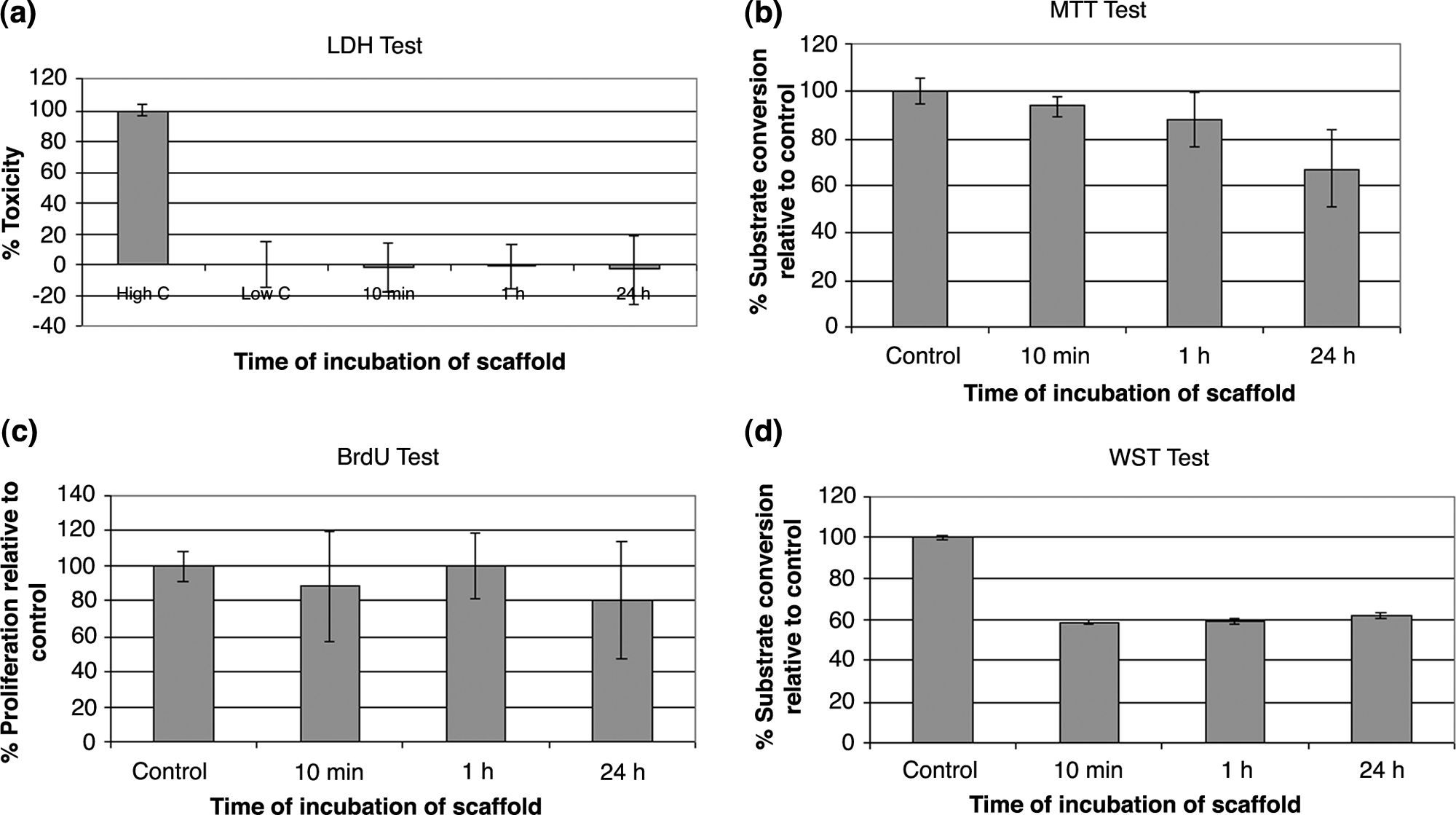
Results of biocompatibility testing using (
MTT test results can be seen in Figure 7b. Substrate conversion as a measure of proliferation after treatment with eluate from scaffolds after 10 min and 1 h immersion in serum-free cell culture medium was similar to the control. Values were slightly lower in the case of 24 h incubation. BrdU test results are shown in Figure 7c. Proliferation after treatment with eluate from scaffolds after 10 min, 1 h, and 24 h immersion in serum-free cell culture medium was similar to the control. WST test results are shown in Figure 7d. Substrate conversion as a measure of proliferation after treatment with eluate from scaffolds after 10 min, 1 h, and 24 h immersion in serum-free cell culture medium was approximately 60% of control values.
Mechanical and physical characterization of scaffolds
Mechanical testing
The maximum compressive force at which scaffold failure occurred is shown in Figure 8a. Scaffolds with a pore width of 0.45 mm did not fail at compressive loads of 9800 N. A general trend was observed whereby applied force at failure decreased with increasing pore width. However, scaffolds with pore widths of 0.5 and 0.7 mm did not fit to this trend. Figure 8b illustrates the calculation of the maximum compressive load at failure.

Results of mechanical testing of scaffolds. (
Porosity of scaffolds
Porosity of scaffolds in dependence of pore width can be seen in Figure 9. A general trend was observed whereby porosity increased with increasing pore width. However, scaffolds with a pore width of 0.7 mm did not fit to this trend. Standard deviations in porosity of approximately 10% were seen for all pore widths except 0.45 and 1.2 mm.

Porosity of scaffolds with different scaffold pore widths. Mean values are displayed; error bars show standard deviation; n = 5 at all pore widths except 0.45 mm (n = 2), 0.5 mm (n = 3), and 1.2 mm (n = 3).
Discussion
In theory, tissue engineering scaffolds should be designed to have special characteristics to function as true tissue substitutes that satisfy the patient-specific biological, mechanical, and geometrical requirements.21–23 To address these considerations, the scaffold is often designed as a porous structure with appropriate porosity, pore size, shape, and intricate interconnectivity so that the desirable biological network for cell migration, nutrient transportation, and the mechanical stiffness and strength can be obtained.24–26 Research has shown that both mechanical and biological properties of scaffolds as well as cell growth and migration processes are determined in part by the local microarchitecture of the scaffold. For example, specific pore size and overall porosity of scaffolds are favorable to specific cells that affect their cellular adhesion, viability, ingrowth, distribution, and the formation of extracellular matrix;27–31 the internal architecture of porous implants determines the mechanical properties of the implants 32 and controls the degree of the tissue regeneration.33–35 Hence, the ability to determine the mechanical properties and structural heterogeneity of the porous scaffold by designing the microarchitecture is important in practice for its intended tissue engineering application.
As stated in the introduction, the aims of this basic study were to test the biocompatibility of nonresorbable selective laser-melted Ti6Al4V mesh constructs by seeding with human osteoblasts in 3D cell cultures using SEM and fluorescence microscopy after FDA and PI staining and also to investigate the ability of human osteoblasts to overgrow pores of different sizes. Such porous scaffolds could be used as new ultralight and nonsolid porous orthopedic or dental implants. If the porous structures allow ingrowth of the surrounding bone, an enormously higher bone–titanium alloy contact would be the result. Further, such implants could be individually shaped for perfect fit and function with the SLM technology.
According to reviews by Karageorgiou and Kaplan 36 and Ryan et al., 37 0.1 mm seems to be the minimum pore size required for bone ingrowth, although sizes above 0.3 mm are recommended, with a general consensus that pore sizes between 0.1 and 0.4 mm are optimal for bone ingrowth, although various studies have yielded conflicting evidence regarding the influence of pore size on osteoblast penetration, proliferation, and differentiation.29,38–40 However, in this study, Ti6Al4V mesh scaffolds with pore sizes under 0.45 mm were not considered for several reasons. First, the creation of geometrically well-defined pores under 0.45 mm is currently technically difficult. In the case of Ti6Al4V scaffolds produced by direct laser forming, which is a very similar method to SLM, pore overhang of 0.15 mm was reported by Hollander et al., 41 while Wirtz observed a constant error of 0.2 mm in pore diameter, 42 which makes the generation of pores of size less than 0.45 mm with a defined shape difficult. Second, if the option of an external Ti6Al4V mesh scaffold is chosen, it would be desirable that the external structure would have a pore size greater than that of an internal scaffold, to enable free remodeling, migration of cells through the external scaffold into the internal scaffold, and the formation of blood vessels.
Biocompatibility of the Ti6Al4V scaffolds was demonstrated by FDA and PI staining (Fig. 3) and SEM examination of osteoblasts (Figs. 4 and 5) at first, which showed well-spread cell morphology as well as proliferation and colonization of the scaffolds. Therefore, the SLM process used does not impact negatively on cell behavior.
One hundred percent pore occlusion was achieved at pore widths of 0.45 and 0.5 mm (Fig. 6). This is in agreement with the results of Hollander et al., 41 who observed the overgrowth of some pores of diameter 0.5 mm on Ti6Al4V scaffolds produced by direct laser forming, which is a very similar method to SLM, 2 weeks after seeding with osteoblasts. Xue et al. 40 reported ingrowth of an osteoblastic cell line into pores of diameter 0.45 mm of Ti6Al4V scaffolds formed using laser-engineered net shaping. An explanation may be that pore sizes in this range promote osteoblast proliferation. St. Pierre et al. 43 found a dependence of osteoblastic cell line proliferation on Ti6Al4V foams on pore size. Pore occlusion was only 10% on 0.7 mm pores and absent on 0.9 mm and 1.2 mm pores after 3 and 6 weeks (Fig. 6), which is similar to the observations of Hollander et al., 41 who did not observe pore overgrowth after 2 weeks on 0.7 or 1.0 mm pores. In addition, the total percentage of pores occluded did not increase between 3 and 6 weeks (Fig. 6) at pore widths of 0.5 or 0.55 mm. These results suggest that pore occlusion is already concluded after 3 weeks at pore widths equal to and above 0.55 mm. Pore overgrowth by osteoblasts may be considered as desirable as a prelude to bone formation within the pores and osseointegration of the scaffold. However, if osseointegration of the scaffold is not desired, for instance if a surgeon wishes to remove the scaffold at a later point in time, larger pore sizes with lower pore overgrowth may be chosen.
Four different widely used biocompatibility tests, namely, the LDH, MTT, BrdU, and WST tests, further confirmed the biocompatibility of the scaffolds for human osteoblasts (Fig. 7). Proliferation of osteoblasts cultured in eluate from scaffolds was similar to controls for the LDH, MTT, and BrdU tests (Fig. 7a–c). Proliferation of osteoblasts on scaffolds was approximately 60% of the proliferation on controls according to the WST test (Fig. 7d). This may be explained by the fact that osteoblasts seeded on the microrough 3D SLM scaffolds (see Fig. 2) do not proliferate as quickly as on the flat glass discs that served as controls.
In general, the maximum compressive load at failure increased with decreasing pore width (Fig. 8a). Scaffolds with a pore width of 0.45 mm were able to withstand loads of 9800 N, which corresponds to approximately 1000kg. However, not all pore widths corresponded to this trend. Scaffolds with pore widths of 0.5 mm on average withstood only 6000 N, much less than scaffolds of pore width 0.45 mm, but were not more resistant to compressive force than scaffolds with pore widths of 0.55 mm. Further, scaffolds of pore width 0.7 mm were not less resistant to compressive force than scaffolds of pore width 0.5, 0.55, and 0.6 mm. The reduction in maximum compressive load at failure can be explained to a large extent by the increase in porosity with increasing pore width (Fig. 9). However, the reduction in maximum compressive load at failure does not correlate exactly with increasing porosity. One possible explanation is that pore size and porosity may not be uniform throughout the scaffolds, leading to variations in resistance to compressive load. Indeed, variations in porosity of approximately 10% were observed at most pore widths (Fig. 9).
Conclusions
This study shows that porous Ti6Al4V scaffolds created using SLM are biocompatible and allow the total overgrowth of all pores of 0.5 mm and of a significant proportion in the range 0.5–0.6 mm by osteoblasts, which show a well-spread morphology. Resistance to compressive force can be tailored by altering pore width.
Footnotes
Acknowledgments
The authors thank the European Union for financial support within the framework of the MyJoint Project (FP-6 NEST 028861), Prof. M. Kern for use of the Zwick testing machine and light microscope, F. Lehmann for support in performing mechanical testing, and G. Otto for excellent assistance with cell experiments. The titanium mesh scaffolds were designed using CAD and produced by SLM by Dieter Schwarze and Simon Scott, MCP Tooling Technologies Ltd., Paderborn, Germany, and Stone, UK, respectively. The experimental work was carried out at the Department of Oral and Maxillofacial Surgery, University of Kiel, Arnold-Heller-Strasse 16, 24105 Kiel, Germany.
Disclosure Statement
No competing financial interests exist.