
Abstract
This study compares the mechanical, dynamic, and damage behavior of transfemoral prosthetic sockets manufactured from carbon-fiber (OPNC) and flax-fiber (OPNF) composites using vacuum molding with C-Orthocryl resin. Standardized specimens were subjected to tensile, three-point bending, and split-disk tests, while impulse excitation and acoustic emission (AE) analyses were employed to investigate dynamic stiffness, damping, and damage evolution. Fracture surfaces were characterized using scanning electron microscopy (SEM). Under tensile loading, OPNC exhibited higher strength and stiffness (79.9 MPa and 11.9 GPa) than OPNF (63.2 MPa and 6.1 GPa). Similarly, OPNC showed greater circumferential strength in split-disk tests (25.45 MPa) compared with OPNF (19.64 MPa). However, OPNF demonstrated higher strain to failure and a more progressive damage evolution, indicating lower brittleness and greater deformability. In bending, both laminates displayed comparable stiffness, with flexural moduli of 4.83 GPa for OPNC and 4.72 GPa for OPNF. Dynamic analysis revealed higher resonance frequency and damping factor for OPNF (786 Hz and 0.044) than for OPNC (730 Hz and 0.035), whereas OPNC retained a slightly higher dynamic modulus (7.78 GPa vs 7.38 GPa). AE monitoring showed gradual damage accumulation in OPNF, dominated by matrix cracking and delamination, while OPNC exhibited abrupt energy release associated with brittle fiber fracture. SEM observations confirmed stronger interfacial adhesion in OPNF and rapid crack propagation in OPNC. Overall, flax-fiber composites provided a balanced combination of mechanical integrity, damage tolerance, vibration damping, and sustainability, highlighting their potential as an alternative to carbon-fiber composites for prosthetic socket applications.
Keywords
Introduction
Limb amputation leads to major physical disabilities and a reduced quality of life, making prosthetic solutions essential for rehabilitation. According to the World Health Organization (WHO), over 35 million people worldwide require prosthetic or orthotic devices, yet only one in ten has access to them due to high costs, limited production capacity, and a shortage of qualified professionals. 1 This unmet need continues to grow, driven by population aging, demographic expansion, road accidents, and armed conflicts, which cause traumatic injuries and amputations.1,2 Among traumatic amputations, those involving the lower limbs, particularly unilateral cases, account for a large share of disability and functional impairment. The prosthetic socket is a custom structural component that forms the biomechanical interface between the amputee’s residual limb and the artificial leg. Because it is subjected to considerable mechanical stresses (compression, torsion, and shear), it must provide optimal stability while maintaining user comfort and preventing skin injuries. However, even among users who receive prosthetic devices, acceptance remains a major challenge: prosthesis rejection rates exceed 24%, primarily due to discomfort, poor fit, or limited functionality, as reported by Varsavas et al. 3 These challenges underline the importance of investigating the materials used in socket fabrication, particularly through the evaluation of their mechanical performance.
Although the prosthetic socket is essential, the lack of recognized standards and guidelines for its design and mechanical testing limits our understanding of its physical and mechanical properties. 4 Consequently, innovation, particularly in the use of new composite materials, is slowed down. As highlighted by recent reviews,4,5 standardized procedures are urgently needed to correlate material structure, mechanical performance, and clinical comfort. Composite materials are the most widely used option for socket fabrication due to their high strength-to-weight ratio, ease of shaping, and design flexibility. Among these materials, carbon-fiber-reinforced socket laminates are widely used in clinical practice because they provide high stiffness, high strength-to-weight ratio, and good load-bearing capacity for lower-limb prosthetic sockets. Several studies have investigated carbon-based prosthetic socket laminates, including the effect of Perlon layers, carbon-fiber layers, stacking sequence, creep behavior, fatigue response, and numerical performance prediction. Sharaf et al. 6 characterized laminated carbon fiber with Perlon layers for prosthetic socket applications using experimental and numerical approaches, while Khdr et al. 7 showed that increasing carbon-fiber layers in Perlon-based laminations improved creep resistance and dimensional stability under loading and temperature effects. Tyagi et al. 8 also highlighted the interest of carbon-fiber-reinforced polymer systems for prosthetic applications through PLA-CF composites fabricated by fused filament fabrication. Gariboldi et al. 5 demonstrated that reducing the number of Perlon layers, combined with optimized carbon reinforcement, can maintain or even improve the stiffness and strength of laminated sockets while reducing their weight. Nevertheless, these synthetic laminates rely on non-renewable fibers and petroleum-based resins, which are costly and have a significant environmental impact. However, despite their mechanical advantages, carbon-based laminates remain synthetic systems based on non-renewable fibers and petroleum-based resins, which are costly and have a significant environmental impact. In addition, they may exhibit relatively brittle failure and limited vibration damping, which motivates the search for alternative materials combining sufficient mechanical performance with improved damage tolerance and comfort.
In response, manufacturers and researchers have increasingly investigated natural-fiber-reinforced composites (NFRCs) as sustainable alternatives for lower-limb prosthetic and socket applications.9–11 Flax, jute, hemp, sisal, and recycled polyethylene terephthalate (PET) reinforcements have shown promising mechanical behavior, lower cost, and reduced ecological footprint. Faheed et al. 12 demonstrated that hybrid laminates combining sisal, cotton, and synthetic reinforcements (carbon or glass fibers) exhibit improved flexural and tensile properties. Similarly, Nagarajan et al. 13 developed woven and knitted recycled-PET laminates using vacuum-assisted resin transfer molding (VARTM) and showed that these materials provide satisfactory mechanical strength and durability at a much lower cost. However, as underlined by Faheed (2024), the partial use of synthetic fibers and petro-based resins still limits full recyclability and biodegradability. 14 Sathish et al. 15 recently investigated innovative bio-based composites for prosthetic socket fabrication, combining natural fibers such as flax and jute with nanoscale reinforcements. The mechanical and environmental advantages of plant-based reinforcements, such as flax, jute, kenaf, and hemp, have drawn increasing attention in recent years.16–18 Rahman et al. 19 reported that flax/polypropylene composites provide excellent damping together with competitive tensile strength. Dashatan et al. 20 also showed that flax/epoxy laminates and flax–carbon hybrids exhibit enhanced viscoelastic and vibration-damping performance compared with pure carbon composites. In addition, Fiore et al. 21 and Karmarkar et al. 22 highlighted the influence of fiber orientation, interface adhesion, and hybridization on stiffness, damping, and failure mode in natural-fiber laminates. These properties are particularly relevant for prosthetic sockets, which must combine sufficient rigidity for load transfer with damping capacity for user comfort. However, despite these promising developments, most available studies remain limited to tensile and flexural tests on flat coupons. Direct comparisons with clinically used carbon-based socket laminates are still limited, and studies based on specimens extracted from real sockets remain scarce. This gap motivates the present work.
To address this gap, the present study compared two socket systems manufactured under identical conditions: a conventional synthetic composite, Orthocryl–Perlon–NyGlass–Carbon (OPNC), and a biocomposite, Orthocryl–Perlon–NyGlass–Flax (OPNF), developed as a sustainable alternative. Flexural and tensile coupons were directly extracted from both sockets. Furthermore, this study introduces the split-disk test—an experimental configuration that has, to the best of our knowledge, never been applied to prosthetic sockets. This test allows us to evaluate the circumferential strength, thereby complementing the classic characterization in tension and flexion. Beyond conventional mechanical testing, this research integrates destructive and non-destructive techniques, notably acoustic emission monitoring, impulse excitation testing, and SEM fractography, to evaluate rigidity, strength, and damage progression. By linking acoustic emission signatures to failure mechanisms, the study provides valuable insight into how natural reinforcements can achieve both mechanical reliability and environmental durability. In this way, the study extends conventional coupon-based comparisons by examining specimens extracted from clinically manufactured socket laminates under representative material-level conditions. This study thus contributes to the advancement of eco-efficient prosthetic solutions within a sustainable design approach.
Materials and experimental methods
Shaping of the socket
The prosthetic sockets were manufactured at the National Office for Equipment and Accessories for Disabled People (ONAAPH), Algeria. Fabrication was carried out using the vacuum molding technique, ensuring homogeneous resin distribution and optimized mechanical performance. A gypsum mold was first prepared to accurately replicate the shape of the residual limb (Figure 1). Over this mold, two layers of Perlon (Ottobock, Germany) were applied, followed by two layers of NyGlass (Ottobock, Germany), a reinforced material providing high mechanical strength and flexibility suitable for prosthetic applications. An additional tubular reinforcement oriented at ±45° was then applied using either carbon fibers (Ottobock, Germany) or flax fibers supplied by LimbTex Ltd (United Kingdom). The whole laminate was then impregnated with 617H55 C-Orthocryl lamination resin (Ottobock, Germany), a thermosetting acrylic resin known for its durability, effective fiber impregnation, and excellent mechanical properties. Elaboration of the socket based on flax fibers (OPNF) and carbon fibers (OPNC) using vacuum molding.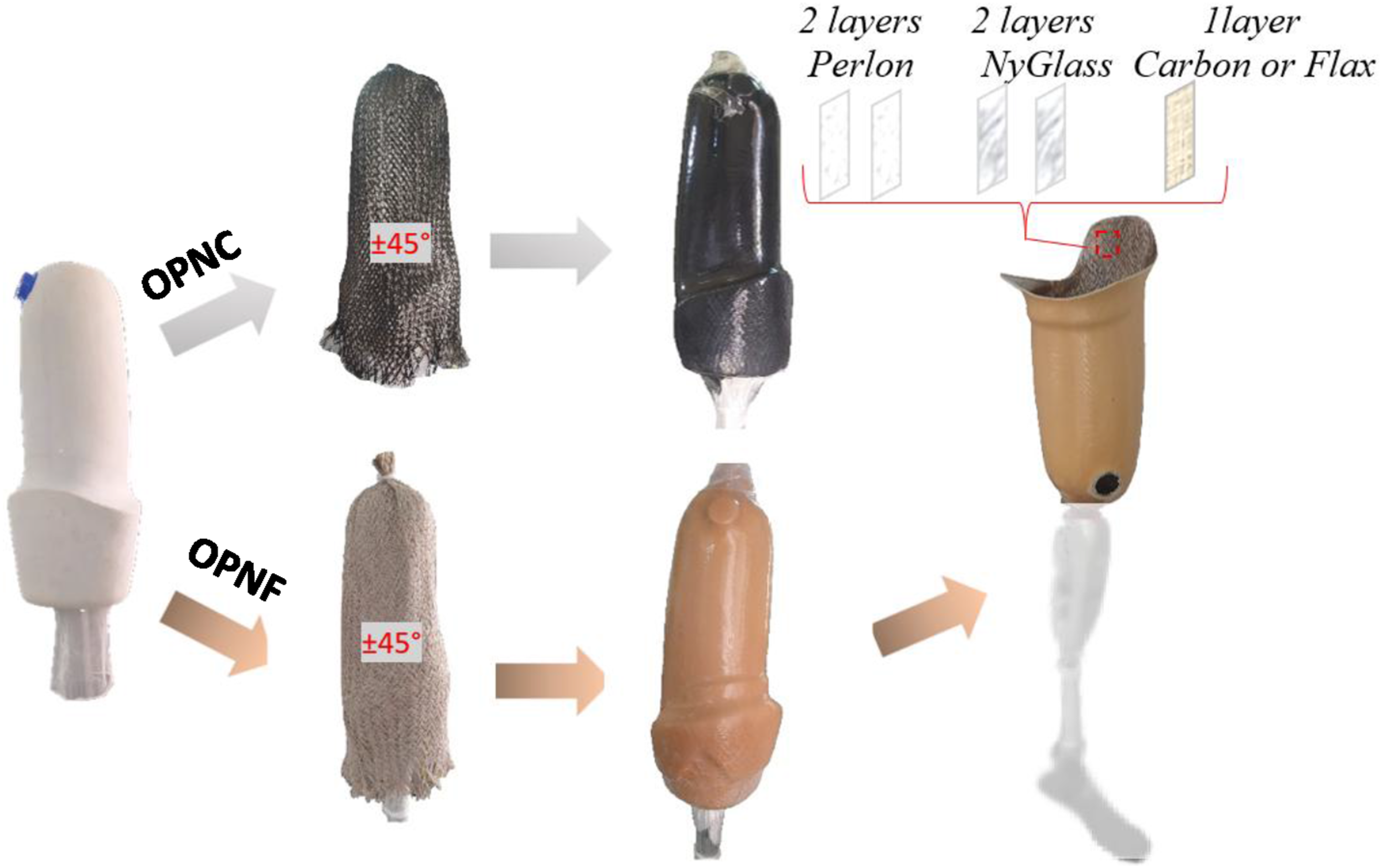
The vacuum polymerization process ensured strong adhesion between the fibers and the resin, resulting in a lightweight and durable prosthetic socket tailored to the biomechanical requirements of amputee patients. Two types of socket configurations were developed based on the reinforcement material: • •
Characterization methods
Mechanical analysis
To accurately evaluate the mechanical properties of carbon fiber-reinforced (OPNC) and flax fiber-reinforced (OPNF) prosthetic sockets, specimens were extracted using laser cutting, and subjected to tensile, flexural, and split-disk tests, following ASTM D638 and ASTM D790 for tensile and flexural characterization, respectively, and ASTM D2290 for split-disk testing (Figure 2). All mechanical tests were performed using an Instron LM-U150 electromechanical testing machine. A 50 kN load cell was employed for the tensile and split-disk tests (Figure 3(a) and (c)), while a 10-kN load cell was used for the flexural test (Figure 3(b)). A constant crosshead speed of 1 mm.min−1 was applied for tensile and split-disk tests, while 2.5 mm.min−1 was used for the flexural test. (a) Fabricated socket, (b) tensile specimens, (c) flexural specimens, and (d) split-disk specimens. Mechanical and coupled AE testing setup: (a) tensile test, (b) flexural test, and (c) split disk test.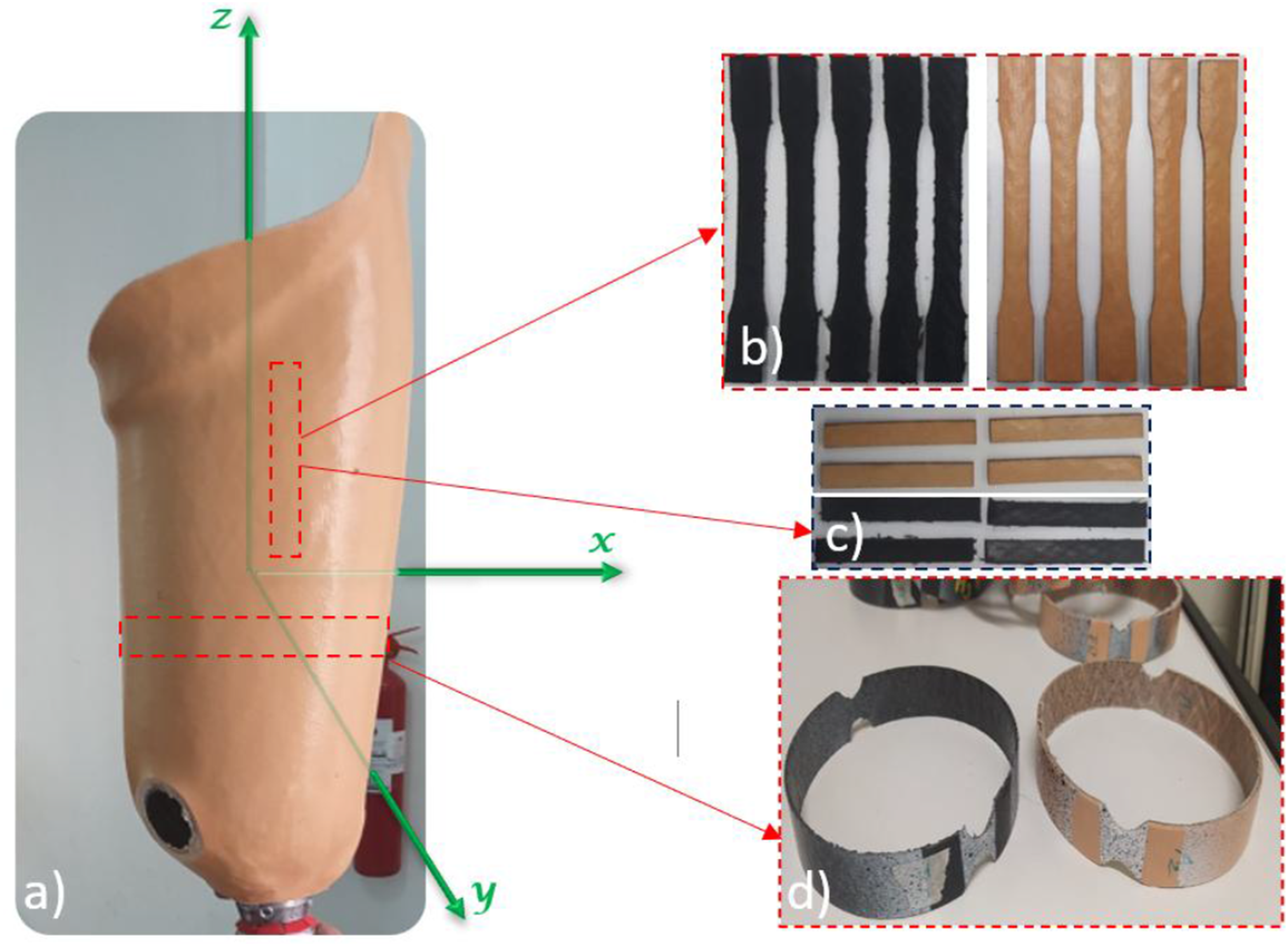
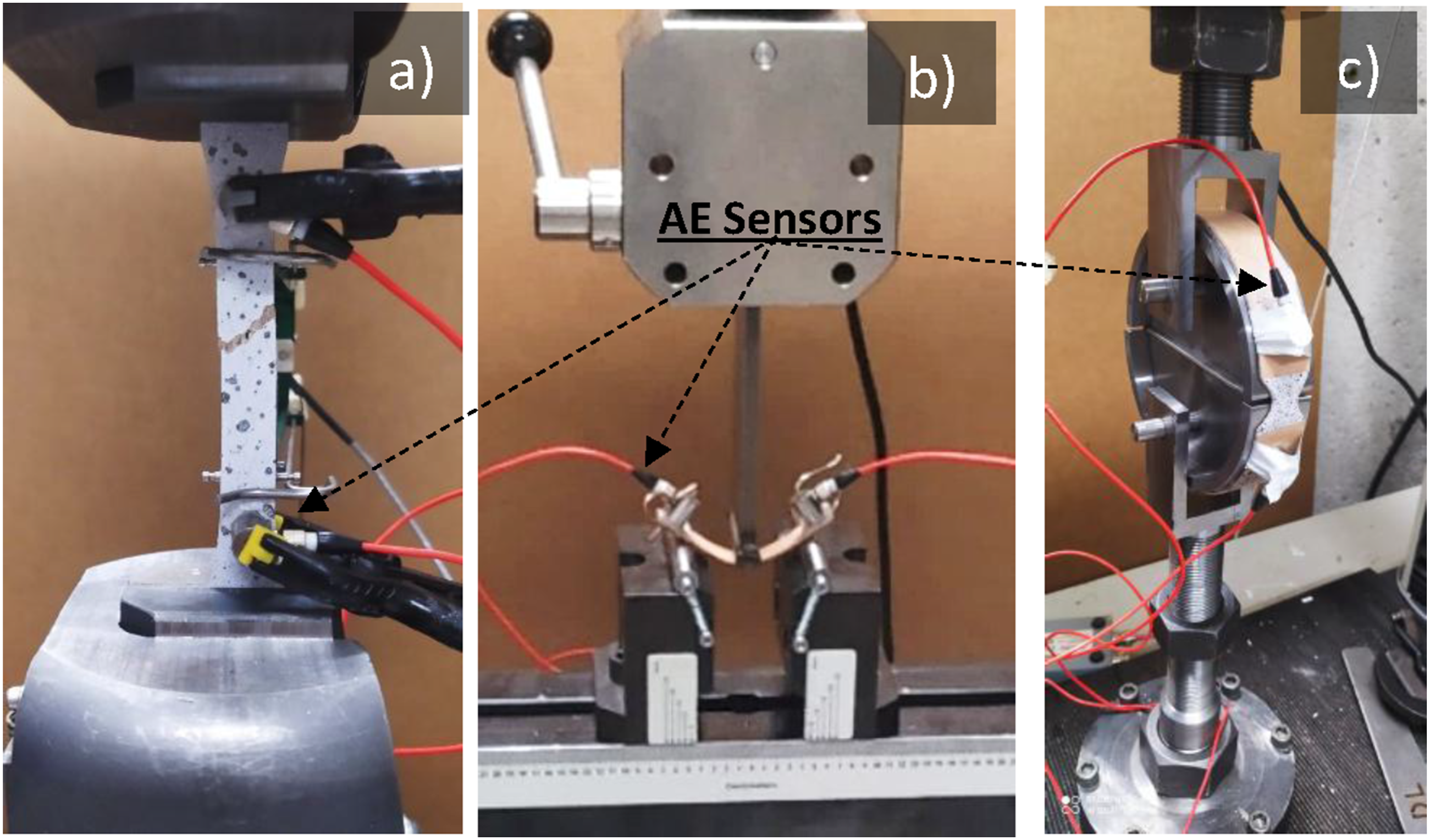
To monitor damage during mechanical testing, acoustic emission (AE) measurements were performed using a two-channel system (Physical Acoustics Corporation, MISTRAS, USA) operating at a sampling frequency of 4 MHz with a 40 dB preamplifier. Two MICRO-80 sensors (100–1000 kHz) were attached to the specimen using clamps and silicone grease to ensure good signal transmission. A detection threshold of 35 dB was used, and the AE parameters were set to 50 μs for peak definition time (PDT), 150 μs for hit definition time (HDT), and 300 μs for hit lockout time (HLT). In addition, post-test microstructural observations were carried out using a Hitachi SU1510 scanning electron microscope (SEM) (Japan) equipped with an Oxford X-Max 20 mm2 EDX detector and operating at 15 kV, in order to identify the main damage mechanisms and support the interpretation of the AE results for both OPNC and OPNF composites.
Impulse excitation measurements
The fundamental resonance frequency of flexural specimens from OPNC and OPNF composites was determined using an acoustic impulse excitation device (IMCE, Belgium). This non-destructive technique enabled the calculation of the dynamic Young’s modulus, providing additional insight into their elastic behavior. 23 The procedure followed the ASTM E1876 standard, ensuring accurate and repeatable measurements of the materials’ stiffness and damping characteristics. 24
Results and discussion
Tensile test
The tensile behavior of the carbon (OPNC) and flax (OPNF) fiber-reinforced prosthetic sockets is presented in Figure 4(a). The tensile curves showed an initial elastic phase for all samples, followed by a nonlinear region that marked the onset of progressive damage leading to final failure. This behavior was typical of fiber-reinforced polymer laminates, in which both fibers and matrix shared the applied load until interfacial debonding or fiber breakage occurred. When comparing the two materials, a clear distinction emerged. The carbon-based composite (OPNC) showed higher tensile strength and stiffness than OPNF, with an average maximum stress of about 79.9 MPa and an elastic modulus close to 11.9 GPa, compared with 63.2 MPa and 6.1 GPa for the flax-based composite. This difference can be explained by the higher intrinsic stiffness and load-carrying capacity of carbon fibers. In contrast, OPNF exhibited a slightly higher strain to failure (≈2.1%), which indicates greater deformability before rupture and a less brittle tensile response. These results suggest that OPNC is more suitable when high tensile resistance is required, whereas OPNF offers a more progressive failure behavior. Tensile (a) and Flexural stress–strain curves (b) of carbon (OPNC) and flax (OPNF) fiber-reinforced C-Orthocryl composites.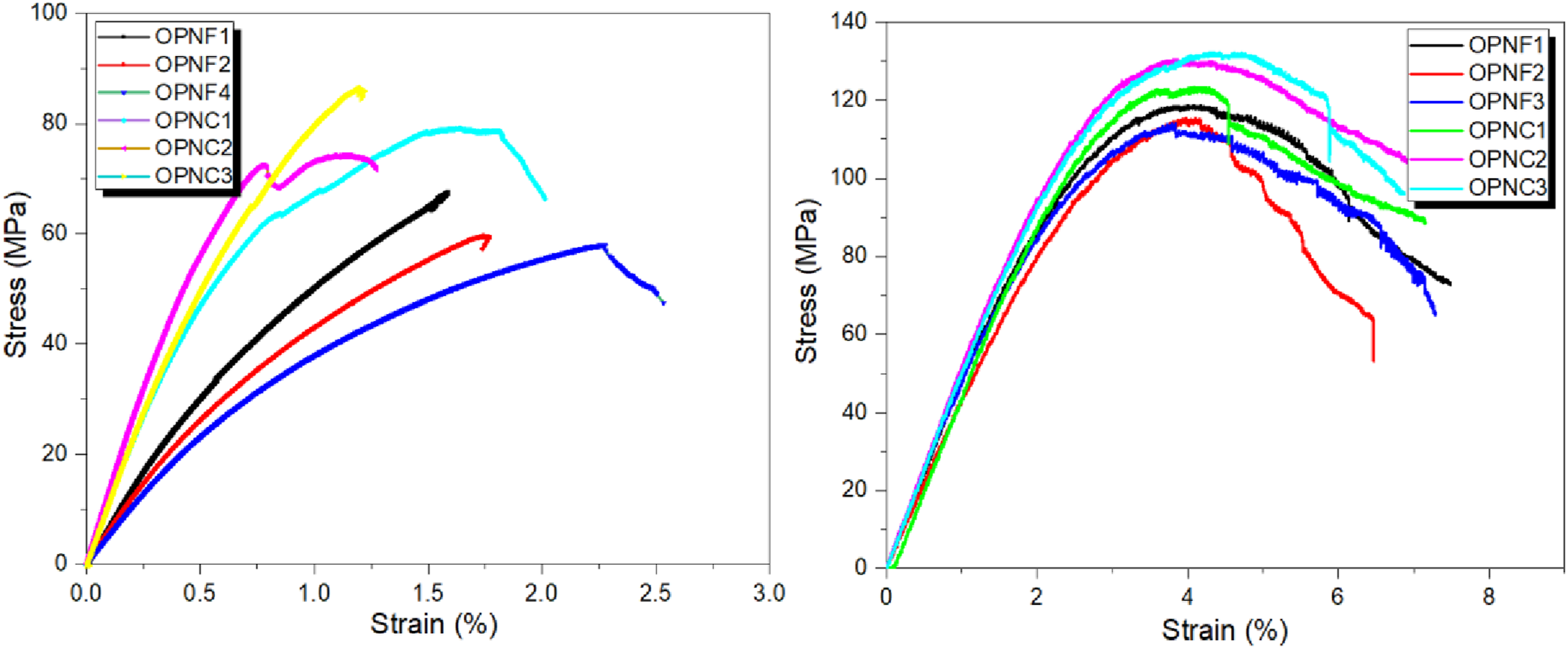
Tensile properties of OPNC and OPNF compared to other materials from the literature with a single reinforcement layer.
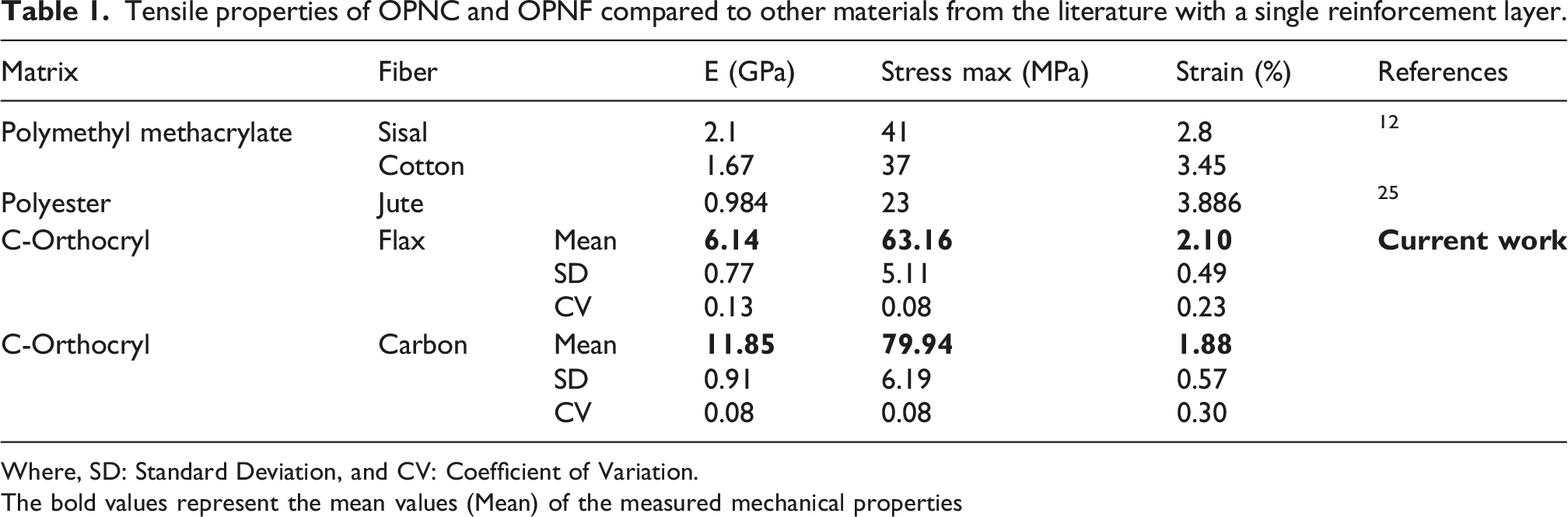
Where, SD: Standard Deviation, and CV: Coefficient of Variation.
The bold values represent the mean values (Mean) of the measured mechanical properties
Flexural behavior
Average flexural properties of carbon (OPNC) and flax (OPNF) fiber-reinforced C-Orthocryl composites.
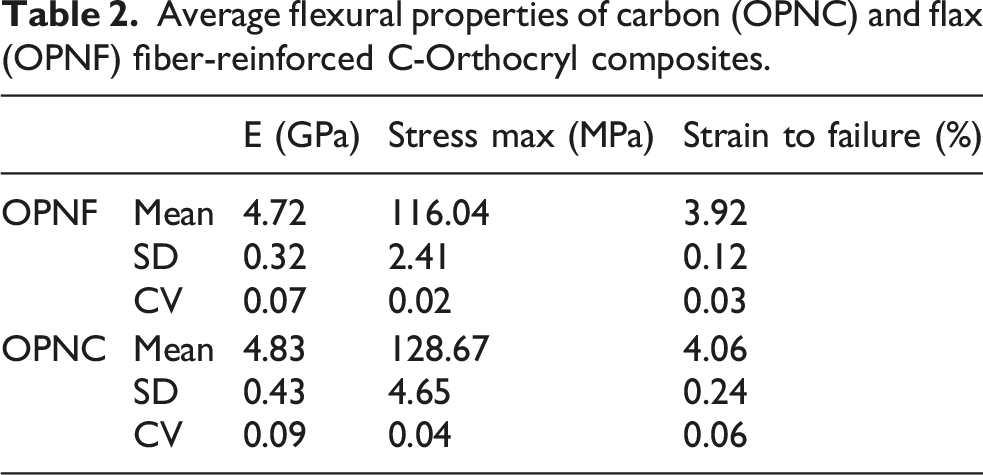
Taken together, these findings indicated that flax-fiber composites offered a sustainable and credible alternative to carbon-fiber systems for the fabrication of prosthetic sockets.
Impulse excitation
Dynamic mechanical properties of carbon (OPNC) and flax (OPNF) fiber-reinforced C-Orthocryl composites obtained by the impulse excitation technique.
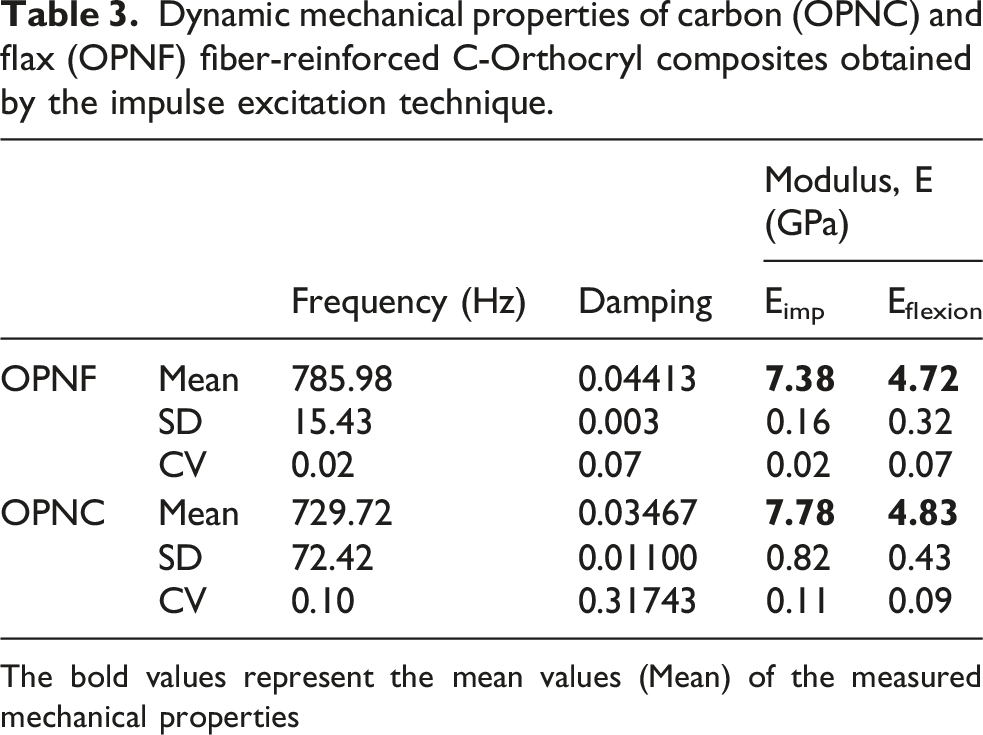
The bold values represent the mean values (Mean) of the measured mechanical properties
Split disk analysis
The circumferential tensile behavior of the carbon (OPNC) and flax-based (OPNF) prosthetic socket composites was evaluated using the split-disk test (ASTM D2290). This configuration simulated the hoop stresses typically acting on transfemoral sockets under service loads, allowing a direct assessment of their circumferential tensile strength and associated failure mechanisms. The representative stress–strain curves are shown in Figure 5, and the averaged results were summarized in Table 4. Typical stress–strain curves obtained from the split-disk test for carbon- (OPNC) and flax-based (OPNF) C-Orthocryl composites. Average circumferential tensile properties obtained from the split-disk test for carbon- (OPNC) and flax-based (OPNF) C-Orthocryl composites.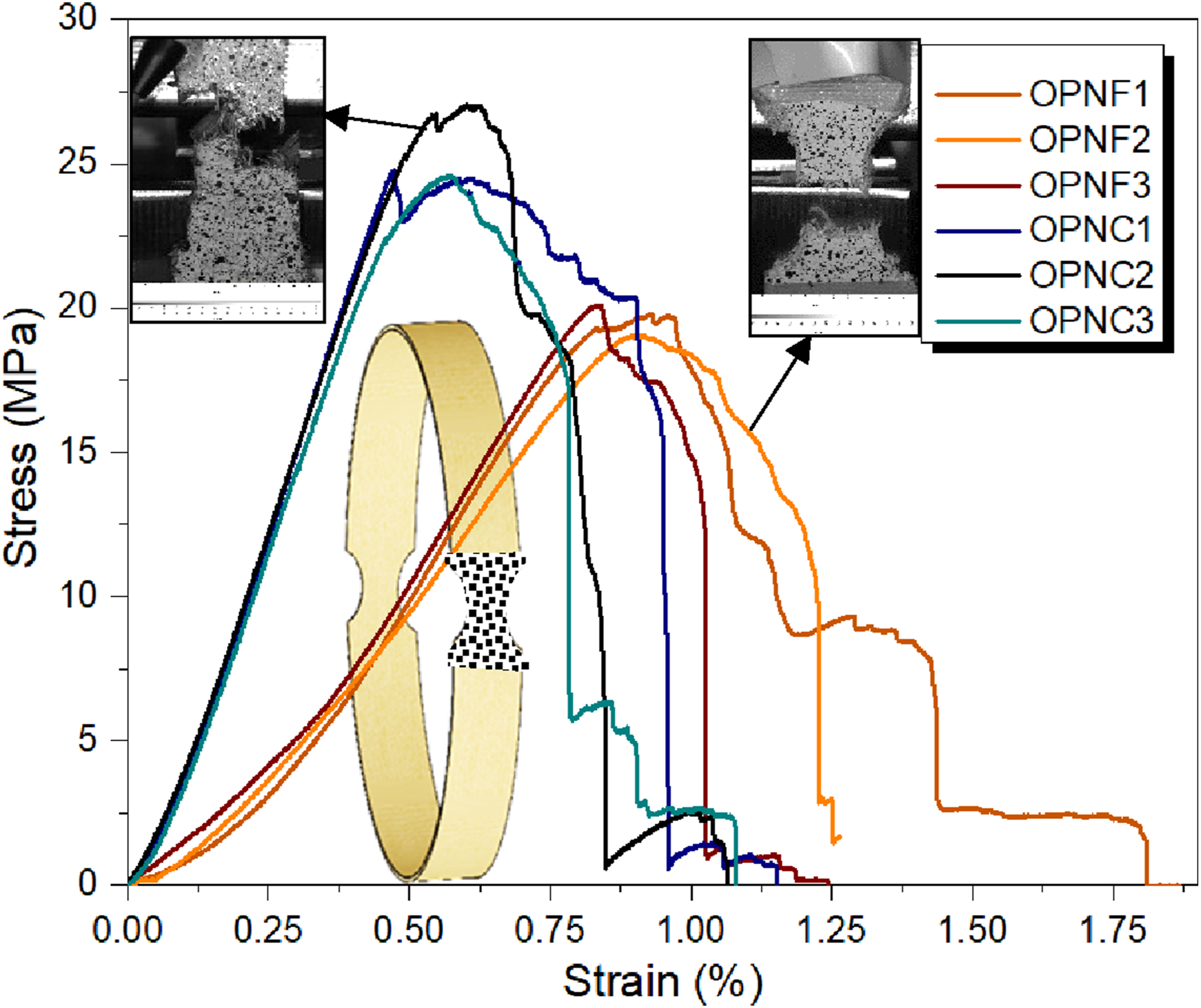
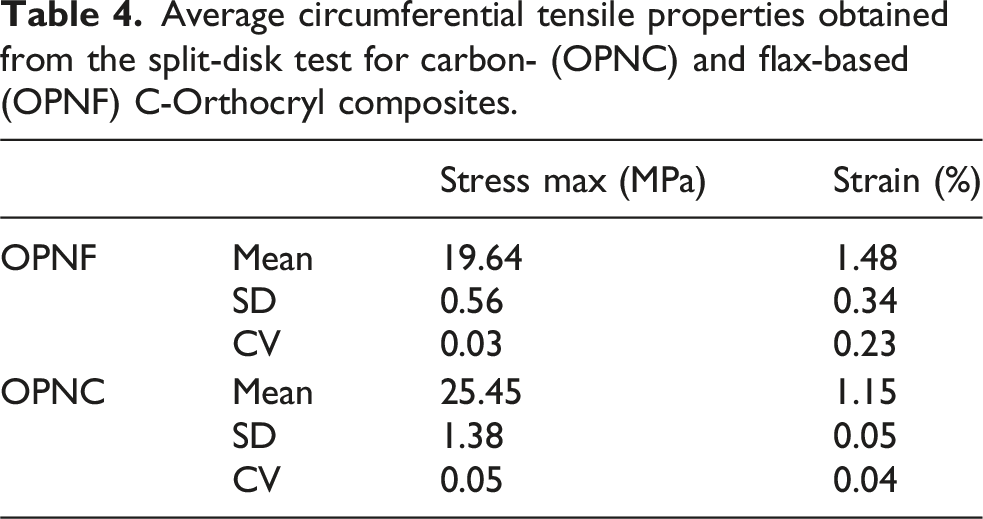
The stress–strain responses in Figure 5 revealed clear mechanical differences between the two materials. The carbon-fiber laminate (OPNC) reached a higher maximum circumferential stress (≈25.45 MPa) but failed abruptly after the peak, reflecting a brittle fracture mode with limited energy dissipation. In contrast, the flax-fiber laminate (OPNF) attained a lower maximum stress (≈19.64 MPa) but showed a higher strain to failure (≈1.48%), indicating a more gradual, energy-absorbing, and damage-tolerant failure process. The progressive failure behavior of OPNF resulted from the intrinsic architecture of natural fibers, in which matrix microcracking, diffuse interfacial damage, and gradual fiber–bundle separation allowed the load to redistribute throughout the laminate. This mechanism produced a less abrupt and more gradual failure process, which is reflected in the higher strain at failure observed for OPNF. Similar progressive damage behavior has been reported in natural-fiber and hybrid composite laminates, where matrix cracking, interfacial debonding, fiber pull-out, and delamination contribute to gradual damage evolution before final failure.26–28 In contrast, OPNC exhibited a more localized and abrupt fracture mode. After reaching the maximum circumferential stress, the carbon laminate failed rapidly, consistent with its higher stiffness and a more brittle crack-propagation path. The clean separation of the fracture surfaces suggested that load transfer was dominated by fiber directionality, with limited ability to dissipate energy once the peak stress was reached.
Although OPNF developed a lower ultimate hoop strength than OPNC, its smoother and more progressive failure evolution may provide functional advantages in transfemoral sockets, especially under dynamic loading where localized stress peaks occur during gait. By contrast, the higher stiffness of OPNC enhances load-bearing capacity but may also increase stress transmission to the residual limb, potentially affecting overall comfort.
Comparative AE damage analysis
Acoustic emission (AE) monitoring, combined with principal component analysis (PCA) and unsupervised K-means clustering, was used to follow damage evolution in the flax-fiber (OPNF) and carbon-fiber (OPNC) prosthetic socket composites under tensile, flexural, and circumferential loading. This combined approach has already been used in several studies on composite laminates and has proven effective for distinguishing AE signals associated with different damage mechanisms.29–33 Under tensile loading (Figure 6), both laminates showed three clearly distinguishable stages. During the first stage, the stress–time curve remained linear and no significant AE activity was detected, indicating essentially elastic behavior without noticeable internal damage. AE activity started at the onset of nonlinear deformation, at about 15 MPa for OPNF and 43 MPa for OPNC, suggesting the initiation of matrix microcracking and early interfacial degradation. This observation is consistent with previous studies showing that the matrix is generally the weakest constituent of the laminate and governs the earliest AE events.26,34,35 Stress and cumulative energy versus time during tensile test: (a) OPNF composite and (b) OPNC composite.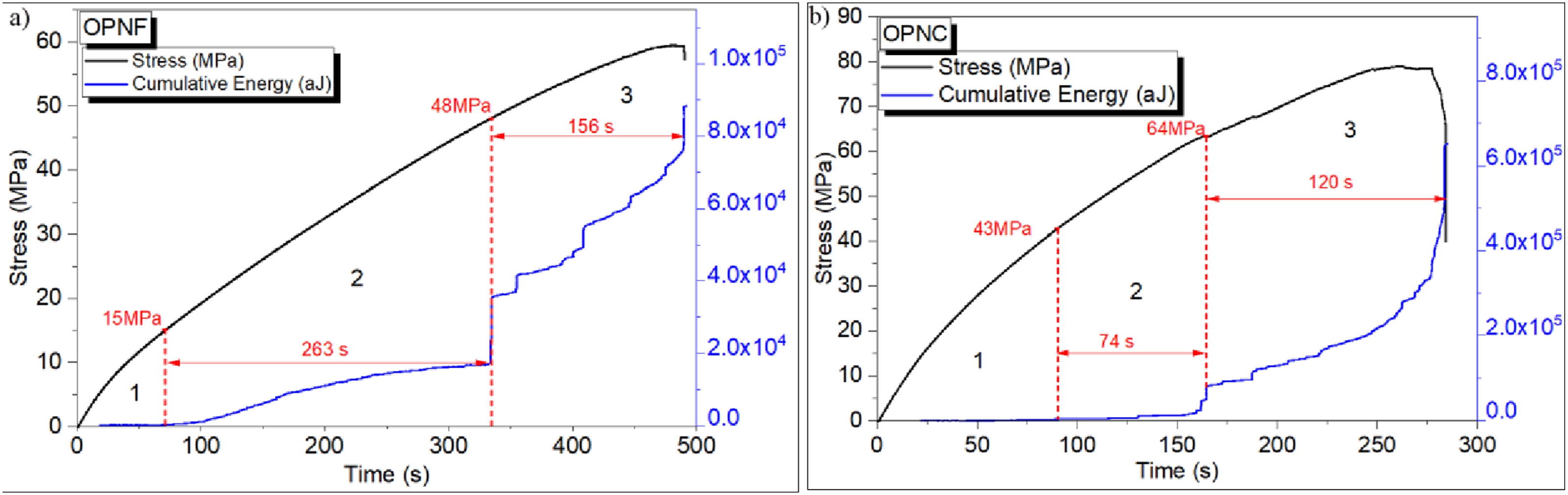
The second stage lasted much longer in OPNF (about 263 s) than in OPNC (about 74 s), indicating that damage developed more gradually and remained more diffuse in the flax laminate. In contrast, the carbon laminate showed faster and more localized damage initiation. Stage 3 began at around 48 MPa for OPNF and 64 MPa for OPNC and was marked by a pronounced increase in cumulative AE energy, indicating the activation of additional damage mechanisms. In OPNF, this increase remained progressive and occurred through successive overlapping events, consistent with matrix cracking, delamination, and fiber fracture developing in a more distributed manner. By contrast, OPNC showed a sharp rise in AE energy just before failure, reflecting a more abrupt damage evolution and a brittle fracture mode dominated by fiber breakage.
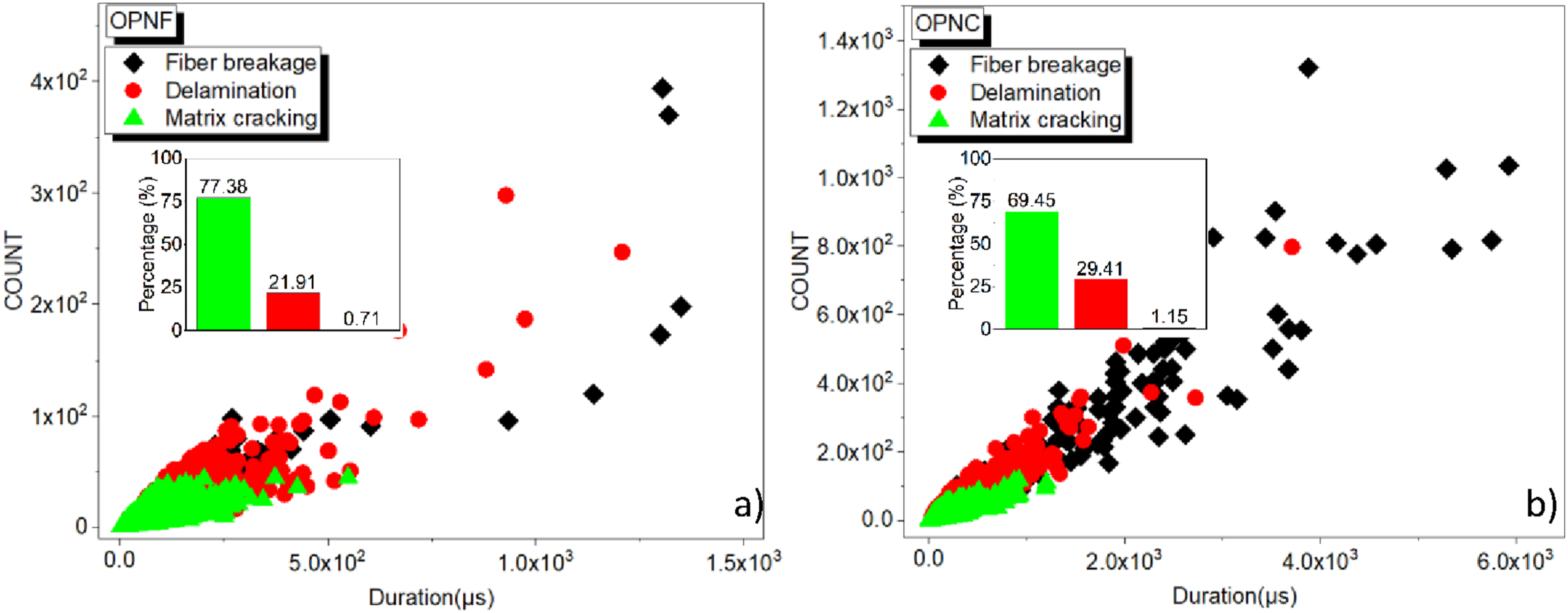
The clustering statistics from the tensile tests (Figure 7) support this interpretation. Matrix cracking remained the dominant AE mechanism in both materials (≈77% for OPNF and ≈69% for OPNC), whereas OPNC showed slightly higher proportions of delamination (≈29% vs ≈22%) and fiber breakage (≈1.15% vs ≈0.71%). This confirms its greater tendency toward localized and brittle fracture. According to the interfacial fracture framework described by Teklal et al.,
27
strong interfaces may promote abrupt fiber-dominated failure, whereas more compliant interfaces can dissipate energy through progressive interfacial cracking. This helps explain why OPNC released energy more suddenly at failure, while OPNF showed a more gradual and distributed AE response. AE clustering map during tensile test for: (a) OPNF composite and (b) OPNC composite.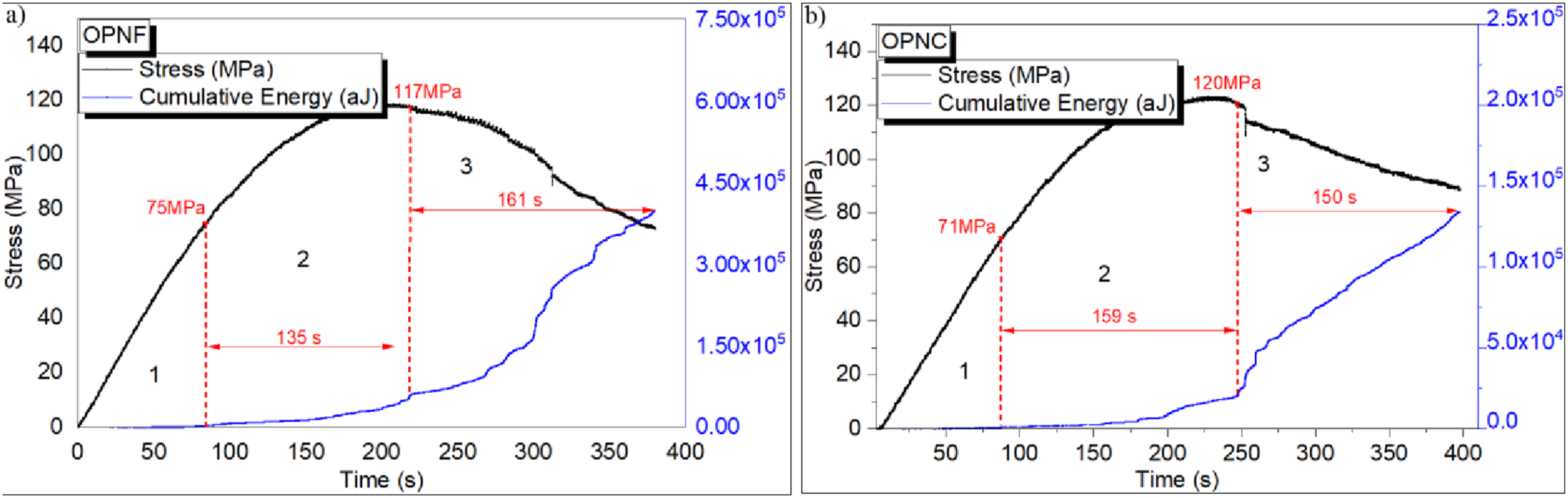
Under flexural loading (Figure 8), the same three stages were identified, although the differences between the two composites were less pronounced. This was expected because bending imposed a load transverse to the fiber direction, making the mechanical response largely governed by the matrix and the fiber–matrix interface. AE activity started at nearly the same stress level for both materials (about 75 MPa for OPNF and 71 MPa for OPNC), indicating the onset of transverse matrix cracking. Stage 3 started at approximately 117 MPa for OPNF and 120 MPa for OPNC and reflected the development of interlaminar cracks, delamination, and fiber-related damage. The clustering results in Figure 9 confirm that matrix cracking remained the dominant mechanism (≈55% for OPNF and ≈63% for OPNC). However, OPNF generated a slightly higher proportion of fiber-related events, likely because flax bundles are made of multiple elementary fibers, which promotes a more progressive damage process and improves damage tolerance. Stress and cumulative energy versus time during flexural test: (a) OPNF composite and (b) OPNC composite. AE clustering map during flexural testing for: (a) OPNF composite and (b) OPNC composite.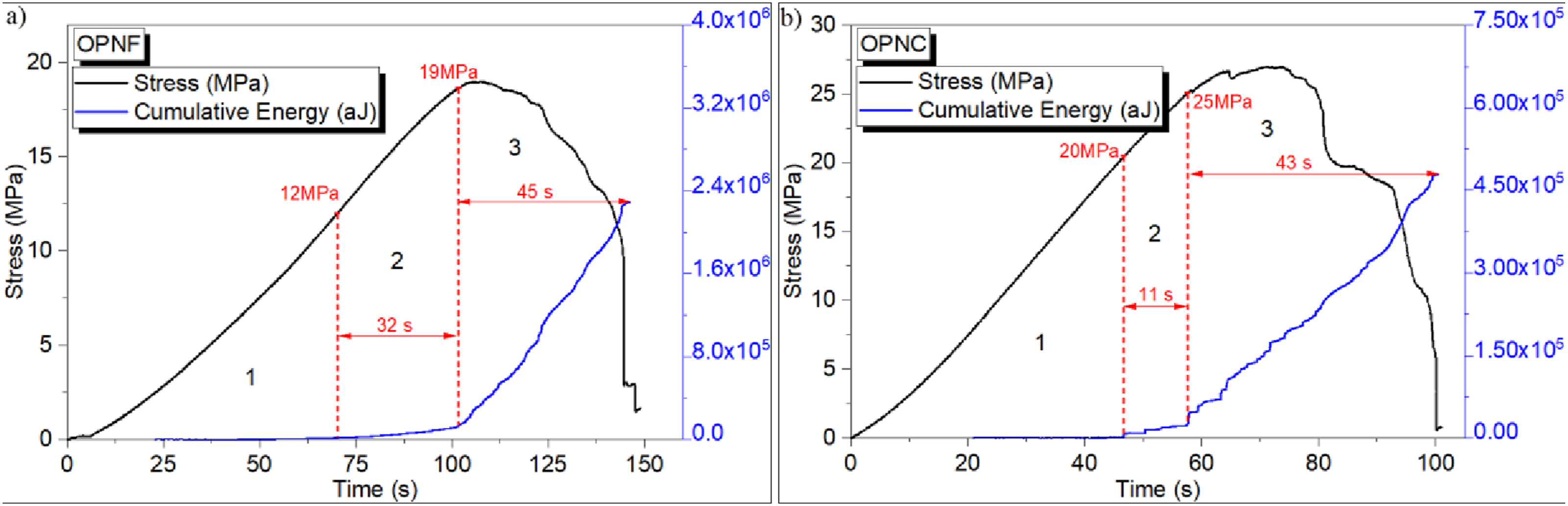
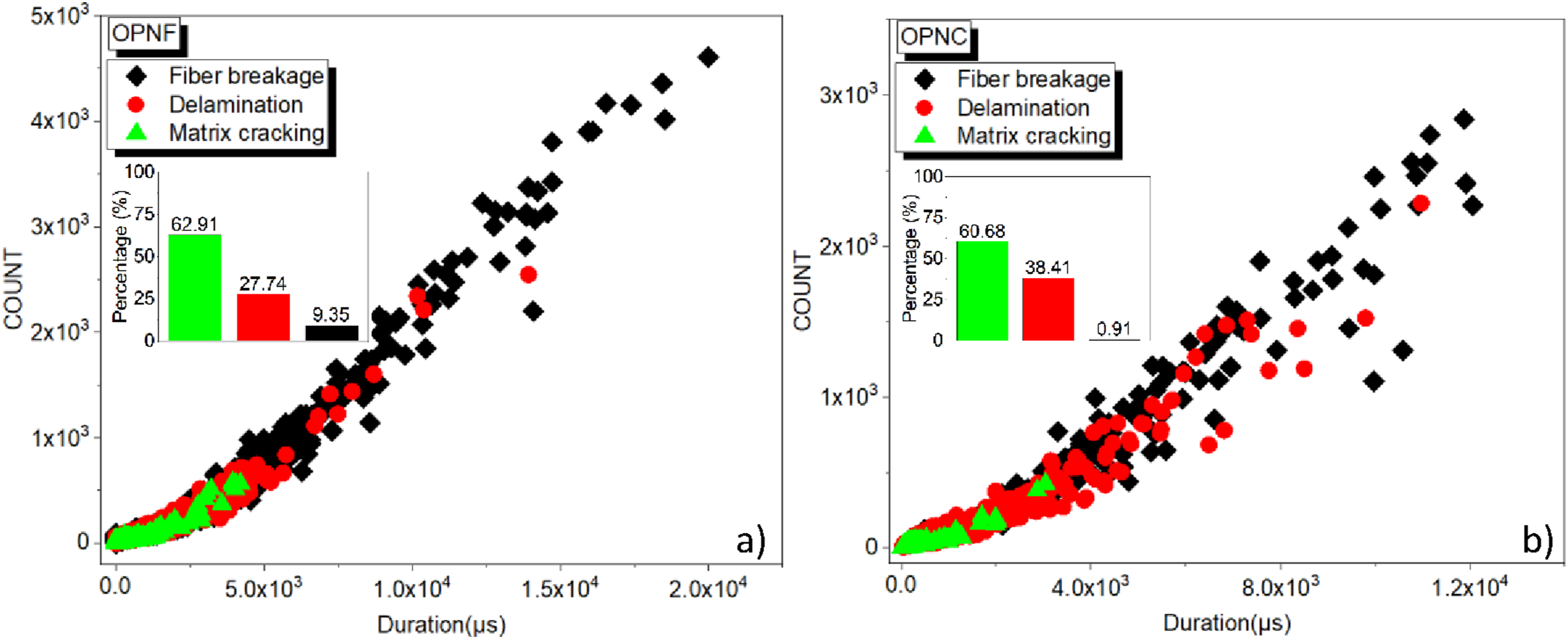
In the split-disk tests (Figure 10), AE activity appeared during the second stage at around 12 MPa for OPNF and 20 MPa for OPNC. This stage lasted considerably longer in the flax laminate (≈32 s) than in the carbon laminate (≈11 s), indicating that circumferential stresses were relaxed progressively in OPNF through matrix cracking and interfacial damage, whereas OPNC stored more elastic energy with minimal early dissipation. Stage 3 began near 19 MPa for OPNF and 25 MPa for OPNC and was marked by a distinct increase in cumulative AE energy. For both materials, the overall evolution remained gradual and occurred over similar durations, suggesting stable crack propagation and progressive delamination coupled with fiber damage. However, the underlying mechanisms differed. As shown in Figure 11, matrix cracking remained dominant in both laminates (≈63% for OPNF and ≈61% for OPNC), but OPNF exhibited a much larger contribution of fiber-related events (about 9%) compared with OPNC (less than 1%). This suggests that OPNF dissipated more stored energy through gradual bundle defibration and elementary fiber damage, while OPNC released most of its energy abruptly at final fracture. Stress and cumulative energy versus time during split disk test: (a) OPNF composite and (b) OPNC composite. AE clustering map during split disk test for: (a) OPNF composite and (b) OPNC composite.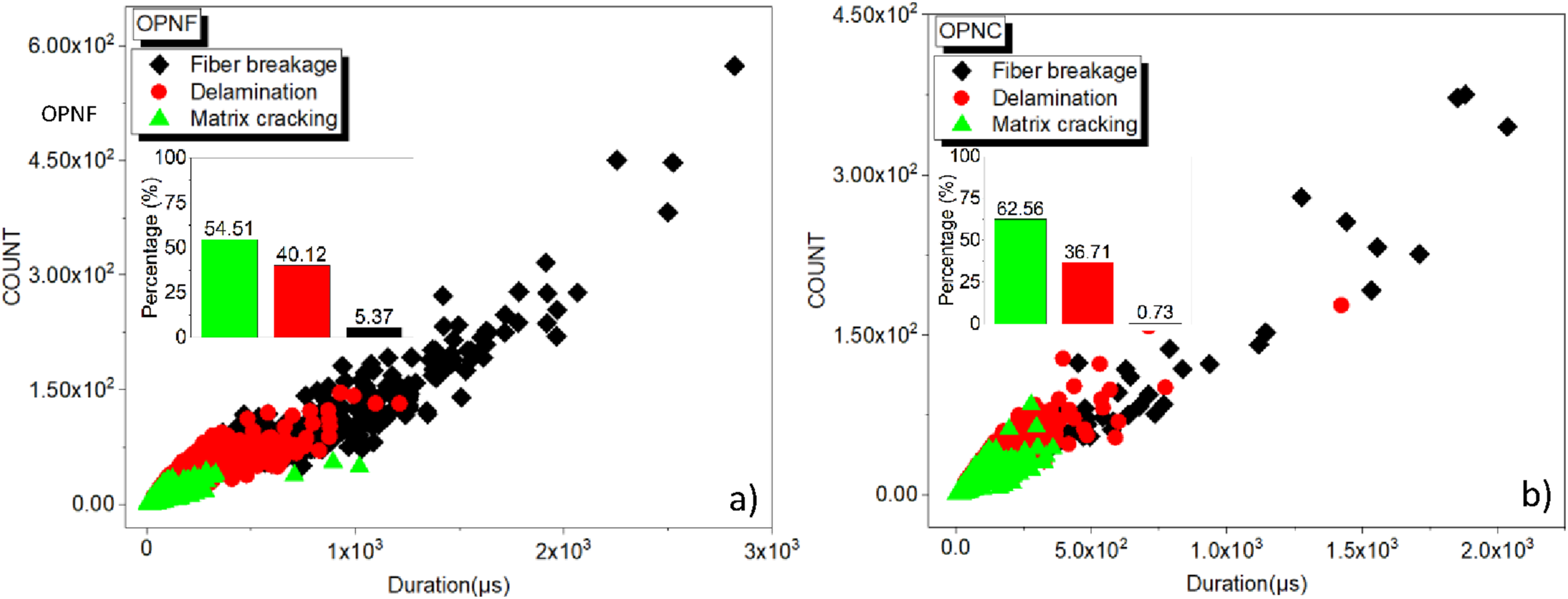
Overall, the AE analysis showed that OPNF consistently exhibited a more progressive, energy-dissipative, and damage-tolerant behavior under all loading modes, while OPNC exhibited a more brittle, localized, and sudden failure pattern, especially near ultimate load.
SEM analysis
The SEM fractographic observations corroborated the AE findings by providing additional insight into the failure mechanisms of the flax-fiber (OPNF) and carbon-fiber (OPNC) composites after mechanical loading. After the tensile tests (Figure 12), the OPNF specimens showed rough, irregular fracture surfaces with noticeable resin adhesion on the fibers and partially torn matrix ligaments (Figure 12(a) and (c)). This morphology suggests that the fibers and matrix had remained well bonded throughout most of the loading process and that damage developed progressively rather than abruptly. Similar features have been reported in natural-fiber laminates with good interfacial adhesion, where surface roughness promotes improved stress transfer across the interface.15,28,36 In contrast, the carbon laminate (OPNC) showed smoother and more planar fracture surfaces (Figure 12(b) and (d)). The carbon fibers appeared cleanly broken and carried very little residual resin, which is consistent with a more brittle fracture path and more limited matrix retention at the fiber surface. Such clean and relatively featureless fracture planes agree with the observations reported by Ma et al.
37
for carbon laminates exhibiting abrupt failure and limited energy-dissipation mechanisms. SEM micrographs showing the fracture surfaces of OPNF (a, c) and OPNC (b, d) composites after tensile testing.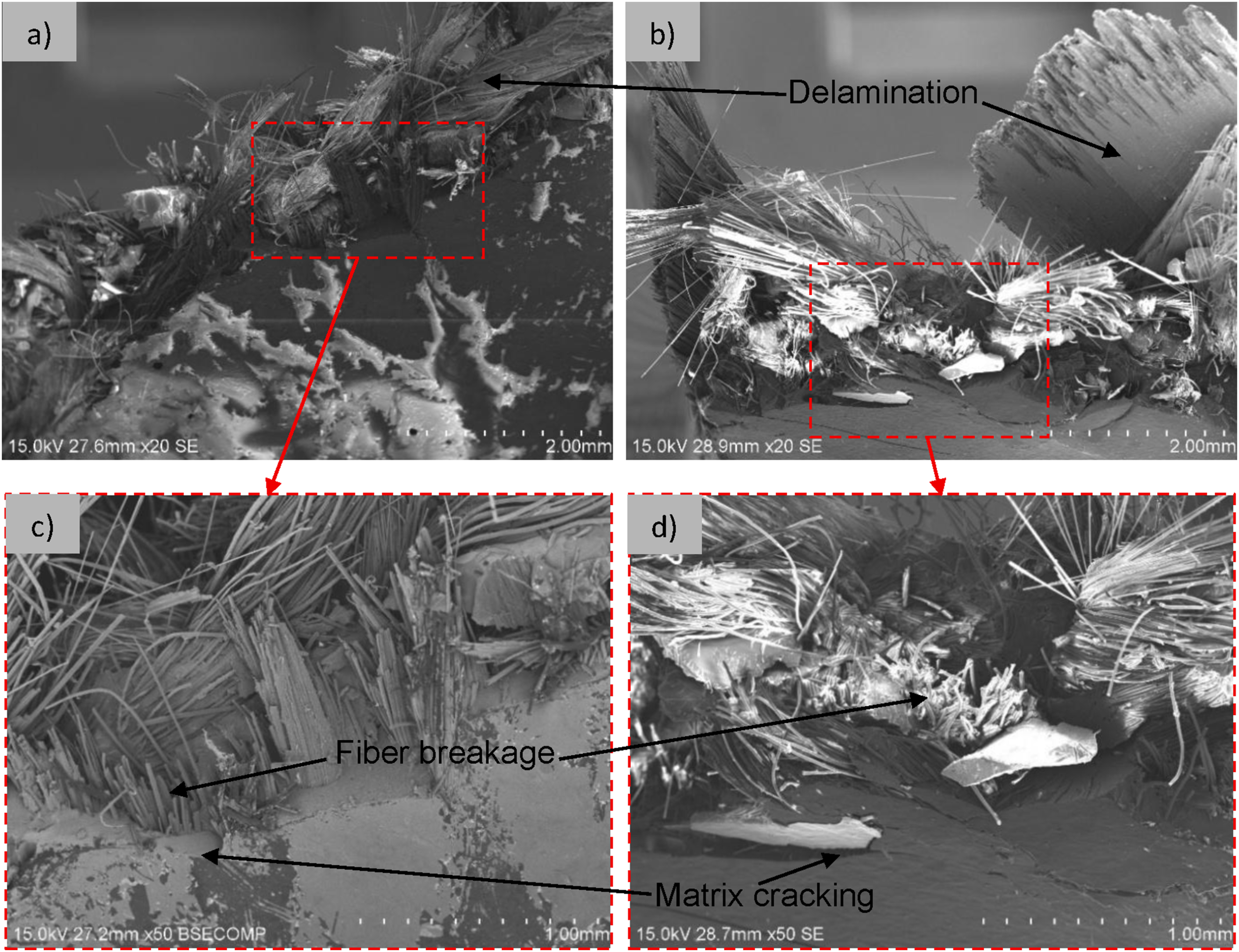
The split-disk specimens (Figure 13) revealed the same contrast between the two composites. OPNF again exhibited rough fiber surfaces partially coated with resin and matrix layers that fractured in a tortuous manner (Figure 13(a) and (c)). SEM micrographs showing the fracture surfaces of OPNF (a, c) and OPNC (b, d) composites after split disk testing.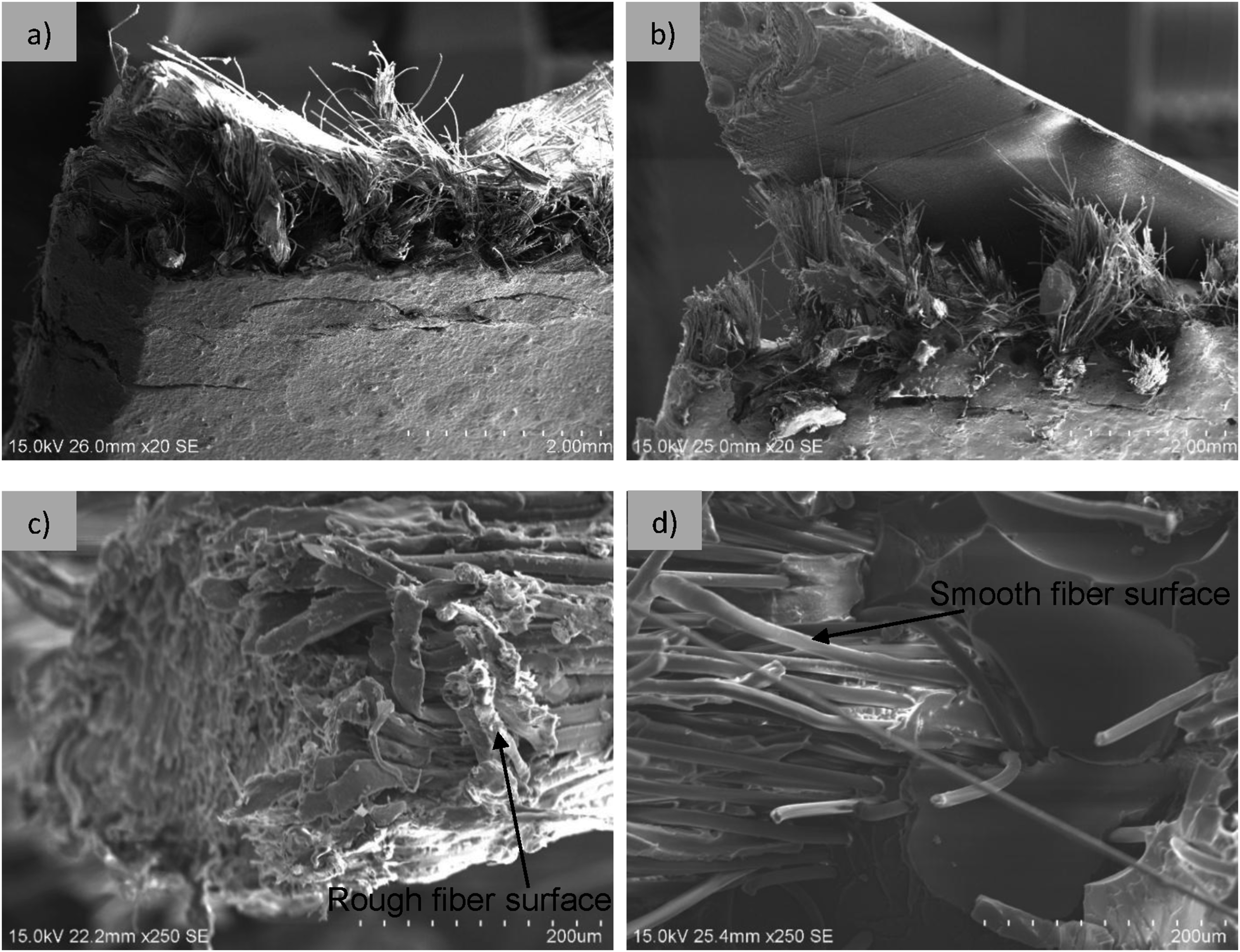
This suggests that the interface remained effective under the circumferential loading conditions generated during the split-disk test, up to the later stages of deformation and before final fracture. The irregular topography and remaining resin indicate that damage progressed through several interacting mechanisms, including interfacial separation and microcracking, which helped distribute and dissipate the stored energy. In contrast, OPNC exhibited smooth and clean fiber surfaces with almost no attached matrix (Figure 13(b) and (d)), confirming that circumferential failure occurred more rapidly through interfacial debonding and brittle delamination.
Overall, the SEM observations are consistent with the AE findings. OPNF failed in a more gradual and energy-dissipative manner, in agreement with the progressive cumulative AE evolution and the higher proportion of fiber-related AE events. OPNC, on the other hand, failed more abruptly, which is consistent with its sudden AE bursts and limited early damage activity. Taken together, these results indicate that OPNF exhibits a more damage-tolerant failure mode, making it a promising sustainable alternative for prosthetic socket applications.
Conclusion
This study provided a comparative mechanical, dynamic, and microstructural assessment of carbon-fiber (OPNC) and flax-fiber (OPNF) laminates manufactured for transfemoral prosthetic sockets. OPNC showed higher tensile and circumferential strength, reflecting its greater load-bearing capacity. In contrast, OPNF exhibited higher deformability, better damping behavior, and a more progressive damage evolution, especially under tensile and split-disk loading. Under flexural loading, both materials showed similar flexural stiffness, although OPNF displayed a more stable damage progression.
Acoustic emission monitoring combined with multivariate clustering clarified the sequence of damage mechanisms in both laminates. OPNF was mainly governed by matrix cracking, gradual interfacial degradation, and controlled delamination, resulting in a progressive and pseudo-ductile fracture process. OPNC, on the other hand, accumulated little early damage and transitioned rapidly to localized fiber breakage, resulting in a more brittle fracture mode. SEM observations supported these findings: OPNF showed textured, resin-rich fiber surfaces that indicated effective load transfer, while OPNC exhibited clean carbon-fiber facets typical of brittle delamination with limited interfacial participation.
Overall, OPNF appears to be a promising alternative for prosthetic socket applications where progressive failure behavior and vibration attenuation are desirable, while OPNC remains advantageous when higher structural strength is the main requirement. Future work should include fatigue testing, interface optimization, and full-socket evaluation to better assess the long-term performance of these materials.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by DGRSDT (Direction Générale de la Recherche Scientifique et du Développement Technologique, Algeria).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.