
Abstract
Low-pressure powder injection moulding (LPIM) has advanced through developments in feedstock formulation, mould-filling simulation, thermal wick-debinding, and sintering of irregular metallic powders. This review focuses specifically on the wax-based, backbone-free branch of LPIM, in which thermal wick-debinding is the distinctive binder-removal route, as this is where the most recent quantitative progress has occurred. It synthesizes these developments and identifies the gaps that define the next phase of LPIM research. Wax-based binder formulations have been developed for stainless steels, iron, titanium, and Inconel 718, with solid loadings up to 62 vol.% and viscosities below 20 Pa·s. Numerical simulation has evolved from qualitative flow-pattern matching to quantitative in-cavity pressure validation, and current models reproduce experimental pressures with errors of 30%–64% across complex geometries. Thermal wick-debinding, the distinctive debinding route for backbone-free LPIM feedstocks, has been placed on a quantitative footing through a coupled experimental and COMSOL-based study. Sintering studies of irregular water-atomized iron powders, matched to optimized debinding and sintering schedules, have achieved densities and tensile properties comparable to those obtained with spherical gas-atomized feedstocks, supporting a lower-cost route to structural LPIM components. The review concludes with five research opportunities: closing the simulation–experiment gap; systematically studying the green-density–sintered-density relationship that distinguishes LPIM from HPIM, including dimensional accuracy and shrinkage anisotropy; extending to reactive and oxidation-sensitive alloys; integrating with material extrusion additive manufacturing, including SLA-printed and sacrificial mould strategies; and developing sustainable wax recovery, biosourced binders, and reduced-energy debinding routes.
Keywords
Introduction
Near-net-shape manufacturing of complex, small-to-medium metal and ceramic components remains a demanding problem in advanced manufacturing. For geometries that are uneconomical to machine, too small or too intricate to cast, and too slow or expensive to produce by metal additive manufacturing, powder injection moulding (PIM) has for four decades offered the leading process route. PIM builds a part by mixing powder with a polymer binder, injecting the feedstock into a mould cavity, removing the binder, and sintering to full or near-full density. Its ability to deliver complex geometries at production volumes ranging from hundreds to millions of parts underpins applications spanning surgical instruments and dental brackets to aerospace fasteners, hand-tool inserts, and consumer electronics hardware.1,2
Within this broader field, there is an important but under-recognized distinction between two process regimes. High-pressure powder injection moulding (HPIM) uses injection pressures of 20–200 MPa with thermoplastic-based high-viscosity feedstocks. It is the mature industrial route supported by dedicated equipment, established feedstock suppliers, and decades of process development. Low-pressure powder injection moulding (LPIM) uses injection pressures below 1 MPa (typically 10–500 kPa) with low-viscosity wax-based binders. It offers a fundamentally different profile: simplified injection equipment; low-cost tooling in aluminium or brass; viability at production volumes as low as 100 units, the ability to shape reactive or oxidation-sensitive alloys that are difficult to process with HPIM; and a feature that fundamentally differentiates LPIM from HPIM—compatibility with polymer-based moulds produced by additive manufacturing, which the sub-MPa injection pressures and sub-110 °C melt temperatures of LPIM allow but the 20–200 MPa pressures and 150°C–250°C melt temperatures of HPIM rule out.1,3 Despite these advantages, LPIM has long lagged HPIM in scientific attention. Until recently, LPIM literature was dominated by process demonstrations and empirical binder recipes, with little quantitative modelling, systematic rheology, or validated simulation, as has characterized HPIM research. That situation has changed sharply since about 2021.
LPIM as a broader field encompasses several binder chemistries (wax-based, water-soluble, and biopolymer-based) and several debinding routes (solvent, catalytic, thermal-only, and wick-debinding). The present review focuses specifically on the wax-based, backbone-free branch in which thermal wick-debinding is the distinctive binder-removal route. This focus reflects where the most quantitative recent progress has occurred and where a coherent body of validated experimental and simulation results now exists. Alternative LPIM strategies are noted only briefly and are not the subject of this review.
A recent comprehensive review of LPIM by Momeni et al. 1 established the current baseline for LPIM science. Subsequent work has advanced the field from qualitative process descriptions and empirical binder recipes toward quantitative rheology, validated mould-filling simulations, simulations of thermal wick-debinding, and systematic characterization of sintered properties for irregular metallic powders. These developments motivate a focused synthesis of wax-based, backbone-free LPIM alone, distinct from broader PIM reviews. The present review covers four areas in which the most significant recent progress has occurred: feedstock formulation (Section 2), mould-filling simulation (Section 3), thermal wick debinding (Section 4), and sintering and final properties (Section 5). A concluding outlook (Section 6) first reviews the industrial status of LPIM and the barriers to its broader adoption and then identifies the highest-impact research directions that remain open. Figure 1 summarizes the LPIM process.
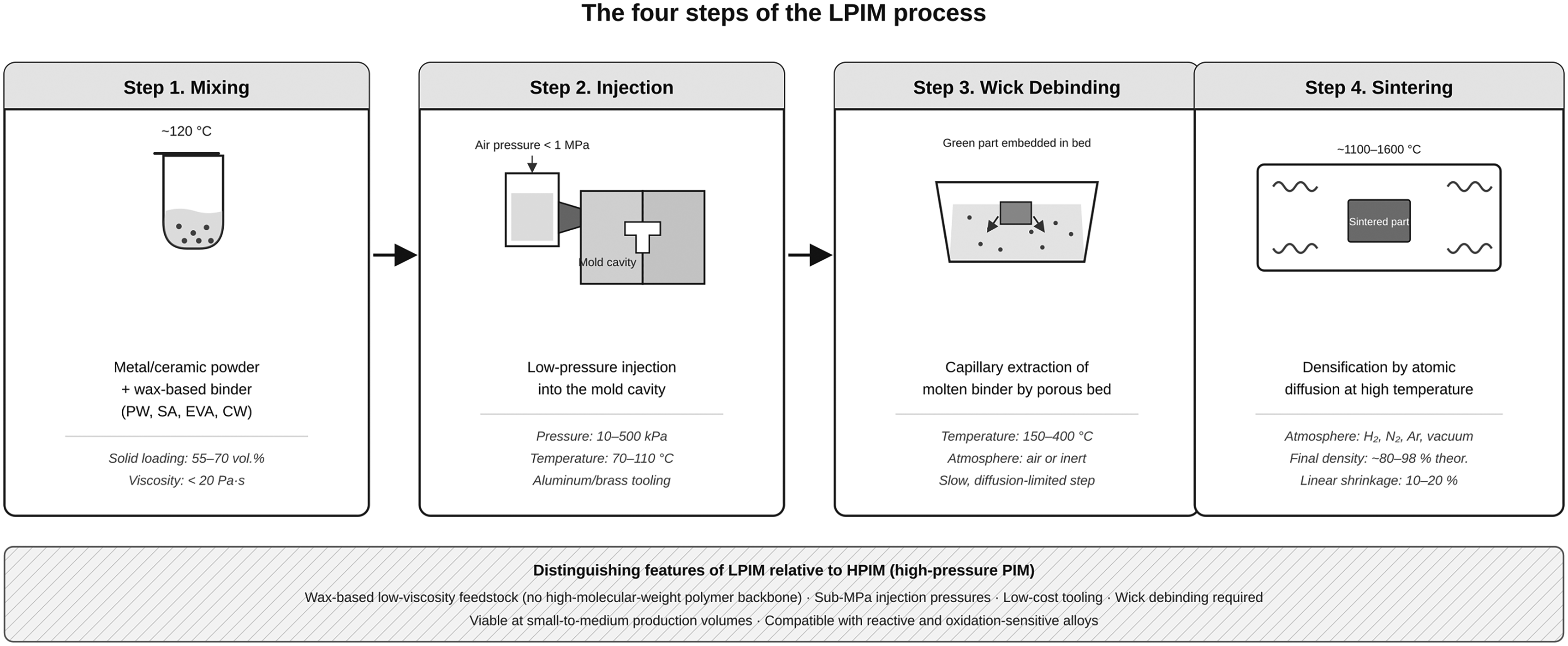
The four steps of the LPIM process: (1) mixing of metal or ceramic powder with a low-viscosity wax-based binder above the binder melting point; (2) low-pressure injection (10–500 kPa) of the molten feedstock into a cavity in low-cost aluminium or brass tooling; (3) wick-debinding, in which the green part is embedded in a porous powder bed that extracts the molten binder by capillary action (this step is necessary because LPIM feedstocks lack the high-molecular-weight polymer backbone used in HPIM and cannot be debound by conventional thermal-only methods); and (4) sintering at high temperature in a controlled atmosphere. The yellow band summarizes features that distinguish LPIM from HPIM (high-pressure PIM). PW: paraffin wax; SA: stearic acid; EVA: ethylene-vinyl acetate; CW: carnauba wax.
Recent advances in feedstock formulation
The development of low-viscosity wax-based binder systems for metallic feedstocks has been a central focus of recent LPIM research. LPIM feedstocks must simultaneously satisfy three competing requirements: low viscosity (typically below 20 Pa·s at injection shear rates) for reliable mould filling at sub-MPa pressures, sufficient resistance to powder–binder segregation under shear, and adequate shape retention during thermal debinding in the absence of a high-melting-point polymer backbone. Recent work has focused on identifying binder compositions that balance these competing requirements.
Ben Trad et al. 17 characterized the influence of powder shape and size on the rheological, thermal, and segregation behaviour of 17-4 PH stainless steel feedstocks at a solid loading of 60 vol.% with a wax-based binder system consisting of paraffin wax, carnauba wax, stearic acid, and ethylene-vinyl acetate (30 vol.% PW, 7 vol.% CW, 2 vol.% SA, and 1 vol.% EVA), establishing that the trade-offs depend strongly on shape factor as well as on particle size distribution. Majdi et al. 4 extended this work to iron, demonstrating that LPIM can successfully shape both irregular powders (sieved to below 45, 25, and 10 µm) and spherical powders with d₅₀ as low as 4 µm, achieving maximum solid loadings of 56–58 vol.% for irregular and 62 vol.% for spherical iron. Côté et al. 24 investigated 35 spherical plasma-atomized titanium feedstocks (d₅₀ = 18 µm) with binder constituents drawn from PW, SA, EVA, and CW at solid loadings of 60–72 vol.%, and Ghanmi and Demers 25 performed parallel work demonstrating mouldability of titanium-based feedstocks at low pressures. For nickel superalloys, Demers et al. 16 and Fareh et al.22,23 established the influence of combinations of paraffin wax, beeswax, carnauba wax, ethylene-vinyl acetate, and stearic acid on the rheology of highly concentrated Inconel 718 feedstocks and quantified the influence of segregation on apparent viscosity measurements that feed downstream simulation work. Representative LPIM feedstock formulations across the alloy systems discussed above are summarized in Table 1.
Representative LPIM feedstock formulations for metallic systems.
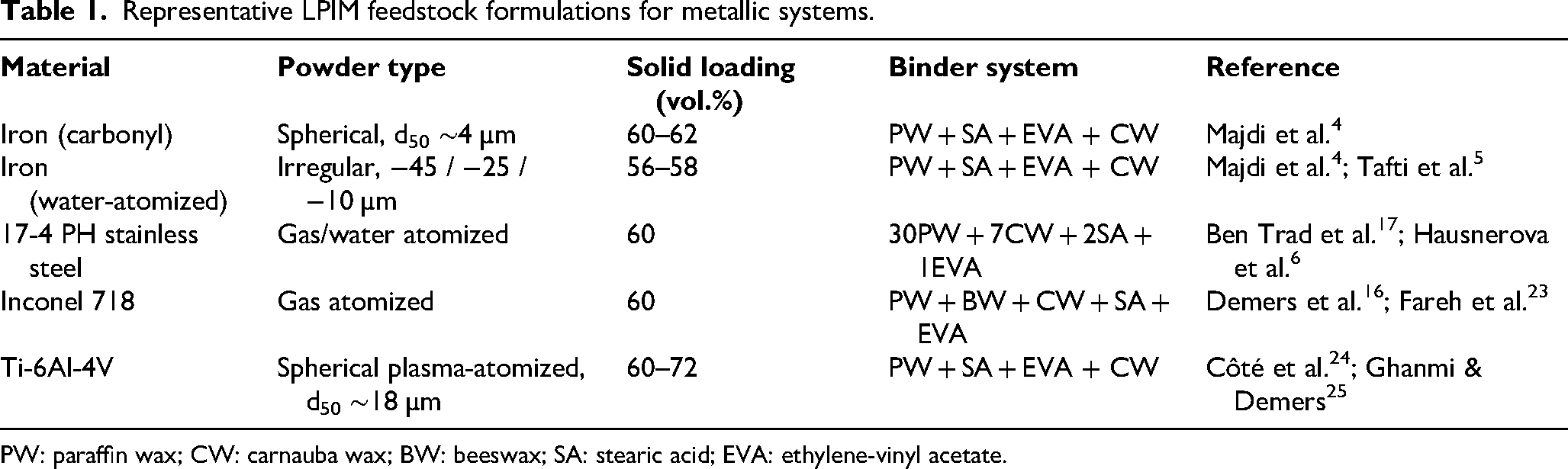
PW: paraffin wax; CW: carnauba wax; BW: beeswax; SA: stearic acid; EVA: ethylene-vinyl acetate.
The comparison of HPIM and LPIM feedstock literature reveals an instructive tension regarding powder morphology. HPIM studies generally favour spherical powders for their superior flow characteristics. At the same time, the LPIM literature shows that irregular powders can offer compensating advantages in shape retention through the more challenging debinding step. Hausnerova et al. 6 and Mukund and Hausnerova 7 showed that even small differences in shape factor between gas- and water-atomized 17-4 PH powders produce measurable differences in rheological profiles. Tafti et al. 5 subsequently demonstrated that irregular water-atomized iron powders, despite their higher viscosity, can be sintered to acceptable densities when the debinding protocol is carefully optimized: the finest fraction (−10 µm) reached a sintered density of 7.1 g/cm3 (∼90% of theoretical) and an ultimate tensile strength of 225 ± 1 MPa with 24% elongation after sintering at 1280 °C for 270 min, mechanical properties comparable to those obtained with spherical iron powders. Water-atomized irregular powders are generally less expensive than gas-atomized spherical powders3,8 and the sintered properties are sufficient for many structural applications. The choice between spherical and irregular powders is therefore best made on a holistic process-chain basis rather than on injection mouldability alone.
Recent advances in mould-filling simulation
Numerical simulation of LPIM mould filling has progressed from qualitative comparison of flow fronts to quantitative prediction of in-cavity pressures and segregation. Commercial finite-element software such as Autodesk Moldflow Synergy is commonly used, with feedstock rheology implemented as material laws fitted to capillary or rotational rheometer data. Sardarian et al.11,20,21 established the foundational LPIM simulation work for alumina, demonstrating that finite-element predictions of flow patterns, fill times, and shear-rate distributions agreed well with experimental injections at 70 °C–100 °C and 0.1–0.6 MPa. A central question in subsequent metallic LPIM studies has been whether simulated and experimentally measured in-cavity pressures agree quantitatively.
Haghniaz et al. 9 compared simulated and experimental in-cavity pressures for four 17-4 PH stainless steel feedstocks across multiple mould geometries (flat bars and a complex part) and process conditions. Simulated flow patterns agreed with experimental observations in both flat-bar and complex geometries, but the simulated and measured pressure profiles diverged by 30%–64% across the conditions tested. The authors attributed the gap to the absence of powder-migration physics in the constitutive model and to the difficulty of measuring feedstock viscosity at the very low shear rates near the cavity walls. Ben Trad et al. 18 conducted a parallel study focused on segregation, validating Moldflow simulations against TGA-measured solid-loading profiles in moulded parts and confirming that current simulation tools correctly predicted the absence of segregation in the cylindrical cavity.
Arès et al. 10 identified an injection flow-rate threshold below which atypical in-cavity pressure profiles develop and showed that this threshold can be predicted from the feedstock viscosity at the relevant shear rate. The result provides a screening criterion: a candidate feedstock can be characterized rheologically and its likely injection window estimated before mould trials. Together, the contributions from Haghniaz, Ben Trad, and Arès link LPIM rheometry to process simulation for metallic feedstocks and delineate the work required to close the remaining 30–64% pressure gap.
Recent advances in thermal wick-debinding
Thermal wick-debinding is the distinctive binder-removal method for LPIM feedstocks lacking a backbone polymer. In wick-debinding, the moulded part is embedded in a porous powder bed (the wicking embedment) and heated above the binder melting point. Capillary forces in the wicking bed extract the molten binder from the part, leaving an open porous network through which residual binder can subsequently volatilize. The process is essential for LPIM because the wax-based binders that enable low injection pressures cannot be removed by conventional thermal-only debinding without causing the part to collapse or crack.
Gorjan, Dakskobler, and Kosmač established the mechanistic foundation of thermal wick-debinding in a series of papers on alumina LPIM.13,14,19 A central finding is that partial wick-debinding in air at 200 °C oxidatively cures the residual paraffin wax, producing a brown, nonvolatile cross-linked residue that bonds the powder particles. Gorjan et al. 14 reported that LPIM alumina parts containing less than 2 wt.% residual binder achieved bending strengths of up to 14 MPa after partial debinding, an order of magnitude higher than the strength attributable to particle–particle van der Waals contacts alone. This pre-sintering strengthening does not compromise the eventual sintered Weibull strength, which ranged from 344 to 350 MPa after sintering at 1600 °C in air. Wick-debound LPIM parts can therefore be handled and transferred between debinding and sintering furnaces with minimal breakage, removing a long-standing obstacle to industrial LPIM.
Wick-debinding has since been extended to metallic systems and placed on a quantitative footing through simulation. Tafti et al. 12 varied the pre-sintering temperature of LPIM-shaped iron parts from 600 °C to 850 °C and measured the resulting sintered density. Increasing the pre-sintering temperature from 600 °C to 850 °C reduced the final sintered density from 6.2 to 5.1 g/cm3, a loss attributed to the disappearance of fine sintering-active particles, which provide the principal driving force for densification, along with the development of interconnected porosity. For metallic LPIM systems processed in inert atmospheres, pre-sintering temperatures should therefore be kept as low as is compatible with binder removal. Turki et al. 15 developed a coupled COMSOL-based model of thermal wick-debinding for LPIM that captures binder melt extraction by capillary action within the wicking embedment and validates it against experimental binder content profiles, providing a framework for systematic process optimization.
Sintering and final properties: Selected recent findings
Sintering of LPIM components follows the same fundamental mechanisms as sintering in HPIM and pressureless powder metallurgy. However, the lower green densities characteristic of LPIM—a consequence of the higher binder fraction needed for low feedstock viscosity—impose specific constraints. Work on LPIM-shaped metallic parts, to date concentrated on iron-based systems, has clarified what these constraints mean for achievable final properties.
Tafti et al. 5 compared three irregular water-atomized iron fractions (−45, −25, and −10 µm) sintered at 1280 °C in hydrogen for up to 270 min. The coarsest −45 µm fraction reached a sintered density of 6.2 g/cm3 (∼79% of theoretical), an ultimate tensile strength (UTS) of 161 ± 7 MPa, and 12% elongation, while the finest −10 µm fraction reached 7.1 g/cm3 (∼90% of theoretical), 225 ± 1 MPa UTS, and 24% elongation—mechanical properties comparable to those obtained with fine spherical iron powders. These results demonstrate that LPIM with low-cost irregular iron powders can yield structurally useful parts. Majdi et al. 4 reported complementary sintered densities for irregular iron (∼6.6 g/cm3) and spherical carbonyl iron (∼7.5 g/cm3) processed via LPIM under identical debinding and sintering cycles, indicating that the density gap between the two powder morphologies persists during sintering.
These results establish that sintered densities of roughly 80%–95% of theoretical are achievable for LPIM iron feedstocks, depending on powder morphology and debinding-sintering conditions, compared with 95%–99% commonly reported for HPIM. The gap is primarily attributable to the lower green density of LPIM feedstocks, which have higher binder fractions, as shown in Table 2. Whether the gap can be closed by sintering optimization or reflects a fundamental limit imposed by lower powder loading and residual segregation remains an open question. Comparable LPIM sintering datasets for stainless steels, titanium alloys, and nickel superalloys are largely absent from the current literature, leaving the generality of the iron results untested.
Selected sintered mechanical properties of LPIM-shaped metallic components.

Relative density values are referenced to the theoretical density of pure iron (7.87 g/cm3). Values represent optimized debinding–sintering conditions reported in the cited studies. CIP: carbonyl iron powder; n/r: not reported.
Outlook and future research directions
The advances summarized in Sections 2–5 position LPIM as a process supported at every step by quantitative experimental data and, increasingly, by validated numerical models. Before turning to specific research directions, it is useful to consider the current industrial status of LPIM and the barriers that have so far limited its broader adoption (Section 6.1). Five research directions then follow (Sections 6.2–6.6).
Industrial status and adoption barriers
LPIM has been used industrially for several decades, primarily for technical ceramics (alumina, zirconia, and AlN) and, more recently, for specialty metallic and composite components.
1
Its industrial appeal rests on a small number of clear advantages: tooling can be machined from aluminium or brass rather than hardened tool steel, which
Several factors have nonetheless constrained broader industrial adoption. Cycle times are longer than HPIM because wick-debinding requires extended dwell times in the powder bed, typically several hours to a day for parts of moderate thickness, compared with hours of solvent or catalytic debinding for HPIM. Maximum part size is limited by the available driving pressure during injection, with most LPIM components remaining
Closure of the simulation–experiment gap
Current commercial mould-filling simulations capture flow patterns in simple geometries well but diverge from experimental in-cavity pressures by 30%–64% in complex geometries 9, and do not predict powder–binder segregation at the relevant length scales. The underlying gap is the absence of constitutive models that couple powder migration, shear-induced separation, and temperature-dependent feedstock rheology within a single framework. Closing this gap would allow segregation-driven defects in thin-walled and complex parts to be predicted before mould trials. One tractable path is to integrate multi-phase flow models—of the kind Turki et al. 15 demonstrated for wick-debinding—into the injection simulation step, with the Arès et al. 10 injection-rate threshold serving as an early screening filter for candidate feedstocks.
Systematic study of the green-density–sintered-density relationship
Sintered LPIM iron parts reach roughly 80%–95% of theoretical density, compared with 95–99% commonly reported for HPIM. The gap is primarily attributable to the lower green density of LPIM feedstocks, which have higher binder fractions. Whether the gap can be closed through sintering optimization or is a fundamental limit imposed by lower powder loading and residual segregation during low-pressure injection remains an open question. Resolving it requires studies that hold powder identity and sintering schedule constant while varying only green density. Tafti et al. 12 on iron pre-sintering temperature is one such study. Extending the approach to stainless steels, titanium alloys, and nickel superalloys would either justify LPIM as a substitute for HPIM when 95% density is sufficient or identify alloy systems where HPIM remains preferred.
This direction is intimately connected to the dimensional-control concerns raised in Section 6.1. The higher binder fraction in LPIM feedstocks results in larger, potentially more anisotropic shrinkage during sintering,4,28 with consequences for tolerance and distortion in complex parts. Systematic studies of shrinkage anisotropy as a function of part geometry, sintering schedule, and local green density are largely missing from the LPIM literature and would directly support industrial adoption. The direction is also coupled to Section 6.2: a simulation model that captures segregation during injection feeds directly into predictions of local green density and, thus, into the initial state for sintering.
Extension to reactive and oxidation-sensitive alloys
Aluminium, magnesium, and soft magnetic alloys are largely absent from LPIM literature, despite the physical characteristics that should make them compatible with the process.1,3 The low-molecular-weight wax binders in LPIM can be
It should also be emphasized that, when extending LPIM to reactive and oxidation-sensitive alloys, the advantage of low debinding temperature alone is not sufficient. The full process chain – powder handling, feedstock mixing, injection, debinding, and sintering – must be designed and operated to prevent contact with oxygen and moisture.12,26 This includes mixing under an inert atmosphere or under vacuum, attention to the water and oxygen content of the inert gases used during injection and sintering, control of the dew point in debinding furnaces, and careful selection of refractory and crucible materials. For very reactive systems, the cumulative oxygen and nitrogen pick-up across these steps frequently dominates final-part chemistry. Progress in this direction, therefore, depends on the simulation and green-density tools of Sections 6.2 and 6.3, since reactive alloys are particularly sensitive to local density variations that drive oxidation at interconnected porosity and on rigorous protocols for atmosphere control at every stage.
Integration with material extrusion, additive manufacturing, and rapid AM tooling
LPIM and material extrusion (MEX) additive manufacturing of metals and ceramics share core requirements: low-viscosity flow, shape retention after deposition, clean debinding of wax-rich binders, and full-density sintering. 2 The LPIM feedstock development summarized in Section 2, the wick-debinding science of Section 4, and the sintering results of Section 5 are directly transferable to MEX feedstock design. Still, this transfer has not yet been systematically pursued. Near-term opportunities include adaptation of LPIM wax-based binder systems to direct ink writing and robocasting, where rheological windows overlap substantially 1 ; development of pellet-fed metal MEX systems using LPIM-style feedstocks in place of polymer-rich filaments 2 ; and, once the simulation gap identified above is closed, application of LPIM mould-filling simulation to predict layer-to-layer flow and segregation in metal MEX.
A second, less explored AM–LPIM convergence concerns the mould itself. The low injection pressures (sub-MPa) and low injection temperatures (typically below 110°C) characteristic of LPIM 1 are within the operating envelope of polymer moulds produced by stereolithography (SLA) and similar vat-photopolymerization AM processes. SLA-printed resin moulds cannot survive the 20–200 MPa pressures or 150 °C–250 °C melt temperatures of HPIM but are entirely compatible with LPIM. This compatibility makes LPIM the natural near-net-shape complement to AM tooling: SLA mould inserts can be produced overnight at very low cost and used directly for low-volume LPIM production. The resulting digital mould-to-part workflow has obvious value for prototyping, custom medical and dental parts, and short-run production of frequently changing geometries.
A more ambitious extension is the use of sacrificial AM moulds. Resin moulds printed by SLA can be designed to be dissolved, leached, or thermally burned out after LPIM injection and pre-debinding, removing the mould itself rather than the part. This approach is particularly attractive for parts with internal lattice structures, integral cooling channels, undercuts, or fully enclosed cavities—geometries that cannot be produced by conventional injection moulding at any pressure because they cannot be demoulded. Combined with the sub-MPa LPIM injection pressures that resin moulds can tolerate, sacrificial AM tooling positions LPIM as a complement to, rather than a competitor of, both HPIM and direct metal AM: the part is shaped by injection (with the geometric and surface-finish advantages this brings), while the geometric freedom of AM is preserved in the mould. Systematic studies of mould-material burnout chemistry, residual ash effects on sintering, and dimensional control throughout the leach/burnout step are needed before this hybrid route can move beyond exploratory demonstrations.
Sustainability, binder recovery, and biosourced binders
The wax-based binders that enable LPIM are produced in bulk for adjacent industries (candles, polishes, and coatings), and a significant fraction of the binder removed during wick-debinding could, in principle, be recovered and reused. 21 Quantitative studies of wax recovery from spent wicking embedments—via remelting, filtration, and reformulation—would clarify the achievable mass-balance gains and the effects of recovery cycles on injection rheology. In parallel, the substitution of petroleum-derived paraffin wax with biosourced alternatives such as carnauba wax, beeswax, 16 and polyethylene glycol-based binders 27 warrants systematic evaluation against the mouldability, segregation, and shape-retention criteria identified in Sections 2 and 4. Beyond binder chemistry, the energy footprint of LPIM relative to HPIM and metal AM is currently undocumented; a comparative life-cycle assessment covering tooling, feedstock production, injection, debinding, and sintering would either confirm or challenge the often-asserted sustainability advantage of low-pressure routes. Finally, solvent-free debinding pathways—in which thermal wick debinding alone replaces solvent or supercritical-fluid pre-debinding—are already standard in LPIM 1 but have not been quantitatively compared with solvent-based HPIM workflows in terms of solvent inventory, emissions, and waste streams.
Footnotes
Acknowledgments
The author gratefully acknowledges the contributions of colleagues and collaborators whose discussions informed this work. The author acknowledges the use of an AI assistant. All scientific content, interpretations, and conclusions are the responsibility of the author.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data sharing does not apply to this article, as no new datasets were generated or analysed during the preparation of this review. All data discussed are available in the cited primary publications.