
Abstract
Cavitation is a common phenomenon in hydraulic machinery, which brings negative impacts such as noise, vibration, performance drop and material damage into hydraulic turbomachinery. In engineering applications of pumps, the cavitation-free operation is an important issue. Incipient cavitation is the start of cavitation and also a standard to value the cavitation behavior of the pump unit. Improving the incipient cavitation is usually empirical and difficult to conduct.Although previous studies have proposed various geometric modifications and flow control strategies to mitigate cavitation, most approaches are either case-specific or involve trade-offs with hydraulic performance such as efficiency and head. In addition, many studies focus on reducing developed cavitation rather than delaying incipient cavitation, particularly under off-design conditions where pumps are more vulnerable. Furthermore, systematic optimization methods for leading-edge geometry remain limited, and existing approaches often rely on empirical design or local modifications without global search capability. Therefore, there is a need for an efficient and systematic optimization framework to improve incipient cavitation performance while maintaining acceptable hydraulic characteristics. In this study,a NACA0006 hydrofoil is employed as a simplified model to study the delay method of incipient cavitation for pump impellers. The optimization is conducted for specific large incidence angles by using a strategy combined genetic algorithm with computational fluid dynamics. The geometry of hydrofoil is searched in a given range to find a solution which has gentle pressure drop on leading edge separation region. After optimization, new optimized foil profile is found with higher minimum pressure than initial foil. Verified by experiment in cavitation tunnel, the optimized foil is found with a later incipient cavitation and smaller cavity scale than the initial foil at incidence angle around 5 degrees. Based on experimental and numerical analysis, the optimization brings a gentle geometry gradient to hydrofoil by setting target weight values. The optimized geometry causes gentler pressure gradient than initial foil to make the cavitation incepts later and smaller. Very slight changes are found on the Lift/Drag force ratio F L /F D which should be carefully checked before applying. For pumps, the optimization method can work to improve the cavitation behavior under off-design conditions and provide a wider cavitation-free operation region in engineering applications.
1. Introduction
Anti-cavitation design is an enduring issue for the design of hydraulic pumps whose blades are simplified as hydrofoils.1–8 Cavitation happens in pump unit when pressure somewhere drops below the saturation pressure. 9 It causes undesirable effects such as vibration, noise, performance decline and material damage.10–13 There are many different methods for improving the cavitation performance for pumps. It can be mainly classified into two ways. Firstly, reducing the scale and influence of cavitation under a specific operation condition. Secondly, delaying the incipient cavitation for specific operation range. The first way is to improve the distribution of pressure field in the region where cavitation occurs. It is effective for the situation that cavitation scale is already quite large in a designed pump during operation. The second way is to control the lowest pressure where probably suffers cavitation. It works well in the design stage to make a compromise between incipient cavitation performance and other performances.
Many researchers have put forward successful improvements on cavitation performance of pumps and also hydraulic turbines. Yang et al. 14 applied splitter design to pump impeller with reducing of the main blade number. It successfully decreases the cavitation scale in operation range. Yao et al. 15 modified the impeller outlet area of a Francis turbine, reduced the cavitation under the same flow conditions. Luo et al. 16 improved the cavitation performance of centrifugal pump by modifying the leading edge position of impeller blade. These three works increase the flow passage section area where cavitation strongly happens, the cavitation is delayed due to the more spacious place. However, the other performances such as head and efficiency change a lot, further optimizations become necessary. Bosioc et al. 17 introduced a flat free runner jet to prevent the formation of the vortex rope in hydraulic turbines. Motycak et al. 18 and Roussopoulos et al. 19 applied anti-cavitation lip to axial impellers, it is helpful to improve the blade tip clearance cavitation. These two methods are performance-kept but specific for limited cases. There are also researchers who studied the incipient cavitation performance. For pumps, leading edge is important which is both the global lowest pressure region and strong separation region.20–22 Balasubramanian et al. 23 studies the influence of blade leading edge on cavitation in centrifugal pump. By comparing among blunt, circular, parabola and ellipse leading edge shapes, researchers found that parabola leading edge is the best shape under design condition. Li et al. 24 investigated the influence of wavy leading-edge in hydrofoil modification. Results show that the wavy leading-edge can improve the lift-drag characteristics, restrain the hydrofoil cavitation, and reduce the cavitation volume by approximately 30%. Thus, designing a leading edge shape to delay the incipient cavitation or decrease the cavitation scale is possible. However, it is still difficult to find the best shape of leading edge which is anti-cavitation.
For pumps, the leading edge cavitation is triggered due to incidence angle. 25 That’s why pumps has only small cavitation or even cavitation-free at design condition. However, cavitation happens much easier at off-design conditions which usually suffer more serious cavitation. 26 Therefore, for specific conditions like off-design conditions, the leading edge should be designed with a smaller cavitation or later incipient. Generally speaking, an optimization is necessary in this case. Thus, the design and optimization of hydrofoil profile are studied which helps to find a proper strategy to delay the incipient cavitation for specific conditions. Both the initial and optimized foils are experimentally tested in cavitation tunnel. The optimization method and strategy provide a good solution for anti-cavitation design of pump blades.
2. Solution Strategy
In the quasi-3D-design method,
27
the S1 3D-surfaces which are specified spanwise layers between hub and shroud are very important for blade profile design. In Figure 1, one of the S1 3D-surfaces for blade design is shown. There are some important geometric parameters are illustrated including the wrap angle between leading edge and trailing edge Δθ, blade angle on leading edge β
LE
, blade angle on trailing edge β
TE
and tangential thickness T
B
. Usually in centrifugal or mixed-flow cases, θ and β has a differential relationship known as the blade profile differential equation.
28
The pump head has also a relationship with the θ and β angles according to the turbomachinery Euler’s equation.
29
Therefore, the 3D pump profile can be designed for a particular head requirement by designing θ-β on several specified S1 surfaces. Design concept of centrifugal or mixed-flow pump blade on a spanwise layer and the velocity triangles on the blade leading edge.
The tangential thickness T B has no special configuration in the design concept above. Thus, it is usually designed on a S1 layer with a round or ellipse leading edge which smoothly divide the water between the pressure side and suction side of blade. Starting from leading edge, T B grows thin-to-thick. The determination of maximum T B usually compromises the structural strength, fluid passing-ability and manufacturing. Usually, thinner blade is structurally weaker, thicker blade reduces the fluid passing-ability, smooth thickness variation is better for manufacturing. For trailing edge, cut-off, square, ellipse or round types are all feasible.
Figure 1 also shows the velocity triangles on the leading edge of blade of a well-designed impeller. U denotes the rotation velocity of impeller, C denotes the absolute velocity, W denotes the relative velocity, β LE-f is the relative flow angle. There are three different flow conditions are considered. Under the design load condition, the direction of W is along the blade geometry. Currently, β LE-f =β LE . The incoming flow is well-divided by the designed blade profile. Under over load condition, W and C become larger than design load, β LE-f >β LE . Consequently, separation becomes severe on the pressure side of blade. Under partial load condition, W and C become smaller than design load, β LE-f <β LE . Consequently, separation becomes severe on the suction side of blade. As commonly known in an incompressible flow field, pressure would drop in the separation core region. 30 Therefore, pumps usually have worse cavitation performance at off-design conditions, the incipient cavitation is commonly observed on blade leading edge.
Expanding the S1 layer, Figure 2 shows a periodic blade-to-blade view where rotation direction is orthogonal to the streamwise direction. As normally designed, T
B
grows thin-to-thick along streamwise direction like a hydrofoil. According to Figure 1, there will be larger separation scale under off-design conditions which require further improvements. T
B
on this spanwise layer, regarded as symmetric about the chord line, represents the profile of a hydrofoil. Therefore, T
B
strongly influences the flow regime around leading edge and consequently influences the pressure distribution on blade. To improve the incipient cavitation, T
B
near leading edge needs modification. Considering the separation region in common pump cases, the control points can be set on the front 5%∼10% of the entire profile as shown in Figure 2. Blade-to-blade view of blade profile on a specific spanwise layer.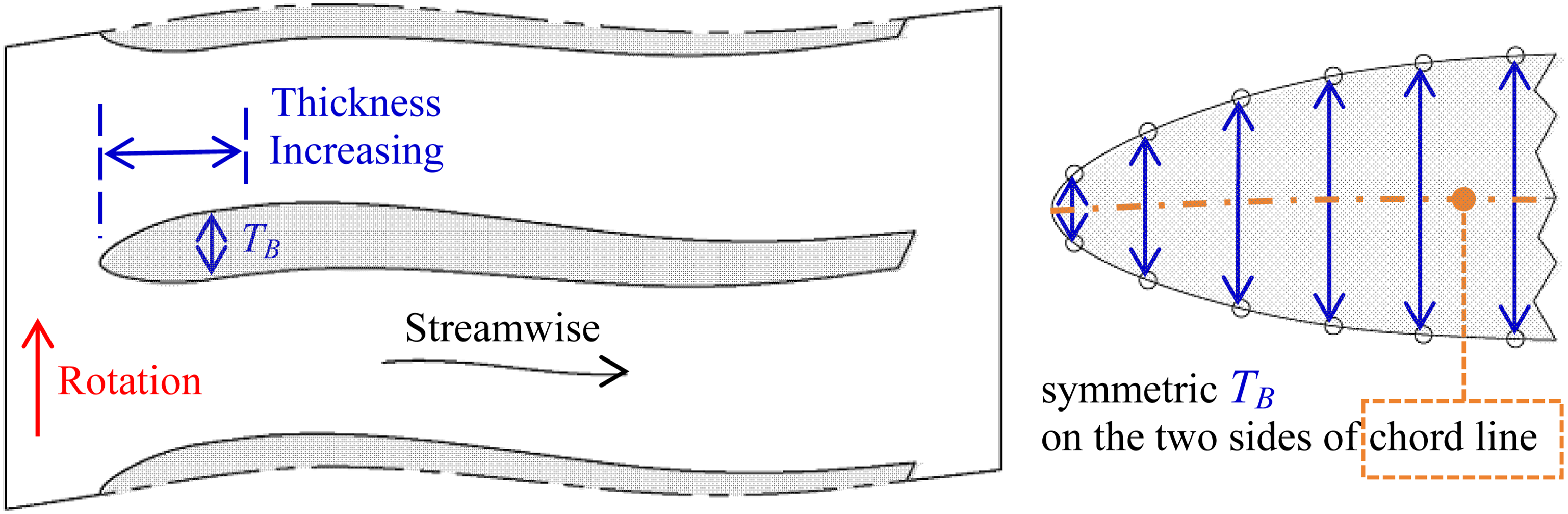
Modifying the T B on control points and putting forward better cavitation performances are the basic strategy in this study. The Genetic Algorithm (GA) is an evolutionary algorithm popular in engineering optimizations.31–33 The Computational Fluid Dynamics (CFD) provides good solutions of fitness functions in flow-relevant cases. Thus, GA with CFD solver are compiled as an auto-programming instead of manual testing. Usually, cavitating flow simulation is more time-consumed than single phase flow. A rapid solving process is important for optimization. In this case, the incipient cavitation strongly depends on the lowest-pressure. Therefore, steady state simulation of single phase flow is conducted to solve the value and position of the lowest-pressure instead of incipient cavitation.
3. Application example - NACA0006 hydrofoil
3.1. Geometry of hydrofoil
Hydrofoil, which is a simplified model of turbomachinery blade, are widely used to study the flow mechanism in turbomachinery. In this study, a hydrofoil case study is conducted based on the NACA0006 profile. The NACA0006 hydrofoil is selected as a representative simplified model for turbomachinery blade sections. In quasi-3D pump design, blade profiles on S1 stream surfaces can be locally approximated as hydrofoil-like sections. The symmetric NACA0006 profile provides a well-defined baseline geometry with minimal camber effects, allowing the influence of leading-edge thickness on pressure distribution and cavitation inception to be isolated. Although real pump blades exhibit more complex geometries, the present model is intended to capture fundamental mechanisms rather than reproduce a specific pump configuration.Figure 3 shows the parameters of the NACA0006 profile with an orthogonal L
st
-L
sp
-T
B
coordinate system. L
st
denotes the streamwise direction, L
sp
denotes the spanwise direction, T
B
denotes the foil thickness, T
Bmax
=0.06L
st
is the maximum thickness which locates 0.3L
st
downstream from leading edge. In this study, the last 0.05L
st
part is removed to make a cut-off trailing edge. Thus, the foil length along streamwise is actually 0.95L
st
. Parameters of NACA0006 profile with cut-off trailing edge.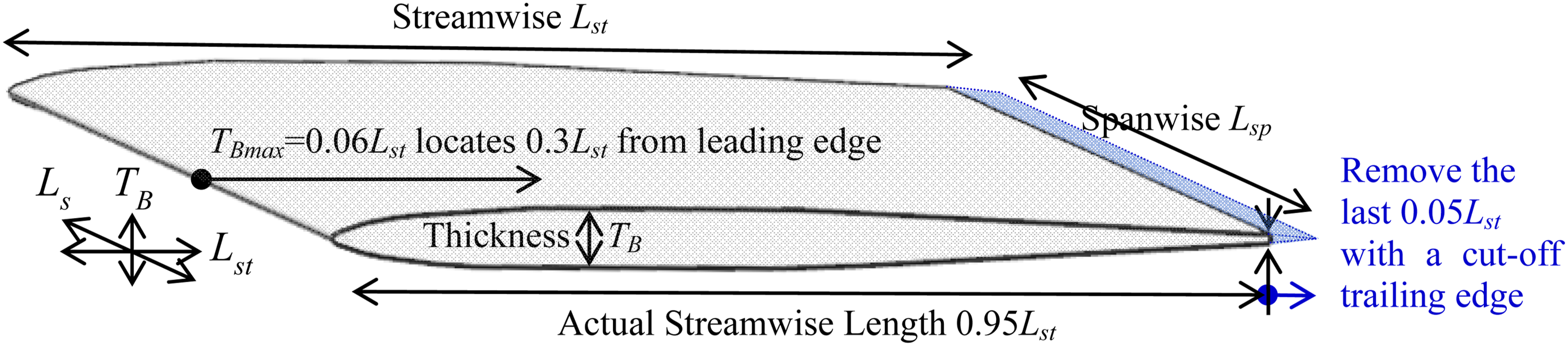
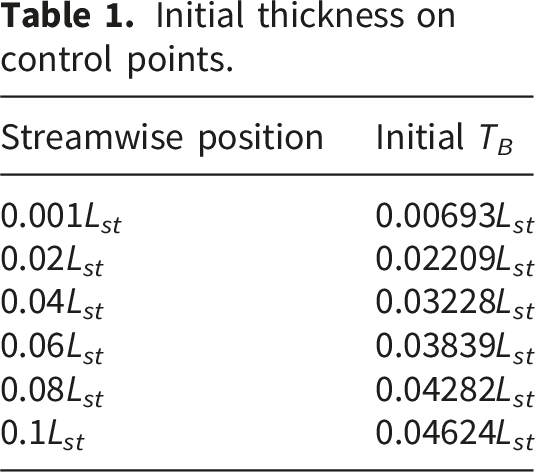
3.2. Parameterization
Parameterization is a necessary procedure before optimizationSix control points are distributed within the range of 0.001–0.1 Lst, corresponding to the leading-edge region where flow separation and minimum pressure typically occur. Previous flow analysis (Figure 2) indicates that cavitation inception is highly sensitive to geometric variations in this region. Therefore, the parameterization is concentrated within the first 10% of the chord length to improve optimization efficiency while capturing the dominant physical mechanisms.They are respectively located on 0.001L st , 0.02L st , 0.04L st , 0.06L st , 0.08L st and 0.1L st from leading edge. The thickness on the last control point at 0.1L st is fixed. Round leading edge is used before 0.001L st . These control points are geometrically connected using Spline. It should be noted that the number and distribution of control points may influence the optimization outcome. A detailed sensitivity analysis is beyond the scope of the present study and will be addressed in future work.




Initial thickness on control points.
3.3. GA and CFD setup
3.3.1. GA setup
GA is executed iteratively under the geometric constraints of equations (1) and (2) to optimize the hydrofoil leading-edge thickness distribution. The optimization focuses on 5 variable thickness control points (located at 0.001 The chromosome structure and encoding diagram.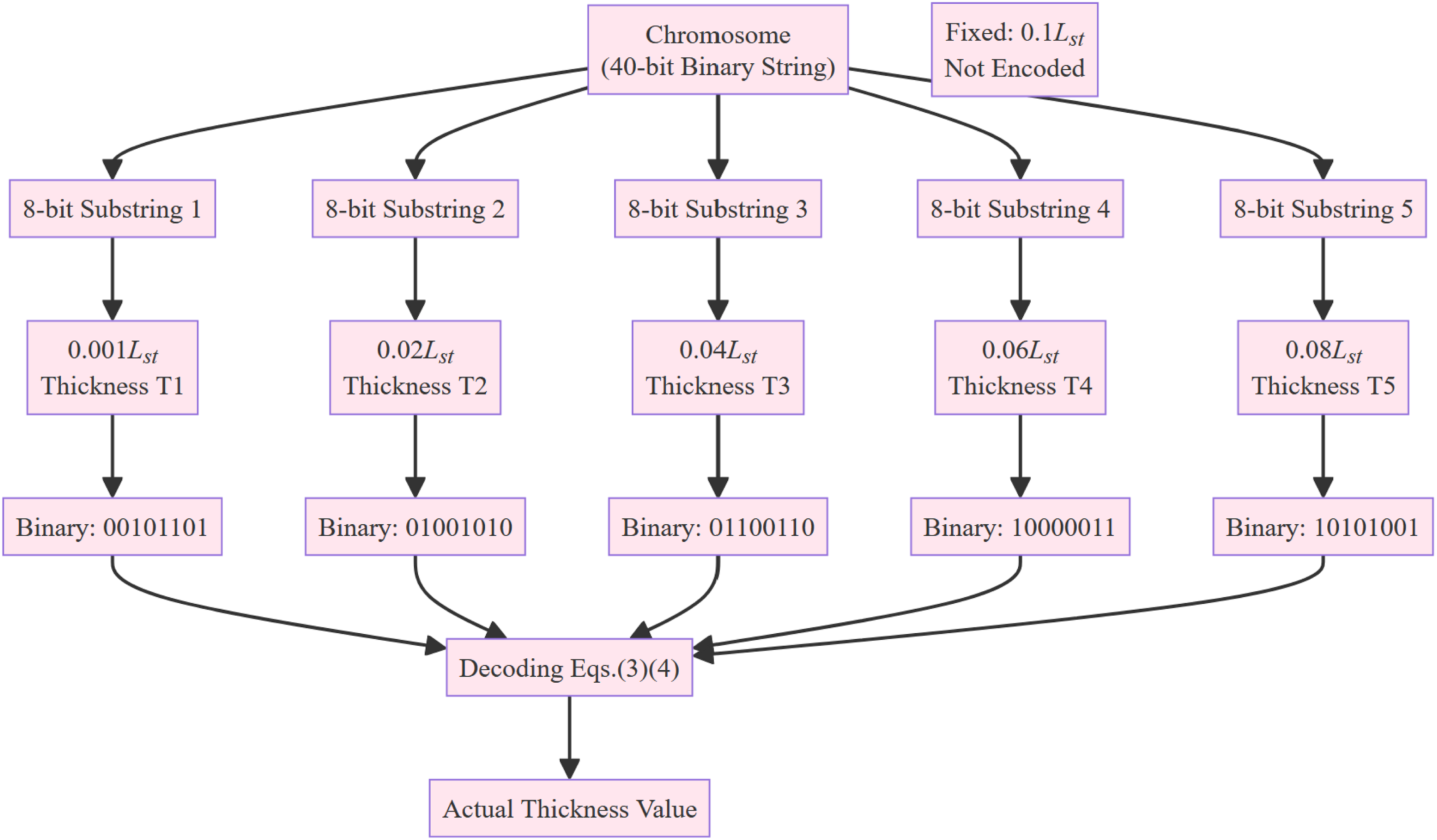
A small initial population of 5 individuals (40-bit chromosomes) is randomly generated to balance computational cost (each individual requires a steady CFD simulation) and optimization efficiency. The iterative GA loop proceeds with three sequential core operations:
Selection/Elimination (100% probability): The fittest individual (highest target function value
Crossover (60% probability): Random pairs of parent chromosomes exchange segments of their binary substrings at random crossover points, generating offspring chromosomes with combined genetic information to expand the solution space.
Mutation (10% probability): A single bit in the binary chromosome is randomly flipped (0 ↔ 1) at low frequency, introducing minor genetic variations to avoid premature convergence and enhance local search capability.
The GA runs for 100 iterations, and the convergence history (Figure 8) verifies that this setup achieves stable optimization. Although the small population size limits genetic diversity, it represents a practical compromise between computational feasibility and solution accuracy for CFD-based hydrofoil optimization. Future work will explore larger population sizes and adaptive genetic operators to further improve global search performance.
The optimization algorithm is implemented through an in-house C-language program developed by the authors. The program is coupled with the ANSYS CFX solver to establish an automated CFD–GA optimization framework. During the optimization process, the geometric parameters generated by the genetic algorithm are automatically transferred to the CFD solver for flow-field evaluation, and the calculated objective function values are subsequently returned to the optimization program for the next evolutionary iteration. This coupled framework enables efficient iterative evaluation of hydrofoil geometries under multiple incidence-angle conditions.
3.3.2. CFD setup
CFD is used as the solver to evaluate the flow field of individuals. In this study, steady-state Reynolds-averaged Navier–Stokes (RANS) simulations with a single-phase flow assumption are employed to evaluate the cavitation inception characteristics of the hydrofoil. The cavitation tendency is approximated through the minimum pressure coefficient distribution on the hydrofoil surface. This simplified approach is mainly adopted to improve computational efficiency during the optimization process, since each optimization iteration requires repeated CFD evaluations for different hydrofoil geometries and incidence angles.
The present method is effective for rapid optimization and comparative analysis of pressure distribution characteristics. However, it does not capture transient cavitation evolution, vapor–liquid interaction, cavitation bubble collapse, or other unsteady multiphase flow effects associated with cavitation dynamics. More advanced approaches, such as homogeneous mixture models and cavitation transport models, are capable of providing more accurate cavitation predictions but require significantly higher computational cost.
The study reported by Brazhenko and Tarasenko 34 is introduced for comparison. In their work, a quasi-steady-state homogeneous mixture model combined with cavitation modeling was employed to reproduce cavitating flow structures and pressure distributions with good agreement to experimental measurements. The study demonstrated that quasi-steady-state numerical models can reliably predict the time-averaged structure of cavitating flows.Compared with such advanced multiphase cavitation models, the present approach focuses more on establishing an efficient optimization framework for leading-edge geometry design under multiple operating conditions.
SST k-ω turbulence model35,36 is used to close the RANS equation. To close the Reynolds-averaged Navier–Stokes (RANS) equations, the Shear Stress Transport (SST) k–ω turbulence model proposed by Menter is employed in the present study. The SST k–ω model combines the advantages of the standard k–ω model in the near-wall region and the k–ε model in the free-stream region, making it suitable for predicting adverse pressure gradients and flow separation phenomena associated with cavitation inception.The transport equations for the turbulent kinetic energy k and the specific dissipation rate ω are expressed as follows:

The turbulent eddy viscosity is calculated as:
The SST k–ω turbulence model has been widely validated in turbomachinery simulations and is considered suitable for predicting the leading-edge flow separation and pressure distribution associated with cavitation inception phenomena.
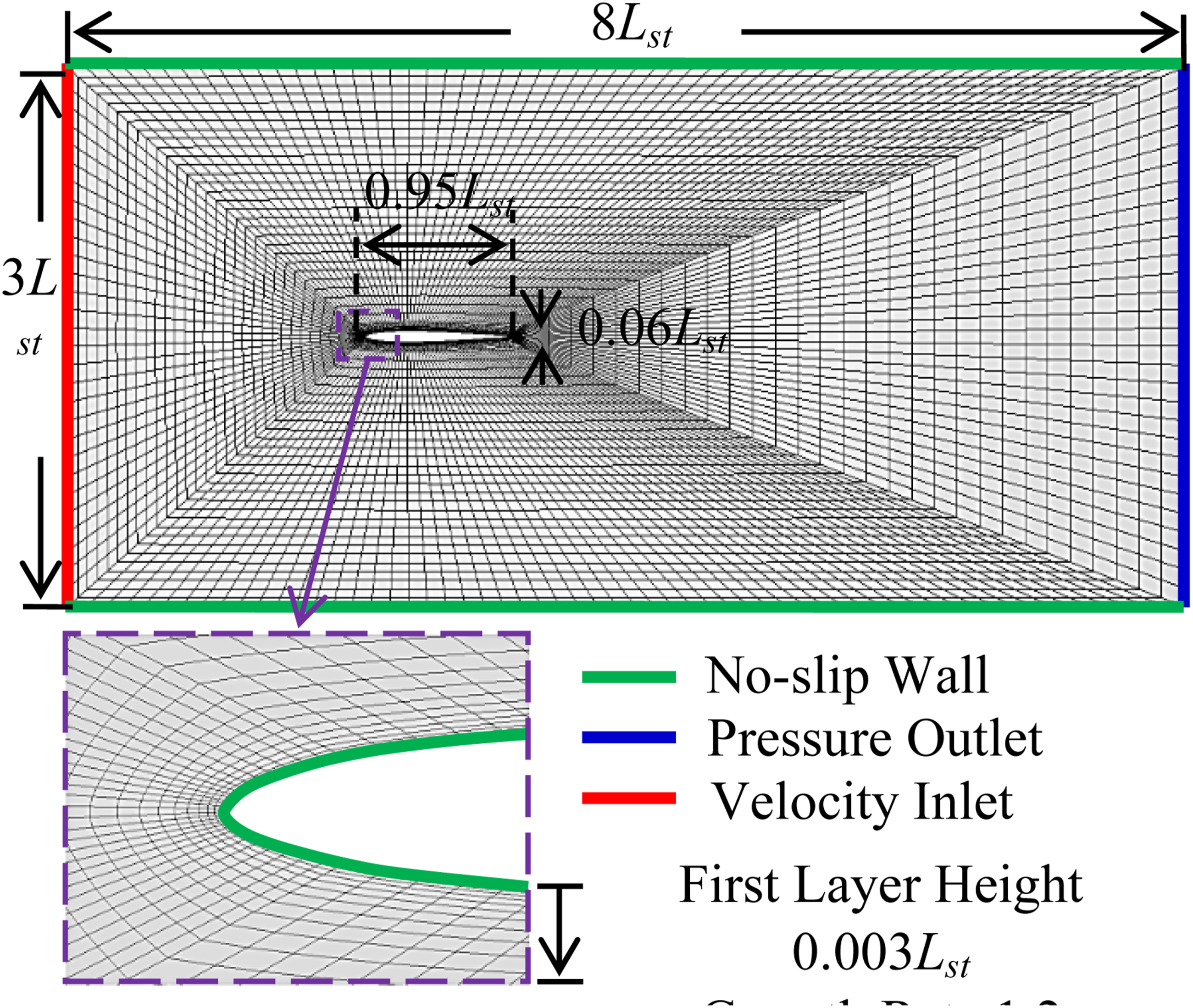
The flow domain, mesh and boundary conditions are illustrated in Figure 5. A simplified two-dimensional domain is used without spanwise L
sp
direction. As previouly shown in Figure 3, the length of hydrofoil is L
foil
=0.95L
st
, the maximum thickness is T
Bmax
=0.06L
st
.Thus, the outside field size is set to 3L
st
×8L
st
. No-slip wall conditions are given on the foil surface, top-boundary and bottom-boundary. The pressure outlet condition is set on the downstream-boundary. The velocity inlet condition is set on the upstream-boundary with a uniform distribution of velocity V
in
. The Reynolds number in this case is expressed as: Flow domain, mesh and boundary conditions for CFD.
To make a balance between time and accuracy, a mesh independence study was conducted to evaluate the influence of mesh density on the numerical results. Six different mesh densities ranging from approximately 10 thousand to 34 thousand nodes were tested. The minimum pressure coefficient Cpmin was selected as the monitoring parameter because it is directly related to cavitation inception characteristics.The calculated Cpmin values under different mesh densities are shown in Figure 6. It can be observed that the numerical results change noticeably when the mesh density is relatively coarse. However, after the mesh node number exceeds approximately 23 thousand, the variation of Cpmin becomes very small. The relative variation between the last three mesh cases is within 0.2%, indicating that the numerical results are sufficiently mesh independent.Considering both computational accuracy and efficiency, the mesh containing approximately 23 thousand nodes is selected for the subsequent numerical simulations (Table 2). Mesh independence analysis based on minimum pressure coefficient Cpmin. Comparison of the minimum pressure coefficient Cpmin under different mesh densities.

The first layer off-wall is 0.003L st for applying wall functions, the growth rate of element height off-wall is 1.2. The solved y+ on foil surface is 18∼67 under all the solved conditions which meets the wall function requirements.37,38
The CFD simulations in the present study are conducted using the commercial software ANSYS CFX. The flow field around the hydrofoil is solved based on the Reynolds-averaged Navier–Stokes (RANS) equations together with the SST k–ω turbulence model. ANSYS CFX is employed due to its robustness and reliability in turbomachinery flow simulations involving adverse pressure gradients and flow separation phenomena.
3.3.3. Optimization target function
In this case, incidence angle α=0 degree, α=3 degrees and α=5 degrees are considered. α=0 degree represents the design load condition, α=3 degrees and 5 degrees represent the off-design conditions. The optimization target function, also known as the GA’s fitness function, F
tar
is a weighted value of pressure coefficient C
p
for α=0, 3 and 5 degrees:

The weighting factors (w0 = 0.1, w3 = 0.3, and w5 = 0.6) are selected based on the engineering background of pump cavitation suppression design. In practical pump operation, larger incidence angles usually correspond to off-design operating conditions, such as excessive flow rate or low flow rate conditions. Under these operating conditions, flow separation and low-pressure regions are more likely to develop on the suction or pressure surfaces of the blade, resulting in more severe cavitation problems.
Therefore, larger weighting factors are assigned to higher incidence angles in order to emphasize the anti-cavitation performance under off-design conditions. In contrast, the zero-incidence-angle condition approximately represents the design operating condition of the pump, where the incoming flow direction is more consistent with the blade geometry, leading to smoother flow behavior and lower cavitation risk. Nevertheless, the design condition still needs to be considered during optimization, and thus a smaller but non-zero weighting factor is assigned.
Since the present study mainly focuses on the feasibility and fundamental methodology of cavitation-oriented hydrofoil optimization, a systematic sensitivity analysis of different weighting factor combinations has not yet been carried out. Such investigations will be performed in future studies involving practical pump blade optimization cases with stronger engineering relevance. The flow chart of the entire loop of GA optimization is shown in Figure 7. Flow chart of the entire loop of GA optimization.
3.4. Execution and result
3.4.1. Execution process
The optimization is executed for 100 iterations and manually checked. As shown in Figure 8, the highest F
tar
value increases from -3.22 to -2.66, the lowest-highest difference of F
tar
diminishes from 1.08 to 0.03. In the last 10 generations, the residual of the highest F
tar
is less than 0.32%, the residual of the lowest F
tar
is less than 2.89%. Generally, both the highest F
tar
and the lowest-highest difference of F
tar
turn into slightly varying. This optimization is manually regarded as converged after 100 generations. Execution process of optimization.
3.4.2. Profiles comparison
The highest F
tar
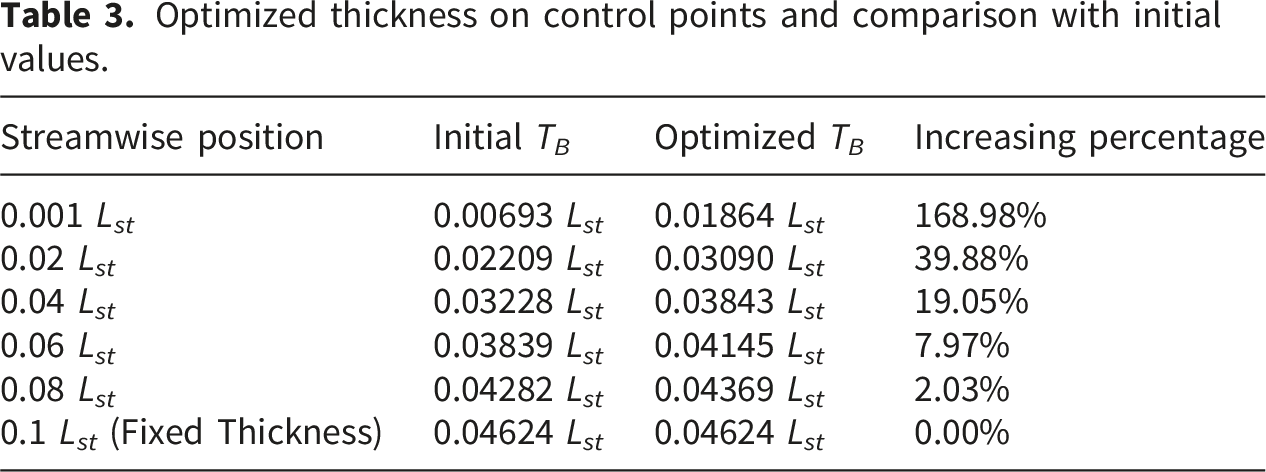
individual in the last generation is determined as the optimized profile. Figure 9 comparatively shows the initial profile and the optimized profile. The thickness comparisons between two profiles are also listed in Table 3. Result shows that T
B
overall increases on all the control points. The closer point to leading edge, the higher increasing is. As shown in Figure 9, the hydrofoil profile changes from “sharp” to “blunt”. Initial profile and optimized profile. Optimized thickness on control points and comparison with initial values.
4. Verification
4.1. Facilities and methods
The verification experiments are conducted in a cavitation tunnel.In the cavitation tunnel experiments, the flow velocity is measured using an electromagnetic flowmeter and converted into velocity based on the test-section cross-sectional area, with an accuracy of ±0.5%. Pressure data are acquired using a high-precision pressure transducer with a measurement range of 0–2 MPa and an accuracy of ±0.02% full scale (FS). Cavitation visualization is conducted using a high-speed camera operating at 10,000 fps with a resolution of 1280 × 800 pixels. In addition, a National Instruments (NI) data acquisition (DAQ) system with a sampling frequency of 100 kHz and a 16-bit resolution is employed to synchronously acquire flow velocity, pressure, and image trigger signals, ensuring the synchronization and accuracy of the experimental measurements. The test section, which is shown in Figure 10, is made by stainless steel frame with transparent plexiglass walls. The size of the test section is 150mm×150mm×750mm as illustrated. The visualization of cavitation is based on high-speed photographing. The camera is set on the top view focusing on the upper surface of hydrofoil. Both the initial and optimized symmetric hydrofoils are tested within α=0 to 6 degrees. Upstream reference velocity V∞ and pressure p∞ are controllable to specify the cavitation level. Non-dimensional cavitation coefficient C
σ
is used: Test section and the test method.

The two hydrofoils are made by stainless steel as shown in Figure 11. The spanwise length L
sp
is 150 mm, streamwise foil length Lf
oil
=0.95L
st
is 95 mm, maximum thickness T
Bmax
is 6 mm. The hydrofoil surface is well-polished where arithmetic average roughness R
a
is 0.4 μm. Based on boundary layer study and considering the fully-developed turbulent in pump impeller,
39
a micro roughness layer are put on the hydrofoil leading edge. As shown in Figure 10, the roughness layer is made by 60-μm-diameter sand particles which are uniformly distributed on the front 4 mm part of foil surface. Hydrofoils manufactured for cavitation test.
4.2. Results
4.2.1. Incipient cavitation
The incipient cavitation coefficient C
σi
is the C
σ
value once the first bubble is visibly observed on the hydrofoil surface. The C
σ
values of initial foil and optimized foil at α=0, 1, 2, 3, 4, 5 and 6 degrees are plotted in Figure 12. According to the comparison, the initial foil has lower C
σi
at α=0, 1 and 2 degrees, the optimized foil has lower C
σi
at α= 4, 5 and 6 degrees. The C
σi
curves intersect around α=3 degrees. A lower C
σi
value means that the cavitation incepts later. Therefore, the comparative result of C
σi
shows that the optimized foil has an improved anti-incipient-cavitation performance from α=4 to 6 degrees. For pumps, the optimization is successful in delaying the incipient cavitation under “off-design conditions”. Incipient cavitation coefficient C
σi
at α=0 to 6 degrees.
4.2.2. Visualization of cavitation
Figure 13 shows the visualized comparison of both incipient and developed cavitation between initial foil and optimized foil. As an example, the conditions α=0, 3 and 5 degrees are discussed. Comparison of cavitation status between initial and optimized hydrofoils. (a) α=0 degree; V∞=14.8 m/s, (b) α=3 degrees; V∞=11.2 m/s, (c) α=5 degrees; V∞=9.6 m/s.
Figure 13(a) is the photographs at α=0 degree, V∞=14.8 m/s. Under this condition, C σi of the initial foil is lower than that of the optimized foil. When C σ is reduced to 0.73, cavitation incepts on the optimized foil along the leading edge. However, the flow field around the initial foil is cavitation-free. When C σ is reduced to 0.55, few bubbles incept on the initial foil. At the same time, the maximum cavity length L cav on the optimized foil becomes approximately 7 mm. When C σ is reduced to 0.34, L cav is approximately 10 mm on the initial foil and approximately 34 mm on the optimized foil. For the case α=0 degree, cavitation on optimized foil incepts earlier and performs larger-scale in the same C σ case.
Figure 13(b) is the photographs at α=3 degree, V∞=11.2 m/s. Under this condition, C σi values are similar between initial foil case and optimized foil case. When C σ is reduced to 2.0, cavitation incepts on leading edge at the same time in initial foil case and optimized foil case. When C σ is reduced to 1.3, L cav is approximately 7 mm on the initial foil and approximately 9 mm on the optimized foil. When C σ is reduced to 0.9, L cav is approximately 21 mm on the initial foil and approximately 24 mm on the optimized foil. The cavitation scale on initial foil is only slightly smaller than that on optimized foil. For the case α=3 degrees, the cavitation behavior on initial foil and optimized foil are quite similar.
Figure 13(c) is the photographs at α=5 degree, V∞=9.6 m/s. Under this condition, C σi of the initial foil is higher than that of the optimized foil. When C σ is reduced to 3.0, cavitation incepts on the initial foil along the leading edge. The flow field around the optimized foil is cavitation-free. When C σ is reduced to 2.4, few detached bubbles incept on the optimized foil. At the same time, L cav is approximately 7 mm on the initial foil. When C σ is reduced to 1.8, L cav is approximately 16 mm on the initial foil and approximately 8 mm on the optimized foil. For the case α=5 degrees, incipient cavitation on optimized foil is delayed, the cavitation scale on optimized foil is also smaller than on initial foil in the same C σ case.
4.2.3. Developed cavitation
A general comparison of cavitation scale between initial foil and optimized foil is shown in Figure 14.The cavity length during cavitation development varies continuously with time due to the inherently unsteady nature of cavitation phenomena. Therefore, the cavity length values presented in Figure 14 represent time-averaged cavity lengths obtained during the visualization process rather than instantaneous measurements.To improve the reliability of the experimental analysis, vertical error bars are introduced in Figure 14 to indicate the fluctuation range of the measured cavity length. The uncertainty levels are estimated according to different incidence angles. Relative uncertainties of 5%, 7.5%, 8%, 9.5%, 10.5%, 11%, and 13% are assigned for incidence angles of 0°, 1°, 2°, 3°, 4°, 5°, and 6°, respectively.The increasing uncertainty with incidence angle mainly results from the stronger instability, cavity shedding behavior, and oscillation intensity of cavitation structures under off-design operating conditions. Maximum cavity length L
cav
covering on hydrofoil surface.
The relationship between C σ and L cav are studied for α=0 to 6 degrees. The rightmost point in each α-based data set represents the incipient cavitation coefficient C σi . When α<3 degrees, C σi on initial foil is smaller than on optimized foil, L cav on initial foil is also smaller than on optimized foil at the same C σ . Conversely, when α>3 degrees, C σi on optimized foil is smaller than on initial foil, L cav on optimized foil is also smaller than on initial foil at the same C σ . For pumps, the optimized profile has not only a better anti-incipient-cavitation performance but also a better prevention of cavitation development for “off-design conditions”.
4.3. Analysis of hydrofoil
To analyze the geometry and pressure distributions on hydrofoil, a X-Y coordinate based on T
B
direction, L
st
direction and incidence angle α is established. As shown in Figure 15, X is along the incoming flow and Y is perpendicular to X. To understand why cavitation is different between the initial and the optimized foils, four important parameters are studied in Figure 16. Firstly, the pressure coefficient C
p
is studied. C
p
and incipient cavitation strongly correlate to each other. “Incipient cavitation” is the moment that p
min
≈p
v
. Considering both equations (6) and (8), there are relationships that p
in
=p
∞
and V
in
=V
∞
. Therefore, the incipient cavitation coefficient C
σi
and the minimum pressure coefficient C
pmin
have following relationships: Coordinate X-Y using for analysis of hydrofoil. Analysis of the parameters of hydrofoil; SS: Suction Surface, PS: Pressure Surface; d(Y/T
Bmax
)/d(X/L
st
) and d(C
p
)/d(X/L
st
) are absolute value.


Secondly, the gradient of C p along X direction, dC p /d(X/L foil ), is also studied where non-dimensional X/L foil is used. Thirdly, the geometry variation Y/T Bmax is studied because the flow regime and pressure distribution is strongly influenced by foil geometry. At last, the geometric gradient along X direction, d(Y/T Bmax )/d(X/L foil ), is studied. As shown in Figure 16, the logarithmic scale is used for the horizontal axis X/L st to emphasize the differences around leading edge. The vertical axis of dC p /d(X/L foil ) and d(Y/T Bmax )/d(X/L foil ) are also logarithmic distributed.
At α=0 degree, Y/T Bmax of optimized foil is larger than initial foil when 0≤X/L foil ≤0.073. The d(Y/T Bmax )/d(X/L foil ) of optimized foil is also larger than initial foil when 0≤X/L foil ≤0.014. The larger value and faster increasing rate of Y/T Bmax causes a larger dC p /d(X/L foil ) on the optimized foil surface when 0≤X/L foil ≤0.1. Thus, the value of C p diminishes to C pmin =-0.95 on optimized foil and C pmin =-0.37 on initial foil. The lower C p value on optimized foil causes an earlier cavitation occurrence than on initial foil at α=0 degree.
At α=3 degrees, d(Y/T Bmax )/d(X/L foil ) on optimized foil is larger than initial foil when 0≤X/L foil ≤0.01. However, d(Y/T Bmax )/d(X/L foil ) on optimized foil becomes smaller than initial foil when 0.01≤X/L st ≤0.1. The different d(Y/T Bmax )/d(X/L foil ) variation between two foils causes the different C p distributions. On the initial foil, C p reduces to C pmin =-2.16 when 0≤X/L foil ≤0.002. On the optimized foil, C p reduces to C pmin =-2.29 when 0≤X/L foil ≤0.011. Generally, because of the similar C pmin value and also similar dC p /d(X/L foil ) distributions, initial foil and optimized foil have similar occurrence and development of cavitation at α=3 degrees.
At α=5 degrees, d(Y/T Bmax )/d(X/L foil ) on optimized foil is slightly larger than on initial foil when 0≤X/L foil ≤0.01. Then, d(Y/T Bmax )/d(X/L foil ) on initial foil becomes much larger than on optimized foil when 0.01≤X/L foil ≤0.1. Consequently, on the initial foil, C p reduces to -3.89 at 0≤X/L foil ≤0.0009. On the optimized foil, C p reduces to -3.01 at 0≤X/L foil ≤0.007. Moreover, the dC p /d(X/L foil ) value on optimized foil is also smaller than on initial foil when 0≤X/L foil ≤0.1. Thus, both the incipient cavitation is delayed and the developed scale of cavitation are diminished on the optimized foil at α=5 degrees.
4.4. Lift/drag force
The lift and drag force are also important performance for hydrofoil and pump blade. Figure 17 comparatively shows the ratio between lift and drag force, F
L
/F
D
, on initial foil and optimized foil at α=0 to 6 degrees. After optimization, there are slight F
L
/F
D
declines which is less than 5%. The change of F
L
/F
D
should be discussed in the actual pump design cases. Centrifugal or mixed flow impellers work on liquid by rotating centrifugal force. A slight change of leading edge thickness would not obviously change the performance such as head and efficiency. For axial impellers, lift and drag force is the main working force to pressurize the liquid. Thus, the profile shape of axial impeller blade is much more sensitive than that of centrifugal and mixed-flow impellers. When applying the leading edge thickness optimization to axial impellers, the lift/drag force ratio should be seriously checked in case of the performance changes such as efficiency decline, best-efficient-point shift, insufficient head, over-loading of power, etc. The proposed optimization method demonstrates effectiveness for the present hydrofoil case and shows potential for leading-edge shape design in most pump blade applications. In the present study, the hydrofoil is employed as a simplified model of pump blade sections to investigate the fundamental cavitation suppression mechanism. Therefore, the proposed method is expected to provide useful guidance for anti-cavitation design of pump blades, especially under off-design operating conditions commonly encountered in engineering applications. Lift/drag force ratio at α=0 to 6 degrees.
5. Conclusions
To improve the anti-incipient-cavitation performance of pump blade profile especially for off-design conditions, optimizations are conducted in this study based on a NACA0006 hydrofoil case study. Conclusions are drawn as follows: 1. Cavitation usually incepts near the leading edge of hydrofoil or pump blade profile. In traditional pump blade profile designs, it is very difficult to have a better anti-incipient-cavitation performance. In this study, an optimization strategy combining GA and CFD solver is used for leading edge thickness modification. To delay the incipient cavitation especially under high incidence angle which represents the off-design conditions, weighted target function is used in this study. The optimized profile, which has a blunter and thicker leading edge shape than initial profile, is found after an evolutional targeted global search. The optimization process is also time-saving by using a simplified 2D flow domain and single-phase flow. Generally, the optimization method for incipient cavitation in this study is effective and easy-executing. 2. Results of the hydrofoil case study show that the foil profile shape strongly influences the incipient and developed cavitation. For the same profile, its geometry along flow direction changes a lot because of the incidence angle variation. Moreover, the variations of geometry and geometric gradient affect the flow regime. Consequently, the different flow regimes cause different distributions of pressure and pressure gradient. The optimized profile, whose leading edge is blunter and thicker than initial profile, got a smaller pressure gradient at high incidence angles that α=4, 5 and 6 degrees. The minimum pressure coefficient on optimized foil increases due to this change. Finally, the incipient cavitation is effectively delayed. The developed cavitation scale on optimized foil is also smaller than initial foil in the same C
σ
case.
Above all, this optimization method supplies the pump designs to have a better anti-cavitation performance under off-design conditions and even widen the cavitation-free operation range.
Despite the demonstrated effectiveness, several limitations should be noted. The study is based on a simplified hydrofoil model and a steady single-phase CFD approach. The influence of parameterization strategy, weighting factors, and optimization settings has not been fully explored. Future work will focus on extending the method to three-dimensional blade geometries, incorporating multiphase cavitation models, and performing sensitivity and uncertainty analyses.
Footnotes
Acknowledgements
The authors would like to acknowledge the financial support by National Natural Science Foundation of China (No. U22A20238).
CRediT authorship contribution statement
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (No. U22A20238).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that has been used is confidential.