
Abstract
The role of strain level in the assessment of wrinkling performance of 100% cotton fabric treated with various in-wear wrinkle-resistant (IWWR) additives was investigated. Two additives, a cross-linking agent and a fabric lubricant were both separately and in combination applied to cotton fabric samples. In this investigation multiple laboratory tests were used, including fabric bending hysteresis and stress relaxation under medium to high curvatures, fabric shear, controlled laboratory fabric wrinkling (wrinkle tester) as well as crease recovery angle measurements. The results were analyzed, with reference to the viscoelastic and frictional model of fabric wrinkling, in order to evaluate the IWWR performance of the treated and untreated fabric samples objectively and quantitatively. The correlation between these results and the subjective evaluation of wrinkle recovery performance of shirts in an in-wear panel test was evaluated.
Keywords
It is generally known that the formation of wrinkles in textile materials is a result of incomplete recovery of the fibers and yarns within the fabric from deformations that occur during the wear and/or care cycle. 1 When the fabric structure undergoes such deformations, fibers experience a combination of bending and torsion that expose them to a distribution of strain levels. Furthermore, fibers will slide against each other, which will give rise to inter-fiber friction. The wrinkling of fabrics and their subsequent recovery from wrinkles are primarily determined by the time-dependent viscoelastic properties of their constituent fibers (including the aging history of the fabric) and the inter-fiber frictional effects. 2 – 4 This phenomenon has been formulated in a rheological model consisting of a Generalized Linear Viscoelastic Element (GLVE) in parallel with a frictional element by Chapman.5,6 Superimposed on viscoelastic and frictional parameters are the environmental conditions of humidity and temperature.7,8 However, as far as wrinkling performance is concerned, the effect of such environmental conditions could also be understood in terms of their influence on the fundamental viscoelastic and frictional properties of the fabric.
Consequently, the effective finishing agents and processes, which aim to impart in-wear wrinkle resistance and/or enhanced wrinkle recovery to textile fabrics, generally target modification of fiber viscoelasticity and/or inter-fiber friction properties of the fabric.
Fiber cross-linking is the most effective method for positively influencing fiber viscoelasticity as far as wrinkling and wrinkle recovery performance of the fabric is concerned. Cross-linked cotton fibers show less viscoelastic energy loss through a reduced level of stress relaxation during fabric deformation.9,10 This would increase the level of energy that is available for recovery, hence improving wrinkle recovery performance of the fabric. Dimethyloldihydroxyethyleneurea (DMDHEU) is the most widely used commercial cross-linking agent for cotton and cotton blended fabrics. 11 However, due to environmental and safety-related issues associated with DMDHEU, the search for alternative agents continues. Butanetetracarboxylic acid (BTCA) is widely studied as an alternative cross-linking compound for cotton fiber.12,13
Reduction of inter-fiber friction, on the other hand, enhances wrinkle recovery by reducing frictional resistance to recovery.14,15 There are several classes of lubricants/softeners from various chemical origins that have been designed for this purpose. These compounds form a smooth thin layer on fiber and yarn surfaces, and alter the fiber and yarn surface properties. They cause a reduction in the level of inter-fiber friction, which results in a reduced level of mechanical energy loss during deformation. This will subsequently increase the energy available for recovery. 16
Moreover, as most lubricants are water repellent, they form a hydrophobic layer on the surface of highly moisture-absorbing fibers, such as cotton.17,18 This will hinder moisture absorption during in-wear wrinkling deformations. It is known19,20 that changing moisture content during fabric deformation leads to more severe wrinkles. This is because the de-aging effect of moisture acts as a major source of increased relaxation and hence energy loss. Therefore, hydrophobic lubricants would enhance the recovery performance of moisture-absorbing fibers.
Introduction
The study of the relationship between yarn and fiber deformation mechanisms and fabric wrinkling and wrinkle recovery properties has revealed that level of strain is the major factor that appears to affect the wrinkle recovery behavior of fabrics.21,22 At higher fabric curvatures, the elastic component of fabric stiffness is reduced, while the hysteresis effects are increased. 23
The most widely used standard method in the objective assessment of wrinkle recovery behavior of textile materials is the crease recovery angle (CRA) measurement. It is obvious, however, that the ultimate evaluation of the fabric performance, as far as wrinkling and wrinkle recovery is concerned, is done by subjective visual evaluation during and after wear by the wearer. It is also clear that the CRA measurement, although a fast and easy method that can provide reasonable data, does not capture all the complexities of the wrinkling phenomenon. It is highly desirable, therefore, to study the relationship between the CRA and other objective methods that can provide data on the viscoelastic response of the fibers in medium to high curvature bending, as well as frictional behavior of the fabric in deformations relevant for wrinkling. It is also important to evaluate the correlation between the results of these objective measurements and the outcome of subjective evaluation of fabric wrinkling behavior during wear tests.
The focus of this paper is examining the strain dependency of in-wear wrinkle-resistant (IWWR) finishes on 100% cotton fabrics, as well as evaluating the relative importance of the viscoelastic and frictional components of fabric wrinkling under varied strain levels. The effect of modified fiber viscoelasticity was determined by studying BTCA-treated fabrics. The role of inter-fiber friction was evaluated by testing lubricant-treated samples. Finally, for the study of the combined effect of viscoelastic and frictional components of fabric wrinkling behavior, cotton samples were treated with both BTCA and a lubricant. This study was done through in-depth analysis of the results of a number of objective test methods involving bending, shear, and creasing, as well as laboratory wrinkling of cotton fabric samples. The results of these objective tests were then analyzed in terms of their implications in the subjective assessment of fabrics that were treated with the same lubricant in controlled wear trials.
Experimental details
Materials, conditioning, and treatments
All experiments were performed on samples from a 100% cotton (bleached and mercerized) fabric, which was supplied by the Center for Test Materials (CFT), in The Netherlands (fabric code T-407). The fabric weight was 189 g/m2. The fabric thickness, as determined by a Fabric Assessment by Simple Testing (FAST) compression tester at 100 cN force, was 0.354 mm. All tests were performed under standard laboratory conditions of 50% relative humidity (RH) and 20°C temperature, except for the wrinkle tester measurements, which were performed at 65% RH and 20°C conditions.
Sample preparation
All cotton fabric samples have undergone the following treatments: first de-aging, 12 hours in (room temperature) water to remove any previous deformation history of the fabric, followed by conditioning (24 hours at 50% RH and 20°C). Samples were then moisturized with liquid water (100% of their dry weight) after which they were dried to a moisture content of 20%. At this moisture content samples were ironed to dry and subsequently conditioned for the second time for 24 hours, after which their weight was determined.
Specification of C-1055 as received by Ciba

*PDMS = polydimethylsiloxane
Fabric samples that were used in evaluation of the effect of fiber cross-linking received BTCA treatment. A solution of 5% BTCA (from Fluka) and 2.5% sodium hypophosphite (from Sigma) in demineralized water was applied to the fabric samples. Sodium hypophosphite was added as a catalyst. The samples were subsequently cured at 200°C for 4 minutes. They were then rinsed (three times in cold demineralized water) and dried to a moisture content of 20%, at which they were ironed and conditioned for at least 16 hours.
The BTCA-treated samples were divided into two groups. One group received an additional C-1055 treatment as described above. The other group received no additional treatment.
In the study of the role of lubricants (reducing inter-fiber friction) in fabric deformation it is important that the lubricant of choice can adequately coat single fibers in the fabric sample. The following morphology study was therefore carried out in order to verify the suitability of C-1055 as an effective lubricant.
C-1055-treated and untreated fabric samples were embodied in a resin (without using any solvent). After curing of the resin the surface was cut by a diamond chisel so that a cross section of the treated and untreated fabric was obtained. These cross sections were first studied with a Scanning Electron Microscope (SEM). Figure 1(a) shows a SEM picture of untreated cotton fibers in the fabric cross section. A silicon (Si) distribution mapping (using dispersive wavelength Electron-probe Micro Analysis, EPMA) was taken from the same area and as expected hardly any Si was present on the untreated sample (see Figure 1(b)).
(a) Cross-section SEM picture of untreated cotton fibres. (b) Corresponding Si-mapping picture indicating no Si present, therefore picture in is black.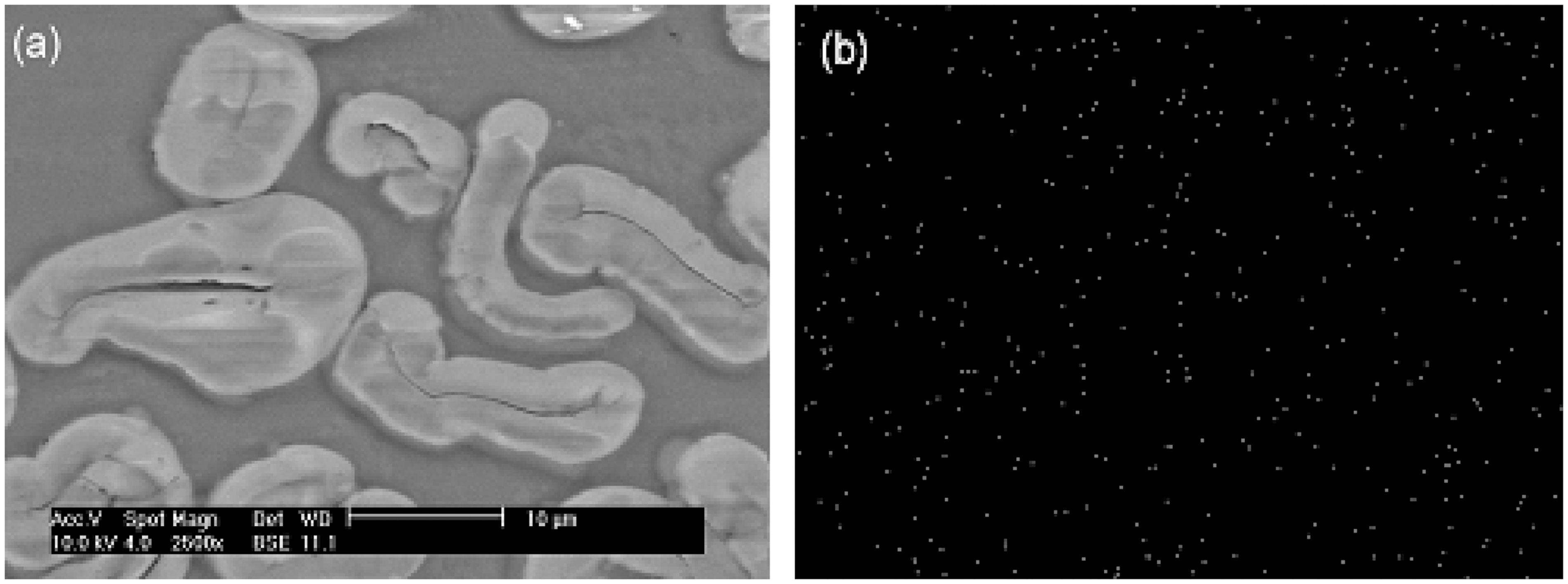
The same measurements were performed on the C-1055-treated samples. Figure 2(a) shows the SEM picture of the cross section of a treated yarn. The corresponding Si mapping picture can be seen in Figure 2(b), which reveals a homogeneous distribution of C-1055 within the whole yarn.
(a) Cross-section SEM picture of C-1055 treated cotton yarn. (b) Corresponding Si-mapping picture.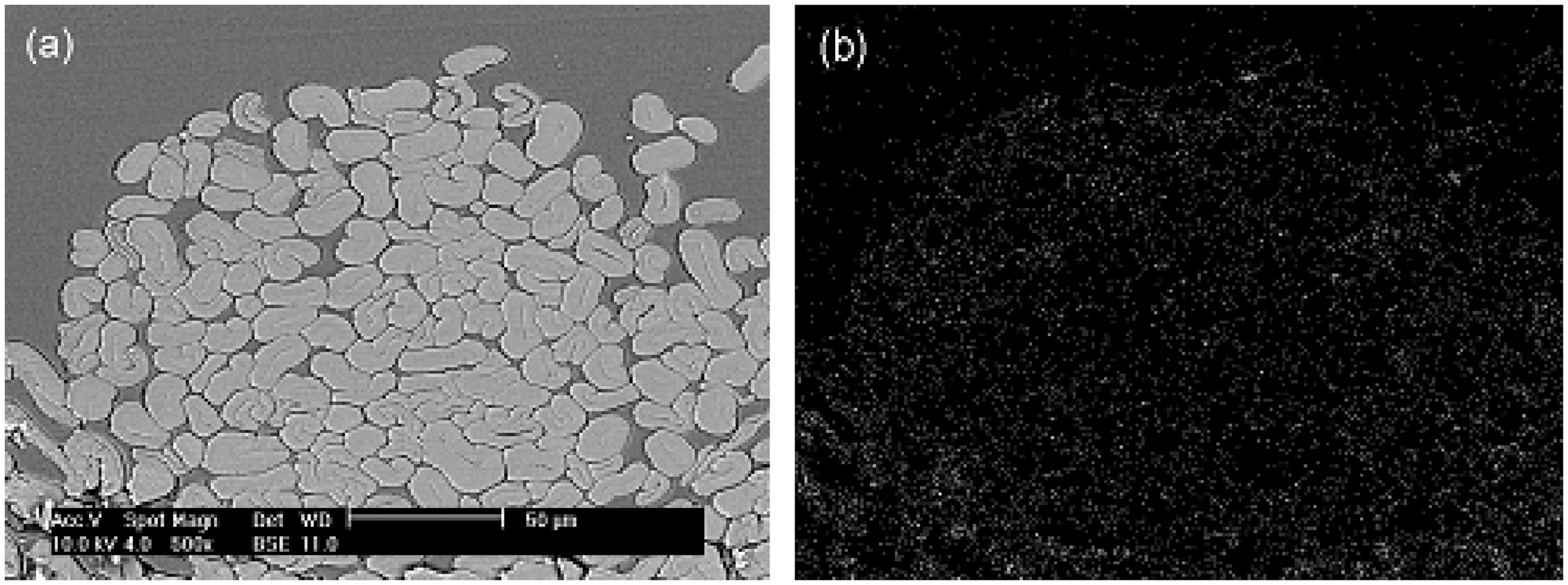
Figure 3(a) shows a SEM picture of a cross section of a few C-1055-treated fibers, and Figure 3(b) shows the corresponding Si mapping picture. These two pictures clearly demonstrate the adequate coating properties of the silicon-based C-1055 as a typical fabric lubricant.
(a) Cross-section SEM picture of C-1055 treated cotton fibres. (b) Corresponding Si-mapping picture.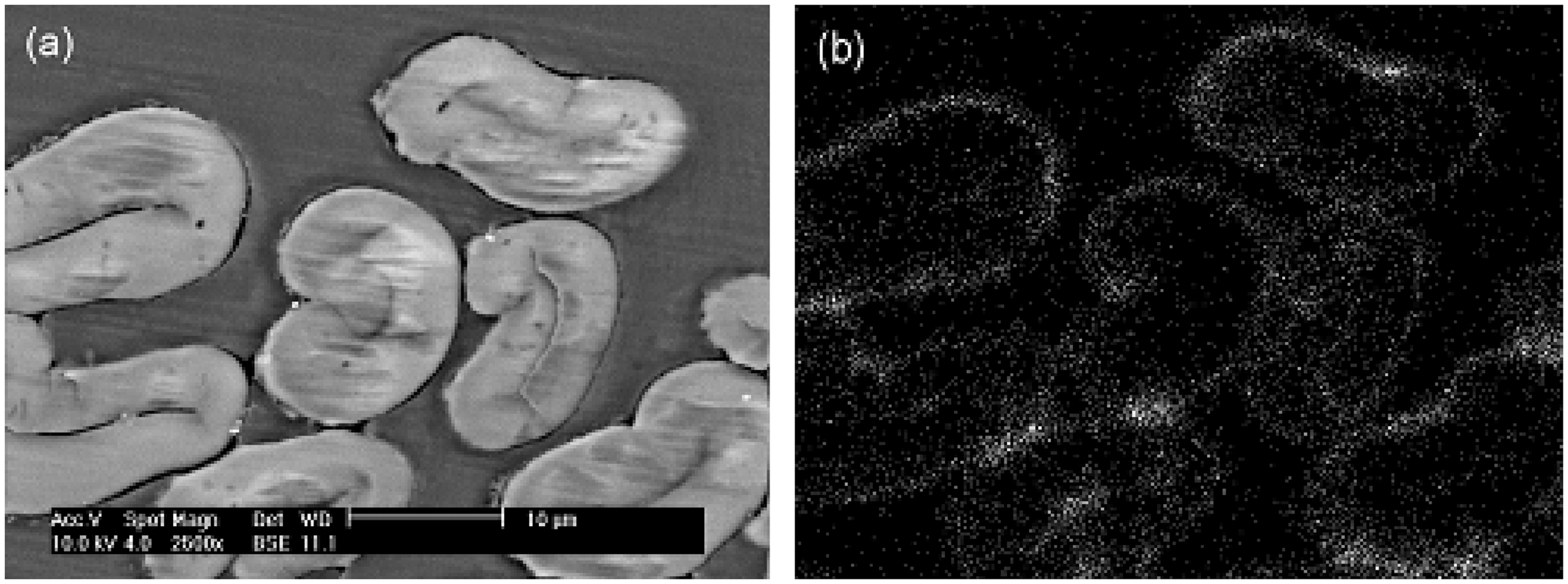
Measurement methods
Fabric crease recovery angle
A modified CRA test method was used in measuring the recovery of untreated and treated fabrics from a creasing deformation. In a standard wrinkle recovery angle (WRA) or CRA test a fabric fold is held under a dead weight for a certain time after which it is removed, and the angle of recovery is measured after the fabric sample has been transferred to a holder that allows crease angle measurement. The CRA measured according to such a procedure, however, is subject to inaccuracy and poor reproducibility due to fabric handling and human error in angle measurement.
The modified CRA setup (developed at Philips Research) included features that would minimize manual sample handling and facilitate automatic data capturing with the help of a camera. Figure 4(a) shows a photograph of the setup. The following procedure was used for samples of 50 mm × 15 mm in size. A sample holding plate with a recess as wide as the sample width (15 mm) held the unfolded fabric sample, in such a way that the first 20 mm of its length was stuck to the holder by sticky tape. A second plate created a crease along the width of the fabric by sliding over it. This assembly, which was held vertically, was then pressed by a load of 500 gf. The load was applied with the help of a pulley and a spring. Upon completion of loading time the loading plate was slid off the fabric while a camera captured the folded fabric. Figure 4(b) shows a typical crease that has been captured by the camera. All CRA data presented in this paper are CRAs measured after a 5 minute recovery period according to the generally practiced method. The recovery angle was then converted to percentage recovery (100% recovery corresponds to a CRA of 180°). Each data point in the CRA plots is an average value of three warp and three weft samples.
(a) The automated CRA set-up. (b) A typical creased fabric sample. Picture captured by the camera of the automated CRA set-up.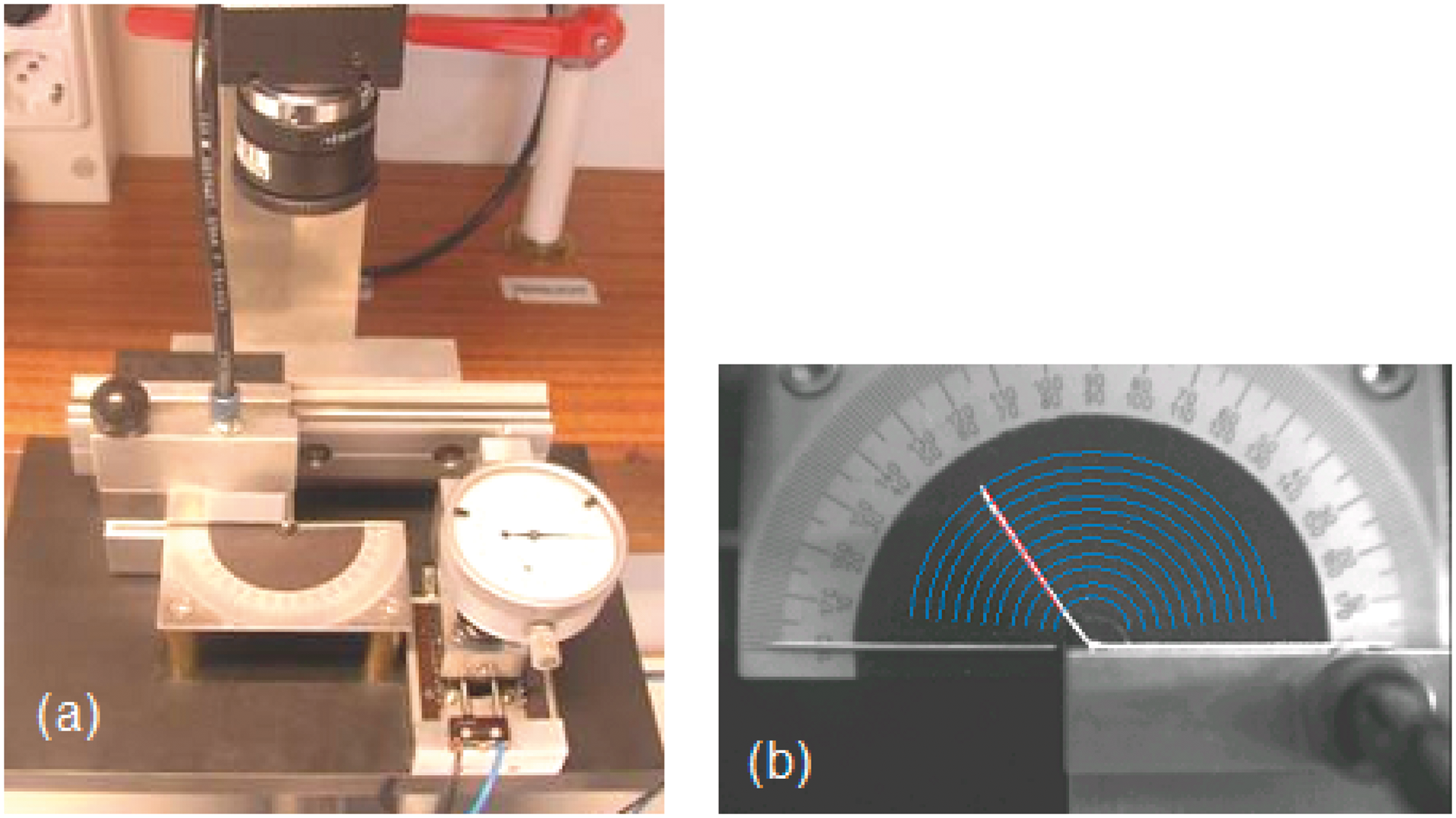
Fabric bending
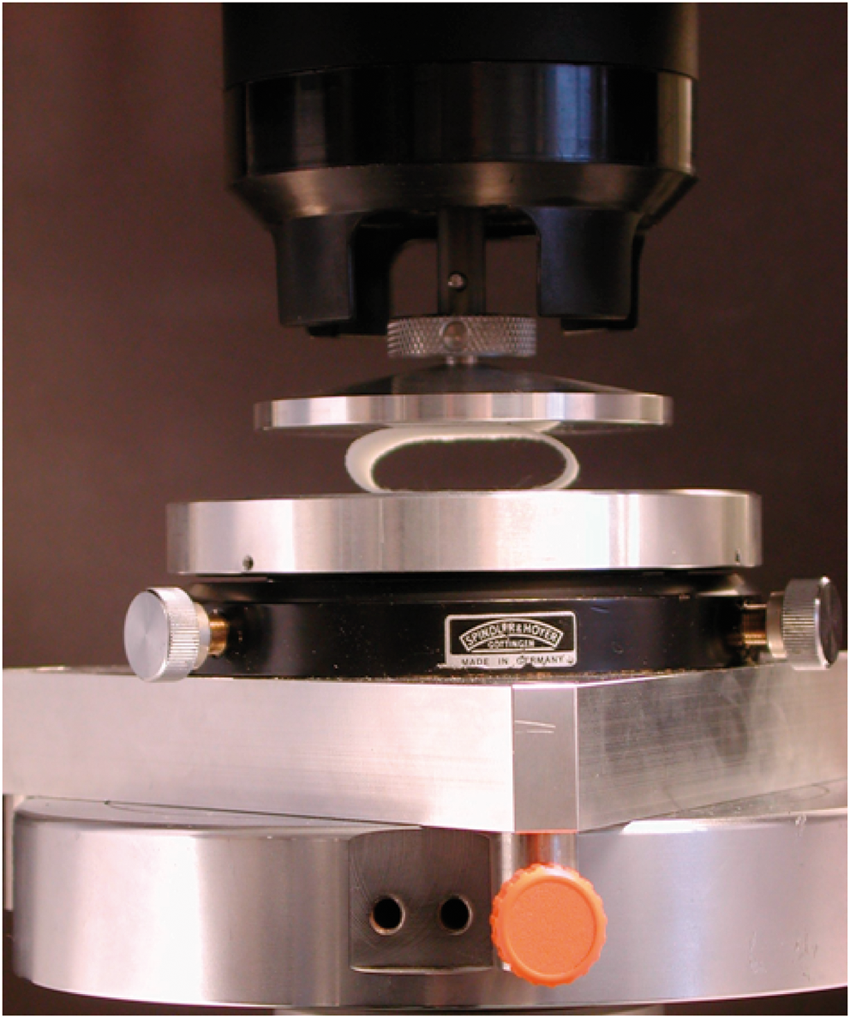
Procedure: an Instron mechanical testing instrument in compression mode was used to perform bending experiments. Cotton fabric was cut into strips of 40 mm × 80 mm. The strips were then bent to form fabric loops. The two 40 mm sides were held together by sticky tape strips. The specimens were then compressed between two Instron compression plates. Figure 5 shows a photograph of fabric loops during compression. A fast cross head speed of 100 mm/min was selected to minimize stress relaxation during deformation. Fabric curvature (K) was calculated as inverse of the radius of curvature of the fabric with the assumption that the mean fabric curvature is the curvature of the central plane of the fabric:
Picture of fabric bending set up (Instron) with a compressed fabric loop. Schematic diagram of a cross section of the compressed loop. Schematic diagram of the parameters used to define fabric curvature.

Two types of tests were performed with this set-up: a bending-hysteresis test, during which a fabric loop was exposed to a deformation (compressed to a specific curvature) and recovery cycle; and a bending-relaxation test in which the compressed fabric loop was held under a specific curvature while bending stress was monitored for 1000 seconds.
From the bending-hysteresis test results the parameters of bending rigidity and elasticity were calculated according to the following definitions.
Bending rigidity
We made the following assumptions according to the classical theory of elasticity and its application to the geometrical shape taken up by a U-shaped elastic strip under compression force:


Since 
Bending elasticity
We defined bending elasticity as partially recovered energy during a deformation and recovery cycle in compressing a fabric loop to a specific curvature as indicated by the following equation:
This equation basically represents the recovered energy, WR, as a percentage of deformation energy WD , while F1 and F2 are forces of deformation and recovery respectively, and d is the distance covered by compression plates, which is a function of fabric loop curvature. The energy terms were calculated as the area under the corresponding force versus displacement curve. Each data point in the bending rigidity and elasticity plots is an average value for three measurements in fabric warp direction.
Fabric shear
Evaluation of fabric shear properties was done by the Kawabata Evaluation System for Fabrics (KESF) shear method, from which the standard parameters of shear rigidity (G) (between 0.5° and 2.5° shear angle) and shear hysteresis (2HG5) at 5° shear angle were extracted.
Wrinkle tester (American Association of Textile Chemists and Colorists Method 128)
Wrinkle recovery tester model 155, as supplied by James H. Heal & Co. Ltd, and a Verivide Crease Imaging Cabinet were used for the WT128 test. The fabric sample (30 cm × 15 cm) was attached to the flanges of the wrinkle tester. The upper flange was then lowered so that the cylindrically shaped fabric was simultaneously twisted (180°) and compressed to form diagonal wrinkles. A load of 300 g was used. After a wrinkling time of 8 minutes, the fabric was removed from the apparatus and imaged after 1 hour and 24 hours under controlled lighting conditions. The photos were assessed by experts, who compared the photos with photos of replicas taken under the same conditions, the so-called ‘Chloe scale’ developed by Unilever Research. Contrary to the American Association of Textile Chemists and Colorists (AATCC) 128 wrinkle replicas, in the Chloe scale 0 represents a flat sample and 10 a severely wrinkled one. One data point is an average of six fabric samples. Fabric warp direction has been along the 15 cm side of the sample.
In-wear panel tests
In order to assess the correlation between objective methods of evaluation and in-wear panel tests, 16 men’s long-sleeve shirts were made out of the same 100% cotton (code T-407) fabric that had been used in all laboratory tests. Eight shirts (out of 16) were sprayed with demineralized water (reference) and the other eight shirts were sprayed with 2.5% add-on of C-1055 (lubricant). Subsequently, all shirts were ironed (at maximum temperature without steam) and conditioned overnight. Each shirt was worn for three hours (either from 9 to 12 or from 12 to 15). Each panelist wore a C-1055-treated shirt and a demineralized water treated shirt. The order of wearing was randomized across panelists. The panelists’ responses were collected via a questionnaire. The shirts were also scored on their wrinkle severity by trained people (judges), who used the Chloe scale for wrinkles in sleeves and Haricot folds scale for front and back panels of the shirt (see Figure 8).
Images of shirts after wear including wrinkling scales used to score the wrinkles in particular regions.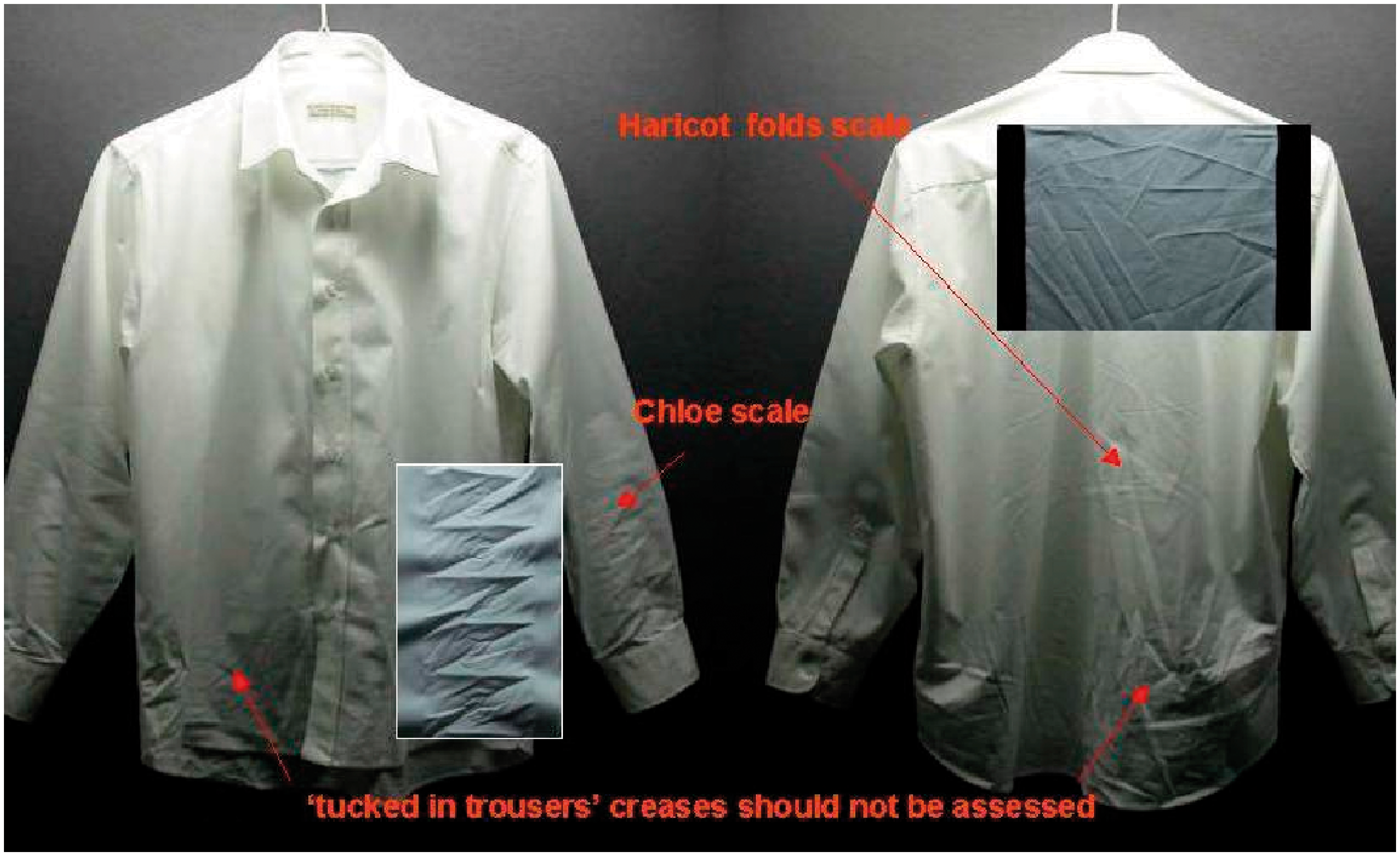
Results
Fabric crease recovery angle
Figure 9 shows the measured CRA values after a 5.0 minute recovery time for various deformation times (1.0 and 10.0 minutes of loading). The results in Figure 9 reveal that all treatments improve crease recovery compared to the untreated fabric. The maximum improvement belongs to the combined BTCA and C-1055-treated sample. Longer loading time (10 min) reduces the extent of the positive effect of C-1055 treatment. These results imply that reduction of fiber creep offered by fiber cross-linking with BTCA is also effective in longer term deformations, whereas cotton fabric treated with a lubricant exhibits poorer recovery (i.e. more creep) than the untreated fabric in longer deformation time. At first sight this outcome appears to be in contradiction with the general model of fabric wrinkling, in which inter-fiber friction is a constant element and independent of time.5,24 This result will be discussed later.
Crease recovery of the treated fabric samples after 1 and 10 minutes loading time (load = 500 gf).
Fabric bending
Bending hysteresis
Bending rigidity and percentage elasticity were calculated according to the equations in the ‘fabric bending’ section of this paper based on bending-hysteresis results for final plate separations of 2.0 and 1.0 mm.
Figure 10 summarizes these results. As expected, these results demonstrate that fabric lubricant reduces the bending rigidity of the fabric, and increases its elasticity, whereas fiber cross-linking increases both the rigidity and elasticity values, albeit to a lesser extent. This justifies the well-known procedure of combining the two treatments in order to maximize their desired effect on wrinkle resistance of the fabric.
Fabric bending rigidity and elasticity as calculated from a bending hysteresis test at Df = 2 mm and extension rate 0.1 mm/s.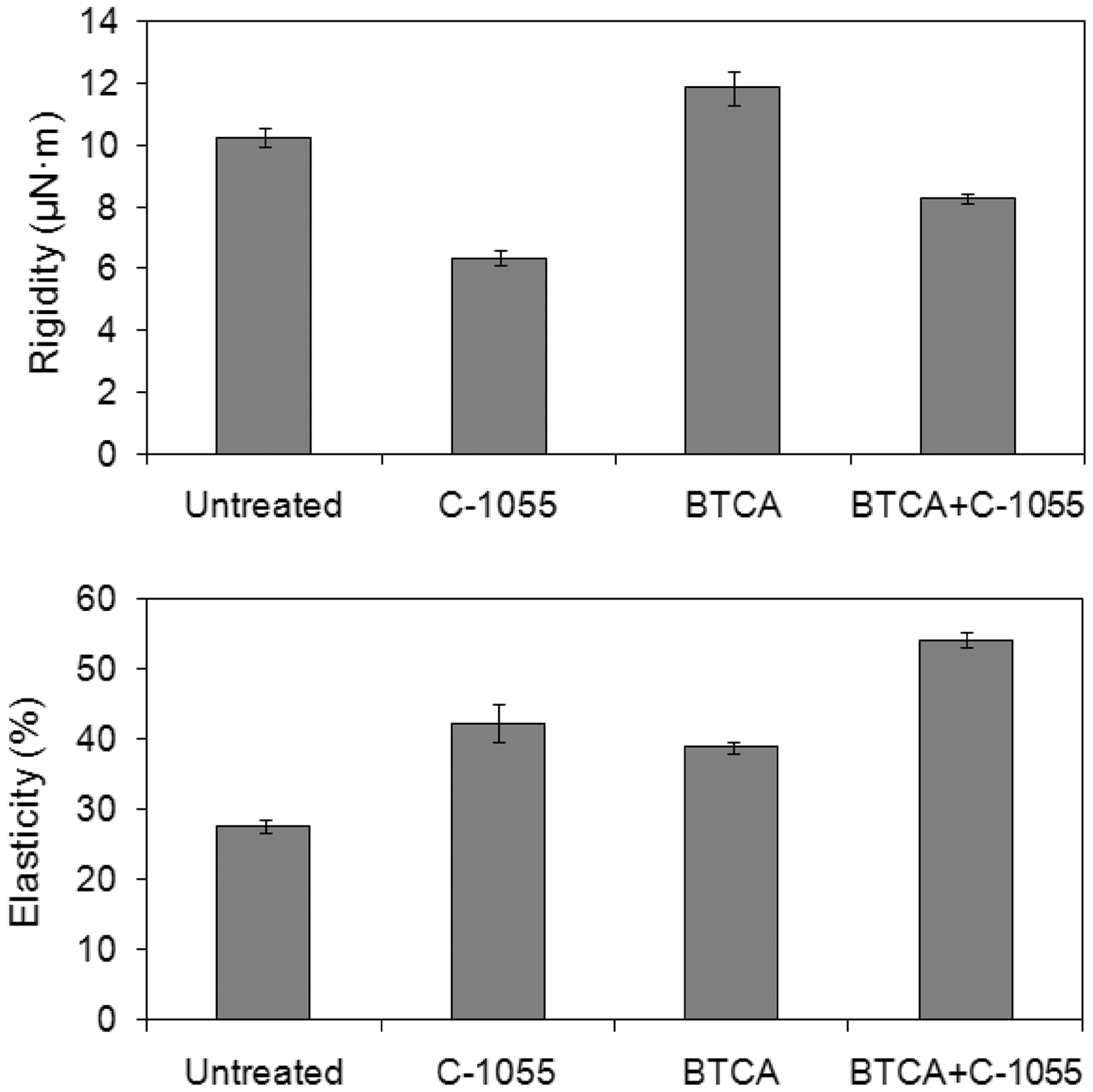
The effect of fiber strain level on the elasticity of the treated fabrics is shown in bending results for final plate separation of 1.0 mm. Estimated average fiber bending strain (ɛ) was worked out using the equation ε = R/r in which R is fiber radius and r is the radius of curvature of the central plane of the fabric. At final plate separation Df of 2.0 mm fiber strain was estimated to be 1.2% and at Df = 1.0 mm this value was 3.1%. Figure 11 confirms that increasing fabric bending curvature, hence fiber bending strain, results in reduced elasticity for all fabrics. This reduction is slightly higher for the lubricant-treated fabric, which suggests a certain level of strain dependency in the effect of lubricants.
Fabric elasticity for the tested fabrics at Df = 2 mm and Df = 1 mm (extension rate 0.1 mm/s).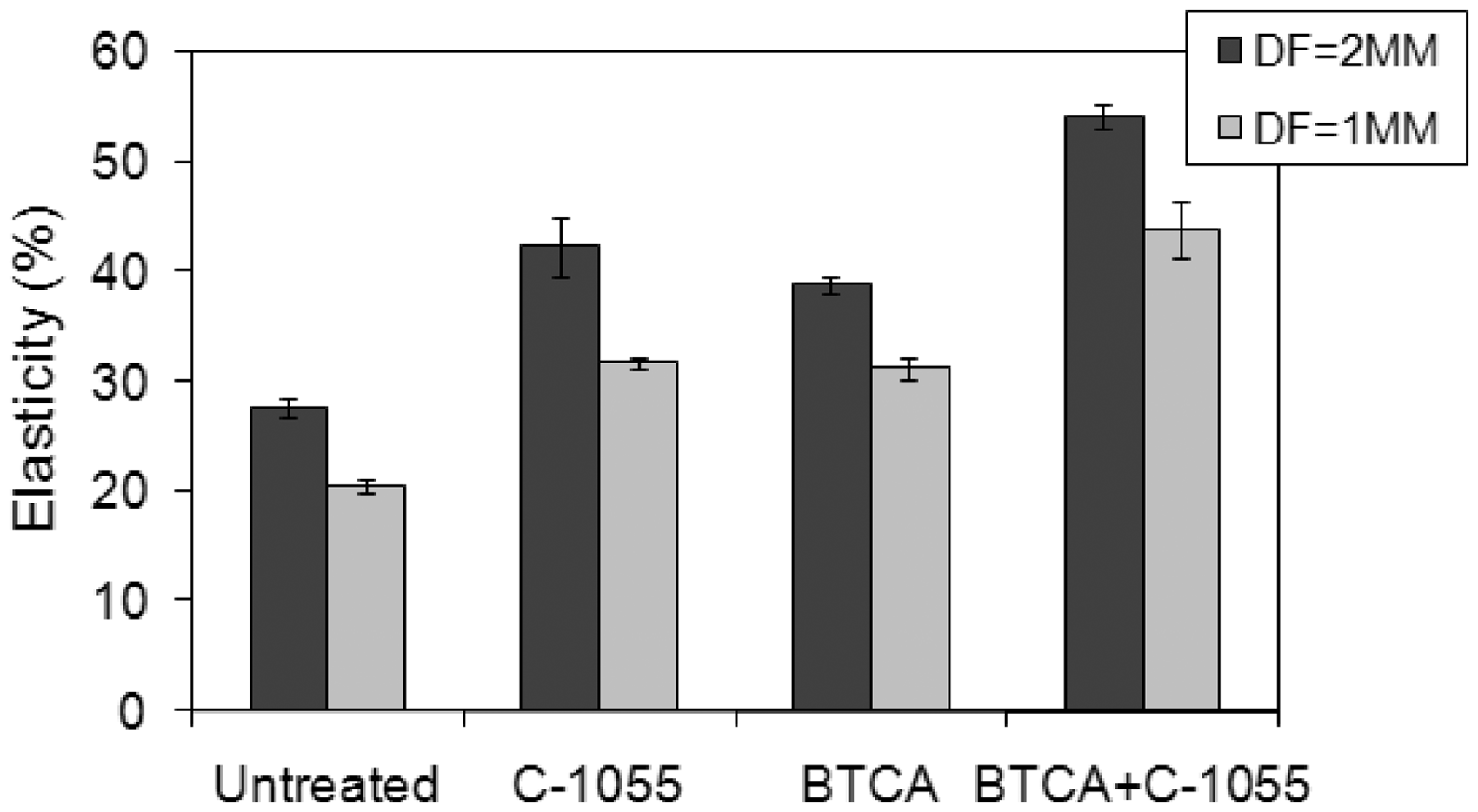
Bending relaxation
Figure 12 depicts normalized results of bending stress relaxation tests at the Df value of 1.0 mm. The relaxation process was recorded for 1000 seconds. As expected, the BTCA-treated fabric shows less relaxation compared to untreated fabric. It is interesting, however, to note that the lubricant-treated fabric exhibits a higher level of stress relaxation rate than the untreated fabric. This effect can explain the higher level of reduction of the effect of lubricant in CRA measurement for longer loading time. Note that the figure shows normalized results, thus eliminating the differences in force level at the constant curvature for various fabrics (e.g. lower stress for the C-1055-treated sample).
Bending relaxation for the tested fabrics as a function of the time (Df = 1 mm, relaxation time = 1000 sec).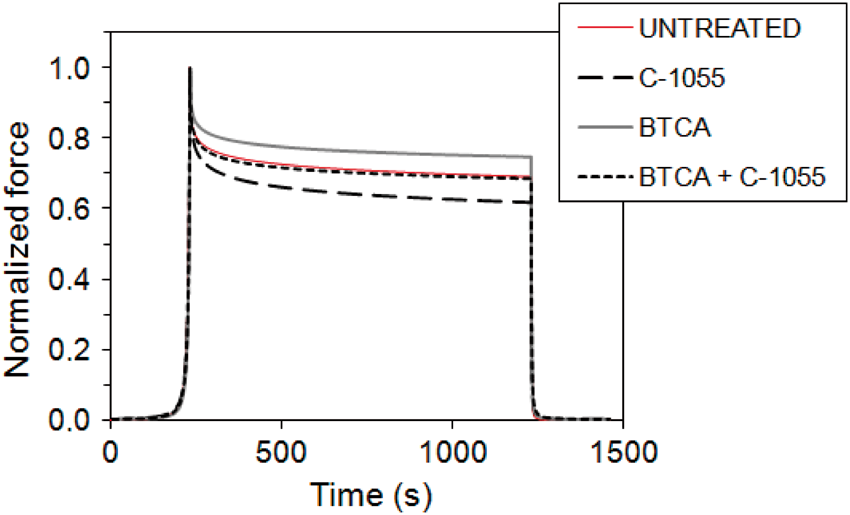
KESF shear
Figure 13 summarizes the shear-rigidity (G) and shear-hysteresis (2HG5) results of fabric shear performed using the KESF shear instrument. The 2HG5 results show that lubricant (C-1055)-treated fabric exhibits improved shear recovery. This result is in full agreement with bending elasticity results, in which lubricant-treated fabric demonstrates higher bending elasticity. Generally, there is full agreement between fabric bending and shear hysteresis trends for all fabric treatments. The rigidity values for fabric bending and shear, however, are not in full agreement. This is due to differences between the natures of the mode of deformation as well as strain levels in fabric-bending and shear tests.
Shear stiffness and shear hysteresis (G and 2HG5) data for the tested fabrics.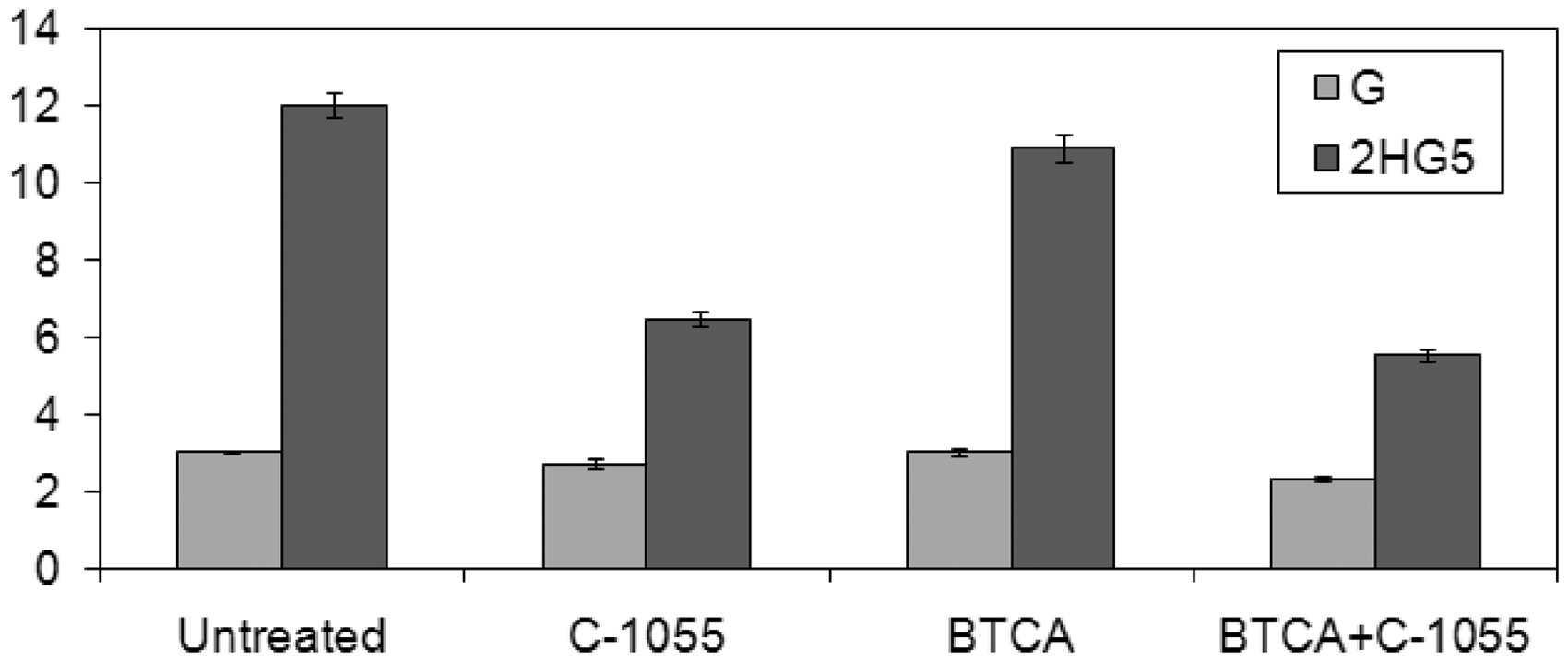
Wrinkle tester 128 results
Figure 14 presents the results of measurements carried out by the wrinkle tester. As far as the effect of the lubricant is concerned, these results are in contradiction with the previously reported laboratory tests (CRA, bending, and shear hysteresis) as they demonstrate a negative effect for the lubricant compared to the untreated fabric. Moreover, within the error bars the BTCA-treated fabric scores similar to the combined BTCA + C-1055, contrary to the previous results.
Wrinkle tester data for tested fabrics after 1 and 24 hours scored by Chloe scale from 0 to 10 (load 300 g, 8 minutes loading time).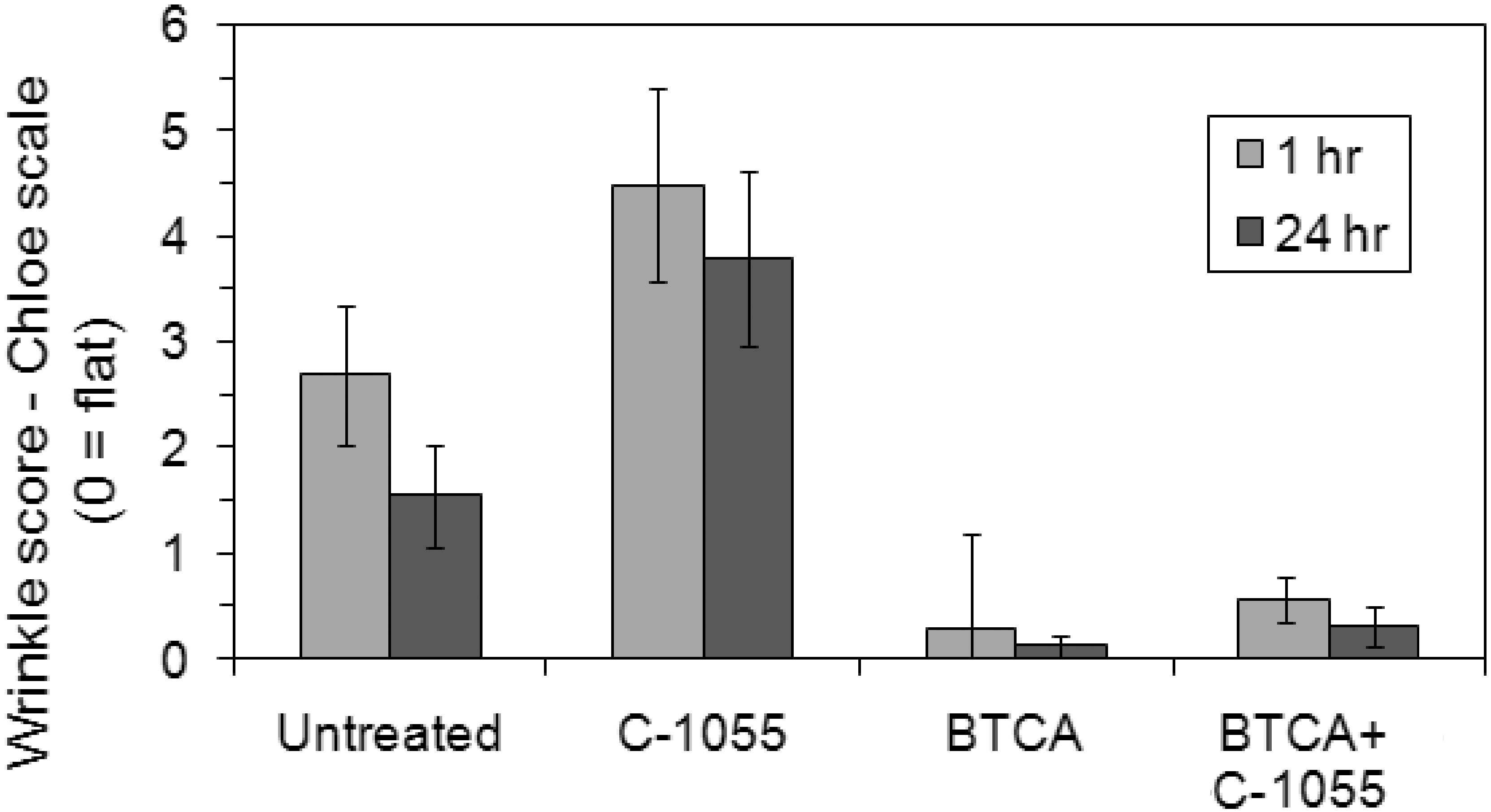
In-wear panel test results
Figure 15 shows the panelists’ response to T-407 shirts treated with demineralized water or C-1055 in comparative assessment (i.e. after having worn the two shirts, the panelists were allowed to compare their two shirts while they were hanging next to each other).
Panelists’ response to T-407 shirts treated with water or C-1055 in comparative assessment.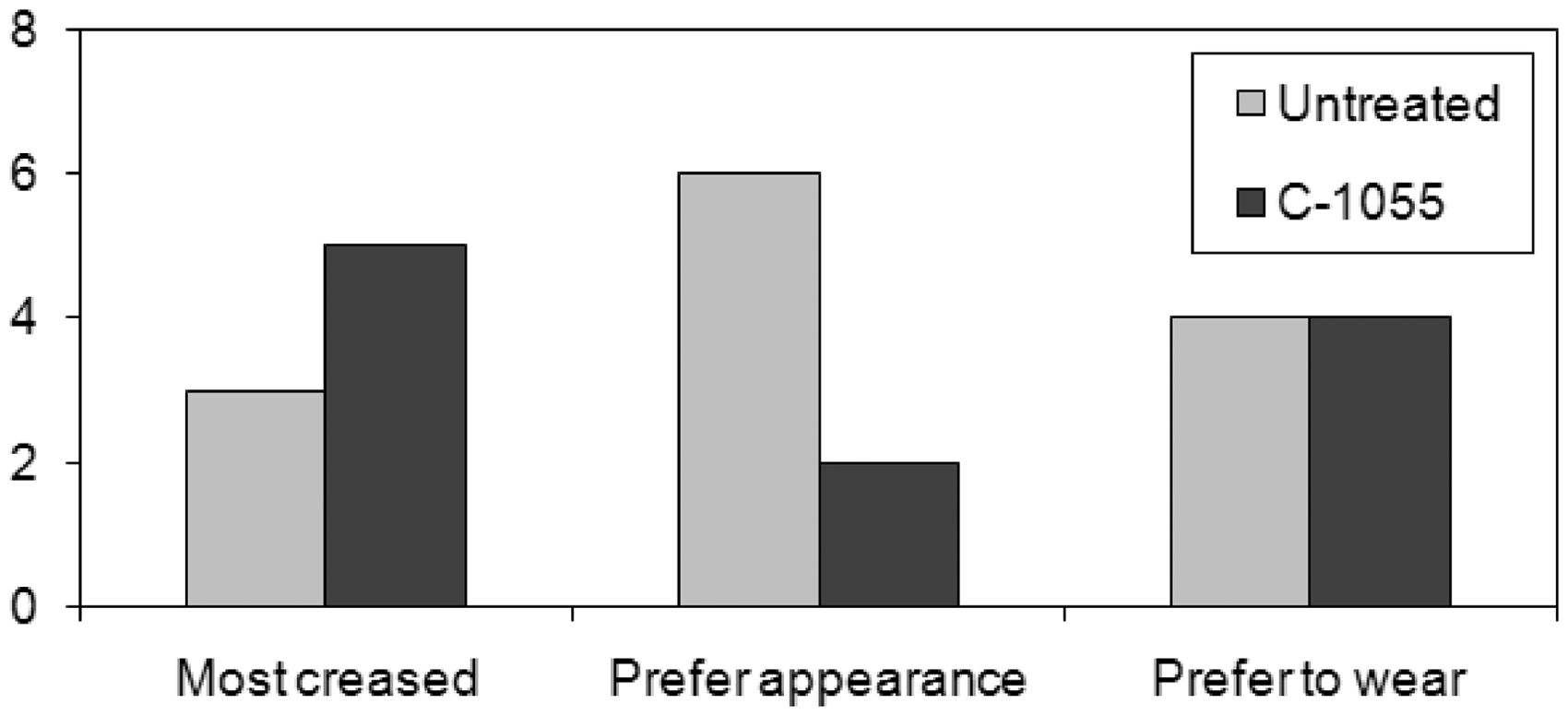
Five out of eight panelists perceived the C-1055-treated shirt as more wrinkled, and six out of eight panelists favored the appearance of the untreated shirt after wear. Although one could expect a certain preference in wear for the lubricant-treated shirt, there was no difference in preference in wear among the eight panelists.
The data in Figure 15 seems to indicate that C-1055-treated shirts appeared more wrinkled than the reference shirts after being worn for 3 hours. However, the difference was not statistically significant due to the low number of panelists. For a statistically significant result seven out of eight panelists (instead of six) should have given the same answer.
After being worn the shirts were also assessed one by one (thus monadic paneling and not compared) by five judges. The averages of their wrinkle scores are shown in Figures 16 and 17.
Monadic paneling of wrinkles present on front and back of the shirts worn during panel test and scored by the Haricot scale. Monadic paneling of wrinkles present on the sleeves of the shirts worn during panel test.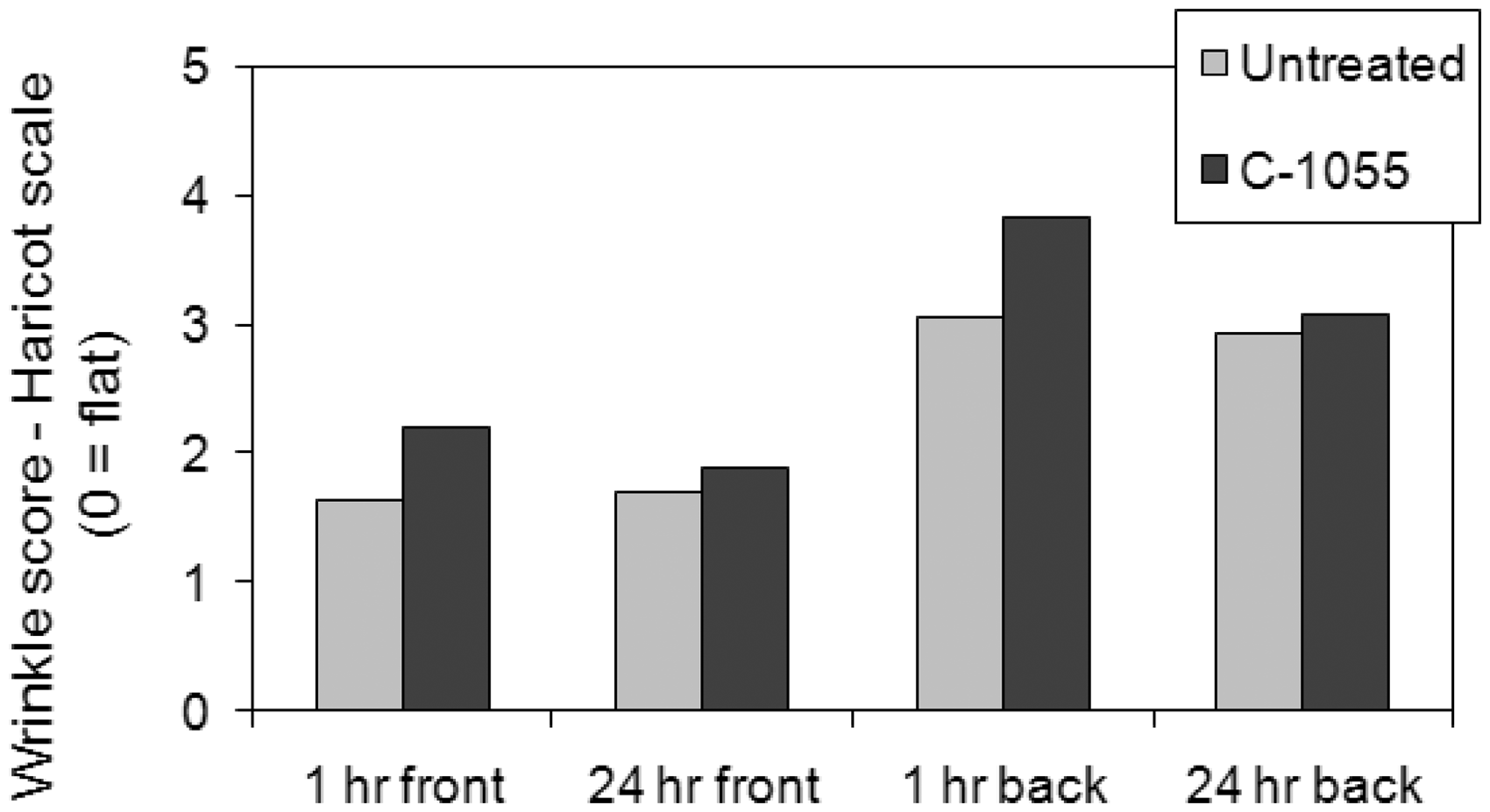
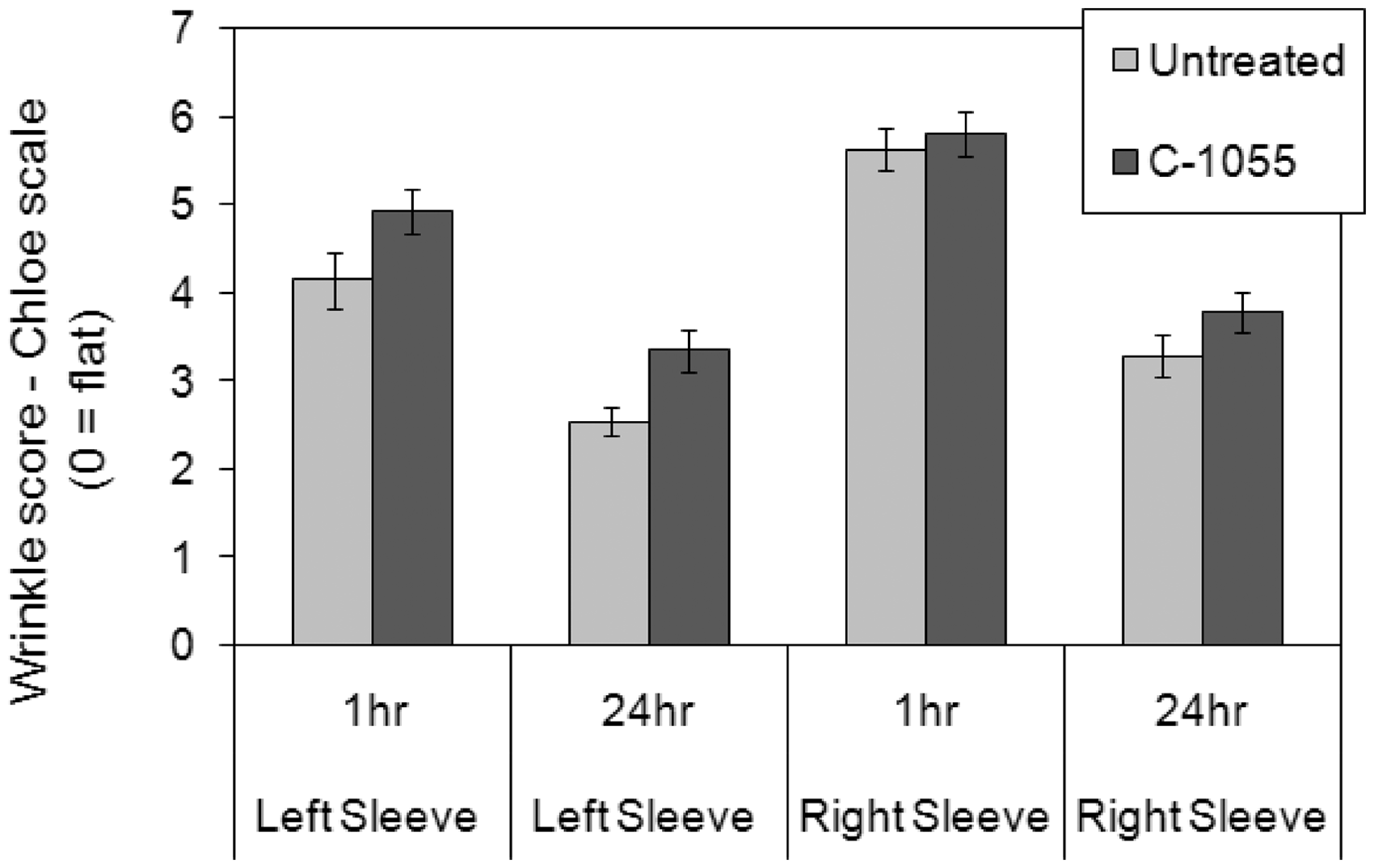
Figure 16 shows the assessment of the wrinkles created during the panel test on the front and back of the shirts. The wrinkle scores are therefore based on the Haricot scale, where 0 is representative for flat. The results after 1 hour (both on the front and the back of the shirts) point to the direction that the C-1055-treated shirts are more wrinkled. The assessment of the wrinkles on the sleeves (Figure 17) was done with the help of the Chloe scale. The 1 hour and 24 hours results on the left sleeve show with significant difference (95%) that the C-1055-treated shirts are the most wrinkled ones. On the right sleeve of the shirts, no difference was found after 1 hour, whereas after 24 hours there is a directional difference that C-1055-treated shirts are the most wrinkled.
Overall, the C-1055-treated shirts seem to be more wrinkled than the demineralized water treated shirts.
Discussion
General
The analysis of the outcome of all the laboratory tests, considering their inter-relation and linking them to the results of the in-wear panel test, leads to a number of expected outcomes but also reveals some unexpected findings. The major expected result is the verification of the effect of combined fiber cross-linking (BTCA) and fabric lubricant (C-1055) that proves to be the strongest treatment in terms of its wrinkle resistance effect in all objective tests. The experiments also confirm that low-strain (KESF) shear hysteresis and bending-hysteresis measurements (at fabric curvature corresponding to Df = 2.0 mm) give comparable results.
The most striking unexpected results, however, involve the effect of lubricant C-1055. All objective laboratory tests (CRA at standard loading time, bending hysteresis, KESF shear) show that lubricant-treated fabric performs better, in terms of percentage recovery, reduced rigidity, and increased bending, as well as shear elasticity, than untreated fabric. These results are in line with the existing knowledge about the effect of fabric lubricants, that is, reduction of inter-fiber friction that would lead to a decrease in the dissipated energy during the wrinkling deformation and hence a higher wrinkle recovery. This reduction in the level of dissipated energy is confirmed by the reduced bending and shear-hysteresis values (Figures 10 and 13). The increase in the level of recovery energy is also evident as CRA values show an improvement as a result of treatment with a fabric lubricant (Figure 9). However, the wrinkle tester and in-wear results, which are visually and subjectively assessed, show that C-1055-treated fabrics appear more wrinkled than the untreated samples. Plus, BTCA treatment results in the same (considering experimental error) effect as the combined treatment (Figure 14).
This apparent discrepancy points to the involvement of two major phenomena during fabric deformation and recovery. The first phenomenon relates to strain dependency of the effect of fabric lubricants, which can in turn affect the viscoelastic behavior of the fabric. The second phenomenon is related to the mechanism of crease formation and the perception of creases in objective and subjective assessment of fabric wrinkling behavior. Both of these phenomena will be discussed below.
Strain dependency
The results of the objective measurements of bending and the CRA demonstrate that both high bending strain (Df = 1.0 mm) and longer deformation time (loading time = 10.0 min) cause a drop in the level of positive effect for all treatments, but more so in the case of fabric lubricant (Figures 11 and 9, respectively).
The wrinkle tester, in comparison with both bending and standard CRA tests, subjects the fabric to a significantly higher strain level and deformation time. Moreover, the wrinkle tester subjects the fabric to a simultaneous bending and shear deformation. We think that this large discrepancy in the strain level, as well as deformation mode and time, explains the contradicting results in objective and subjective tests for lubricant-treated fabrics.
Crease formation and crease perception
During any fabric bending deformation, inter-fiber friction acts as a hindrance to fabric and fiber bending. Therefore, reduction of inter-fiber friction will have two implications. Firstly, it will lead to an elevated average fiber strain level, which can in turn result in a higher stress relaxation level during deformation; an outcome that would contribute to lower recovery from deformation. This effect is demonstrated by the bending stress relaxation results that show a higher level of stress relaxation for the C-1055-treated fabric at the same fabric curvature. Moreover, the fabric sample with combined (BTCA + C1055) treatment shows more relaxation than the BTCA-treated fabric (Figure 12).
Secondly, it can result in a localized formation of high-strain bending and creasing. This effect would be enhanced at high curvature bending (see Figure 11, where the decrease in elasticity upon increasing curvature is the most for C-1055-treated samples) and creasing. During a bending and creasing deformation, as the bending strain continues to rise, fibers in the bending line where the strain is the highest will slip past each other to oppose the increase in fiber strain. This phenomenon will bring about high bending strain in a small number of fibers at the edge of the fabric bend (i.e. localized sharp creases that cannot recover at the same rate as the rest of the fabric). Reduction of inter-fiber friction in lubricant-treated fabrics seems to facilitate the formation of these localized high-strain creases.
During wrinkle tester measurements and in-wear tests, fabrics are exposed to a distribution of fabric curvature and fiber strain values. Therefore, when the fabric wrinkling performance is evaluated subjectively, the presence of local sharp creases lead to a poorer subjective ranking of the fabric as a whole, although the areas under lower curvature might have had better recovery compared to the untreated fabric. This effect seems to have been the dominating factor during the subjective assessment of wrinkled fabrics and shirts, whereas during an objective test, such as CRA or bending hysteresis, the overall recovery is measured and the recovery of local sharp creases are not taken into account.
The wrinkle tester results seem to be in closest agreement with in-wear panel tests. However, since the samples of the wrinkle tester are also assessed visually and subjectively, the test cannot fulfill the requirements for the much-desired objective laboratory measurement that can predict fabric wrinkling performance. Moreover, comparing the in-wear and wrinkle tester results indicates that the general strain level (both in bending and shear modes) imposed by the wrinkle tester on the fabric seems to be much higher than the in-wear wrinkling conditions. This all points to the complexity of correlating simplified objective tests with subjective in-wear tests results. This has to be studied more in depth.
Conclusions
At low to moderate strain level (average fiber bending strain 1.2%) and short deformation time (standard 1.0 min loading CRA test) both a cross-linking agent (BTCA) and fabric lubricant (C1055) have a positive effect on fabric recovery. This positive effect is maximized when the two treatments are combined.
However, upon increasing fiber strain (average fiber bending 3.1% or above) and/or deformation time (10 min loading CRA) the positive effect of fabric lubricant diminishes to a larger extent than the cross-linking agent. This is due to the fact that the lubricant, through reducing inter-fiber friction during deformation, brings about average higher fiber strain, and thus higher stress relaxation rate, which in turn results in diminished energy available for recovery. Moreover, a lubricant-treated fabric, subjected to high strains, gives rise to even higher strains locally, and thus sharper creases and folds to the extent that subjective assessment of wrinkle tester samples, as well as in-wear panel shirts, suggests that lubricant-treated fabric is perceived as more wrinkled.
The general agreement between the results of the wrinkle tester and in-wear panel tests suggests that the wrinkling performance of worn shirts is dominated by high-strain wrinkling deformations and not the overall recovery of the fabric from its average strain. Despite this agreement in results, since the samples of the wrinkle tester are also assessed visually and subjectively, the test does not offer the objective laboratory test that can be used as a representative of in-wear wrinkling.
The CRA, a quick and easy test often used for screening of textile finishes and IWWR treatments, seems to give reliable results for fiber cross-linking agents, but not for lubricants.
Footnotes
Acknowledgements
The authors would like to thank Ing Dagmar Ganssauge from DWI an der RWTH Aachen e.V. for having taken care of the fabric thickness measurement and various fruitful discussions, Léon Krings and Ji Lan Ying of Philips Electronics Singapore for stimulating discussions, and Monique Vervest of Philips Corporate Technologies for having performed the SEM-EPMA analysis.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of interest statement
None declared.