
Abstract
Personal armor, including body armor, is protective clothing designed to either absorb or deflect attacks that would usually be fatal to an individual. These attacks include, but are not limited to, slashing, bludgeoning, stabbing and ballistic threats. In the UK, body armor is worn by police officers for their shift; however, military personnel (particularly when based overseas) may wear body armor continuously for much longer time periods. Thus, the effect of wear due to use on the performance of body armor is of interest. Testing of body armor after actual use is problematic for several reasons including, but not limited to, (i) access to such items and (ii) a lack of knowledge of exactly what the body armor has been exposed to. Thus the use of laboratory testing to understand degradation of body armor is of interest to many agencies. Additionally, laboratory testing allows for the effect of variables to be investigated independently of each other, as well as in combination. The effect of inter-layer wear between apparel items and/or among layers of fabric within apparel does not appear to be systematically explored in the literature. In this paper, the effect of wear on (i) the tensile strength and (ii) the fragment protective performance of fabrics packs containing a para-aramid woven fabric typical of those used to manufacture body armor was investigated.
There are two main types of body armor that provide protection from ‘ballistic' threats, the use of which depends on different situations and the various agencies involved. One is ‘hard' body armor which usually combines ceramics and composites, and is designed to give protection from high-velocity (rifle) bullets. The other is ‘soft' body armor which uses fabrics to provide protection from fragments and low-velocity (hand-gun) bullets. Typically, soft body armor is constructed of multiple layers of fabric commonly known as the ‘ballistic panel' which is inserted into a ‘carrier' manufactured from a polyester/cotton or nylon woven fabric. The ballistic panel may be enclosed in a light-resistant and water-resistant cover. Soft body armor worn by police officers is primarily designed to provide protection from stab threats and hand-gun bullets, whilst military body armor is primarily designed to provide protection from fragmentation threats, which are the primary cause of injuries in modern warfare. 1
A major cause of degradation in apparel (including between garments and/or fabric layers) is abrasive wear during use, and this can result in loss of mechanical strength.2,3 Backert [sic Backer] 4 proposed three components to abrasive wear: (i) friction, (ii) surface cutting and (iii) fiber plucking. Thus damage as a result of abrasion manifests as surface damage to individual fibers; cracks and fiber failure are often noted.5,6 How wear affects fabric properties varies according to abrasion direction, fiber content, yarn and fabric structure, and any finishing treatments.2,3,7– 9 Abrasion resistance is commonly measured according to the standard ‘BS EN ISO 12947-1: 1998 Textiles. Determination of the abrasion resistance of fabrics by the Martindale method’. 10 Martindale abrasion testing involves testing a circular specimen of the test fabric against a standard fabric under an applied loading, and rubbing in a pattern described by a Lissajous curve. However, this method is not suitable for multi-layer specimens; additionally the method does not incorporate the bending and flexing of armors which are worn close to the body, and thus mimic the movement of the body.
The effect of abrasion on textile products has been widely discussed in the literature, for example, non-woven blankets, 11 upholstery,12,13 socks, 14 and garments. 15 However, inter-layer abrasion occurring in garments is rarely discussed; exceptions include a consideration of the orientation of linings in men's jackets, and inner- and outer-gloves.4,7
Most agencies decline to predict a life for body armor, stating that this is influenced by a number of factors including everyday ‘wear and tear'.16,17 Body armor should be inspected annually for wear and tear, 17 – 19 and testing of a batch of armor at fixed time points through the expected lifespan to ensure compliance with original protection limits is recommended. 18 – 20 Advice is available with respect to storage; soft body armor should not be stored folded, but should be hung (particularly if wet), or laid flat when not in use.16,21,22 When worn, it has been estimated that police body armor is exposed to approximately four bends per hour; with armor being worn for approximately 40 hours per week and 50 weeks per year this results in approximately 8000 bending cycles per year. 23 A similar study for military body armor does not appear to be available in the open literature.
There are a number of key studies discussing the ageing of police body armor. For police body armor issued in the USA in 1975, the effect of wear (identical design; eight not-used, four lightly used, four moderately used, eight heavily used; two different rounds; dry and wet testing) was reported by the National Institute of Justice. 24 The ballistic protective performance, determined by V50 a and back face signature b data, were not affected for up to 10 years of storage; lightly used or moderately used body armor had a slightly higher V50 than not-used and heavily used armors. 24 However, no statistical analysis was conducted due to the limited number of specimens tested. In 1987, Bachner reported the results of a study conducted by DuPont in the USA. 18 The aim of the work was to assign an expected service life to body armor. Three hundred ballistic tests were conducted on used body armor obtained from 30 police departments; the armors had been sourced from 10 different manufacturers and were between 3 and 10 years old. Two types of ballistic testing were conducted: (i) a pass/fail test as described by the National Institute of Justice (NIJ) at the time and (ii) V50 tests (failure defined as a V50 result ≤92% of the V50 of new armors). Approximately 25% of the armors aged 3–5 years or older either failed the testing, or had a significantly reduced performance. This reduction was reportedly correlated to heavy use rather than explicitly to age, i.e. older armors which had light use performed better than newer armors with heavy use. The report concluded that armor should be inspected annually, some armors should be withdrawn for quality assurance testing after 3 years, and that all armors should be replaced after 5 years. 18 After the failure of body armors containing Zylon® in the USA, a report comparing the ballistic protective performance of body armors containing Zylon®, para-aramids, and hybrid solutions was released. 25 Specimens (n = 114) tested included just-manufactured armors, armors that had been stored (but not used) for 4 years, and used armors of various age (1 year to 4.5 years) and wear. The report concluded that the results were in agreement with the earlier Du Pont study, i.e. wear rather than absolute age was the more critical factor affecting the ballistic protective performance.
While it has been suggested that body armor can have an operational life of up to 10 years, 17 most modern body armor manufacturers offer a warranty of 5 years on the ballistic performance of their armor, citing the Du Pont study as the rationale for this. 18
The effects of static and dynamic frictional forces on two layers of Kevlar® fabrics typically used to manufacture body armor (fibre types Ht, 29, 49; plain woven) has been discussed. 26 Varying pressures (2, 3, and 5 kPa) were applied to the two fabric layers, which were then moved relative to each other (amplitude 15 mm, frequency 2.5 MHz, time 2 and 8 hours); thus the wear induced was different to that which might be experienced during everyday use of a garment. At the lowest applied pressure, wear abrasion was observed as described by Backert [sic Backer]; 4 at higher pressures individual fiber failure and entanglement occurred. 26
More recently the use of a tumble drier to induce wear in fabric packs typically used in police body armor has been suggested. 23 The strength of yarns extracted from packs (20 layers of PBO [poly(p-phenylene-2,6-benzobisoxazole)]; 25 layers of para-aramid) tumbled for 81 hours was measured. The location from which the yarns were removed from the packs was not provided. The tensile strength of yarns extracted from PBO packs after tumbling was approximately 8% lower than for not-tumbled specimens. In comparison, no change in tensile strength of para-aramid yarns due to tumbling was noted. 23
Materials and methods
One hundred and fifty 300 mm × 300 mm squares were cut from the same roll of Kevlar® Comfort® (mass per unit area mean = 125.80 g/m2, standard deviation (SD) = 0.52 g/m2; sett 14 × 14 yarns/10 mm) avoiding the 50 mm adjacent to the selvedge. 27 Fifteen packs (n = 5 replicates each of 10 layers L1–L10, aged for 0 hours (W1), 1 hour (W2) or 10 hours (W3)) were constructed from the squares. Warp and weft yarn repetition was minimized among layers of an individual pack and among packs subjected to the same ageing regime. 27 Each fabric pack was bound around the edges using ticket 50 polyester/cotton sewing thread, and encased in a water- and light-resistant cover typical of that used in military body armor.
Packs W1 (n = 5) were not aged; after preparation they were stored in ambient conditions and not exposed to light. Packs W2 (n = 5) and W3 (n = 5) were subjected to wear using a Hotpoint Aquarius WDL5490 tumble drier at 40°C for 1 and 10 hours respectively. This temperature setting is representative of ambient temperatures in Afghanistan. After ageing, packs were stored in ambient conditions and not exposed to light.
Fabric tensile tests rather than yarn tensile tests were conducted. This was to prevent further damage/loss of material that can potentially be caused by the removal of single yarns from fabric. Warp direction tensile test specimens (25 mm ± 1 mm × 200 mm ± 1 mm; 100 mm ± 1 mm gauge length) were cut from each layer of each pack. Specimens were tabbed with aluminum to facilitate gripping during tensile testing; tab dimensions were 3 mm × 25 mm × 50 mm. Thus for each wear condition and each layer position, n = 5 replicates were prepared. The position of the tensile test specimen was varied among layers of (i) individual packs and (ii) replicates. Before testing, tensile test specimens were conditioned according to ISO 139: 2005. 28 The maximum force and the elongation at maximum force for each specimen were measured using an Instron Universal test machine at a test speed of 100 mm/min. Specimens were tested in five randomized blocks; each block (n = 30) contained one of each type of specimen, i.e. L1–L10, W1–W3. Reference specimens (n = 3; not-conditioned Kevlar® Comfort®) were tested pre- and post- each block. Specimens were pre-loaded to 5 N, and force vs. extension data were collected using Series IX software. Work done to failure was estimated using the trapezoidal construction provided in NCSS 2007 (http://www.ncss.com/).
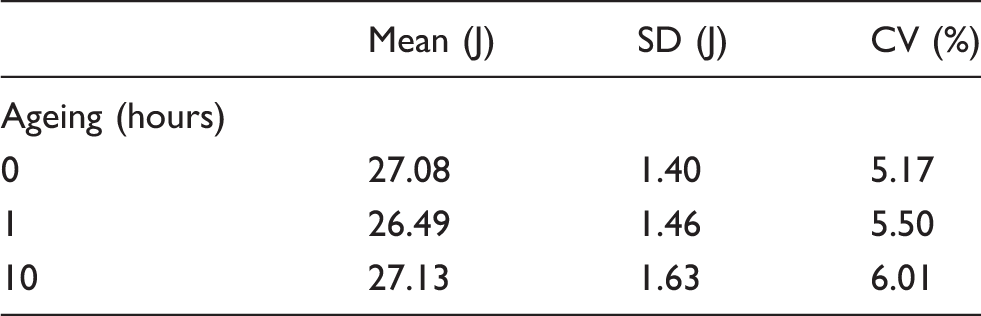
Packs were subjected to ballistic testing using 5.5 mm diameter ball bearings. 29 Ball bearings were mounted in polymeric sabots placed in 7.62 mm × 51 mm cartridge cases. Cases were hand loaded and the amount of propellant modified to adjust velocity. Ball bearings were fired from an Enfield number 3 proof mount. Strike velocities were ∼1000 m/s, and were measured using a Doppler radar; residual velocities were measured using a pair of Sky Screens located behind the target. Each specimen was impacted three times; thus 15 impacts were conducted for each ageing condition. The energy absorbed during perforation was calculated for each ageing condition, assuming conservation of mass of the projectile. 29
Damage caused by ageing was identified using scanning electron microscopy. Representative specimens from each ageing condition were mounted on aluminum stubs with double-sided carbon tape, sputter coated with gold palladium using an Emitech K575X Peltier-cooled high resolution sputter coater, and examined using a JEOL 6700F field emission scanning electron microscope (FESEM) (LEI detector; 3 kV; 9–12 mm working distance).
Mean, SD, and coefficient of variation (CV) were calculated for tensile properties (maximum force, elongation at maximum force, work done) and energy absorbed during ballistic testing using Microsoft Office Excel 2010. The effects of ageing and layer position on maximum force, elongation at maximum force, and work done, and the effect of aging on fragmentation protection performance were determined using analysis of variance (ANOVA) and Tukey's test using SPSS Statistics 17.0. Equality of variances and normality of data were checked.
Results and discussion
Tensile test data
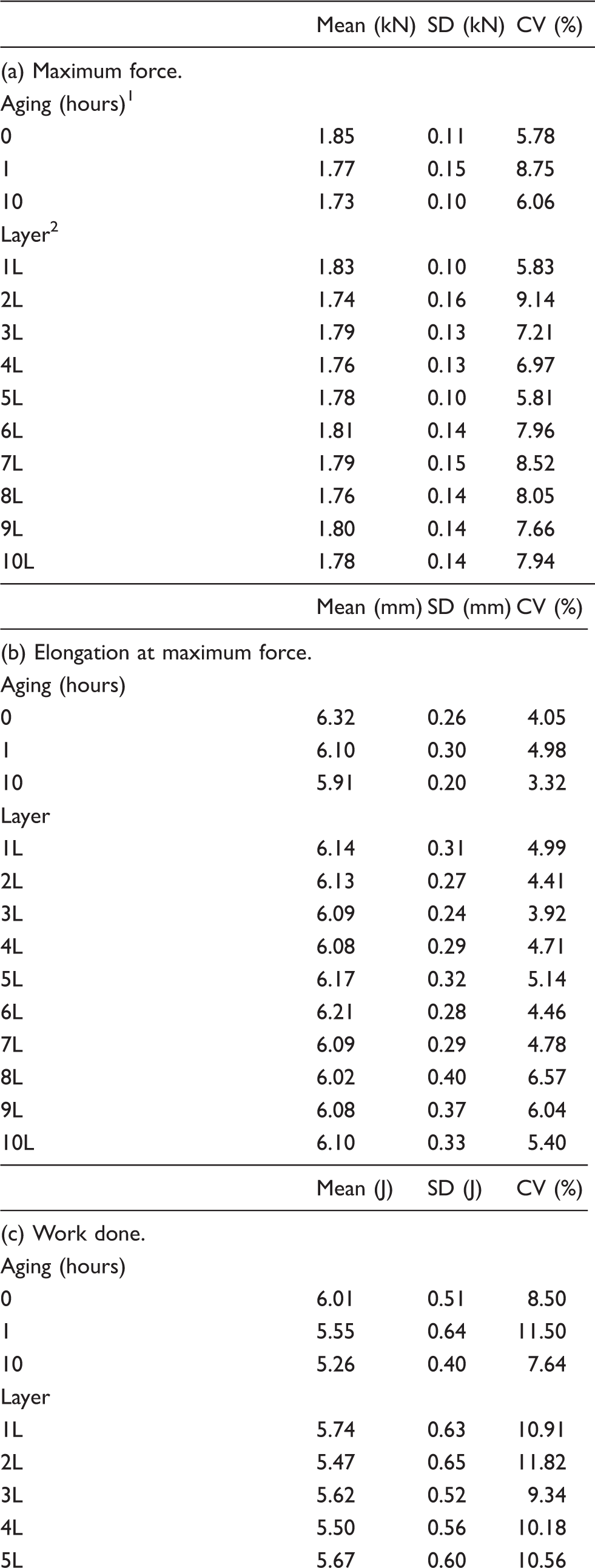
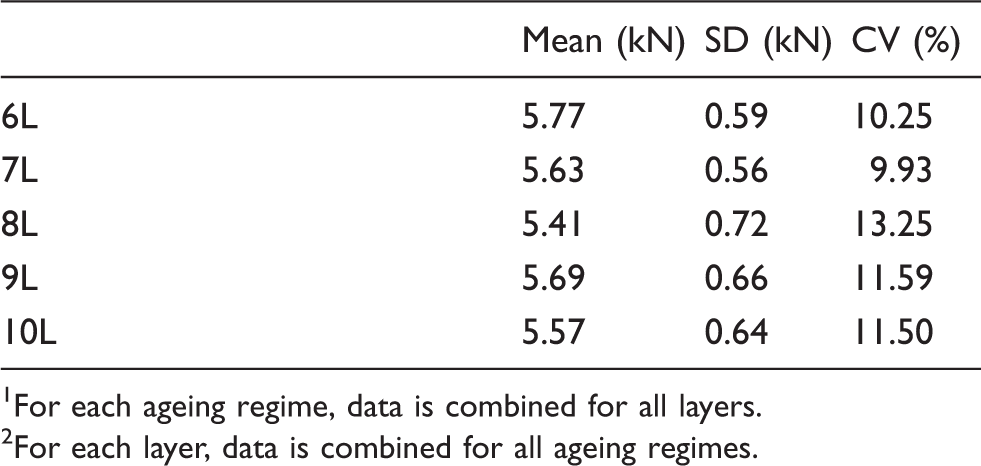
For each ageing regime, data is combined for all layers.
For each layer, data is combined for all ageing regimes.
Energy absorbed during ballistic testing
Evidence of wear was observed for specimens that had been aged; however, the type of wear did not appear to vary among ageing regimes (Figure 1). Wear typically involved fiber surface damage and disruption of individual fibers within yarns.
Typical FESEM images for each ageing condition, evidence of damage due to tumbling (damage to fibers, fiber/yarn misalignment).
There are two points that warrant further discussion: (i) degradation of tensile properties due to tumbling and (ii) the effect of tumbling on ballistic protective performance.
Tumbling body armor packs in a domestic tumble drier successfully resulted in degradation of para-aramid fabric as demonstrated by the lower tensile properties and lower mass per unit area of the aged fabric compared to the new fabric. The effect of mechanical wear on the tensile properties of fabrics is recognized in the literature.2,3 Note an ageing period as short as 1 hour resulted in a statistically significant decrease in tensile properties. This may be due to damaged individual fibers and/or the misalignment of fibers/yarns observed in the FESEM images. The lack of an inter-layer effect on tensile properties was somewhat surprising; it had been assumed that layers removed from the centre of the body armor packs would be more affected by tumbling than the outer layers. Similar results do not appear to have been previously reported. The use of tumble drying to induce degradation in tensile properties of PBO yarns removed from fabrics has been reported before. However, in this previous work the tensile properties of para-aramid yarns removed from fabrics after tumbling for 81 hours were not affected. 23 Thus it appears that fabric tensile properties may be more susceptible to degradation from tumbling compared to yarn tensile properties.
Fragmentation protective properties of para-aramid fabric packs were not affected by tumbling; the wear induced in this work, detected by a change in the tensile properties of the fabric and increased visible damage, was not sufficient to affect the protection offered by the pack. Thus the use of fabric tensile testing to detect degradation in fragment protective properties of military body armor packs due to wear might not be a suitable method. Conversely, it may be that the level of wear degradation induced in individual fabric layers by the tumbling method investigated in this work was not severe enough to affect the fragment protective performance of the multi-layered pack.
Conclusions
The mechanical properties of a woven para-aramid fabric typical of that used in body armor degraded when subjected to ageing in the form of tumble drying. The ageing period, but not the position of a single layer in a pack, had a significant effect on the mechanical properties. Comparison of data obtained to that from previous work suggested that tensile testing fabric rather than yarn specimens was more sensitive to degradation by tumbling. However, this degradation in properties did not affect the fragment protective performance of the pack. This work has contributed further to the understanding of the effect of wear on the performance of body armor from a laboratory test perspective. Visible evidence of wear was noted; however, the type of wear did not vary for the specimens tested in this work.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Acknowledgements
The assistance of Mr A Mustey during tensile testing and Mrs C Lankester during ballistic testing is acknowledged (both from Cranfield University). The Kevlar® Comfort® fabric used in this work was provided by the UK Ministry of Defence.