
Abstract
Yarn hairiness has remained an issue of enormous interest in the field of yarn spinning research, since it directly affects yarn quality. In this work, a new method for the reduction of yarn hairiness is presented by attaching a simple effective air suction system to the web detaching zone of a conventional carding machine immediately behind crushing rollers. The slivers produced were almost free from dust or short loose fibers. Yarn properties such as hairiness, tenacity, elongation at break and evenness were evaluated. The ring-spun yarn that was produced was called Vacuum Cleaned Carded yarn or VCC yarn, due to the removal of the short fibers by air suction. The properties of VCC yarns were compared with those of conventionally produced reference yarn sample. Comparison of the results showed that the hairiness of optimum VCC yarn decreases by approximately 20%, while its tenacity, elongation at break and evenness were significantly improved. It was also found that the VCC yarn exhibited better spinning stability and was more environmentally friendly than the reference yarn.
Introduction
Yarn hairiness is generally characterized by the extent of the fiber that is protruding from the main body of a yarn.1,2 Fiber protrusion is due to factors such as short fiber length or high fiber bending and torsional rigidity. For a given number of fibers, the number of discontinuous ends is inversely proportional to the mean length of the fibers. Generally, yarns spun using longer fibers are less hairy. This is due to the reduced torsional rigidity of long fibers. Contact points among the fibers within the yarn are directly proportional to the length of the fibers. Thus, a preferential tendency for the fibers to migrate to the yarn surface is created as the fiber length reduces. Therefore, yarn hairiness intensity is directly dependent upon the short fiber content of yarn. It is also reported that fibers shorter than 4–5 mm are released in the air during various stages of yarn manufacturing process. 3 – 6 Previous studies on the effect of hairiness on both spinning and post-spinning operations have shown that yarn hairiness tends to increase the air drag on the surface of a rotating cotton package by as much as 25%.7,8 An increase in the consumed power in ring spinning is associated with an increase in the number of hairs and hair length. 9 Processes such as sizing, weaving and knitting are affected by hairiness from an operation and economic point of view. 2
To control yarn breakage, single yarns are generally sized. Sizing tends to reduce high frictional resistance offered by single yarns due to the existence of hair on their surfaces. Yarn hairiness prevents formation of a clear shed which is required by modern looms due to yarn entanglement. 1 Short length fibers or fiber fly are a major source of air pollution causing acute and chronic respiratory problems. Fiber fly can be removed from the work place by a costly filtration operation, which is not considered the most energy efficient option to be followed. Thus, alternative solutions have been explored to control the fiber chaffing phenomenon. 1 Fiber fly and the resulting chafing phenomenon can lead to yarn breakage and the production of knitted cotton fabrics with a fuzzy appearance. 10 – 12
Fabric characteristics such as air permeability, transfer properties and comfort are influenced by yarn hairiness.1,2 Fabric comfort in terms of the fabric cool feeling can be affected by yarn hairiness. Variation in surface roughness influences fabric handle and comfort. The surface contact area between skin and fabric is inversely related to yarn hairiness.13,14 Researches have been conducted to diminish the effect of yarn hairiness by manipulation of fiber and process parameters, as the result of which various methods using the conventional ring spinning system have been developed. 1 New spinning and post-spinning technologies capable of spinning and processing yarn with marked reduction in hairiness have also been invented. These include compact, Siro and Solo spinning systems. 15 – 17 Jet-ring and jet-wind systems have also been invented for the production of less hairy yarns. 18 – 20
A review of the existing literature with regard to hairiness reveals that no work has ever been done prior to yarn formation. This work attempts to tackle yarn hairiness at an early stage of the yarn manufacture process using a modified carding machine. This was achieved by installing an air suction unit in the web forming zone of the carding machine immediately behind crushing rollers. Short fibers were removed from the carded web prior to sliver formation by the unit. Since air suction was used, the resultant ring-spun yarn hereinafter is referred to as Vacuum Cleaned Carded yarn or VCC yarn. The properties of VCC yarn were compared with those of a reference yarn produced on the same system in the absence of the air suction unit using identical fibers.
Materials and methods
In order to have uniform suction across the emerging web, a pair of stable perforated rollers with perforation diameter and center distance of 4 mm and 5 mm, respectively, were used. Initial experiments revealed that, this design of air suction unit does not yield an adequate suction uniformity across the carded web. A second design of air suction, comprising a pair of hallow grooved rollers, was devised as depicted in Figure 1.
Grooved roller schematic design.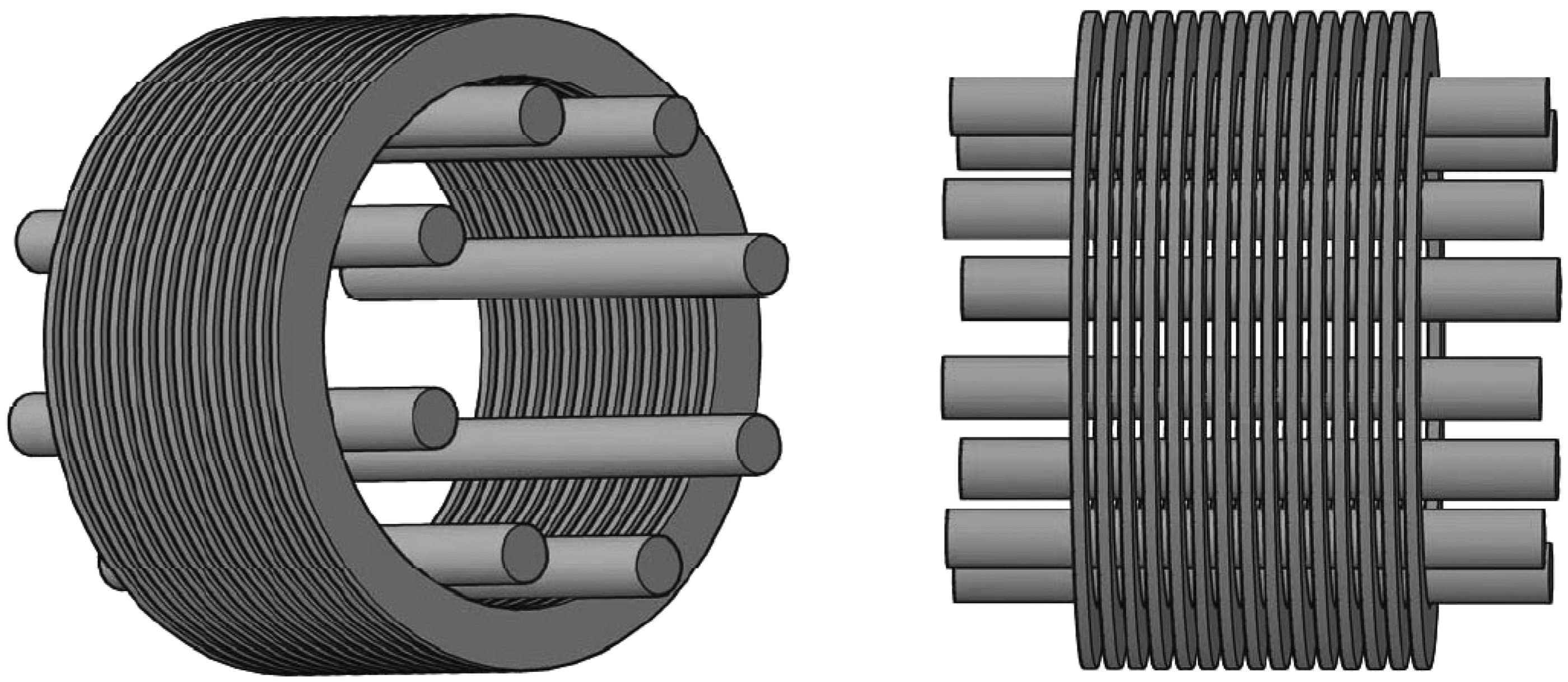
A grooved roller unit was connected to a vacuum pump using flexible plastic tubing. In order to minimize the pressure difference across the suction unit, air was allowed to be sucked only from the part facing the web, all other roller areas were covered with an airtight shell. Amplification of the air suction was achieved by placing a slotted circular channel inside the roller unit. By trial and error it was found that a slot with a width of 1 cm gave the most uniform air suction pressure across the carding width. Thus, as shown in Figure 2, each roller comprises the following components:
metal inner slotted channel; metal middle grooved roller; metal outer shell. Air suction unit schematic assembly.

While parts (a) and (c) are always stationary, part (b) can be either stationary or rotating. Part (a) is connected to a vacuum pump. Grooved rollers were driven by a chain drive through the doffer shaft. In this way, the web delivery speed was exactly the same as the linear speed of the grooved rollers. This driving mechanism prevents distortion of the carded web. The fans of the carding machine were utilized as the air supplying source to the air suction unit. Figure 2 shows a schematic assembly of the air suction unit. The installed air suction unit is shown in Figure 3. In order to sustain a uniform air suction pressure and prevent fluctuation of the cleaning ability of the system due to deposition of removed fibers, a velvet band was incorporated between the shell and the grooved roller.
Installed air suction unit.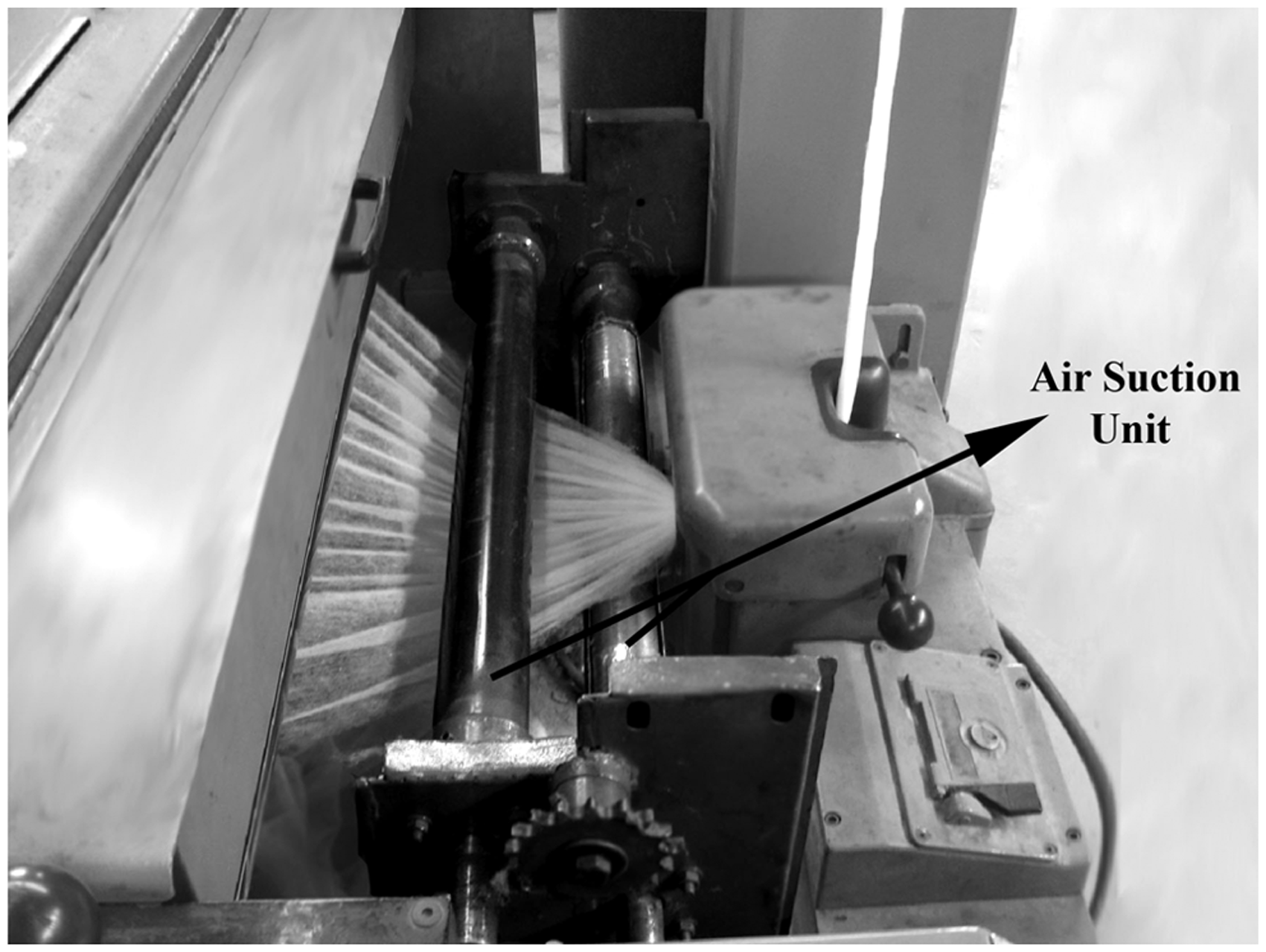
Cotton fibers with a mean fiber length of 25 mm and fineness of 3.9 micronaire were used. Fibers were conditioned for 24 h at 20°C ± 2°C and 65% ± 2% relative humidity before being fed to the blowing section. Experiments were conducted using only this type of cotton. The produced lap at linear density of 260 g/m was fed to the modified carding machine. The Rieter C1/1 carding machine, set at a carding rate of 20 kg/h, was used to produce slivers. Upon emerging from the crushing rollers, the web was introduced to the air suction unit. In order to provide positive suction as shown in Figures 3 and 4, the two rollers of the air suction unit, situated above and below the web, were positioned in an offset configuration. Slivers with a linear density of 4 g/m were produced. The slivers were fed to a Howa frame with a ring diameter of 47 mm at a spindle speed of 7800 rpm.
Schematic roller arrangement of modified carding machine.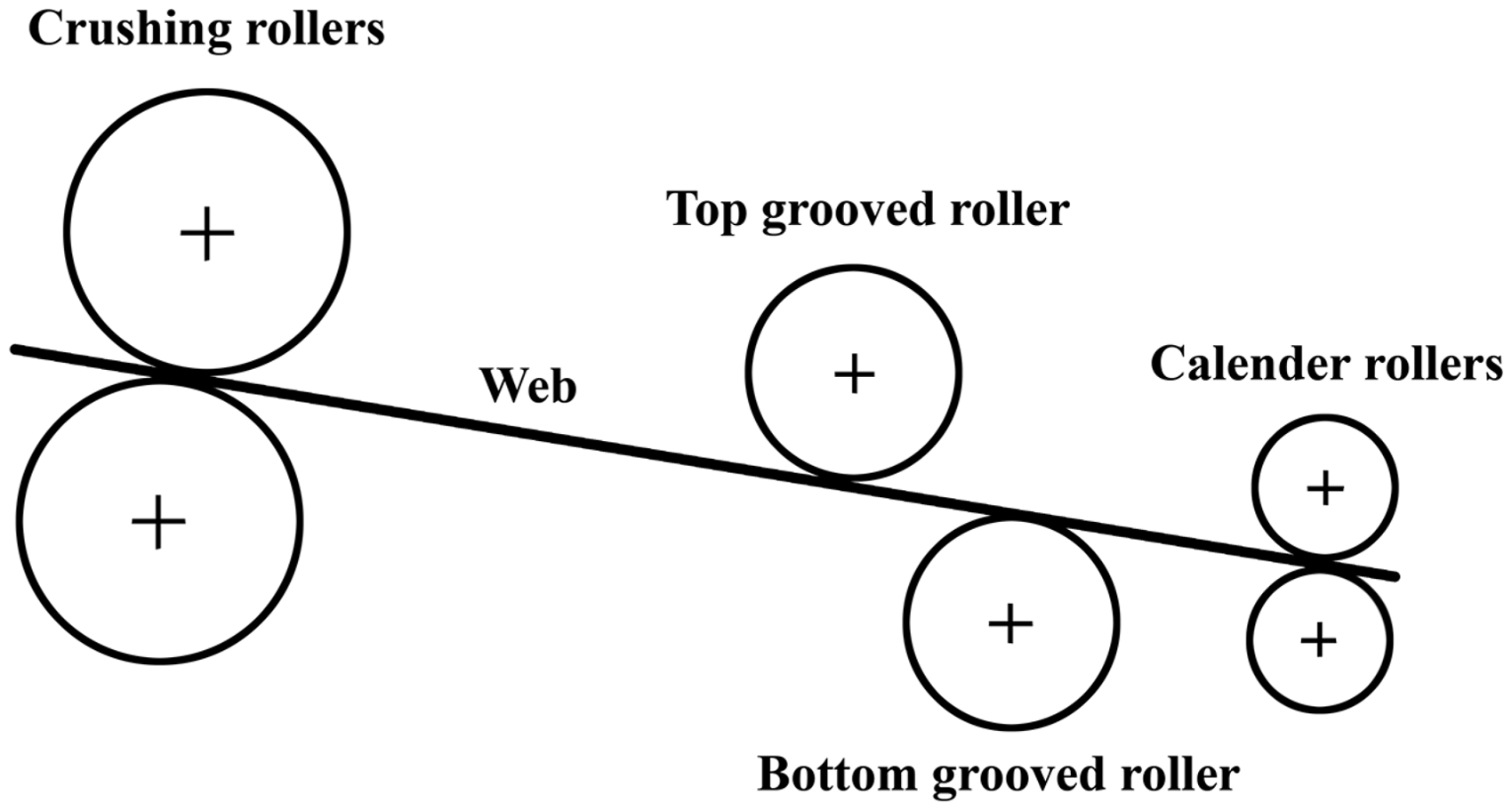
Various spinning conditions
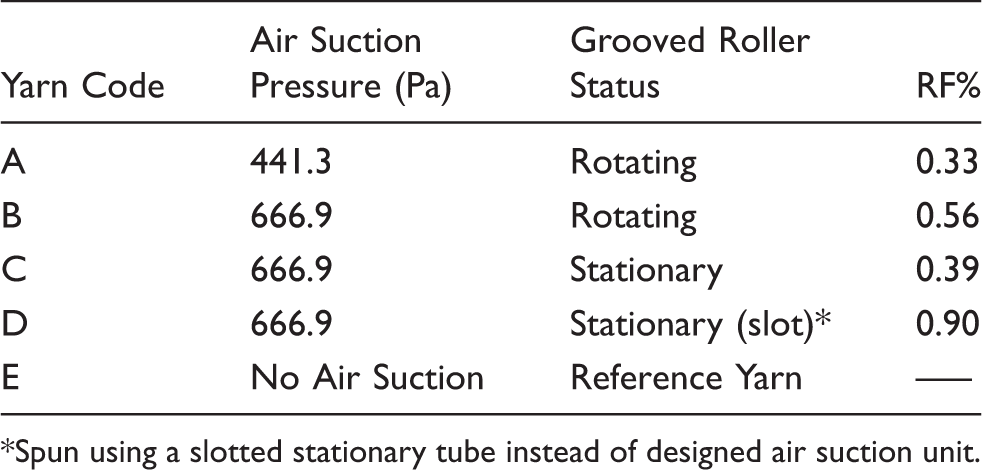
*Spun using a slotted stationary tube instead of designed air suction unit.
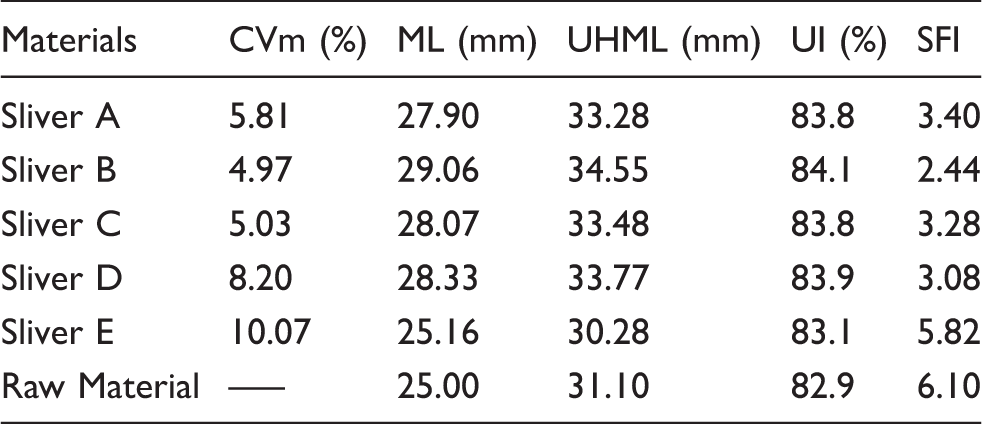
Materials characteristics
Results and discussion
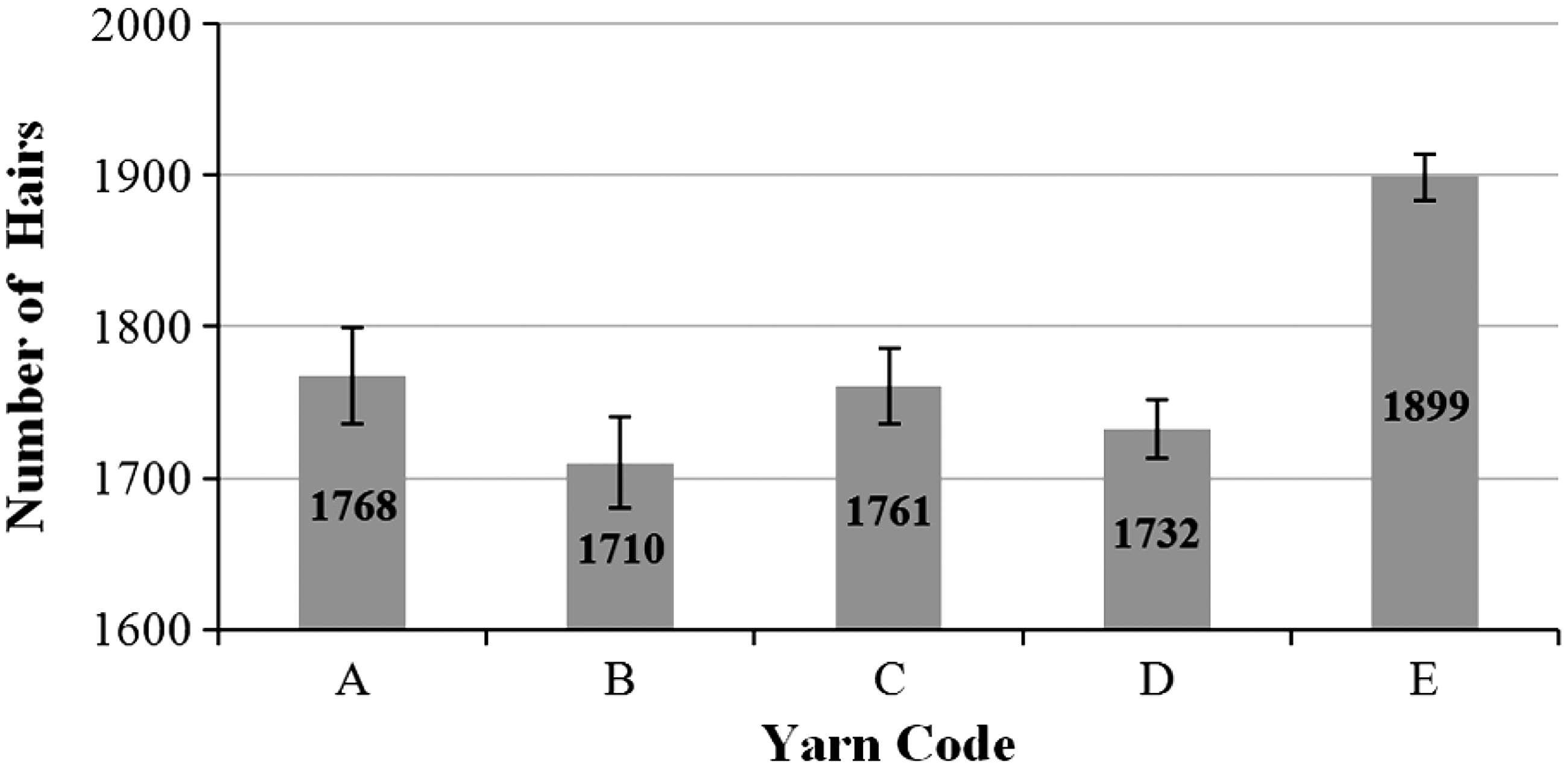
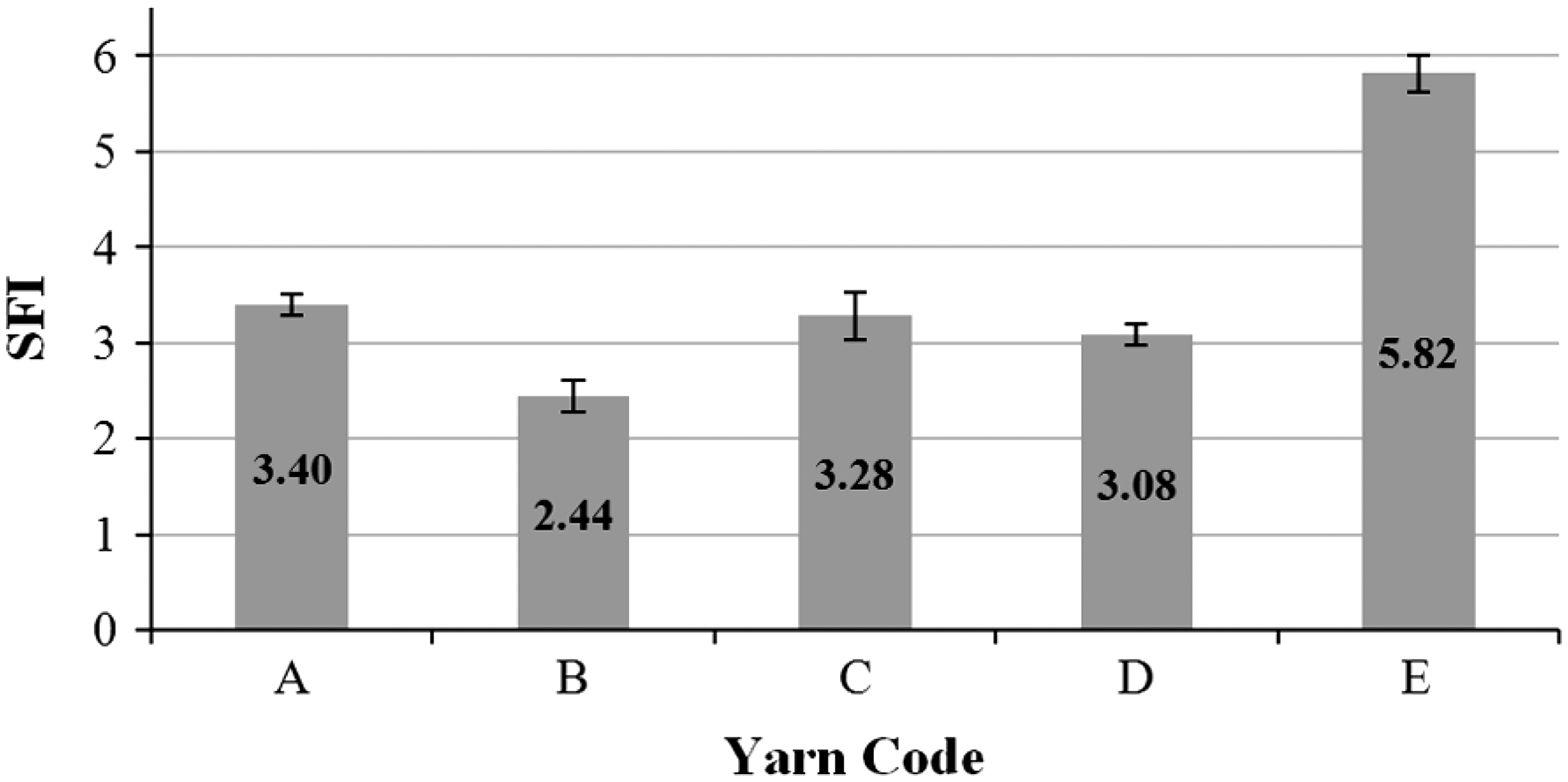
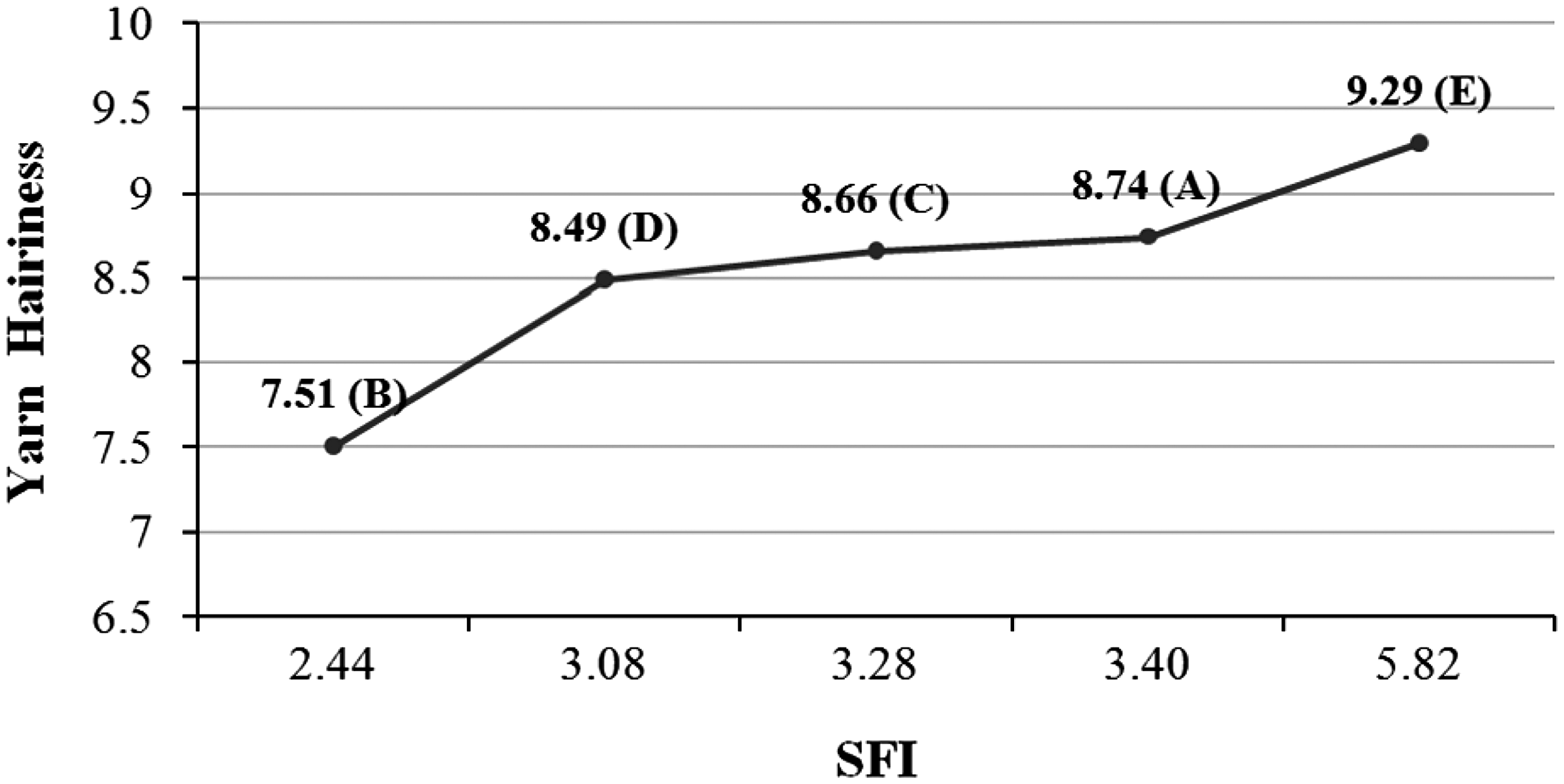
As can be seen in Figures 5 and 6, VCC yarn B and reference yarn E have the lowest and the highest hairiness and number of hairs between 3 and 10 mm long, respectively. This can be attributed to the short fiber content of the two yarn samples. Reference yarn E was spun while the air suction unit was inactivated. Thus, as is shown in Figure 7, the short fiber content of this yarn is higher than that VCC yarn B. Yarn hairiness, in relation to yarn short fiber content, is depicted in Figure 8.
Yarn hairiness. Number of hairs. Short fibers index. Yarn hairiness versus short fiber index.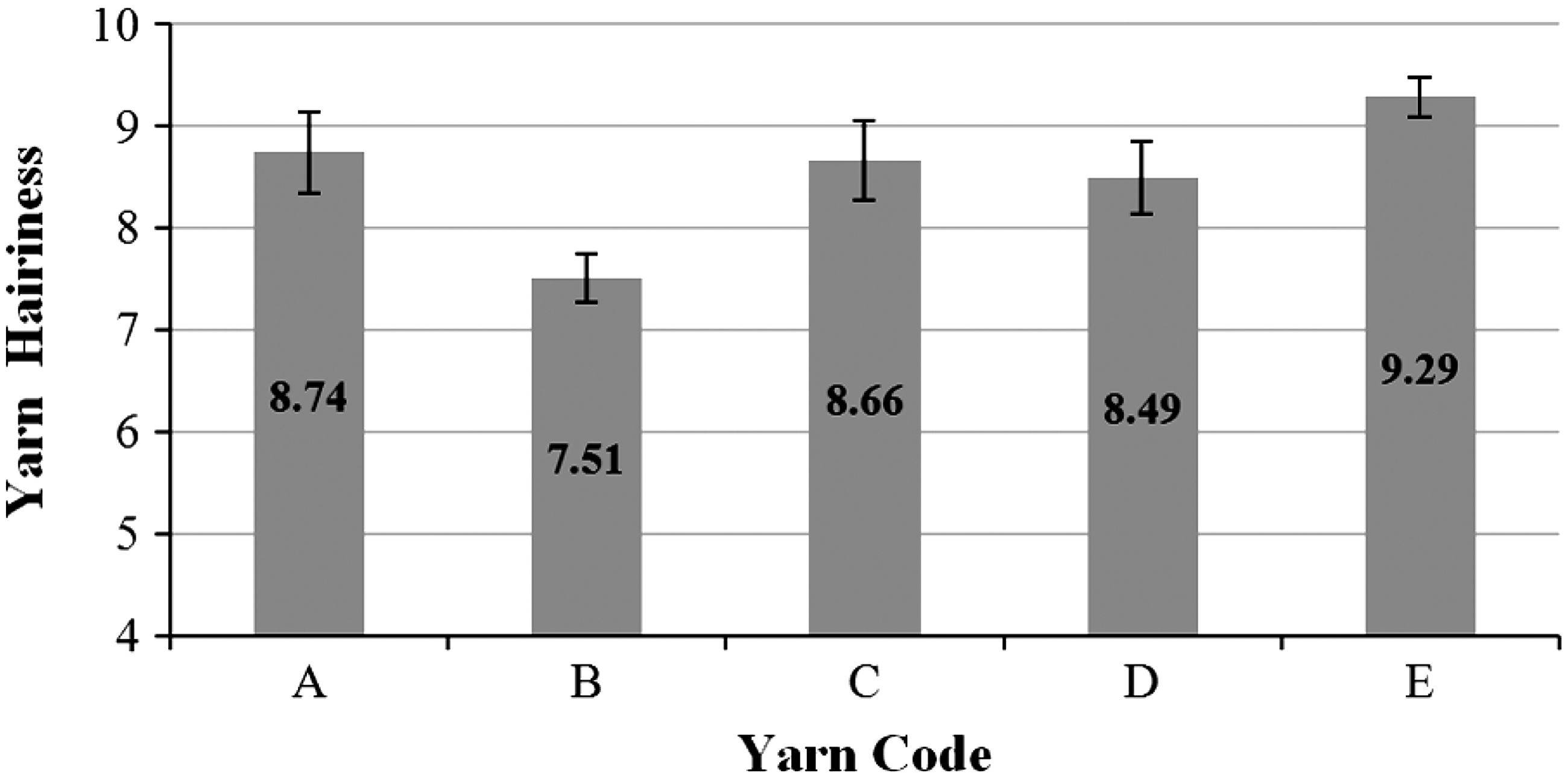
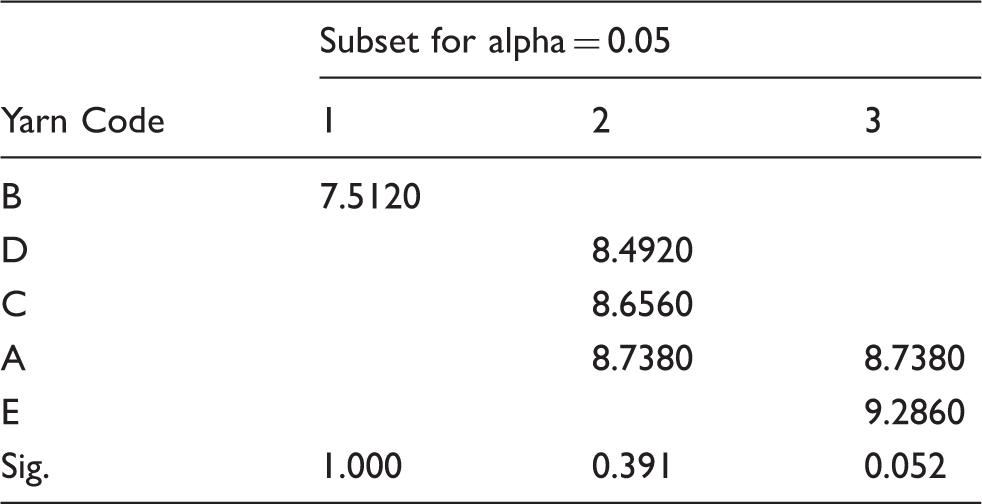
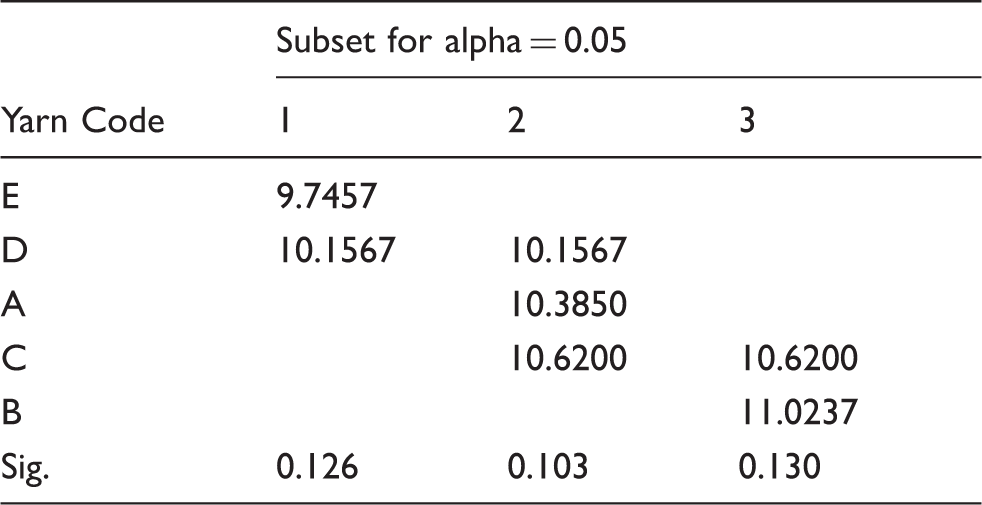
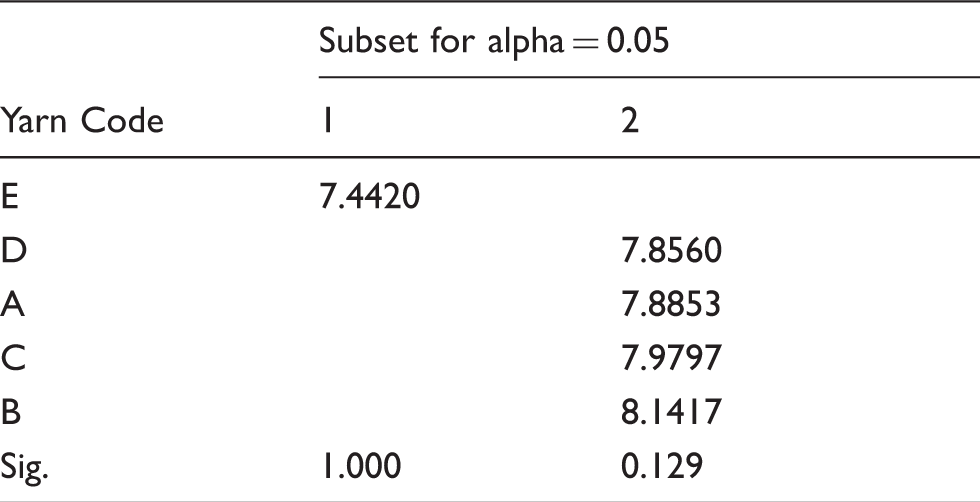
Yarn hairiness Duncan test result
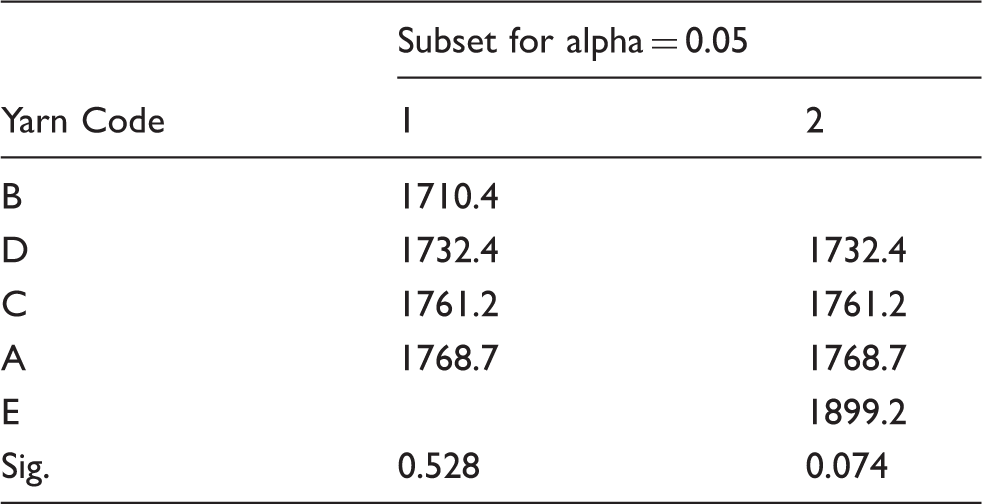
Number of hairs Duncan test result
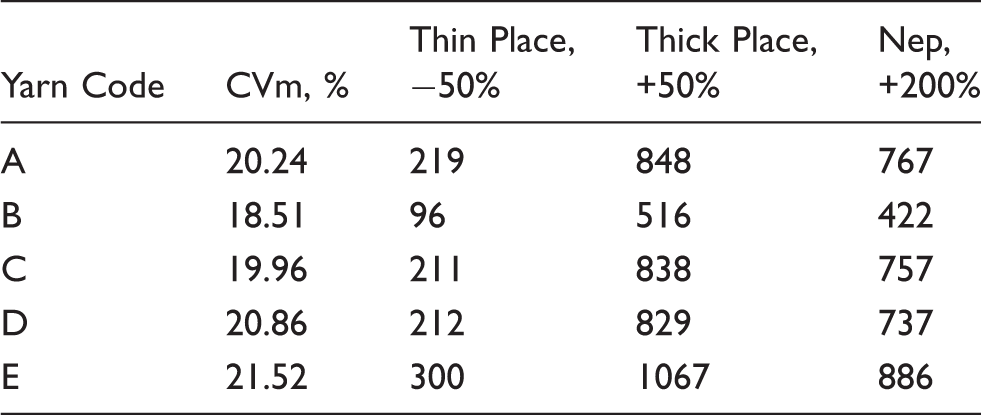
Yarn evenness
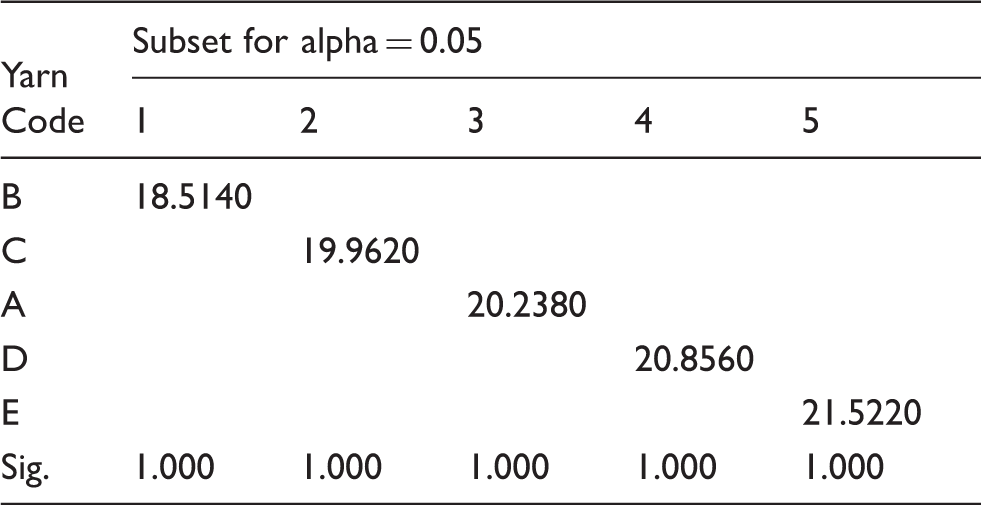
Yarn CV% Duncan test result
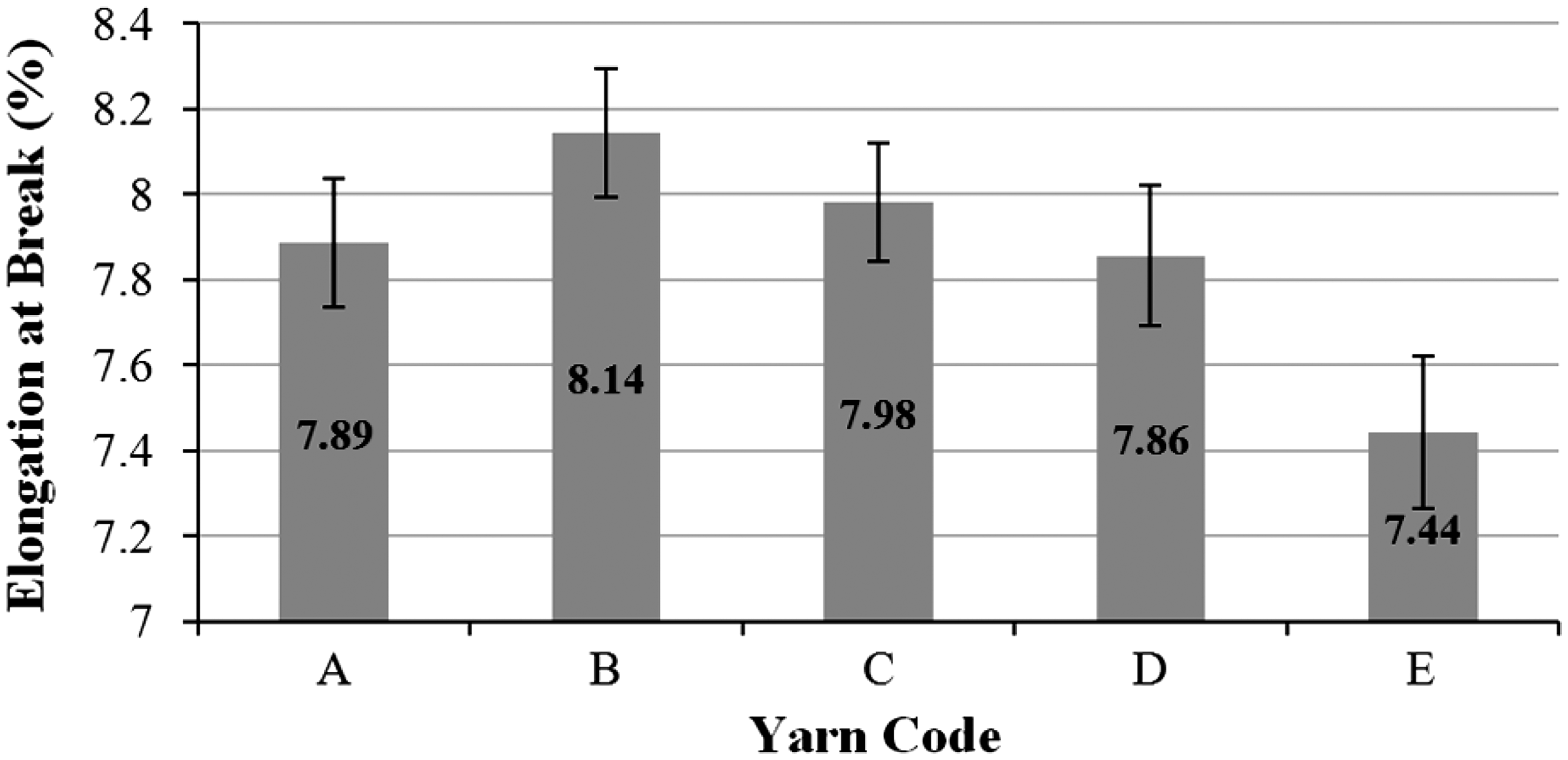
As shown in Figures 9 and 10, VCC yarn B and reference yarn E have the highest and lowest tenacity and breaking elongation, respectively, among the five experimental samples. In general, various factors such as fiber length can affect the tensile properties of textile yarns. It is well known that the contribution of short fibers in contrast to long fibers, as far as yarn tensile properties are concerned, is negligible. This is due to the fact that short fibers have fewer contact points within the yarn structure. This results in the slippage of the short fibers within the yarn structure upon exertion of tension to the yarn. Thus, an increase in short fiber content of yarn which can only act as filler fibers can result in the reduction of yarn tensile properties. Additionally results also indicate that the VCC yarn B, which is a more even yarn in comparison to the reference yarn E has superior tensile properties. This is due to the fact that, in yarns with a high degree of unevenness, local stress concentration occurs in defective places along the yarn axis. This results in the reduction of tensile properties, as is confirmed by VCC yarn D. Statistical analysis, shown in Tables 7 and 8, points to the existence of significant differences in tenacity and breaking elongation between VCC yarn B and reference yarn E at the 5% significance level.
Yarn tenacity. Yarn break elongation. Yarn tenacity Duncan test result Yarn break elongation Duncan test result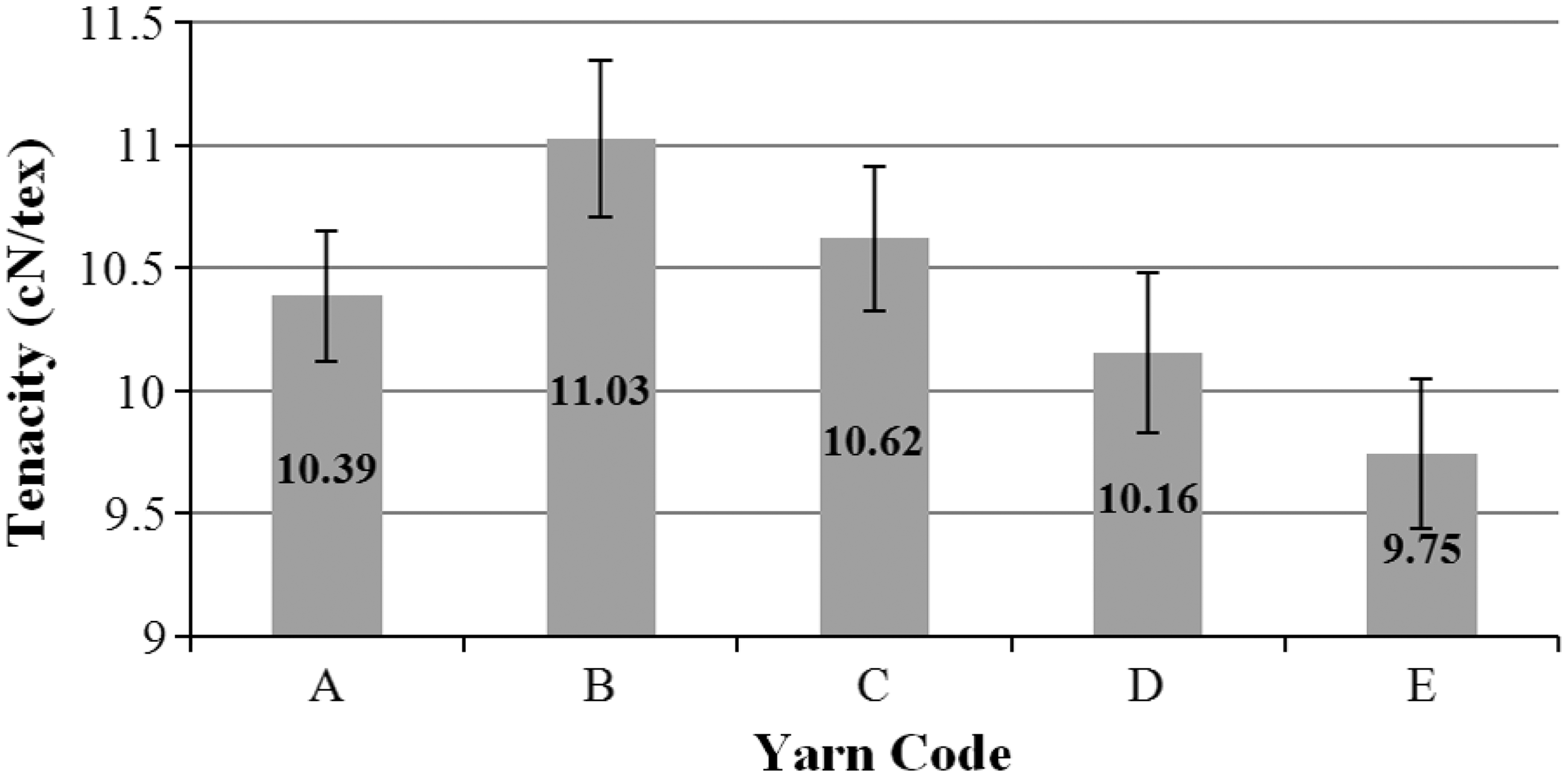
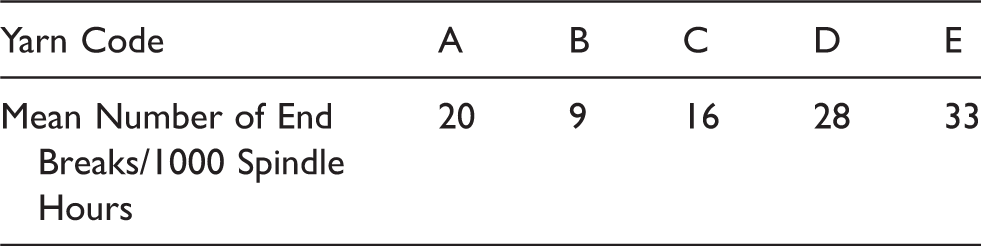
End breaks per1000 spindle hours
Percentage by weight of the materials removed by air suction unit
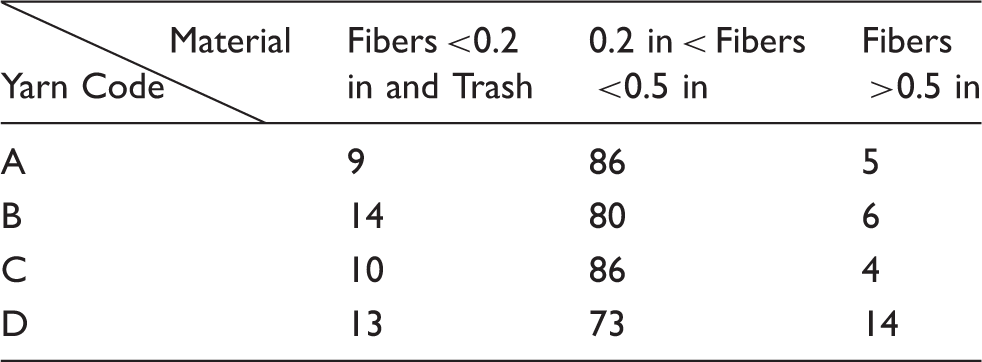
As is shown in Table 10, short fiber content of the removed fiber mass due to treatment of VCC yarn D by the air suction unit, is less than those of other yarns. This is expected since the long fiber content of the removed fiber mass increases at the expense of the short fiber content, which decreases.
Based on the comb sorter method, fiber length diagrams depicting VCC yarns B and yarn E are shown in Figure 11. These diagrams compare the short fiber content of the ideal VCC yarn B to that of the reference yarn E. It is clear that VCC yarn B has less short fiber content than reference yarn E.
Fiber length diagrams.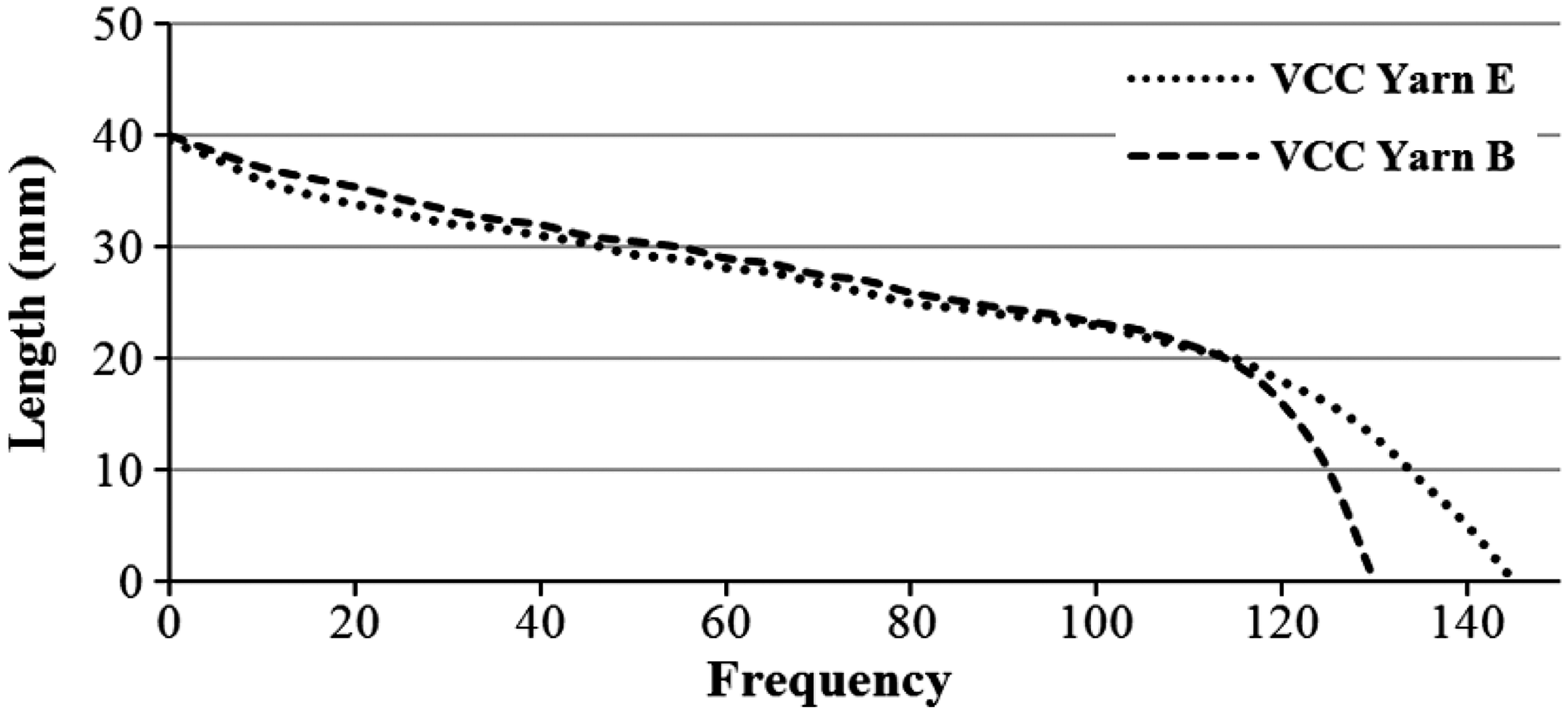
As can vividly be seen in Table 10 and the photograph in Figure 12, the removed fiber mass contains a few long fibers. This presumably adversely influences the properties of the produced yarn. However, the results show that the removal of a few long fibers has not affected yarn quality.
Photograph of removed fibers.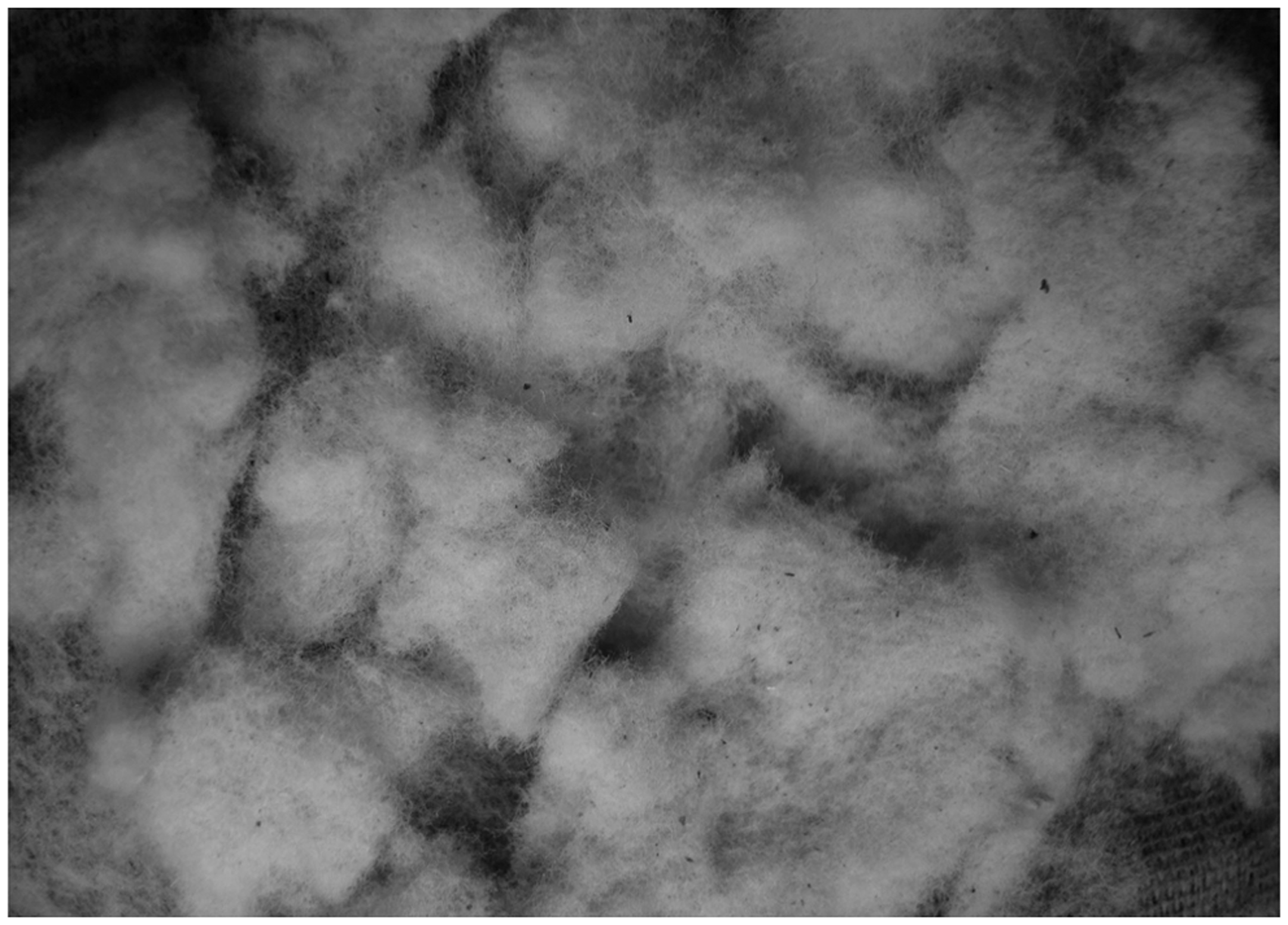
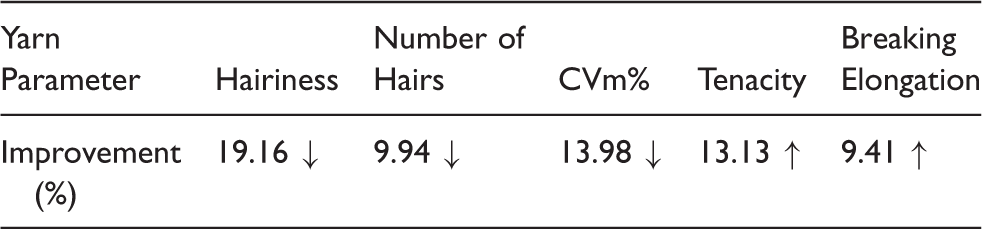
Technical improvements achieved in VCC yarn B
Conclusion
A new method for yarn hairiness reduction, by the addition of an efficient air suction unit to the web delivery section of a conventional carding machine, was evaluated. The air suction unit was designed and built. This unit is capable of removing short fibers and dust from the emerging web prior to sliver formation. Various yarn samples were spun and yarn properties such as hairiness, evenness, tenacity and breaking elongation were compared with a reference yarn spun using the same raw material and apparatus without the installation of the air suction unit. Vacuum Cleaned Carded yarn or VCC yarns were spun using various cleaning conditions. Short fiber content of the VCC yarns and that of reference yarns was determined and compared. Based on comparison of results, VCC yarn B was identified as being the most technically optimum yarn. Comparison of VCC yarn B with the reference yarn revealed that, both hairiness and hair number of this VCC yarn were decreased by 20 and 10%, respectively. It was found that VCC yarn B enjoyed a much higher degree of evenness in comparison to the reference yarn. The combined effect of reduced short fiber content and increase in evenness caused a marked improvement in the tensile behavior of the VCC yarn B. A greater spinning stability prevailed during the production of VCC yarn B. This was due to the reduced end breakage during spinning of VCC yarn B. It was also concluded that since the air suction unit can be retrofitted to an existing carding line, then the method can lead to spinning of yarn with superior quality at reduced capital investment costs and a more environmentally cleaned operating condition due to the reduction in the amount of fiber fly in the air. This novel method can provide a much cleaner work place environment both during the yarn spinning process and also post-spinning operations.
Footnotes
Acknowledgement
The authors would like to express their sincere thanks to the deputy of research of Isfahan University of Technology for financial support. Special thanks are due to Eng. A. Abarghuee Nejad and Eng. S. Karbalaee Karim for their invaluable assistance throughout of conduction of this work.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.