
Abstract
The development of knitted fabrics with incorporated elastane has increased in recent decades. Knitting with these elasticized yarns usually results in a very compact structure. Loop length is considered to be the primary parameter for knitted structures. Consequently, knowledge of all factors influencing loop length is vital for planning yarn consumption, comfort fit, quality, performance and aesthetic properties of knitted fabrics made from elasticized yarns. The objective of this research was to study the impact of material, knitted structure and relaxation process parameters on loop length. In addition, the objective was to examine the differences in loop length of single weft knitted fabrics, produced from different types of elasticized and non-elasticized yarns. For both groups of knitted fabrics, elasticized and non-elasticized, knitted fabric density and relaxation process influence the loop length most of all. Loop length decreases during the process of consolidation, but this decrease is not substantial. Addition of elastane does not significantly influence the loop length.
Dimensional sensitivity, complex geometry and compound behavior are general characteristics of knitted structures. Variations in geometrical parameters significantly influence dimensional, performance, comfort and aesthetic properties of knitted fabrics.
As demand for comfortable and adaptable clothing has burgeoned in recent decades, the use of incorporated elastane in knitted fabrics has increased. Fabrics incorporating elastane exhibit increased extensibility, elasticity, a high degree of recovery, good dimensional stability and require only simple care. 1 Apart from bare threads incorporated into various structures through interlacing, elastane fibers may be used in core-spun yarns where a non-elastic fiber sheath is spun around an inner core of elastane, or other elastomeric yarn. Core-spun elastane yarns supplement the recovery properties of knitted structures, improving dimensional stability. 2
The relaxation after knitting usually involves shrinking of the finished knitted fabric.
3
Behavior of a knitted fabric during relaxation from a yarn's internal stresses, imposed during knitting, depends on many factors. The extent of shrinking depends on three major factors:
yarn parameters – material composition; linear density; twist; evenness; tenacity; extensibility; friction; moisture content; yarn package type; compactness of yarn package etc.; machine parameters – gauge; cam shape and settings; yarn input tension; fabric take-down tension; yarn feeding system, etc.; knitted fabric parameters – knitted structure type; wale and course density; loop shape coefficient; loop length; stitch density, etc.
4
In order to be able to control fabrics' dimensions during knitting and after-treatment processes, extensive studies on the relaxation characteristics of knitted structures were undertaken. In professional and scientific literature, numerous procedures and methods of knitted fabric relaxation have been presented. Initially, these focused mainly on cotton knitted fabrics, followed by fabrics from regenerated cellulose and man-made fibers and, most recently, elasticized single-weft knitted structures have also been studied. Both elasticized structures plated with bare elastane threads and those knitted from core-spun yarns were investigated.4–20 The significance of static dry and wet relaxation, in addition to dynamic wet relaxation (i.e. consolidation) was acknowledged as early as 1956, by Munden (Munden and Fletcher 21 ; Munden 22 ). Munden stated that the starting point for the study of the yarn/knitted fabric parameters' interdependence is the elimination of the yarn and knitted fabric history, that is, the annulment of the previous strains and the restoration of the reference, or relaxed state, of the fabric. 21 Extensive research related to the setting of the reference state was later performed within the frame of the Starfish project.23,24
Owing to the three-dimensional curved shape of the basic unit – the loop – knitted structures are generally more porous and extensible than other textile structures. The appearance and performance properties of various knitted structures may differ, due mainly to differences in material composition and structural parameters. Knitting yarns with incorporated elastane usually results in a compact to very compact, that is, supercompact, structure. Structural compactness, described with loop modules and loop constants, directly influences the performance and mechanical and comfort properties of knitted fabrics. 25 Because of the compact nature of relaxed fabrics, the properties of knitted fabrics made from highly elastic yarns with an elastane core differ significantly from those of knitted fabrics, made under similar process conditions, but using yarns without an elastane core. 26 As loop length is considered to be the primary knitted structure parameter, 27 knowledge about the factors influencing the loop length is vital for predicting yarn consumption, comfort fit and appearance, plus quality and performance properties of knitted fabrics based on elasticized yarns.
The principal objective of the research was to study the impact of material, knitted structure and relaxation process parameters on the loop length. Another focus of the investigation was to examine the differences in loop length of single-weft knitted fabrics, produced from different types of elasticized and non-elasticized yarns, under the same regime of knitting machine settings.
Experimental details
Sample preparation
For the preparation of knitted test samples, ring-spun yarns were employed. These were made to order from two types of staple fibers – viscose (CV) and polyacrylonitrile (PAN). These CV and PAN fibers were selected because of their different origins – natural and synthetic polymers – consequently displaying dissimilar hydrophilic properties and shrinking behavior during wet processes. Previous research into the dimensional stability of knitted structures with an identical material composition5,6,9,10 formed the basis for test material parameters selection. From each raw material, elastomeric core-spun yarns were made to order, by three different spinning/twisting processes, that is, mouliné twisted yarn (composed of elastomeric core-spun yarn and yarn without elastane, both ring-spun); core-twisted yarn (elastane filament yarn, core-twisted with two ring-spun yarns) and core-spun yarn (yarn with an elastane core and staple fiber sheath covering). For comparison, ring-spun yarns without elastane, from 100% CV and 100% PAN fibers, possessing an equal linear density to elastane core-spun yarns, were produced. The linear density of all yarns was 100 tex; yarn twist was 221Z, for single yarns without elastane and 281Z for single elastomeric core-spun yarns and 500S for twisted elastomeric yarns, that is, mouliné-twisted and core-twisted yarns.
The knitted samples were produced on the electronic flat weft knitting machine UNIVERSAL MC 720, gauge E8. From each yarn, samples were knitted in two discrete densities, termed tight and loose, accomplished by selecting two cam settings on the machine. All samples were knitted with an equal yarn input tension, equal knitted fabric take-off, employing the same needle bed width (324 working needles) throughout and in identical environmental conditions.
The relaxation process employed was based on the Starfish procedure23,24 and the findings of Fletcher and Roberts5,6 and Hurley. 9 Firstly, all samples were statically dry relaxed and then placed unloaded to the standard environment for 72 hours. After dry relaxation, one half portion of each sample was additionally dynamically wet relaxed (consolidated). The dynamic wet fabric relaxation process involved laundering at a 30°C – delicate laundry program; short spinning: 40-minute drying – delicate laundry program, four cycles of alternating short rinsing and 40-minute tumble drying. Throughout the dynamic wet relaxation process, no chemicals were added. Then, the wet relaxed samples were placed flat in the standard environment for at least 24 hours after the last drying cycle was completed.
Combining the two fiber types; four yarn structures; two density levels and two relaxation procedures – altogether 32 different knitted samples were prepared (Figure 1).
Sample preparation diagram.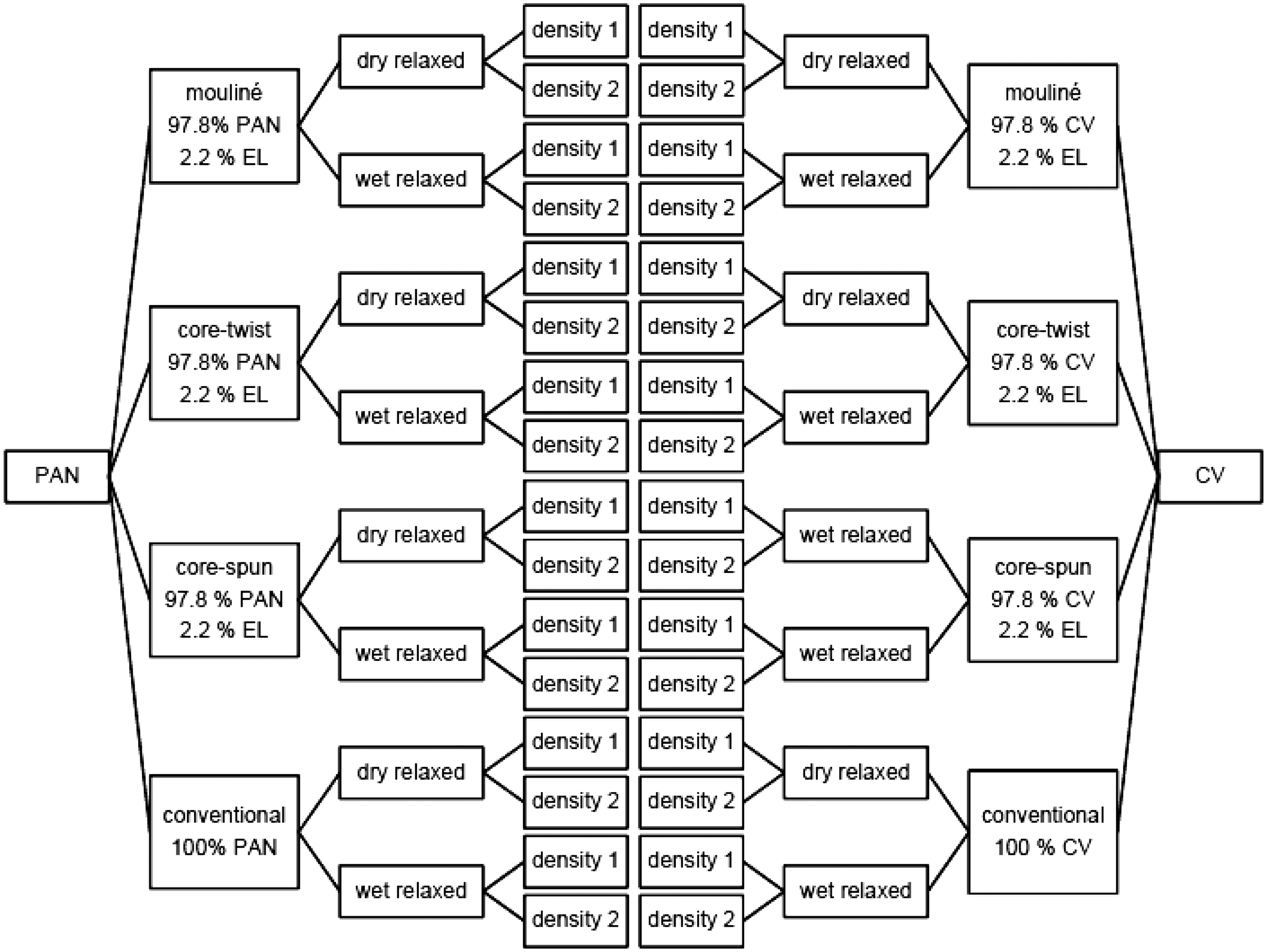
Loop length was measured by unraveling threads from the knitted samples and straightening the curls on the dynamometer. The speed of the dynamometer’s movable clamp was set to 3 mm/s 26 and the test thread was considered straight when a load increase was detected. Ten measurements of loop length were made for each knitted sample.
Research methods
Experimental design diagram and sample labeling

Impact of material, relaxation process and structural parameters of knitted fabrics on loop length: four-factorial design for all samples (main effects and interactions)

Impact of material, relaxation process and structural parameters of knitted fabrics on loop length: four-factorial design for elasticized samples (main effects and interactions)

Impact of relaxation and material parameters of knitted fabrics on loop length: three-factorial design for density 1 – tight knitted samples (main effects and interactions)

Impact of relaxation and material parameters of knitted fabrics on loop length: three-factorial design for density 2 – loose knitted samples (main effects and interactions)

Impact of material and structural parameters of knitted fabrics on loop length: three-factorial design for dry relaxed samples (main effects and interactions)
Impact of material and structural parameters of knitted fabrics on loop length: three-factorial design for dynamically wet relaxed samples (main effects and interactions)
Impact of relaxation process and structural parameters of knitted fabrics on loop length: four-factorial design for the group of single-spun yarns (main effects and interactions)
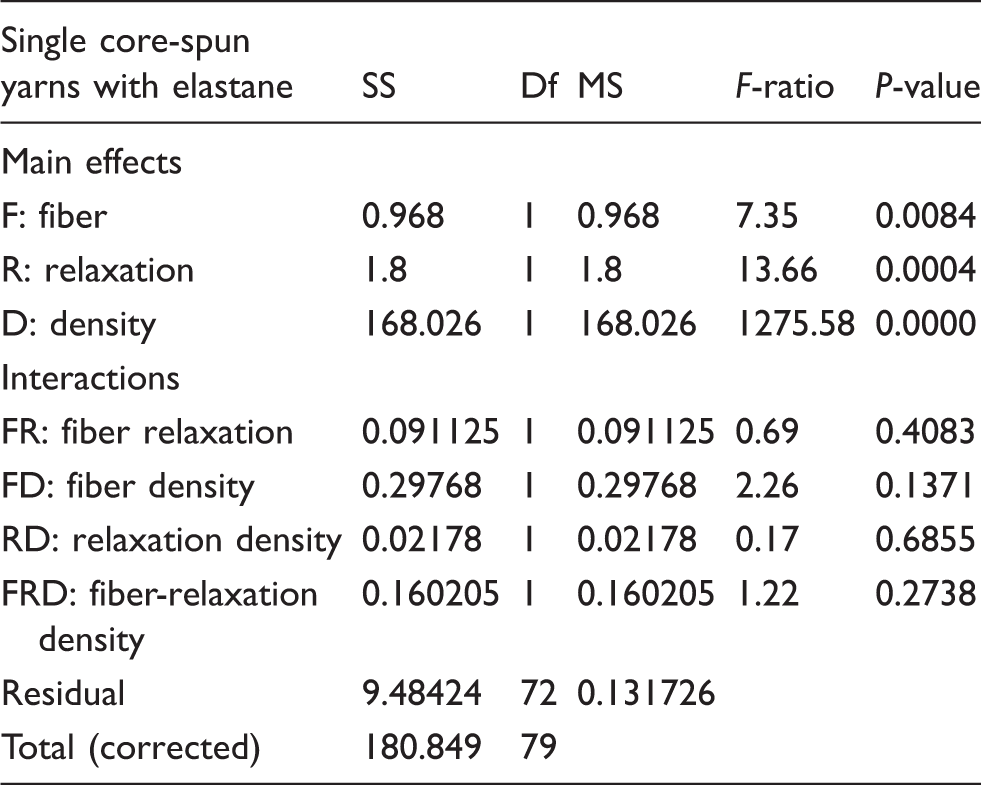
Impact of relaxation process and structural parameters of knitted fabrics on loop length: three-factorial design for the group of single-spun yarns with elastane (main effects and interactions)
Impact of relaxation process and structural parameters of knitted fabrics on loop length: three-factorial design for the group of single-spun yarns without elastane (main effects and interactions)

Impact of yarn structure, relaxation process and structural parameters of knitted fabrics on loop length: three-factorial design for the group of viscose single-spun yarns (main effects and interactions)

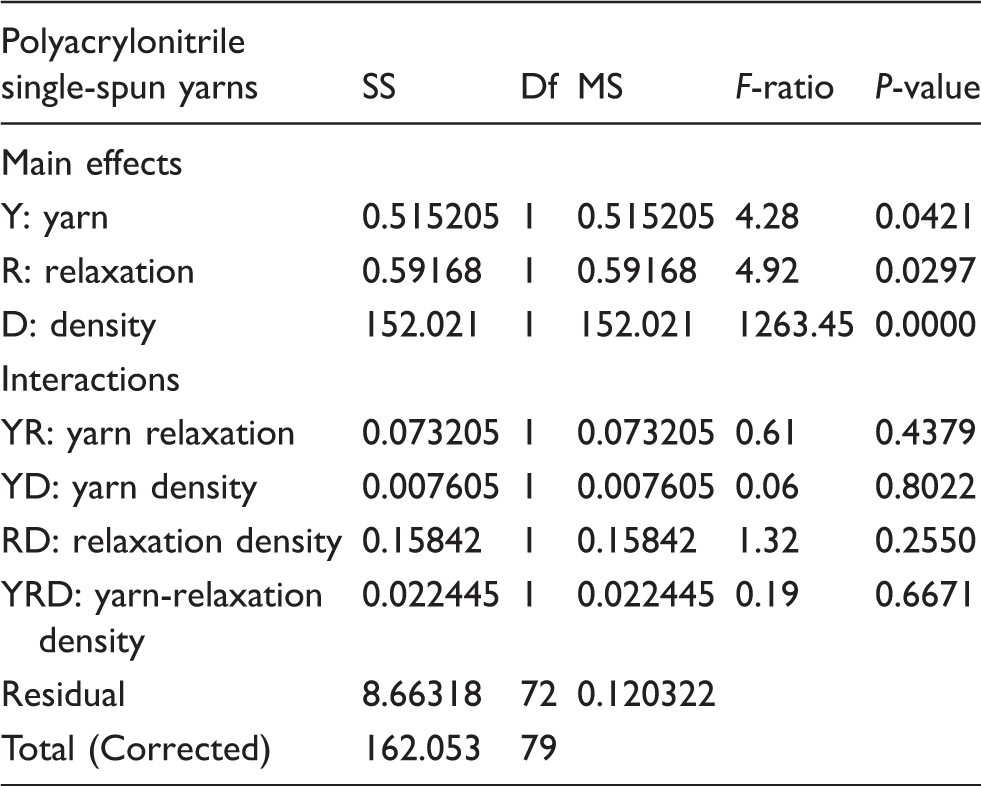
Impact of yarn structure, relaxation process and structural parameters of knitted fabrics on loop length: three-factorial design for the group of polyacrylonitrile single-spun yarns (main effects and interactions)
Loop length

D1: tight structure, D2: loose structure, CV: viscose, MOU: mouliné, PAN: polyacrylonitrile, C-TW: core-twisted, C-SP: core-spun, CONV: conventional fabrics, DR: dry relaxation, CR: relaxation consolidation.
Results and discussion
Initially, all samples were treated as a whole (4 × 23 = 32 experiments) in order to evaluate the overall impacts of material, structure and relaxation influencing parameters on loop length, and also to define the magnitude of these individual factors. The multifactorial ANOVA (Table 2) shows that these four factors have statistically significant effects on loop length at the 99.0% confidence level, as the P-values of all main effects are less than 0.01. The investigated system is dominated by knitted fabric density (D) as being by far the most important factor. The knitted fabric density is dependent on the machine cam setting, which has a direct impact on the course density of the knitted structure and consequently influences the loop length. The relaxation process also has a major impact on loop length, as it influences shrinking after the knitting process. This correlates directly with previous studies, investigating the effects of fabric density and relaxation on loop length and knitted fabric geometry.3–6,9–12,14,16–19 From Table 2, it can also be seen that no two-factorial or higher-order – three- and four-factorial – interactions were found to be statistically significant at the 95.0% confidence level.
Next, the knitted fabrics made from yarns without elastane – samples denoted as CONV – were excluded from the ANOVA processing as they differ from the samples made from elasticized yarns, not only in yarn structure but also in fiber content. Knitted fabrics made from mouliné (MOU), core-twisted (C-TW) and core-spun (C-SP) yarns were therefore analyzed. The ANOVA results (Table 3) are very similar to those obtained by processing all 32 samples (Table 2).
On the basis of the ANOVA results showing the major significance of the knitted structure density (Tables 2 and 3), the samples were divided into two groups, with 16 experiments each. These were separated according to the knitted structure density level: density 1 – tight structure and density 2 – loose structure. They were processed by three-factorial (2 × 4 × 2 = 16 experiments) ANOVA (Tables 4 and 5).
The results of these statistical analyses of both density level groups show that the relaxation process (R) has a major impact on loop length produced at a defined density level. This is in agreement with the findings from previous studies by various authors, investigating the relaxation of single-weft knitted fabrics.3–6,9–12,14,16–19 Yarn structure impact (Y) is also statistically significant, for both density levels, at the 99.0% confidence level (Tables 4 and 5). The structure of the investigated yarns differs in fiber arrangement, twist, extension properties, etc., all of which influence loop formation during the knitting process. For tight knitted structures, the combined impact of fiber type and yarn structure (FY) is important as well (95.0% confidence level, P-value less than 0.05). The interaction plot fiber-yarn is presented in Figure 2. For all tight knitted structures, PAN samples exhibit longer loops than CV samples, which contributes to the different extension and relaxation behavior of yarns made from the two fiber generics during the knitting process. Samples made from single core-spun yarns display the greatest difference in loop length for CV and PAN knitted structures. This may be explained by the different mechanical properties of the two fiber types, forming a sheath around the elastane core within a single core-spun yarn. Studies on loose knitted structures showed no two-factorial or three-factorial interactions that were statistically significant.
Impact of relaxation and material parameters of knitted fabrics on loop length: three-factorial design for density 1 – tight knitted samples (interaction plot).
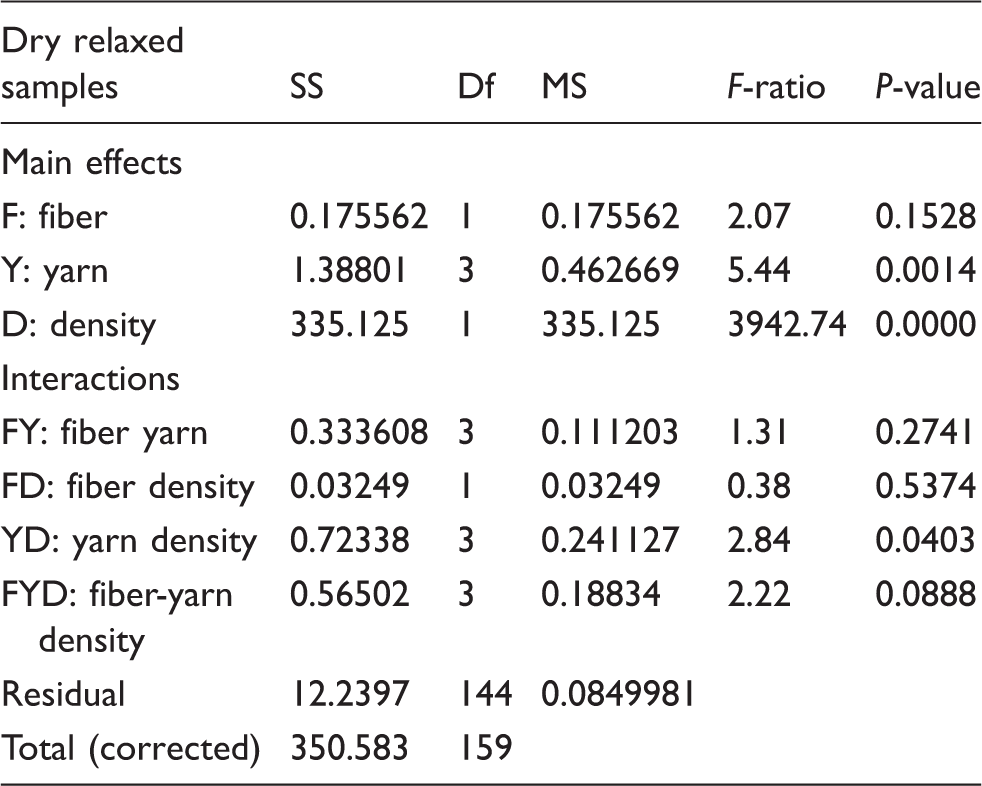
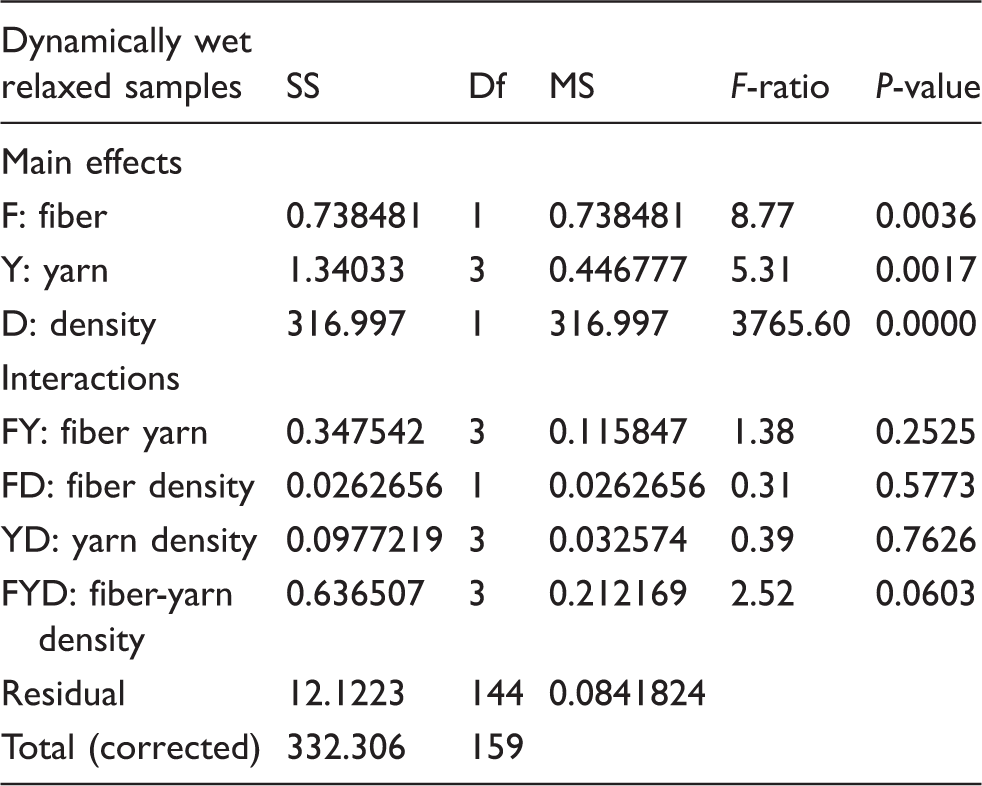
As relaxation proved to have major impact on loop length (Tables 2–5), the original 32 samples were again divided into two groups, with 16 experiments each. These were separated according to the relaxation process employed: dry relaxed and dynamically wet relaxed samples. They were processed by three-factorial (2 × 4 × 2 = 16 experiments) ANOVA (Tables 6 and 7).
The statistical analysis proved the significance of the knitted structure density (D) for both dry relaxed and dynamically wet relaxed knitted fabrics. The yarn structure (Y) impact is also statistically significant, for both dry relaxed and dynamically wet relaxed structures, at the 99.0% confidence level (Tables 6 and 7). The position and capture of the staple fibers within the yarn and their mechanical and hydrophilic properties influence the yarn’s characteristics. Moreover, the interactive influence of yarn structure and knitted structure density (YD) has some significance for the dry relaxed fabric samples (95.0% confidence level, P-value less than 0.05).
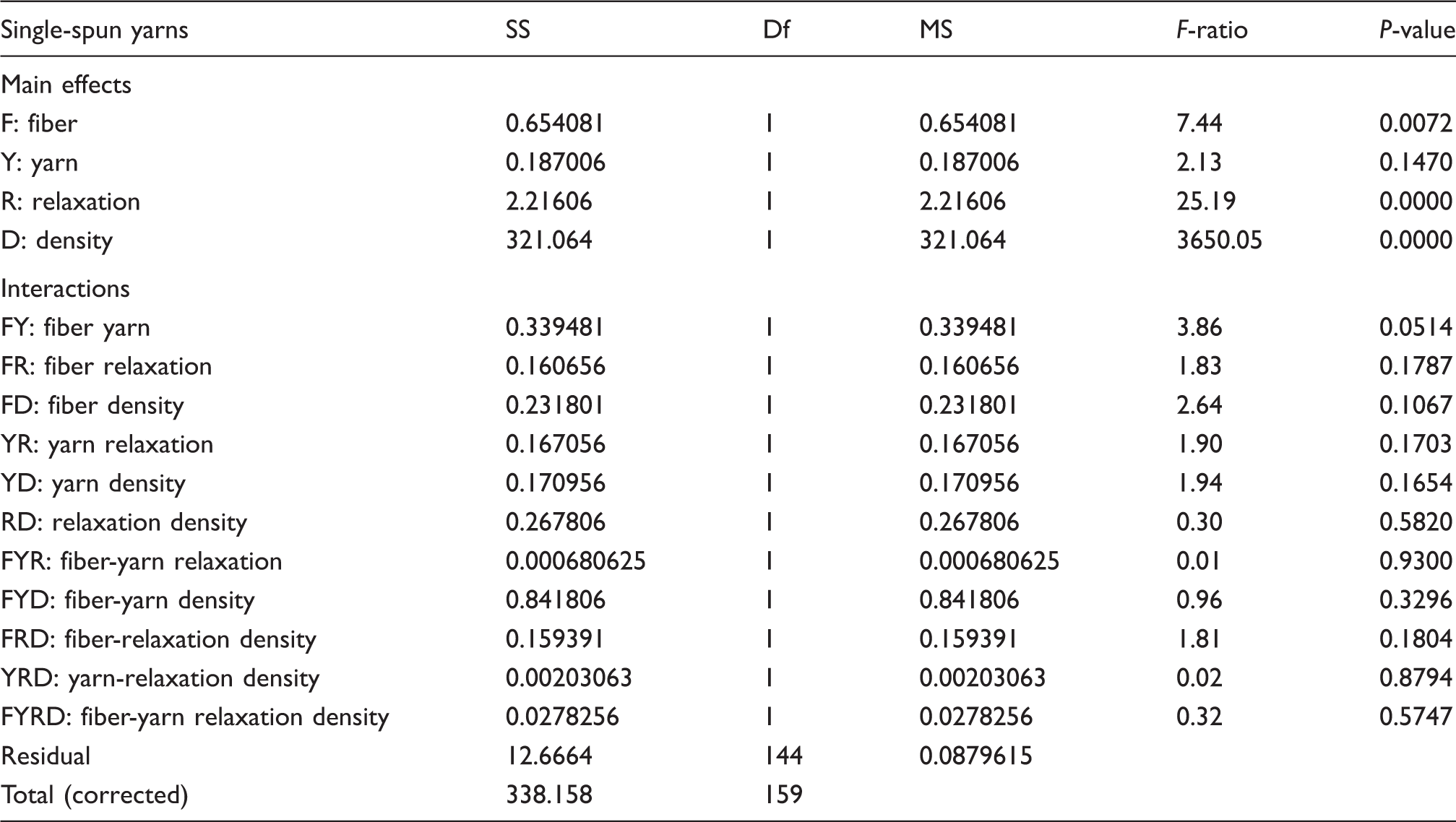
Next, the impact of elastane addition to the knitted loop length was assessed. The group of single-spun yarns (core-spun yarns, incorporating elastane and conventional yarns without elastane) was investigated as a whole (Table 8), by four-factorial ANOVA (24 = 16 experiments). Then, it was split into two groups, with respect to the yarn structure and elastane content presented in Figure 1 and Table 1. One group included core-spun yarns with an incorporated elastane core (Table 9), while the other included conventional yarns, without elastane (Table 10). Each individual group was processed by three-factorial (23 = 8 experiments) ANOVA.
From Table 8, it can be seen that for single-spun yarns, in addition to density level (D) and relaxation (R), the fiber type (F) influences the loop length at the 99.0% confidence level (P-value less than 0.01). The effect of yarn structure was not found to be statistically significant when focusing on the group of single-spun yarns.
The magnitude of effects for the individual groups, containing elasticized or non-elasticized yarns, respectively, may be deduced from Tables 9 and 10. For both groups, relaxation process (R) and knitted fabric density (D) influence loop length at the 99.9% confidence level (P-value less than 0.001), as proven previously by numerous researchers.3–6,9–12,14,16–19 Tables 9 and 10 show that density has a much greater impact on loop length than relaxation. Furthermore, it may be concluded, on the basis of the ANOVA analysis, that the fiber type (F) influences the loop length only in the case of elasticized yarns (99.0% confidence level, P-value less than 0.01), while in the case of conventional yarns, its influence is not statistically significant.
Finally, the group of single-spun yarns was split into two groups with respect to the fiber type. One group included CV samples, while the other included PAN samples. Each individual group was processed by three-factorial (23 = 8 experiments) ANOVA (Tables 11 and 12).
For both groups, knitted fabric density (D) has a statistically significant impact on loop length at the 99.9% confidence level (P-value less than 0.001). The relaxation process influences the loop length as well. Yarn structure has a significant impact on the loop length for the PAN samples, while for the CV samples, the interaction yarn structure–density is statistically significant. PAN samples exhibit longer loops than comparable CV samples in most cases, which contributes to the different loop configuration and relaxation of yarns made from the two fiber types.
Structural characteristics of the samples

D1: tight structure, D2: loose structure, CV: viscose, MOU: mouliné, PAN: polyacrylonitrile, C-TW: core-twisted, C-SP: core-spun, CONV: conventional fabrics.
Conclusions
Fiber type, yarn structure, knitted fabric density level and the relaxation process all have a statistically significant effect on loop length. For both groups of knitted fabrics – elasticized and non-elasticized – knitted fabric density and the relaxation process influence the loop length the most. This is in correlation with previous studies investigating the effects of fabric density and relaxation on loop length and knitted fabric geometry. Knitted fabric density is dependent on the machine cam setting, affecting directly the course density of the knitted structure and influencing the loop length. Knitted fabric density has a greater impact than relaxation, which affects shrinking characteristics, after the knitting process.
The fiber type influences the loop length only in the case of elasticized knitted fabrics, whilst in the case of conventional yarns, its influence is not statistically significant.
The loop length decreases during the process of fabric wet relaxation, but this decrease is not substantial. Only minor differences are exhibited in loop length, in structures knitted from elasticized and non-elasticized yarns. Once more, elastane addition does not significantly influence the loop length of fabrics knitted using the same machine cam setting and relaxed by the same process.
The results of this research will contribute to production strategy; control of dimensional parameters of knitted structures; repeatability of the processes and products; and production efficiency in the manufacture of knitted fabrics incorporating elastane.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.