
Abstract
In this work, different woven fabrics with varying raw materials, fiber types and weave constructions were used for studying plasma treatment under different atmospheric conditions. Surface modification was characterized using wetting and capillarity surface analysis methods. Moreover, a fuzzy sensitivity variation criterion was used to select the most relevant parameters for woven fabrics from experimental data measured on the fabrics and during the plasma process. In fact, the results obtained using this learning data-based fuzzy sensitivity variation criterion could effectively validate those obtained from the physical and chemical knowledge on plasma treatment. According to the results, air permeability, fiber count, weave construction and summit density were identified as the most relevant parameters, in addition to electrical power, treatment speed and fiber nature. This finding indicated that these parameters had an influence on the plasma treatment results.
Keywords
Nowadays, atmospheric plasma treatment has attracted much attention for application in the textile industry because it is a simple process that is a cost-effective, time-saving and environmentally friendly alternative to conventional wet chemical treatments.1,2 This technique has been used to modify polymer and textile materials, using plasma gases composed of an electrically neutral mixture of charged particles (electrons and ions), radicals, metastables and photons. The interaction of these active gas species with solid surfaces modifies only the uppermost layers of the material and leaves the bulk properties unaffected. 3 The resulting surface changes depend on the nature of the substrate, 4 the chemistry of plasma gases 5 and the treatment operating conditions,6,7 which further results in many desirable surface modifications, such as surface activation, cleaning, cross linking, etching, chain scission and oxidation. Surface activation involves the creation of highly reactive carbonyl, carboxyl and hydroxyl groups, through the use of plasma gases, to obtain better surface characteristics, such as wettability, 8 – 10 printability, 11 dyeability 12 and adhesion.13,14
This paper deals with the study of the effect of atmospheric plasma treatments on different wovens made of polyester (PET) and viscose fibers. The aim of plasma surface modification of these fabrics was to achieve requirements in surface wetting properties. 15 Indeed, PET is considered one of the leading synthetic fibers due to its excellent mechanical properties, but its poor surface wettability has prevented end-use versatility. 9 Viscose is a regenerated cellulose fiber that is distinguished by its low resiliency, high moisture absorption and soft-hand feeling. However, the majority of its applications, such as medical textiles and sanitary products, require much higher fiber sorption abilities. In fact, in such kind of applications, a high uptake of aqueous fluids is a part of the essential performance requirements. 16 These shortcomings could be overcome by plasma treatment, which has already given positive results in the activation of synthetic fibers5,6,17– 24 and regenerated cellulose materials.16,25,26 In the case of viscose fiber treatments, Vrabic et al. 16 showed that, after argon plasma treatment, the wettability and water retention of viscose fibers were improved markedly. This result was attributed to the formation of polar groups on the fiber surfaces.15,25 In the same way, Zemljic et al. 26 showed that oxygen plasma treatment of viscose fabric induced a decrease in the water contact angle (θ) from 66° to 15° and increased the ability of the fabric to absorb chitosan, resulting in an improved antimicrobial activity. Therefore, plasma treatments could increase the sorption abilities of viscose fibers and make them more accessible to chemicals used in the finishing processes.
In order to get a better understanding on how the structure of woven fabrics influence the results of the plasma treatment, we need to select the most relevant parameters of fabrics related to the plasma process. With these relevant parameters, we could effectively control the plasma treatment by selecting the most appropriate fabric materials. In general, the selection of relevant features from experimental data is suitable for industrial applications where the number of learning samples is strongly constrained by the experiment costs related to time, materials, energy and human resources. Therefore, selection methods for these features have received increasing attention from many researchers in order to reduce data complexity and obtain more interpretable results with a very limited cost. 27 In this paper, as the number of available experimental data was rather limited, we used the fuzzy sensitivity variation criterion developed by Deng et al.28,29 to identify the most relevant fabric parameters to achieve the desired modification results by air-plasma treatment. This criterion takes the process parameters as input variables and a specific quality feature of the plasma treatment as output variable. Its principle consists of calculating distances between individual data samples in the input space and the output space and using fuzzy logic to evaluate the sensitivity of the variations in the input space to those of output space. This method has been successfully applied to the design of a non-woven process. 28 By comparison with the other numerical criteria, the proposed method leads to linguistic values. It is more robust, more efficient for physical interpretation and less sensitive to measured data noises and uncertainties.28,29 Furthermore, it can deal with a small number of learning data. These advantages proved a strong motivation to the present research project for applying it to select the most relevant plasma process parameters. The results obtained from this learning data-based method could be used to validate physical and chemical knowledge on the relationship between fabric structure and plasma treatment.
In this study, atmospheric air-plasma treatments were carried out using the Dielectric Barrier Discharge (DBD) technology, which has proven to be efficient in the surface treatment of polymer and textile materials. 30 – 32 Plasma processing parameters, such as electrical power, treatment speed and various fabric features, were investigated on treatment results. The change in surface characteristics was measured using wettability and capillarity surface analysis methods. Moreover, the fuzzy sensitivity variation criterion was used to select a small set of fabric parameters relevant to the plasma process. The selected relevant fabric parameters could be used to investigate the influence of woven fabric structure on atmospheric air-plasma treatment. The ageing effect was not considered in this study.
Experimental details
Materials
Eight different woven fabrics were used during this study: four from regular PET fibers, two from PET microfibers and two from viscose fibers. These fabrics were prepared by washing with hot water and then they were dried in air and ironed. The cleaned fabric samples were left in a controlled climate (20 ± 2°C, 65 ± 2% relative humidity (RH)) for at least 24 hours prior to all experiments.

Woven fabric features

(.): Standard deviation.
PET: polyester.
The total surface of fibers (
Atmospheric air-plasma treatments
Atmospheric plasma treatments were carried out with the “Coating star” from Ahlbrandt System.8,21,33 Plasma discharge was generated at atmospheric pressure by two electrodes and a counter-electrode, all of which were covered by a dielectric ceramic material. The dielectric limits the amount of charge transported from one electrode surface to another via a single micro-discharge. Distribution of these micro-discharges (micro-streamers, filaments) over the entire electrode area results in a homogenous and stable plasma. Material processing was done by passing a substrate through the plasma gas present between the electrodes/counter-electrode gap. The machine parameters used were an electrical voltage of 15 kV, a frequency of 30 kHz, an electrode length of 0.5 m, an inter-electrode distance of 1.5 mm, an electrical power varying from 300 to 1000 W, a treatment speed varying from 2 to 10 m/min and air as gas discharge. For each treatment, a Treatment Power (TP) value was calculated and expressed as energy received by one square meter of material surface (kJ/m2). TP was related to the electrical power (P in W), the electrode length (L in m) and the treatment speed (V in m/min), as shown in Equation (3):

Using this parameter (TP) helped to control the extent of plasma surface modification depending on the electrical power and the treatment speed at the same time.
Measurements
In order to quantify the surface treatment modifications, contact angle and capillarity measurements were carried out with water (as liquid) on a tensiometer, “3S balance” from GBX Instruments (France).8,21,33 During measurements, a rectangular-shaped fabric sample of size 3 cm × 5 cm was connected to the tensiometer at the weighing position, and its weight zeroed, and then it was progressively brought into contact with the surface of a liquid placed in a container. The movement of the liquid container stopped automatically when a sudden increase in weight was detected, which corresponded to a liquid meniscus formation on the fabric surface. A continuous increase of weight with time was recorded owing to liquid flow inside the fabric structure by capillarity. Let the duration of each measurement to be 2 min. As soon as the liquid moved down to leave the fabric sample, the balance gave the values of the total weight at the end (
The cosine of the contact angle (cosθ) between water and woven samples could be determined from the calculated meniscus weight (
The capillarity height values for the woven samples were deduced from the capillarity weight values (
The measurements of the cosθ and the capillarity height for the untreated and plasma-treated woven samples would enable us to evaluate the degree of plasma-induced hydrophilization at the fabric surface and inside the fabric. Indeed, cosθ is not only affected by interfacial tension, but also by other phenomena, such as surface roughness and fabric structure. Wicking is influenced by the morphology of the fiber surface, as well as by the capillary action of the fiber assembly, which is governed by the properties of the liquid, liquid–solid surface interactions and geometric configurations of the pore structure in the fabric.
Fuzzy sensitivity variation criterion for selecting relevant variables
Recently, Deng et al.28,29 developed a fuzzy sensitivity variation criterion for selecting relevant input variables related to a specific output variable. This criterion takes into account the sensitivity variation of measured data and leads to linguistic values. It can deal with a small number of learning data and is robust to noisy data. For these reasons, we used this method for selecting the most relevant input parameters of the plasma process. The principle of such method consists of calculating distances or variations between individual data samples in the input space (process parameters) and the output space (quality features). Then, fuzzy logic is used to evaluate the sensitivity variation of each input variable related to the output variable. The sensitivity for all the input variables is defined according to the two following principles:
IF a small variation of an input variable corresponds to a large variation of the output variable, THEN this input is considered as a sensitive variable; IF a large variation of an input variable corresponds to a small variation of the output variable, THEN this input is considered as an insensitive variable.
These principles are transformed into fuzzy rules for building a fuzzy model in which the input data variation and the output data variation are taken as two input variables and the sensitivity value as an output variable.
When removing one variable from the set of original input variables, we calculated the sensitivity value of the remaining input variables and compared it with those of the other input variables. We considered that the most sensitive input variable corresponds to the case in which the sensitivity value of the remaining variables after its removal is the smallest. In the same way, the most insensitive variable corresponds to the case in which the sensitivity value of the remaining variables after its removal is the highest.
Based on this fuzzy sensitivity variation criterion, we proposed an algorithm 33 for selecting the most relevant variables. This algorithm combines both the forward and the backward search. At each step, it removes the most sensitive variable, the most insensitive variable and, subsequently, the variables that are in correlation with the most sensitive one. When this recurrent procedure is completed, we could obtain a significant and independent list of the most relevant process parameters.
Results and discussion
Wettability
Wetting of textile fabrics is a very sophisticated process. The surface wettability is directly related to the surface energy, and the fabric structure. In this study, PET and viscose woven fabrics were subjected to different electrical powers and treatment speeds. The treatment speeds used were 2, 5, 7 and 10 m/min; at each speed varying electrical powers, 300, 500, 700 and 1000 W, respectively, were applied. The TP was calculated using Equation (3). It ranged from 0 (untreated) to 60 kJ/m2. For each TP, five samples were tested and the average value was taken for study. All these measurements were carried out at least one day after plasma treatment. In fact, during this period, we did not notice any change in water contact angle on the treated woven fabrics as a function of time elapsed after plasma treatment, even for treatments at small TP values. Figure 1 shows the cosθ variations on all woven fabric surfaces as function of the TP. It could be seen that the cosθ increased (θ decreased) significantly after air-plasma treatment compared to untreated samples. This result indicated that the oxidized species created during the plasma treatment gave hydrophilic properties to the PET and viscose fabric surfaces.8,18,26,34,35 Besides, it could be noticed that the treated viscose fabrics (Et, Ep) achieved higher cosθ values compared to the treated micro-PET (Bt, Bp) and regular PET fabrics (Ap1, Ap2, Ap3, At). However, the increase in wetting was greater for the PET fabrics than for the viscose fabrics. By considering the same fiber type, it could be shown that the cosθ values on the treated woven fabrics increased in the following order: Et > Ep, Bt > Bp, Ap1 > At > Ap2 > Ap3.
Cosθ on the plasma-treated woven fabrics. Ap1, Ap2 and Ap3: plain wovens made of polyester (PET) fibers; At: twill woven made of PET fibers; Bp: plain woven made of PET microfibers; Bt: twill woven made of PET microfibers; Ep: plain woven made of viscose fibers; Et: twill woven made of viscose fibers.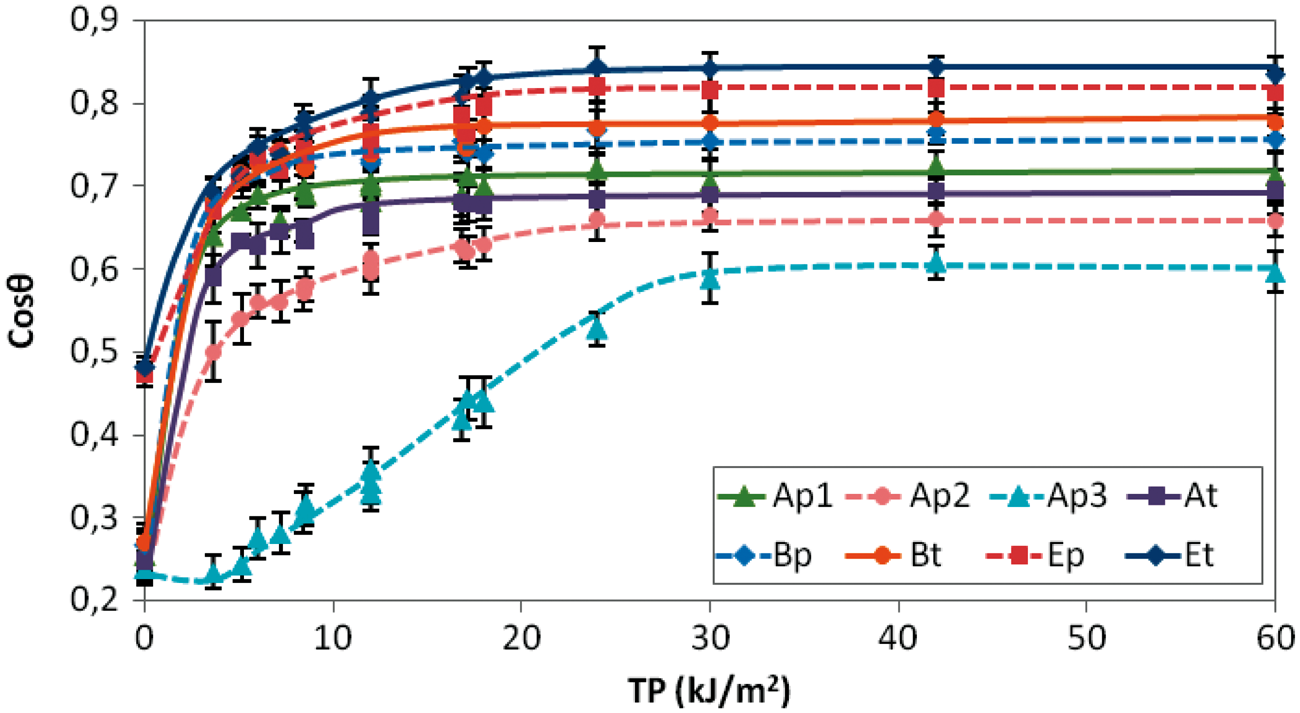
Capillarity
Capillary rise within a textile is influenced by a number of factors, particularly fiber surface properties and fabric pore structure. Indeed, fiber wettability is a prerequisite of wicking: a liquid that does not wet fibers cannot wick into a fabric with capillary spaces.
18
In this work, the capillarity of each woven structure was calculated as function of the TP. Figure 2 shows the capillarity results for the PET and viscose fabrics. It could be seen that the capillarity height for different woven fabrics was remarkably improved as the plasma TP increased. However, it could be noticed that the increase in the capillarity height was greater for the PET fabrics than for the viscose fabrics. By considering the same fiber type, it can be shown that the capillarity for the treated woven fabrics increased in the following order: Et > Ep, Bt > Bp, At > Ap2 > Ap1 > Ap3. A comparison made between Figures 1 and 2 showed that an increase in the surface hydrophilicity of each fabric was generally accompanied by an increase in its capillarity. This finding indicated that plasma oxidation of fiber surfaces was not localized to the surface of the outermost fibers in the fabric, but extended also to fiber surfaces deeper down in the pores between fibers. In fact, woven fabric is a porous structure, consisting of a complex web of single fibers and threads that are distributed over the total fabric thickness up to several millimeters. The plasma active species were able to penetrate into this textile structure without losing their modifying ability, which would enable the treatment of surfaces of individual fibers also inside the woven structure.17,22,36 Therefore, the penetration depth of plasma treatment would determine the quality of the plasma treatment of a textile fabric.
22
Capillarity height as a function of the plasma treatment power for the polyester and viscose wovens. Ap1, Ap2 and Ap3: plain wovens made of polyester (PET) fibers; At: twill woven made of PET fibers; Bp: plain woven made of PET microfibers; Bt: twill woven made of PET microfibers; Ep: plain woven made of viscose fibers; Et: twill woven made of viscose fibers.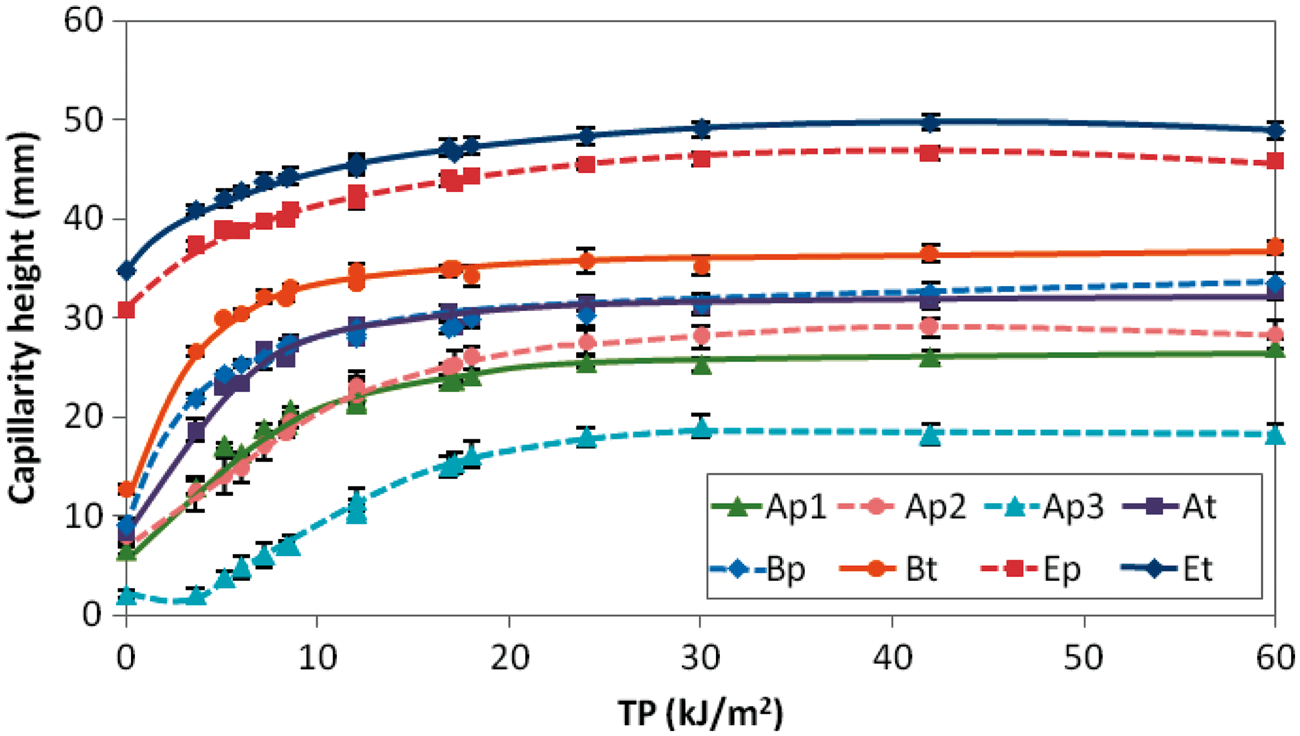
Analysis of the feature selection results for plasma process
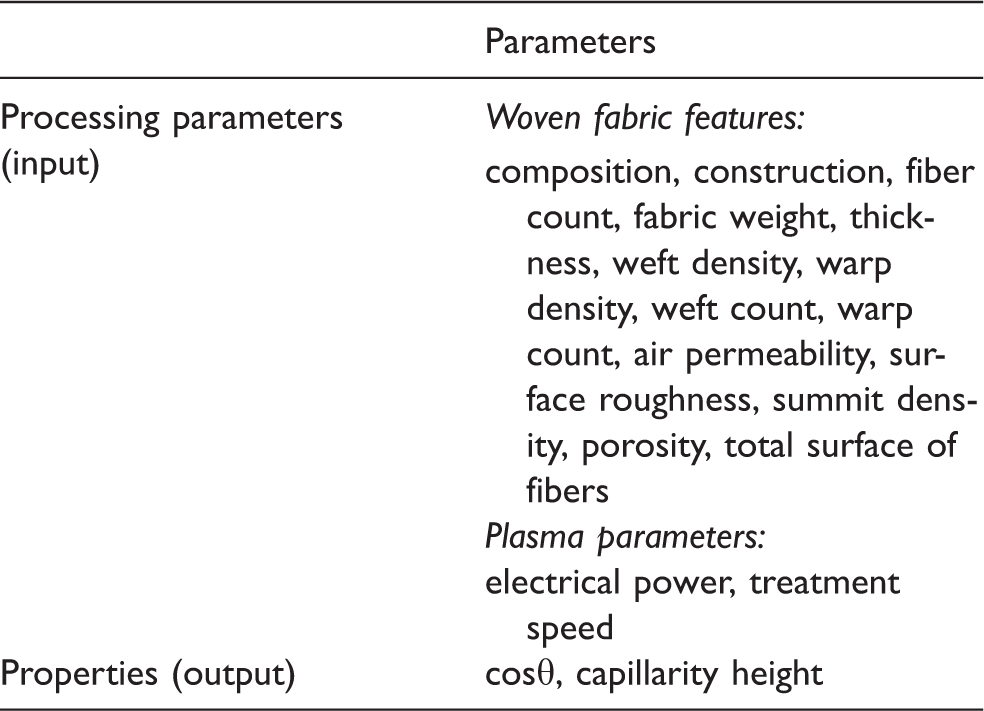
Input and output parameters of the plasma process
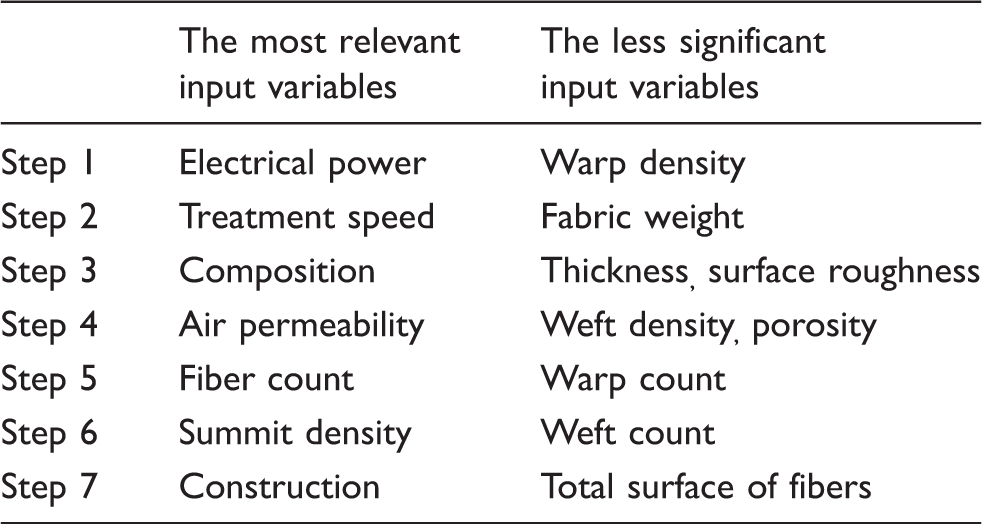
Selection of relevant input variables related to cosθ, using the fuzzy sensitivity variation criterion
Selection of relevant input variables related to the capillarity height, using the fuzzy sensitivity variation criterion
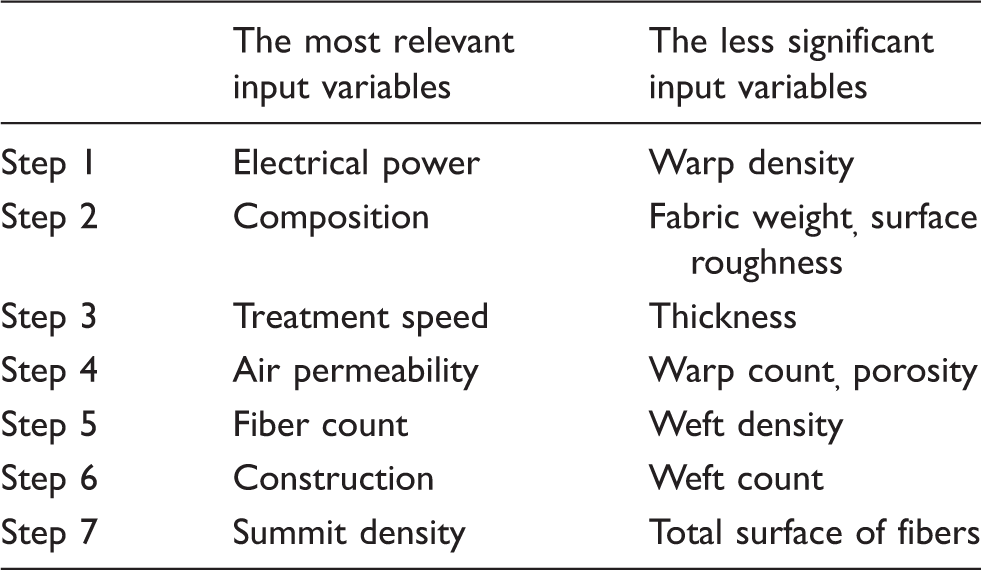
According to these tables, it could be noticed that electrical power, treatment speed, fabric composition, air permeability, fiber count, weave construction and summit density were identified as the most relevant independent input variables related to both the cosθ and the capillarity height. This finding confirmed the dependency between these two outputs, that is, cosθ and capillarity height. In fact, in the case of woven structures, as soon as water wets the fibers, it reaches the spaces between the fibers and is dragged along by the action of capillary pressure, which depends mainly on the fiber surface wetting behavior and on the fabric pore structure. However, as shown in Figures 1 and 2, the increased wettability of woven fabrics caused by the changed surface properties with the plasma treatment resulted in the increased capillarity of plasma-treated viscose and PET fabrics. Therefore, it might be concluded that wetting and wicking were linked together and one cannot occur in the absence of the other. Indeed, the rate of capillarity rise of a liquid is related to the contact angle between the liquid and the solid by the Lucas–Washburn equation, 37 – 39 where the porous medium is assumed to consist of a bundle of parallel capillary tubes of constant radii. This equation is still frequently used in describing the rate uptake of liquid into textile materials. 40
Moreover, by using the fuzzy sensitivity variation criterion, the number of plasma processing parameters was reduced by more than 50%. The relevant parameters selected from this criterion could be ranked in a significant order of relevancy. In fact, the earlier a given relevant parameter was identified in the selection procedure, the more likely it is that it might be related to the corresponding output property.
Effect of electrical power and treatment speed
As expected, electrical power and treatment speed were important parameters. Indeed, various studies6,16,20,41 showed that increasing electrical power and/or treatment time resulted in improved wettability and capillarity of textile fabrics. Nevertheless, as far as we know, no comparison between these two parameters in terms of relevance was given. Here, the results obtained from the fuzzy criterion highlighted that electrical power was more important than treatment speed. In fact, electrical power was identified as a relevant parameter at the first step of the selection procedure for both outputs (see Tables 3 and 4). However, treatment speed was identified as the second-most relevant parameter for cosθ and the third-most relevant parameter for capillarity height. This fact suggested that electrical power was more significant than treatment speed and the other parameters.
Effect of fiber composition
Fiber nature was also an important parameter. Morent et al. 42 showed that plasma treatment of polypropylene (PP) and PET non-wovens with various gases (air, helium and argon) resulted in a higher wettability for the PET non-wovens compared to the PP non-wovens. Also, it was found that the loss in treatment efficiency during the ageing process was much higher for the PET non-wovens than for the PP non-wovens. In a similar way, McCord et al. 4 investigated the effect of atmospheric plasma treatments on PP and nylon 66 fabrics and found that the PP fabric achieved better hydrophilicity than the nylon fabric. These results were attributed to the molecular structures and properties of the treated samples. Our study showed that the maximum wettability and capillarity reached after air-plasma treatment were higher for viscose fabrics compared to PET and micro-PET fabrics (see Figures 1 and 2). The good absorption ability of untreated viscose fabrics is attributed to the fact that raw viscose fibers have higher surface energy and lower θ when compared to PET fibers, which are hydrophobic by nature. In addition, according to the fuzzy sensitivity variation criterion, fabric composition was identified as the third-most relevant parameter for cosθ (Table 3) and the second-most relevant parameter for capillarity (Table 4). This finding confirmed that fiber nature was an important parameter for both output properties on one hand, and suggested on the other hand that this parameter had more influence on capillarity than on wettability. Thus, it could be concluded that the degree of plasma-induced hydrophilization depended on the nature of fibers.
Effect of air permeability
Material air permeability was identified as the fourth-most relevant parameter before fiber count, weave construction and summit density for both cosθ and capillarity height. This finding suggested that this parameter was more significant than fiber count, weave construction and summit density for both outputs. When considering this parameter, it could be seen from Figure 1 that the cosθ on the different fabrics increased more or less quickly before reaching saturation. Fabric Ap3 exhibited a different behavior as compared to others fabrics. By referring to the woven features listed in Table 1, it was clear that the air permeability of Ap3 fabric was much higher than the others fabrics. This is because it had an open-pore structure, related to air permeability. So, in order to investigate the effect of this parameter, the slope of cosθ was plotted as a function of air permeability at TP in the range 0–4 kJ/m2, as shown in Figure 3. It could be seen that the wettability improvement seemed to be more sensitive to the TP for Bp, Bt, Ap1 and At fabrics as compared to Ap2, Et and Ep ones. On the contrary, the Ap3 fabric showed no wettability improvement at small TP values. The induction power before any change in surface energy for fabric Ap3 could be explained by the fact that at small TP values the energetic species in the plasma do not have enough energy to activate and modify the surface of this fabric. In fact, since this fabric was very porous, it should be less likely for the active species to collide with the fabric and more likely for them to move through the pores, at low plasma densities. Thus, higher TP was required to increase the kinetic energy and the number of particles that reach the polymer surface in order to activate plasma oxidation reactions. For further investigation, we had determined the approximate TP values required to reach 95% of the maximal wettability and capillarity for each woven fabric, as illustrated in Table 5. It could be noticed that the lower the air permeability, the lower the TP related to wettability. This finding could be explained by the fact that when air permeability was low, the plasma had more difficulties penetrating the material and, therefore, fibers at the surface will be treated first and wettability saturation happens with lower TP values, while higher energy was needed to treat more permeable textile structures in order to obtain sufficient surface oxidation. In addition, it could be shown that the capillarity saturation of fabrics Ap1, Ap2, At, Bp, Bt, Ep and Et happened at higher TP values compared to the wettability saturation. This indicated that the plasma treatment oxidation of fibers inside these fabrics needed more energy compared to the treatment of fibers present at their surfaces, whereas the fabric Ap3 reached 95% of the maximal wettability and capillarity approximately at the same TP value of 24 kJ/m2. This meant that plasma treatment reached all its fiber constituents homogenously. However, the maximum wettability and capillarity reached after plasma treatment were lower for the Ap3 fabric compared to the others PET fabrics (see Figures 1 and 2). This result could be explained by the fact that the fabric Ap3, which had a higher air permeability than the other fabrics, had a lower fiber density per surface unit and, thus, fewer macromolecular chain scissions were created at the polymer surface, resulting in a lesser surface oxidation. Thus, the degree of the plasma-induced surface oxidation depended on the air permeability of the treated fabric. So, atmospheric air-plasma TP had to be set up depending on the fabric structure in order to ensure optimal treatment. These results were consistent with the works of Leroux et al.8,21
Cosθ slope variations with air permeability at treatment powers in the range 0–4 kJ/m2. Ap1, Ap2, and Ap3: plain wovens made of polyester (PET) fibers; At: twill woven made of PET fibers; Bp: plain woven made of PET microfibers; Bt: twill woven made of PET microfibers; Ep: plain woven made of viscose fibers; Et: twill woven made of viscose fibers. Treatment Power (TP) values corresponding to 95% of maximal cosθ and capillarity height (.): Standard deviation.

Effect of fiber count
Fiber count influence was observed by comparing micro-PET fabrics with regular PET ones. According to Figures 1 and 2, it could be shown that the treatment of micro-PET fabrics led to better hydrophilic properties, as already shown by Wei et al. 43 In fact, the increase in wetting and capillarity height was greater for the plasma-treated micro-PET fabrics compared to the treated regular PET fabrics. This result could be attributed to fiber fineness, which is related to the total surface area accessible for plasma treatment. Indeed, while using the same fiber content, a reduction in fiber diameter yielded higher total surface area on the fabric and, thus, greater possibilities for plasma energetic species to interact with fibers present at the surface and inside the woven structure. This resulted in a larger number of polar groups on the micro-PET fiber surfaces, which could explain their better wetting properties. Thereby, it might be concluded that the fiber fineness influenced the water absorption behavior of the plasma-treated textile materials.
Effect of weave construction
According to the fuzzy selection criterion, weave construction and summit density were also identified as relevant parameters at the two last steps of the selection procedure for cosθ and capillarity height. This finding suggested that these parameters were less relevant compared to the other identified relevant parameters for both outputs. The effect of weave construction was observed by comparing fabrics made of the same fiber type. In fact, it can be seen from Figure 2 that, after plasma treatment, the increase in water capillarity absorption of twill woven fabric was greater than the increase in water capillarity of plain woven fabric. Such effect was more pronounced for PET and micro-PET fabrics compared to viscose fabrics. In a twill fabric, there are fewer warp and weft yarn intersections per area than a plain weave. It could be said that, because of looser interlacing, the reactive plasma species easily moved into inter-yarn and fiber spaces and caused fiber surface oxidation. This led to higher water penetration into the fabric, resulting in an improved capillarity.
Effect of summit density
Concerning summit density, this parameter corresponds to the number of summits contained in a unit sampling area. Physically, it is assumed to provide a good estimate of the average number of asperities per unit area. Figure 4 shows the variation of cosθ on different woven fabrics as a function of summit density. By considering the same fiber count, it could be noticed that the wettability increased to some extent with increasing summit density. This result could possibly be explained by the fact that when the number of asperities was high, the impact of plasma active species would be more important on these peaks, since they were closer than the surface fibers to the plasma region. Therefore, the polar groups produced on the surface by plasma treatment would be attached to them, resulting in a higher water wettability. Thus, it should be said that the peak density influenced the formation of polar groups on the textile surface, while using the same fiber count.
Cosθ on different woven fabrics as a function of summit density (TP = 60 kJ/m2).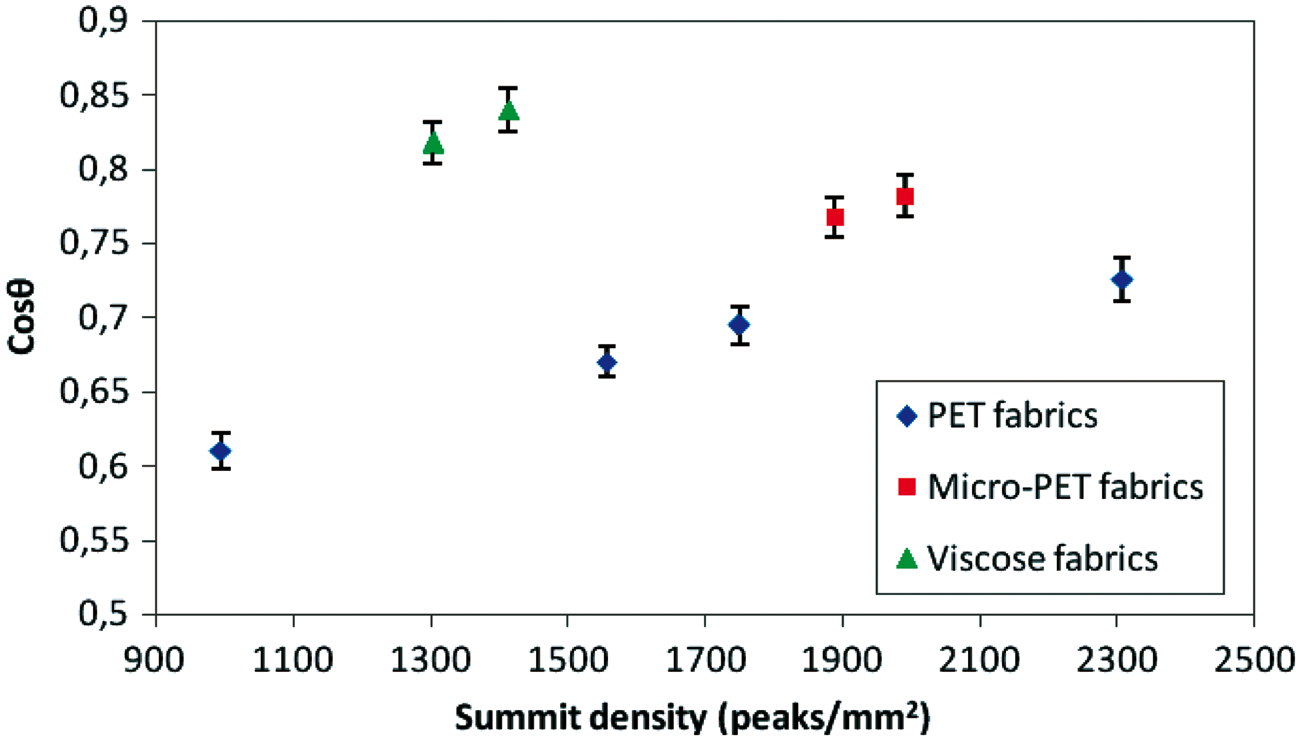
Conclusions
This study revealed that the wettability and capillarity modifications of atmospheric air-plasma-treated fabrics depended on the textile structure porosity. The improved wettability indicated that the PET and viscose fiber surfaces were oxidized by the plasma treatment. The increased capillarity showed that the plasma treatment took place not only on the fabric side having been subjected to plasma, but extended also to individual fiber surfaces inside the woven structure. As a result of these changes there were effects on processing throughout the production line, be it pre-treatment, dyeing or finishing. Certainly, better wettability and water retention properties led to better treatment.
Moreover, a fuzzy-based sensitivity variation criterion was used to select the most relevant parameters related to the plasma process. According to this criterion, it was found that the degree of plasma-induced hydrophilization depended not only on plasma parameters, but also on fabric features. In fact, it was found that air permeability, fiber fineness, weave construction and summit density were important parameters, in addition to electrical power, treatment speed and fiber nature. Indeed, air permeability was related to the flow of plasma gas around and through the textile structure during treatment. The plasma treatment results showed that the lower the air permeability, the lower the TP related to wettability, and the higher the TP related to capillarity. This fact indicated that when air permeability was low, the plasma treatment efficiency was better at the fabric surface, while more energy might be needed to treat the fibers inside the woven structure. In the case of a more permeable woven structure, the TPs related to wettability and capillarity were closed and higher. Thus, the plasma TP had to be set up depending both on the textile structure and on the effect needed. Besides, fiber fineness, weave construction and summit density were also important parameters, since they were related to the accessible fiber surface of the textile structure for plasma treatment. Hence, it was suggested that these relevant parameters might be considered when performing plasma surface oxidation of textile fabrics, since they would enable one to better understand, control and optimize the plasma process in order to get the desired treatment effect.
Footnotes
Acknowledgement
The authors acknowledge Christian Catel for his help concerning the plasma process.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.