
Abstract
In this study, nanocomposites reinforced with cellulose nanowhiskers (CNWs) were prepared by employing three different fabrication methods. These methods include electrospinning of nanofiber webs using a single-component nozzle, electrospinning of nanofiber webs using a coaxial bi-component nozzle, and film casting followed by compression molding. Maleic anhydride grafted elastomeric polymer was used as the polymer matrix. Nanocomposite samples obtained from these three different systems were characterized in terms of morphology, and mechanical and thermal properties. The processing–structure–property relationships of the nanocomposites are discussed in this paper.
Keywords
Composite nanofibers and microfibers obtained by electrospinning can be used for a wide range of applications in biomedicine, filtration, fiber-reinforced composite products, conductive nanocables and sensors for microelectronics, among others. They can be used in the forms of fibers, fiber assemblies, or as a coating layer on some other materials. There are several techniques to produce composite nanofibers which may employ single-component spinning nozzles each with one flow channel, or multi-component spinning nozzles such as a coaxial bi-component nozzle with two coaxial flow channels. In general, the process using a coaxial nozzle is much more difficult to carry out than that using a single-component nozzle, as the former requires more complicated apparatus and special settings.1–3
Many studies have been conducted on producing composite nanofibers with the single-component nozzle technique.4–7 It has been pointed out that incompatibility and good solubility of the polymers lead to phase separation but they are not sufficient for the formation of core–sheath structures. Polymer blends with lower molecular weight can form a core–sheath structure more easily because of their low viscosity and high molecular mobility. The polymer with higher viscosity tends to be located at the center of the fiber. 6
Studies are also conducted on composite nanofibers produced with coaxial multi-channel nozzles.8–11 It has been pointed out that the immiscibility of core and sheath liquids is the most crucial parameter for producing continuous and uniform hollow fibers. 10 The diameter of the nanofibers mainly depends on the flow rate of the inner liquid. 9
Composite nanofibers are produced from different types of materials, such as polymer–polymer or polymer–nanofiller. Many studies on polymer–nanofiller composite nanofibers are reported in the literature.12–19 It has been pointed out that achieving good dispersion without agglomeration is a challenging task during the electrospinning process. 18
Nanofillers such as silica, clay, carbon black and carbon nanotubes have been widely used to influence the mechanical and other properties of the materials. Limited studies have also been conducted on composite nanofibers containing nanowhiskers of natural polymers.14–16,20 Among the important nanofillers, cellulose nanowhiskers (CNWs) offer a great potential in nanocomposites due to their renewability, biodegradability, nontoxicity, low cost, ability to improve thermal and mechanical properties of the polymer matrix, and being in whisker form. 21 Challenges for CNW applications in nanocomposites include that they are currently not commercially available, they have a tendency to agglomerate during processing, and they are especially difficult to process with apolar polymers because of the polar structure of cellulose molecules.
Several studies are reported in the literature on composite films containing cellulose nanowiskers.22–25 Bahar et al. 25 produced polypropylene composite films with different loading of cellulose nanowhiskers (0–15%) and analyzed their morphological, mechanical and thermal properties. Very limited studies have been reported on composite nanofibers containing CNWs as a filler, and they mostly focus on polymers that are generally compatible with CNWs, such as PVA (polyvinyl alcohol) and PAA (poly(acrylic acid)). In these studies, the composite nanofibers were produced using a single-component nozzle system.
Lu and Hsieh 20 produced nanocomposite fibrous membranes by electrospinning cellulose nanocrystal (CNC)-loaded PAA ethanol mixtures. They observed that an increase in CNC loading (in the range of 0–20%) led to a decrease in nanocomposite fiber diameters, an increase in mechanical properties of the nanocomposite fibrous membranes, and an improvement in fiber uniformity. Furthermore, chemical crosslinking could further improve the strength and modulus of the PAA-CNC composites. Peresin et al. 15 used PVA and CNC to produce composite nanofibers. They pointed out that neither the surface tension nor the viscosity of the solution was significantly affected by CNC. An increase in the amount of CNCs in the solution led to an increase in the conductivity of the solution and a decrease in fiber’s diameter. Rojas et al. 16 used polystyrene (PS) and CNWs to produce composite nanofibers. They observed that the tendency of bead formation increased with an increase in CNW because of poor dispersion or compatibility of CNWs in PS. They used nonionic surfactant in order to improve the dispersion and compatibility of the hydrophilic CNWs with the hydrophobic PS matrix. They showed that an increase of applied voltage along with the presence of nonionic surfactant reduced the tendency of bead formation. An increase in CNWs resulted in a decrease in fiber diameter. Junkasem et al. 14 used other whiskers, i.e. α-chitin whiskers together with PVA matrix in their electrospinning studies. They found that the Young’s modulus and tensile strength of the composite nanofiber mats were increased by the inclusion of α-chitin whiskers in the range of 0–25%. They pointed out that the Young’s modulus decreased when the amount of α-chitin whiskers exceeded a certain value.
Owing to their high surface/volume ratio and highly porous structure, nano or submicrometer fiber webs may find applications in several fields such as reinforced composite products, sensors, nanoelectronic devices, filters, wound dressing, etc. However, there are only a few studies comparing the properties of film cast and nanofiber web.26,27 Feng et al. 26 pointed out that the electrospun web of PVA/multiwalled carbon nanotube (MWCNT) grafted by chitosan showed more intense current and a swifter electric charge transport than the CS-MWCNT/PVA cast film, which was important for the fields of electrochemical sensors. Wu et al. 27 reported that electrsopun nanofiber webs were more effective in suppressing Escherichia coli biofilm formation than the cast film, which was important for the applications in wound dressing and reconstructive oral and bone surgery.
As the literature survey indicates, there is a scarcity of information on composite nanofiber with CNW, especially with apolar polymer matrices, on nanofiber processing methods other than using the simple single-component nozzle system, and on the differences in properties between electrospun samples and cast films. To address such needs, an extensive experimental study was carried out in order to broaden the range of polymers for making composite nanofibers, and to explore different processing methods for making CNW-based nanocomposites. Maleic anhydride grafted elastomeric polymer was used as the polymer matrix. While the elastomeric polymer itself is incompatible with the polar CNWs, the maleic anhydride groups provide compatibility between CNWs and the polymer matrix so as the effect of compatibilization can be evaluated on mechanical, thermal and morphological properties. Three different fabrication methods were used to make CNW nanocomposites, and they included electrospinning of nanofiber webs using a single-component nozzle, electrospinning of nanofiber webs using a coaxial bi-component nozzle, and films by casting and compression molding so that the effect of nozzle type (single-component nozzle versus coaxial bi-component nozzle) in electrospinning and the method of sample formation (films versus nanofiber webs) could be studied. Nanocomposite samples obtained from these three different systems were characterized in terms of morphology, and mechanical and thermal properties to provide useful data for their applications.
Experimental details
Materials
Polystyrene-block-poly(ethylene-ran-butylene)-block-polystyrene-graft-maleic anhydride (melt index approximately 21 g/10 min, and composition of maleic anhydride approximately 2%) from Sigma Aldrich, referred to as Mah Elastomer in this paper, was used as the polymer matrix. Cyclohexane, dimethylformamide (DMF) and tetrahydrofuran (THF) from Merck were mixed in the ratio of 70:20:10 (70% cyclohexane, 20% DMF, 10% THF), and used as the solvent to prepare the 10% Mah Elastomer solution. As a nanofiller material, CNWs were used in the ratio of 20:80 (20% CNWs, 80% Mah Elastomer polymer). This ratio was chosen to balance the effect of reinforcement which increases with CNW loading up to 20% as pointed out by Lu and Hsieh, 20 and the limit on processibility which decreases at high CNW loading rates.
Preparation of CNWs
CNWs were prepared by acid hydrolysis of microcrystalline cellulose (MCC, Avicel type GP1030 from FMC Biopolymer) following a similar procedure by Marcovich et al. 28 MCC (5 gr) was hydrolyzed in 43.75 ml of sulfuric acid (95–98%, Merck) at 45℃ for 130 min. Then, deionized water (170 ml) was added and the solution was kept for 17–24 hours. The excess of sulfuric acid was removed by going through nine cycles of centrifugation at 8000 rpm, each cycle lasting for 40 minutes (Nüve NF 800 R). The supernatant was removed from the sediment and was replaced by deionized water. The centrifugation continued until the supernatant became turbid. NaOH was added into the solution in the eighth cycle in order to decrease the acidity of the solution until the final suspension had a pH value of 9. 21
Preparation of samples
Mah Elastomer was dissolved in the solvent of cyclohexane, DMF and THF mixture. DMF and THF were used to improve the electrospinnibility. 29 Three different samples were prepared in this study: a web of composite nanofibers obtained from electrospinning using a single-component nozzle, a web of composite nanofibers obtained from electrospinning with a coaxial bi-component nozzle, a film by solvent casting and compression molding.
To produce a web using the single-component nozzle system, a mechanical homogenizer (WiseTis Homogenizer-HG-15D) was used to mix CNW in the Mah Elastomer solution at 9000 rpm for 15 min. The applied voltage for electrospinning was 20 kV (Matsusada). The solution was fed by a syringe pump (Sıno mdt, sn-50c6/c6t) with a 1.5 ml/h feed rate. The needle used as the spinning nozzle was 0.80 mm in inner diameter and 38 mm in length. The distance between the needle tip and the aluminum collector was 15 cm. The nanofiber webs containing 20% CNWs produced using the single-component nozzle are referred to as Single N, and the nanofiber webs of 100% Mah Elastomer without CNWs are referred to as Reference N (reference nanofibers).
Nanofiber webs were also produced using a coaxial bi-component nozzle, and the setup is illustrated in Figure 1. The outer and inner diameters of the inner nozzle were 0.8 and 3.3 mm, respectively. The inner diameter of the outer nozzle was 4 mm. The applied voltage and distance were 15 kV and 15 cm, respectively. The applied voltage was lower than that for the single-component nozzle system in order to maintain processability. With this bi-component spinning configuration, the CNW filler and the Mah elastomer polymer were fed through the two individual nozzles. CNW was dispersed in water, and the 20% CNW/ 80% water solution was fed through the inner nozzle. The Mah elastomer solution (10% concentration) was fed through the outer nozzle. The two feeding rates were selected to obtain a CNW to Mah elastomer ratio of 20:80 (20% CNWs and 80% Mah elastomer). The feeding rate of Mah elastomer solution was 0.8 ml/h, and the feeding rate of CNWs was 0.1 ml/h. The nanofiber webs containing CNW produced from this bi-component configuration is referred to as Coaxial N.
Bi-component electrospinning system: (a) schematic illustration; (b) photograph of the bi-component nozzle.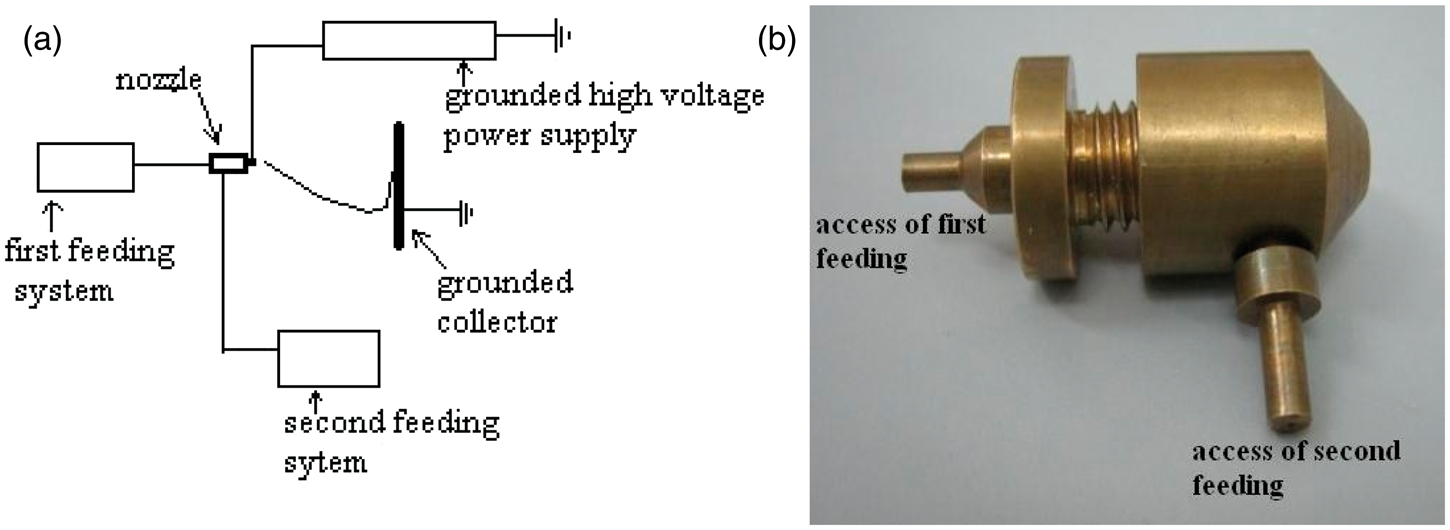
Test samples and their corresponding codes

CNW, cellulose nanowhisker.
Characterization of nanofibers
Scanning electron microscopy (SEM; JEOL Model JSM-6335-F FEG-SEM) was used to obtain SEM images of neat and composite nanofiber samples to characterize their morphology and nanofiber geometry. The sample was sputter coated with an approximately 5 nm layer of gold/palladium (Au/Pd-80–20%). Figure 2 and Table 2 show the results. The diameter of nanofibers reported in Table 2 is the average value of 50 measurements.
Scanning electron microscopy micrographs of nanofibers: (a) Reference N; (b) Single N; (c) Coaxial N. The diameters of nanofibers. (Max., maximum; Ave., average; Min., minimum; CV%, coefficient of variation)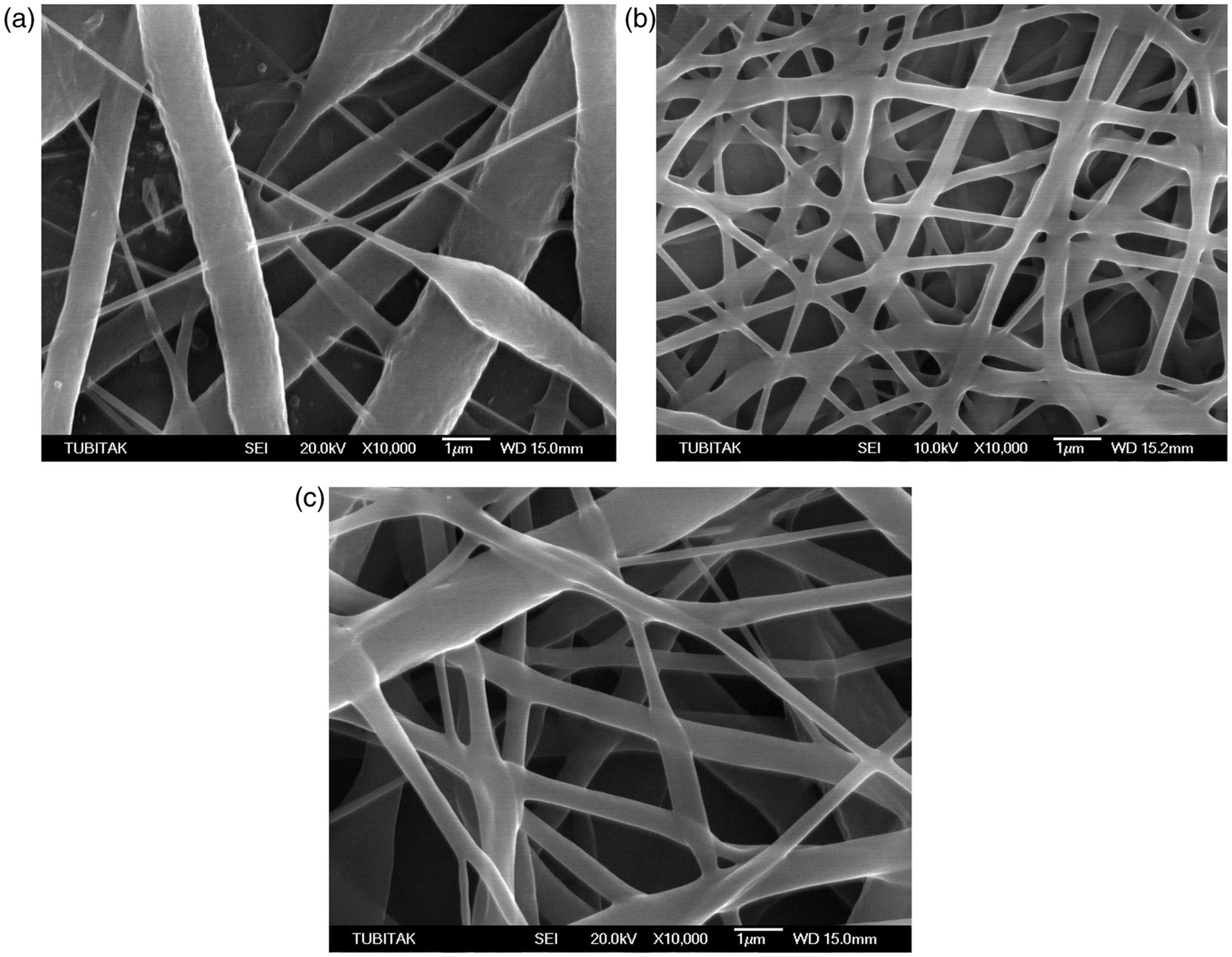

Fourier-transform infrared spectroscopy (FTIR)
Thermo Scientific Nicolet IS10 was used for the Fourier-transform infrared spectroscopy (FTIR) analysis. The results are given in Figure 3.
Fourier-transform infrared spectra: (a) comparison between Reference N (1) and Single N (2); (b) comparison between Reference N (1) and Coaxial N (2); (c) comparison between Reference F (1) and Composite F (2).
Thermogravimetric analysis
Thermogravimetric analysis (TGA; TA Q Series TGA Q50) was performed to characterize the thermal behavior of the samples. The samples were heated from 30℃ up to 800℃ at a heating rate of 20℃/min with a nitrogen flow rate of 10 ml/min. The results are presented in Table 3 and Figure 4.
Thermogravimetric analysis (TGA) graphs: (a) TGA graphs of films, 1, Reference F, 2, Composite F; (b) TGA graphs of nanofiber webs, 1, Reference N, 2, Single N and 3, Coaxial N. Temperatures corresponding to 5% weight loss (thermogravimetric analysis result)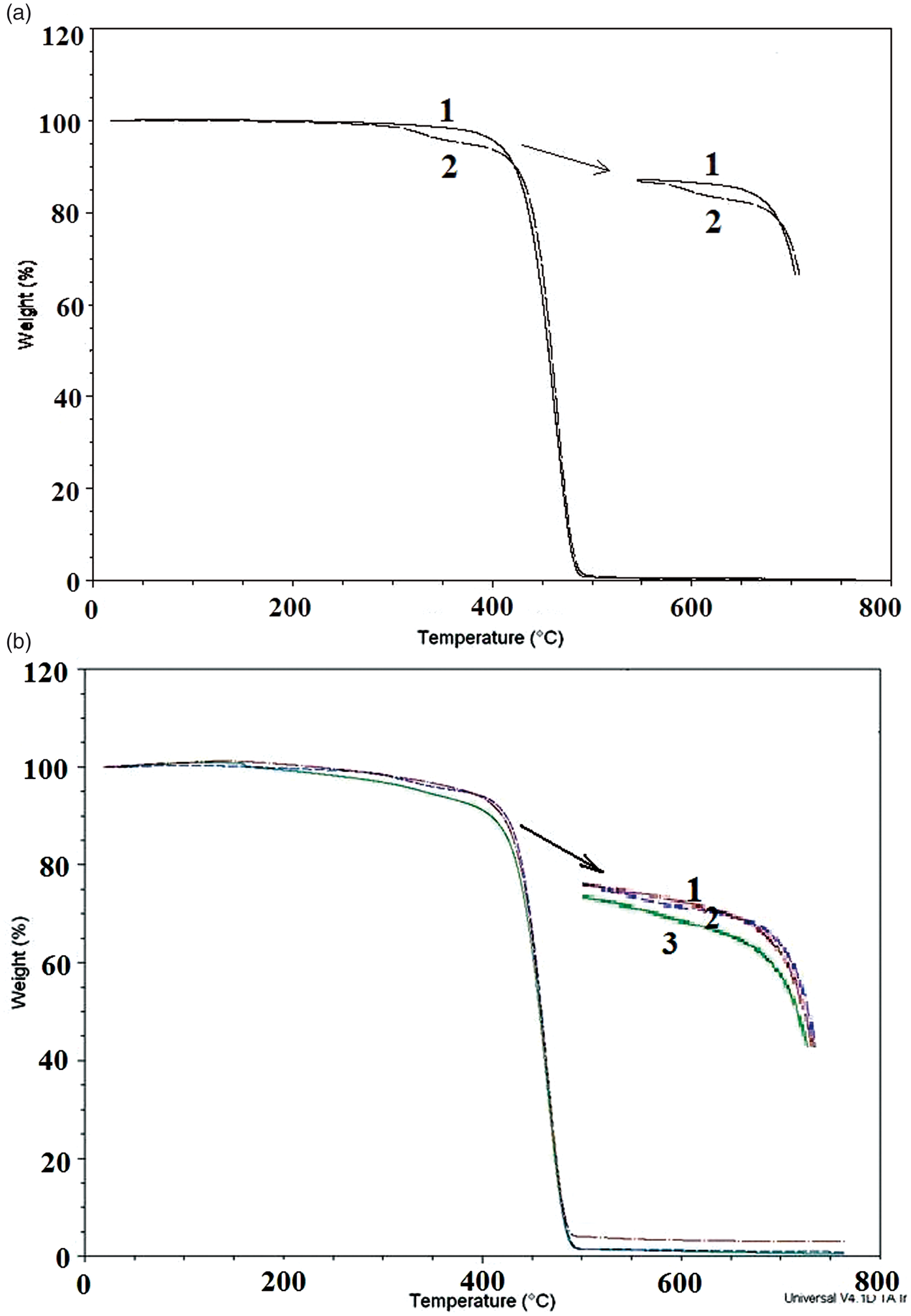

Tensile test
Tensile properties of samples (CV%, coefficient of variation)

Results and discussion
As seen from Figure 2 and Table 2, the presence of CNWs results in a more uniform diameter distribution and also a decrease in the diameter of the each type of composite nanofibers, when compared with Reference N. A similar phenomenon has also been observed for single-component nozzle system by Lu and Hsieh 20 and Peresin et al. 15 They observed a decrease in diameter and more uniform diameter in electrospun CNW composite nanofibers compared with neat nanofibers, because CNWs increase the electrical conductivity of the polymer solution. It was found in this study that the single-component nozzle system resulted in more uniform and thinner nanofibers than the coaxial bi-component nozzle system. With the single-component nozzle system, CNWs were dispersed in the polymer solution before electrospinning, whereas with the coaxial bi-component system, CNWs were carried by water into the core of the nanofibers without being directly mixed with the polymer matrix, which results in more agglomeration and non-homogenous placement of CNWs after water evaporation.
The high level of variability in fiber diameter is a result of instabilities or uncontrolled jet movements in electrospinning. As known, there are several major forces acting on a given infinitesimal segment of a charged jet, i.e. the gravitational force, drag force, viscoelastic force, surface tension and electrostatic forces which are due to electrostatic repulsion between the surface charges and the Coulombic force exerted by the external electric field.30,31 All of these forces have an effect on the diameter and the distribution of diameter. In general, well-balanced forces result in a narrow distribution of the diameter. 31 From experimental studies, it has been found that the distribution narrows as needle diameter increases, and as solution concentration and polymer feeding rate decrease. 32 In some cases, it is possible to yield fibers with very small diameters (e.g. 40–50 nm) and very narrow distribution. More often, instabilities in jet movements result in diameter variation. For example, evaporation of solvent during the electrospinning process can cause fluctuation in viscosity and thus diameter change. 33 Nanoparticles can also cause instabilities in jet movement during the electrospinning process. Therefore, it is not uncommon to observe large diameter variation in electrospun fibers, such as seen from this study (34–58% CV). Similar variations in electrospun fiber diameters have also been reported in the literature, such as coefficient of variation of fiber diameter between 23% and 59% by Yordem et al., 34 a diameter range of 200 nm to 25 µm by Rockwood et al. 35 and a diameter range of 1.6–5.4 µm by Rojas et al. 33
As seen from the FTIR results shown in Figure 3, characteristic band corresponding to stretching of –OH in the zone of 3200–3550 cm−1 is observed, 20 which confirms the presence of CNWs in the composite nanofibers.
As seen from Figure 4, the TGA curve for the film sample containing CNWs shows two separate bending points. The first bending point at 290–300℃ is related to the beginning of decomposition of CNWs and the second at 380–400℃ is related to the beginning of decomposition of the polymer matrix. Only one bending point is seen for the film sample without CNWs, reconfirming that the presence of CNWs decreases the temperature corresponding to 5% weight loss (T05), because of the lower thermal endurance of CNWs. This observation is also applicable to nanofibers, especially for Single N. For the samples without CNWs, Reference N exhibits a lower degradation temperature than that of Reference F, possibly due to the difference in sample packing density between the porous structure of nanofiber webs and dense structure of cast films. Nanofiber produced by bi-component nozzle system starts to degrade at a lower temperatures compared with others (Figure 4) and it has a much lower 5% loss temperature (340℃, Table 3). This is likely caused by the non-uniform distribution of CNW in the nanofibers for the bi-component nozzle system, which uses water to direct CNW to the core of the composite nanofibers.
The tensile properties of the nanofiber webs and films are summarized in Table 4. In general, the strength of the film samples is higher than that of the nanofiber webs. This is mainly due to the existence of pores in the nanofiber webs, random orientation of the nanofibers in the webs, and the lack of fusion among nanofibers in the webs. 36 Similar results was observed by Armentano et al. 37 who studied poly(e- aprolactone) (PCL) and carbon nanofibers (CNFs) composites produced by solvent casting and electrospinning. As seen from Table 4, the presence of CNWs in the film structure (Composite F, 11.4 MPa) resulted in a decrease of strength. The decrease in the breaking strength was about 60% compared with the reference film without CNW (30.3 MPa). In contrast, the presence of CNW in the nanofibers obtained from the single-component nozzle system (Single N) resulted in an increase in the breaking strength (approximately 100%, 5.8 MPa) and modulus, and a decrease in the breaking elongation. This result might be due to the fact that nanofiller and polymer matrix during electrospinning are forced to be drawn under high voltage, thus agglomeration tendency for single component nozzle electrospinning is less than that of film casting process.
However, it is noted that in an earlier study by the authors on composite nanofibers from the single-component nozzle system, 38 the nanofibers with 20 wt.% CNWs exhibited a strength that was about 30% lower than those without CNWs (2.0 versus 2.8 MPa). In that study, 38 the CNW particles were mix with the solution containing the matrix-forming polymer by ultrasonic sonification (15 minute), whereas in the current study, mixing was achieved by mechanical homogenization. Therefore, the dispersion of CNW in the solution (spinning dope) has a dominant effect on how CNWs affect the strength of the composite nanofibers. With effective CNW dispersion such as by mechanical homogenization, the presence of CNWs could improve the strength significantly for nanofibers from the single-component nozzle system.
The lowest breaking strength was measured with the nanofiber samples obtained from the bi-component nozzle system. In this spinning system, water was used to carry the CNWs through the inner nozzle, and therefore the CNW particles were more concentrated in the core region of the nanofibers rather than well disbursed in the polymer matrix, which may cause more agglomeration and incomplete wetting leading to a decrease in the fiber strength. This decrease in the breaking strength was about 40% compared with the reference nanofibers without CNWs. As noted earlier, nanofibers with CNWs from the single-component nozzle system contain more uniformly distributed CNWs throughout the nanofiber, and distribution enhances the reinforcing mechanism (approximately 100% increase in strength) due to restricted molecular mobility of the polymer matrix. The results demonstrate that the electrospinning process in terms of single-component nozzle system and coaxial nozzle system has a strong influence on the nanofiber properties. The differences in strength values for Reference N, Single N, and Coaxial N samples are significant at 95% confidence level based on statistical analysis using the t-test (two tailed).
Conclusions
From this study the following conclusions can be drawn:
Maleic anhydride can be used to improve compatibility between the originally incompatible elastomeric polymer and CNWs to make composite nanofibers by electrospinning. The presence of CNW in electrospinning leads to finer nanofibers for both the single-component nozzle system (Single N) and the coaxial bi-component nozzle system (Coaxial N) and more uniform nanofibers especially for Single N, because CNWs increase the electric conductivity of the solution. The single-component nozzle system produces finer and more uniform nanofibers than the coaxial bi-component nozzle system (Coaxial N) because the former uses a polymer solution containing dispersed CNWs, whereas the latter uses water to carry CNWs to the core of the composite fibers. A coaxial bi-component nozzle system (Coaxial N) can be used to produce composite nanofibers. The technique can be useful for making fibers for special applications such as drug delivery rather than reinforcing material whose mechanical properties are more important. Incorporating CNWs into nanofibers appears to decrease the thermal stability of the fibers as measured by the temperature of 5% weight loss in TGA analysis, because CNWs have lower thermal stability than the neat polymer. Uneven distribution of CNWs in the nanofibers has a detrimental effect on thermal stability, as seen from the lower temperature of 5% weight loss for nanofibers produced by the coaxial bi-component nozzle system which places CNWs into the core of the fibers. In comparison with the dense structure of cast film samples, the porous structure of nanofiber webs results in a lower temperature of 5% weight loss. Tensile strength of the film samples is considerably higher than that of the nanofiber webs mainly due to their structural differences, especially because the nanofiber webs are porous and consist of non-aligned individual fibers without fusion bonding. The addition of CNWs (20%) results in an increase in tensile strength and modulus of nanofiber produced with the single-component nozzle system, but no improvement in mechanical properties can be observed for both the film samples and those from the coaxial bi-component nozzle system. The difference is due to the lack of uniformity in CNW distribution for nanocomposites from film casting and from electrospinning using the coaxial bi-component nozzle system. The coaxial bi-component nozzle system, which places CNWs in the core of the fibers rather than distributing CNWs evenly in the fibers, yields fibers with lower mechanical properties (approximately 40% lower strength than fibers without CNWs). Good CNW dispersion in the spinning solution is critical for producing nanocomposite fibers from the single-component nozzle system with improved mechanical properties. For this study, mechanical homogenization is more effective than sonification in dispersing CNWs in the solution.
Footnotes
Funding
This work was supported by TUBITAK (The Scientific and Technological Research Council of Turkey; grant number 109M267).