
Abstract
Good moisture transport and drying properties are quite important factors for garments worn next to the skin, especially sportswear, underwear, etc., and seamless technology, in comparison to circular knitting technology, may offer higher flexibility in designing such garments with optimized comfort properties. Accordingly, seamless garments were knitted at three stitch lengths (i.e. slack, medium and tight) using a plaiting technique. In doing so, Ne 40/1 yarns from cellulosic fibers (namely cotton, viscose and bamboo) were employed as face yarn whereas 33 denier 34 filament nylon, which was intermingled with 17 dtex spandex yarn, was utilized as the plaiting yarn. They were piece dyed under commercial conditions. After that, half of them were subjected to a repeated laundering process (five cycles) and then flat-dried. Liquid transporting and drying properties of the fabrics of the garments were measured and the data obtained were evaluated using one-way analysis of variance (ANOVA) as well as independent t-tests and the results were discussed comparatively. Finally, the relative importance of liquid transfer parameters was evaluated by using the analytic hierarchy process (AHP) method based on seamless garment requirements. Final ranking of the garments was discovered according to the relative closeness value determined by the technique for order preference by similarity to ideal solution (TOPSIS) method in order to be able to offer the best option from all of the feasible alternatives suggested with the work.
Various reports reflecting consumers’ preferences for purchasing apparel products suggest that comfort is one of the most important attributes for consumers, especially when purchasing garments next to the skin or in hot climates. 1 Liquid transporting and the drying rate of fabrics are, on the other hand, two vital factors affecting the physiological comfort of garments. The transport of a liquid into a fibrous assembly has been a subject of numerous studies investigating the influence of factors such as size, shape, alignment and distribution of fibers, fiber combinations, yarn structure and yarn packing, fabric type and fabric construction parameters, fabric position in multilayer system, the hydrophilic nature of a blended material in fibrous assemblies, de-sizing, scouring, bleaching, alkaline hydrolysis, enzymatic treatments, plasma, ultraviolet and ozone treatments, property of liquid, surfactants, type of finishes and laundering.2–18 Furthermore, some studies focused mainly on the effect of relatively new fibers such as bamboo, chitosan, etc., on the moisture management properties of fabrics.19–22
In addition to the wicking mechanisms of fabrics, their drying behavior is also an influential parameter of feeling comfortable. Evaporation of water/sweat is the dominant mechanism by which fabric and clothing dry during wear, and they have the potential to cool the body through the heat energy required for the process being taken partly from the human body. Accumulation of sweat in the clothing microclimate moves evaporation close to the skin surface to the outer surface of the clothing itself, lowering the potential for skin cooling by this means because part of the heat required for evaporation will then be taken from the ambient air. The length of time required for a garment to dry while being worn is therefore important in maintaining a desired level of comfort and minimizing the additional weight from the liquid that the garment may have absorbed.23–25
Despite various studies on moisture management and drying behavior of knitted fabrics, it is surprising that fabrics of seamless technology, which in comparison to circular knitting technology may offer higher flexibility in designing next-to-the-skin garments with optimized comfort properties for especially active sportswear, are the least investigated. A literature survey also suggests that there has been very limited work on the effect of a repeated laundering process on moisture transport as well as on drying behavior of knitted fabrics, including the ones from relatively new fibers. Accordingly, the work described in this paper was conducted in an attempt to investigate the points outlined.
Materials and method
The samples for the study were produced on an eight-system, 14-gauge Santoni SM8-TOP 2 seamless machine of 1248 needles. The reason for selecting seamless technology was that it is commonly used for the production of active sportswear as well as functional knits.
All the seamless garments were knitted according to a plaiting technique, as water stays in a pure knit structure and does not dry as fast as knits plaited with elastane and polyamide thread. In doing so, Ne 40/1 yarns from cellulosic fibers (namely cotton, viscose and bamboo) were employed as face yarn whereas 33 denier 34 filament nylon, which was intermingled with 17 dtex spandex yarn, was utilized as the plaiting yarn.
Properties of the fabrics of seamless garments
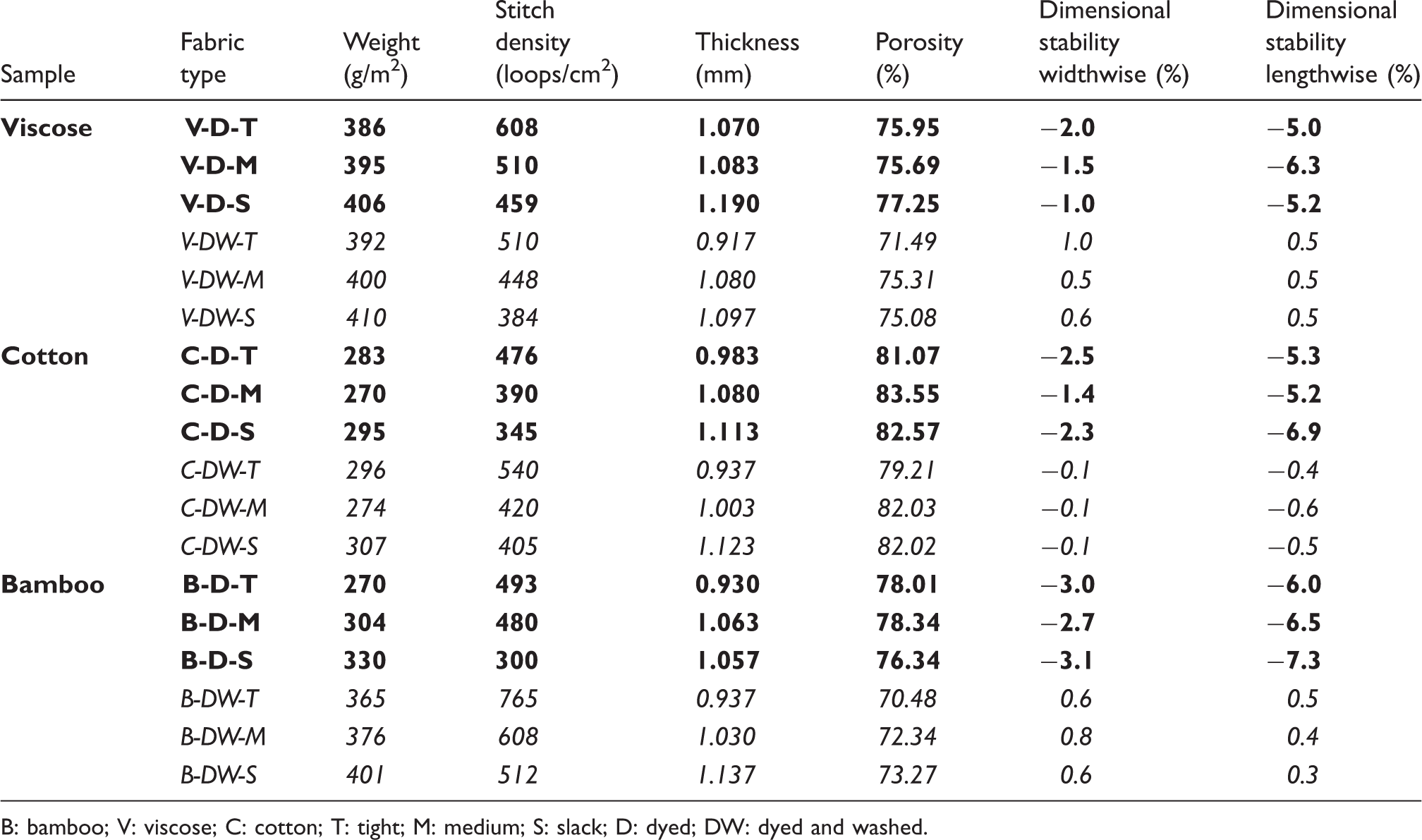
B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; D: dyed; DW: dyed and washed.
The samples were coded so the first letter shows the fiber type (cotton: C; viscose: V; bamboo: B), the second letter(s) refers to the process (dyed: D, dyed and washed: DW), and the last one stands for the stitch length.
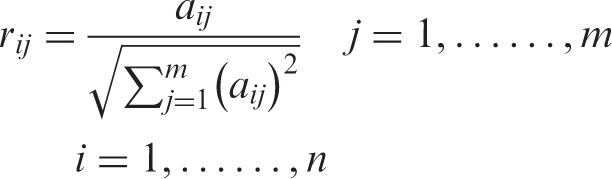
Wicking, fabric weight, thickness and dimensional stability were tested in accordance with the standards Deutsches Institut für Normung (DIN) 53924, Technical Specification (TS) 7128 EN International Organization for Standardization (ISO) 5084, British Standard European Norm (BS EN) ISO 5084:1997 and ISO 3759 in turn. The overall porosity is defined as the ratio of open space to the total volume of the porous material and was calculated from the measured thickness and weight per unit area values using the following equations:
25


Measurement of transfer wicking test was based on Zhuang et al.’s method 6 except that the pressure applied was kept constant at 15.6 kg/m2. Fabric samples were cut into 74.5 mm diameter circles that were the same size as the dish placed on the fabrics. The amount of water initially held in the wet fabric was controlled by completely soaking the sample in distilled water and then removing the excess water with a paper towel. The wet fabric was weighed periodically. As soon as the dry layer fabric, which was the same fabric as the wet layer, was placed on the top of wet layer, liquid transfer was continuously allowed for a certain period of time, then the amount of liquid transfer was measured by weighing the dry fabric layer at five, 10, 15, 20, 25 and 30 minutes. The test for each sample was repeated three times.
The research of Coplan 26 and Fourt et al. 24 was used to measure the drying rates of the fabrics. Each specimen was soaked in distilled water for 30 minutes. When no air bubbles were produced upon squeezing under water, the fabrics were considered wet-out. Wet-out fabrics were suspended vertically for 15 seconds and then laid flat on a double thickness of dry paper towel for two minutes on each side. The samples were weighed at half-hour and one-hour intervals as drying progressed. When the measurement value was 105% of the dry weight, the test was ended. Drying rates were expressed as average weight loss over the initial water content per unit area per unit hour.
For testing the water absorbency, circular specimens per sample were cut with a round cutter, each having an area of 100 cm2. Specimens were conditioned under standard atmospheric conditions for six hours as per American Society for Testing Materials (ASTM) D 1776 and the weight of each sample (W1) was recorded. The samples were dipped in distilled water at a depth of about 10 cm with the help of a wire sinker. After six hours, the specimens were taken out and kept on a sponge sheet in a closed room for 30 minutes to remove the excess surface water. Subsequently, the weight of fabrics (W2) was recorded:
15

The statistical evaluation of the data obtained was performed with the SPSS 18 software package. One-way analysis of variance (ANOVA) was employed and the factors were considered to be significant at a p-value of less than 0.05. Also a t-test was used to evaluate the results of the washed and unwashed garments.
Finally, a multi-criteria decision approach was adopted to offer the best option from all of the feasible alternatives suggested with the work. Multi-criteria decision making is a branch of Operations Research (OR), which deals with selection problems under the presence of a finite number of decision criteria and alternatives.
27
Multi-criteria decision making may be considered as a complex and dynamic process that includes one managerial level and one engineering level.
28
TOPSIS is a kind of multi-criteria method that is based on a simple and intuitive concept; it enables consistent and systematic criteria based on choosing the best alternative having the shortest distance from the ideal solution and the farthest distance from the negative ideal solution.27–29 The ideal solution is regarded as the maximal benefits solution. It consists of taking the best value of the alternative, and the negative ideal solution is treated as the minimal benefits solution; it is composed of the worst value of all alternatives so the alternatives are ranked with respect to the relative closeness to the ideal solutions.
29
The analytic hierarchy process (AHP) is a powerful and flexible multi-criteria decision-making tool that deconstructs a complicated problem hierarchically at several different levels where both qualitative and quantitative aspects need to be considered. The AHP combines both subjective and objective assessments into an integrative framework based on ratio scales from simple pair-wise comparisons and helps the analyst to organize the critical aspects of a problem into a hierarchical structure. It has the following advantages:
29
It can measure the consistency in the decision maker’s judgments; The pair-wise comparisons allow the derivation of weights of criteria and scores of alternatives from comparison matrices; The AHP can help decision makers to organize the criteria and subcriteria of a problem into a hierarchical structure similar to a family tree.
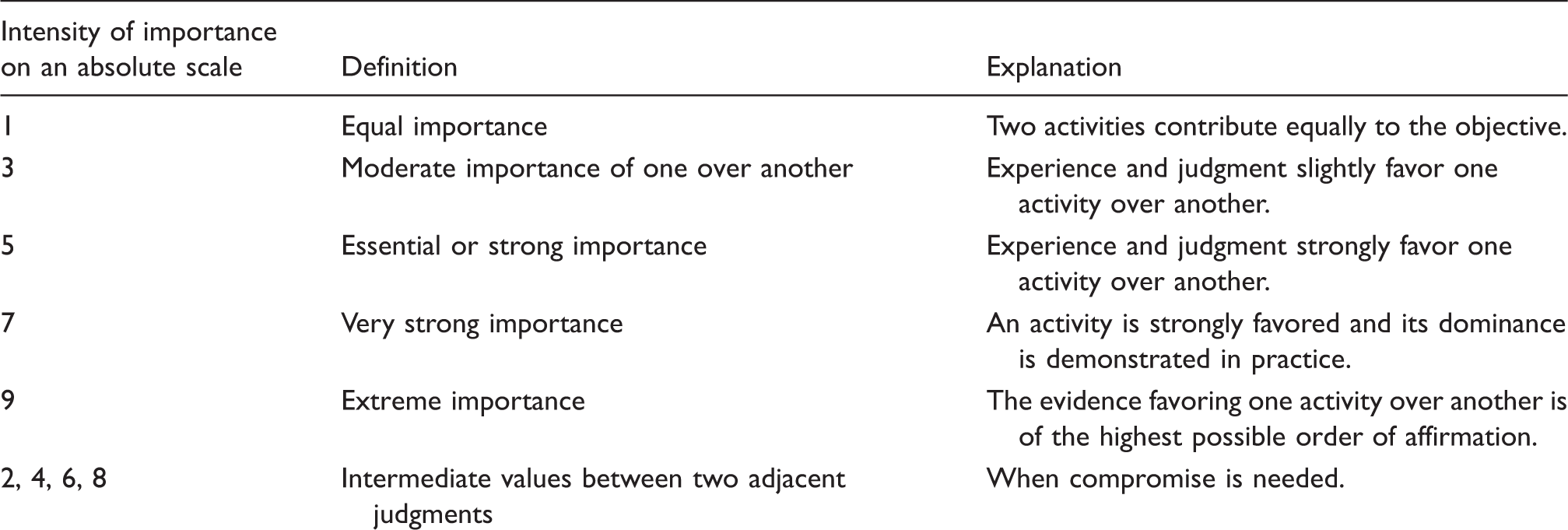
The TOPSIS is more efficient in handling the tangible attributes and there is no limit in terms of the number of criteria or alternatives.27 Therefore, the combination of AHP and TOPSIS can determine the liquid transfer properties of garments. In a hybrid AHP-TOPSIS method, the pair-wise comparison method of AHP is amalgamated with the other steps of TOPSIS in a procedure expressed here:27,29

Nine-point scale of relative importance30,32
The normalized weight or importance of the ith criteria (Wi) is determined by calculating the geometric mean of the ith row (GMi) of the Dmxn matrix and then normalizing the geometric means of rows. This can be represented as follows



Random consistency index (RCI) values for different numbers of alternatives (M)30,32





Results and discussion
Transfer wicking
Before laundering
Irrespective of fiber type, slack samples tended to give higher transfer wicking values. Within the first five minutes of the transfer wicking, the greatest wicking was observed for bamboo garments, while cotton garments gave the lowest values for the same period. Additionally, as shown in Figure 1, in the first five minutes of the test the transfer wicking ratio had a steep increase for all samples, which then became more gradual.
Transfer wicking ratio of dyed fabrics against time.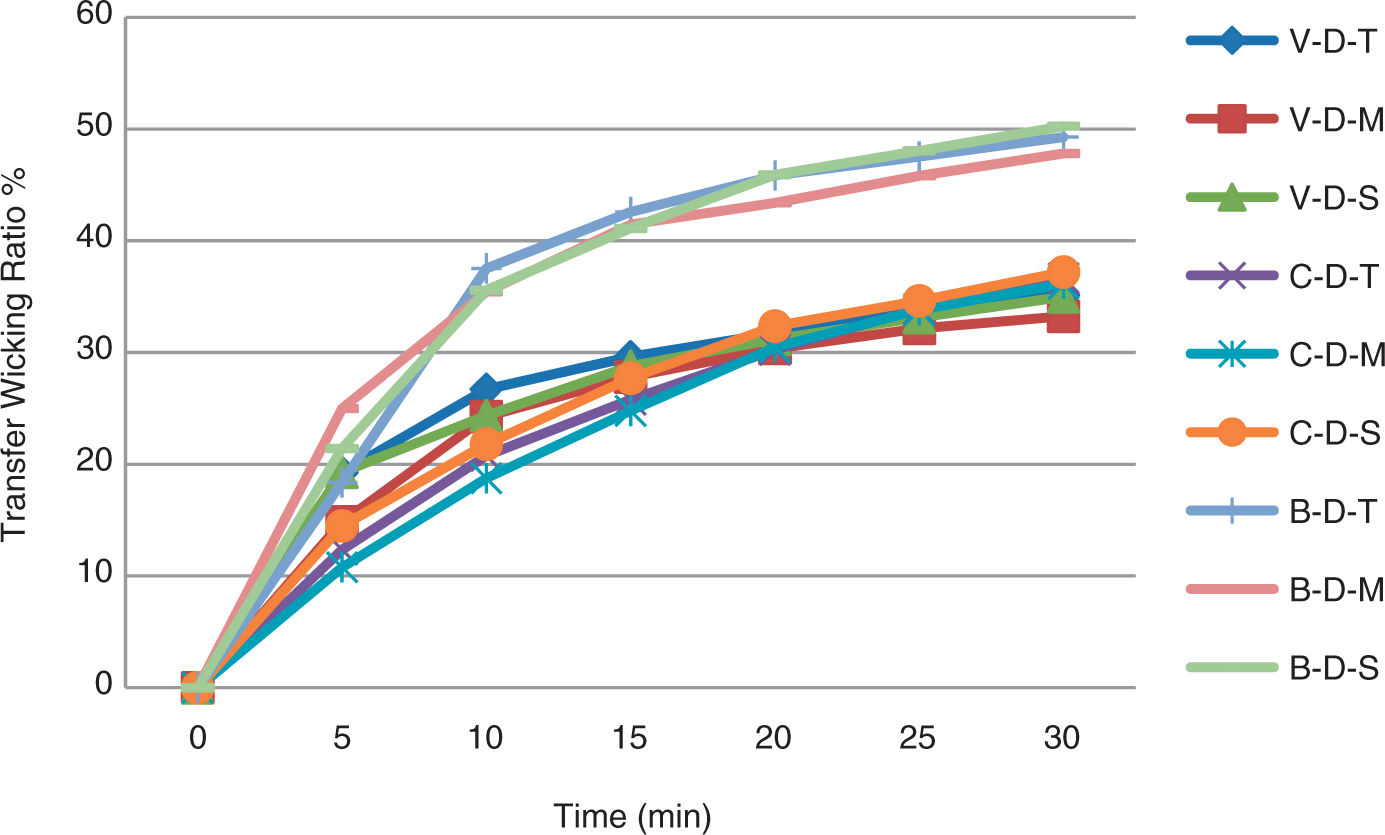
A comparative study of the results showed that bamboo garments differed from the others in that for each stitch length (i.e. S, M, T) studied, they gave the highest transfer ratio percentages, which were followed by cotton and viscose garments (see Figure 1). Based on a literature survey, it may be stated that thickness and porosity have a sizeable effect on transfer wicking.6–8,19 However, as shown in Table 1, thickness values of the samples were very close to each other and it was found that the differences between the thickness values were not statistically significant. Furthermore, cotton fabrics had the greatest porosity percentages, followed by bamboo and viscose garments. Nevertheless, bamboo garments performed much better than the other garments. This is partly because of the fact that the fiber featuring abundant gaps may have facilitated liquid advancement by providing higher capillary pressure. Also, bamboo yarns form many gaps between fibers because of the grooves on the surface, and this may produce a strong capillary effect and result in greater moisture absorption and desorption properties. 20 Meanwhile, the convolutions in the cotton fibers and the striations over the longitudinal surface of viscose fibers might increase the friction between the fiber surface and the water, resulting in a decrease in the transfer wicking of fabrics from these fibers. 19
ANOVA evaluation of the results demonstrated that fiber type had a statistically significant influence on transfer wicking ratios of dyed samples (95% significance level F = 379.874, p = 0.000). Duncan test also showed that for each fiber type taken into account, stitch length had a statistically significant influence on transfer wicking ratios of the fabrics (F = 142.741, p = 0.000), though this very difference resulted mainly from medium stitch lengths. In other words, regarding tight and slack garments, the transfer wicking ratios were not statistically significant (V-D-S and V-D-T: p = 0.832; C-D-S and C-D-T: p = 0.509; B-D-S and B-D-T: p = 0.250). Finally, irrespective of fiber type, changes in stitch length did not produce any significant results (F = 0.156, p = 0.857).
After repeated laundering
Except for V-DW–S garments, which were found to give the highest transfer wicking ratio, transfer wicking ratio percentages of the samples decreased after the laundering cycles. Independent t-tests between the data obtained from laundered and unlaundered garments revealed that except for viscose samples, the transfer wicking percentages of the fabrics made from different fibers were statistically significant (bamboo: F = 9.729, p = 0.007; cotton: F = 12.544, p = 0.03).
Furthermore, unlike unlaundered (i.e. dyed-only) garments, ANOVA evaluation of the data showed that the repetitive laundering process resulted in statistically significant results for all different stitch lengths of the samples (bamboo: F = 76.967, p = 0.000; viscose: F = 337.443, p = 0.00; cotton: F = 61.553, p = 0.000). Moreover, it also revealed that no matter which fiber was used, stitch length affected the transfer wicking ratios of laundered garments (F = 15.706, p = 0.000), in which the ones at medium stitch length gave the highest ratios, and they were followed by tight and slack, respectively.
Vertical wicking
Before laundering
The results revealed that the viscose samples had the highest wicking height values; these were followed by bamboo and cotton ones, respectively. Contrary to the literature findings,
12
which implied that tight fabrics feature higher wicking performance, wicking height in viscose garments increased as stitch length increased. For bamboo and cotton samples, on the other hand, there was no such tendency and the greatest wicking height values were obtained for B-D-M and C-D-M (i.e. “medium” setting of stitch length) (see Figure 3). The flow of the liquid moisture through the textiles is caused by fiber-liquid molecular attraction at the surface of the fiber materials, which is mainly determined by the surface tension and effective capillary pathways and pore distribution.9,13 Accordingly, the location and form of the channels (or capillary) in bamboo and cotton samples might have been more random than the channels in the viscose fabrics; consequently this might have been the reason for the lower wicking rate of these samples. Changing surface energy levels of the fibers (i.e. viscose, bamboo and cotton) may also have affected the wicking rates of the samples studied.
Transfer wicking ratio of dyed and washed fabrics against time. Vertical wicking height of dyed fabrics.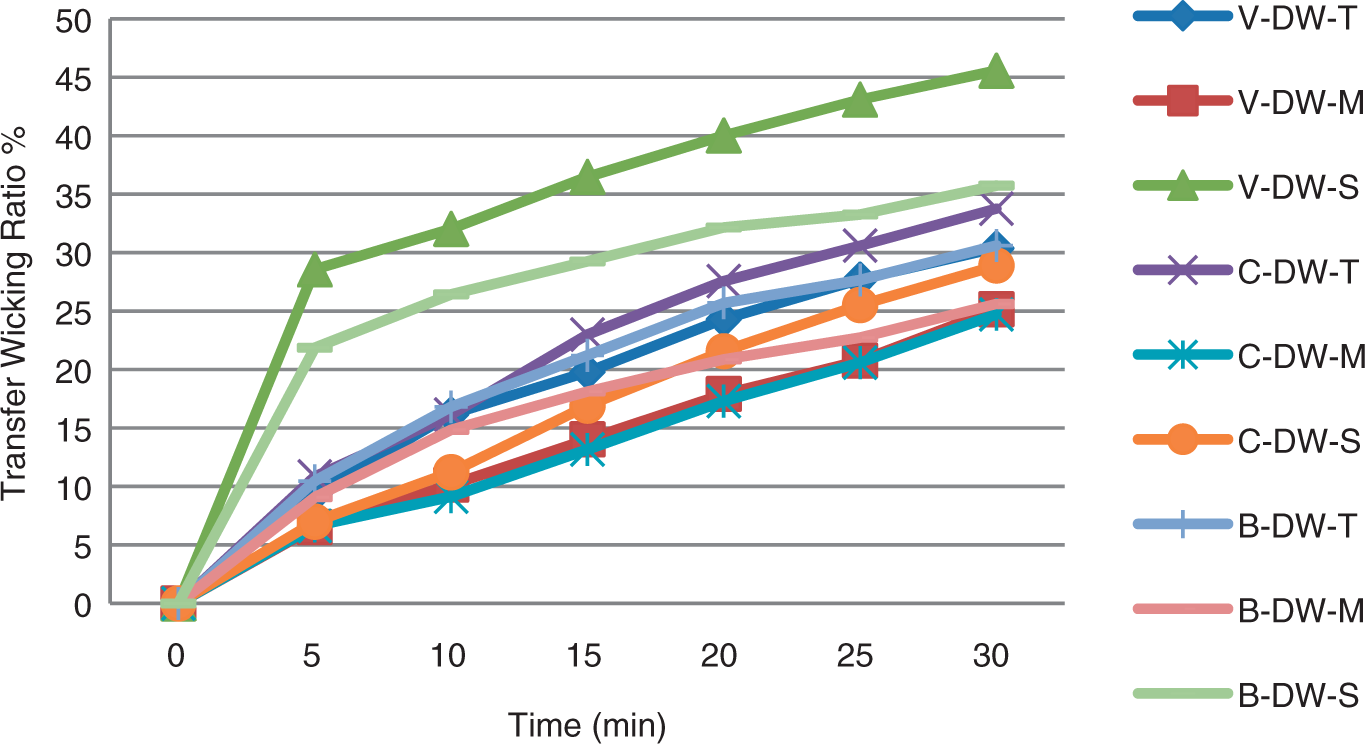
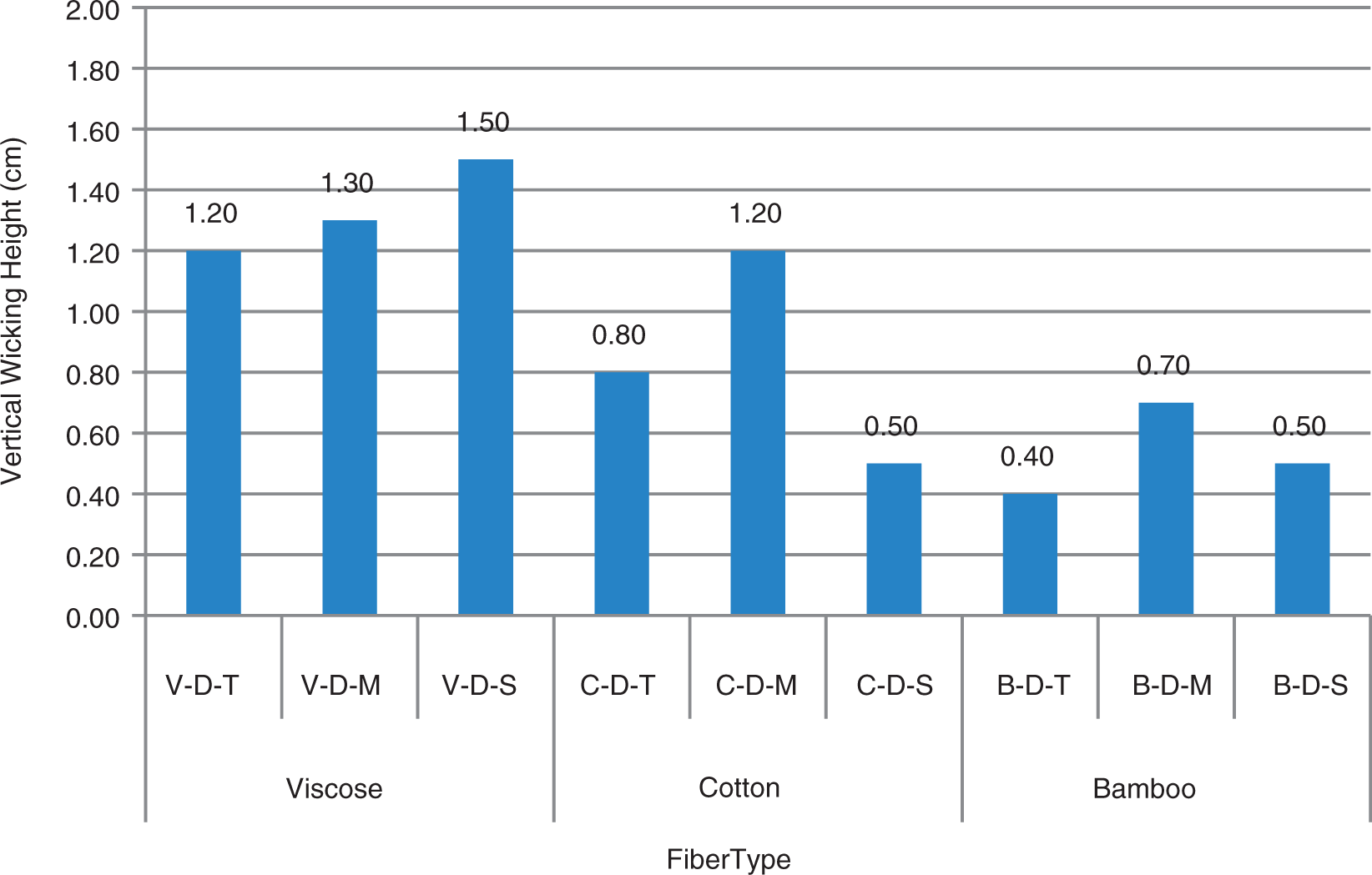
Confirming the experimental results, ANOVA analysis showed that fiber type did have a statistically significant influence on the vertical wicking height values of the samples (F = 34.316, p = 0.000). Duncan test, on the other hand, showed that for all fiber types stitch length itself was a statistically significant factor for the vertical wicking height of the fabrics (viscose F = 7.000, p = 0.027; cotton F = 37.000, p = 0,000; bamboo: F = 7.000, p = 0.027) But independent of fiber type, there is no significant difference between wicking heights of the samples for the stitch lengths studied (F = 1.241, p = 0.307).
In the case of vertical wicking capacity of the samples, V-D-M, B-D-M and C-D-M samples tended to give higher values than the corresponding slack and tight garments. Additionally, viscose garments in general performed much better than cotton and bamboo garments (see Figure 4). This may have been partly because the water retention value (swelling index) of viscose is much higher than that of cotton. In aqueous liquors, viscose fibers tend to swell more strongly than cotton or bamboo fibers.30,31 High liquid retention in viscose garments may have also been attributed to a greater number of large pores or a higher total pore volume.
4
Vertical wicking capacity of dyed fabrics.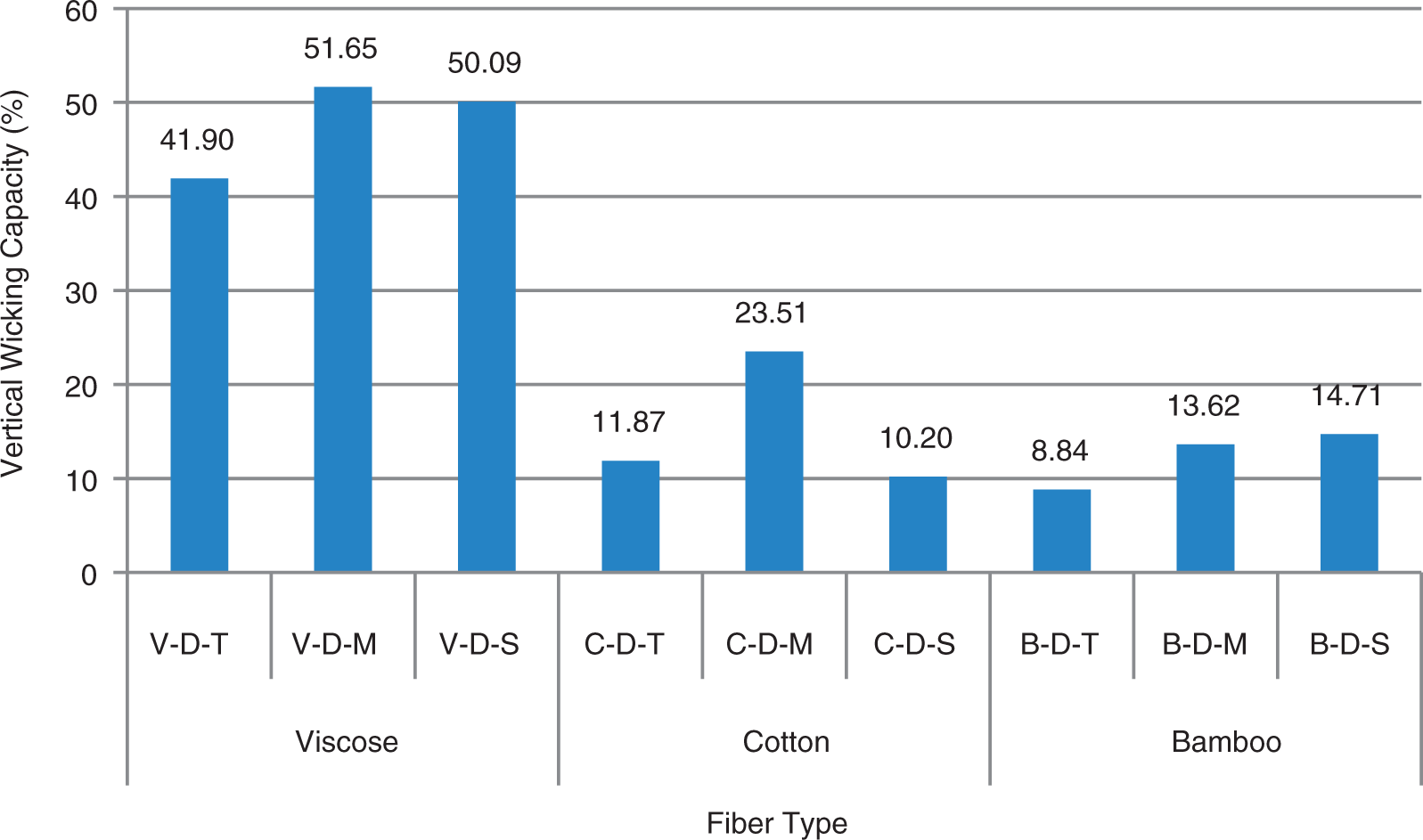
Finally, Duncan test revealed that independent from stitch length, cotton and bamboo samples behaved in the same manner with respect to wicking capacity (p = 0.229), though the viscose samples differed from the others. Moreover, when the effect of stitch length was analyzed, the results showed that there were no statistical differences between V-D-S and V-D-M (p = 0.072), B-D-S and B-D-M (p = 0.199) and C-D-S and C-D-T (p = 0.056) samples.
After repeated laundering
The results suggested that the vertical wicking properties of the laundered samples presented a significant variation with fiber type when compared to the unlaundered samples (see Figure 5). Wicking capacity as well as wicking height of the viscose and cotton samples radically dropped after laundering, whereas those of the laundered bamboo ones tended to increase. In fact, bamboo garments gave the highest wicking capacity and wicking height values. The grooves on the surface of the fiber may facilitate stronger capillary effect and result in greater moisture absorption properties when compared to the other types. Also, due to the laundering, reduction in pore volumes may result in better vertical wicking properties in the bamboo samples.
Vertical wicking height of dyed and washed fabrics.
The independent t-tests conducted between “laundered” and “unlaundered” samples indicated that there was a statistically significant difference among the vertical wicking capacity values of viscose and bamboo garments (viscose: F = 5.451, p = 0.033; bamboo: F = 27.375; p = 0.000). For cotton samples on the other hand, the laundering process appeared not to affect their comfort properties. However, when it comes to wicking height, only the laundered cotton samples did not differ from the unlaundered ones (F = 0.803, p = 0.806).
The ANOVA evaluation also showed that fiber type was an influential parameter on vertical wicking height and capacity of the samples (vertical wicking height: F = 19.267, p = 0.000; vertical wicking capacity: F = 40.256, p = 0.000). Additionally, Duncan test revealed that stitch length had an influence on the vertical wicking height of cotton and bamboo samples (cotton: F = 21.000, p = 0.002; bamboo: F = 84.000, p = 0.000) only, while in the case of the wicking capacity it was a significant parameter for all of the fiber types under discussion (viscose: F = 53.894, p = 0.000; cotton: F = 717.167, p = 0.000; bamboo: F = 382.680, p = 0.000).
In light of the wicking performances of the samples studied (both transfer and vertical), it may be concluded that repeated laundering processes in general had a noteworthy effect on the wicking behavior of the samples. This may be partly attributed to the fact that laundering relaxed fabrics may result in changes in inter-yarn and inter-fiber pore size and volume. Also laundering remove finishes that may not be resistant to washing, as well as residual oils and auxiliary compounds added during yarn/fabric manufacture, all of which may influence the contact angles of the samples. Moreover, repeated laundering processes may cause some fiber damage and fibrillation in the fibers at varying degrees, which in turn may affect the moisture transport properties of the samples. Finally, in addition to the face yarn (which was viscose, bamboo, or cotton), the nylon-spandex yarn (plaiting yarn) was employed in the samples, and this very yarn has a bipartite structure with a spandex core and nylon surface loops. Accordingly, as a result of the laundering and drying processes, the configuration of loops and their frequency may have changed in such a way that they may have influenced pore tortuosity in the fabrics and in turn their wicking behavior.
Drying rate
Before laundering
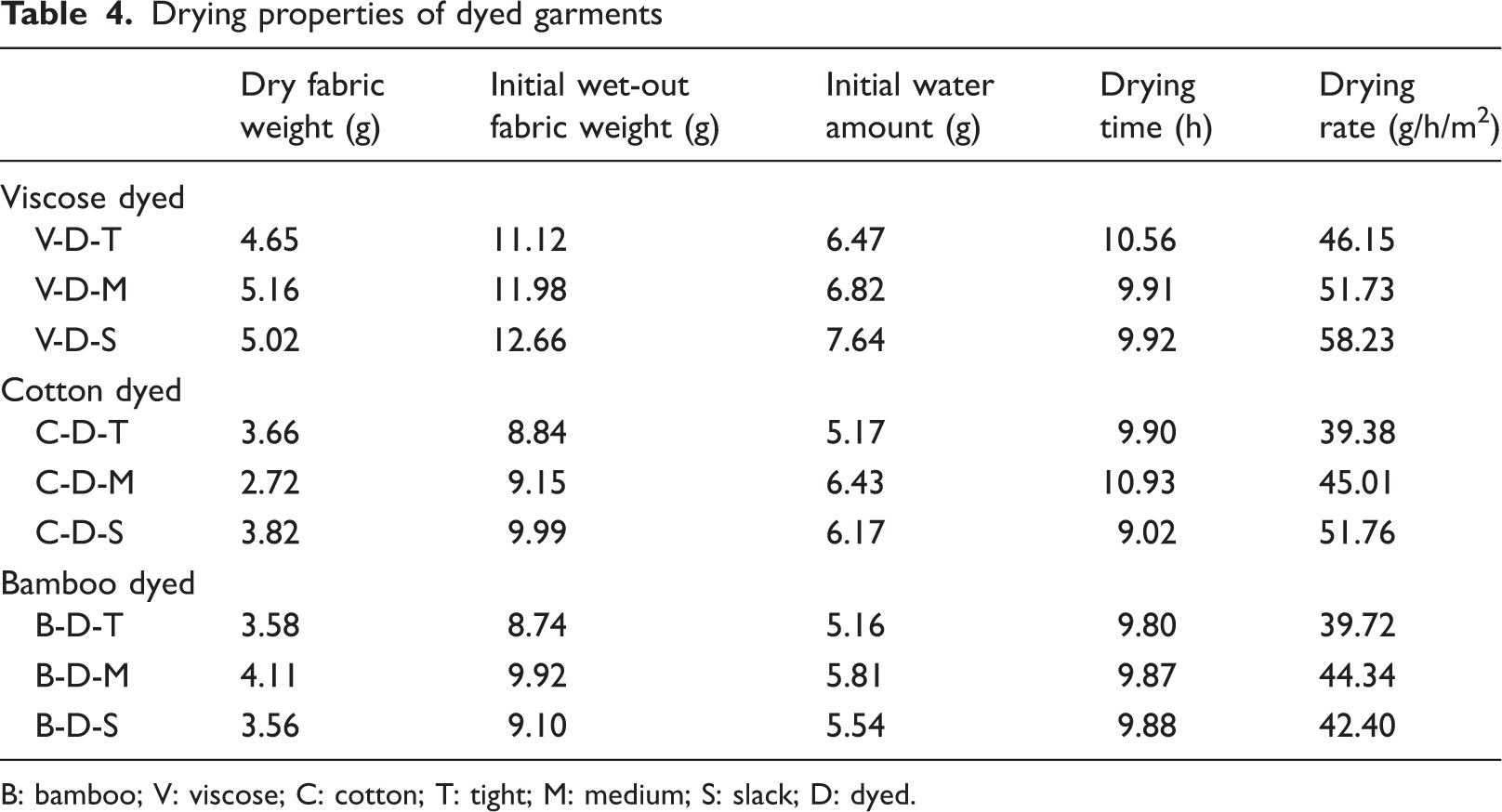
Drying properties of dyed garments

B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; D: dyed.
Table 4 also suggests that for the cotton and viscose samples, the drying rate tended to increase as stitch length increased whereas for the bamboo ones there was no such pattern. However, ANOVA evaluation showed that for each fiber type, changes in stitch length significantly affected the drying rates of the relevant samples (viscose: F = 109.656, p = 0.000; cotton: F = 115.262, p = 0.000; bamboo: F = 16.145, p = 0.004). Duncan test results, on the other hand, demonstrated that it was the tight knitted samples that mainly differed from the others (medium and slack ones).
Like drying rates, the viscose samples also had the highest initial water amount, which in parallel with the literature,1,8,10,12,19 caused slightly longer drying times than the others (see Table 4).
After repeated laundering
The data given in Table 5, which lists the drying properties of the laundered garments, indicate that the repeated laundering processes had a radical influence on drying properties of the samples; bamboo garments had the highest drying rates while the viscose samples had the lowest ones. Changes in the dimensional properties of the bamboo samples (see Table 1) as a result of the laundering process may have increased capillary penetration as well as the interconnectivity of pores in these samples. The improvement observed in the vertical wicking properties of the laundered bamboo garments (better wicking leads to quicker spreading of water) seemed to support this hypothesis to some extent (see Figures 3–6). Also, the independent t-test revealed that the difference between the drying rates of the laundered and unlaundered bamboo samples were statistically significant (F = 10.345, p = 0.005). For the cotton and viscose types, the repeated laundering, however, appeared not to markedly affect the drying properties of the samples.
Vertical wicking capacity of dyed and washed fabrics. Drying properties of dyed and washed garments B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; DW: dyed and washed.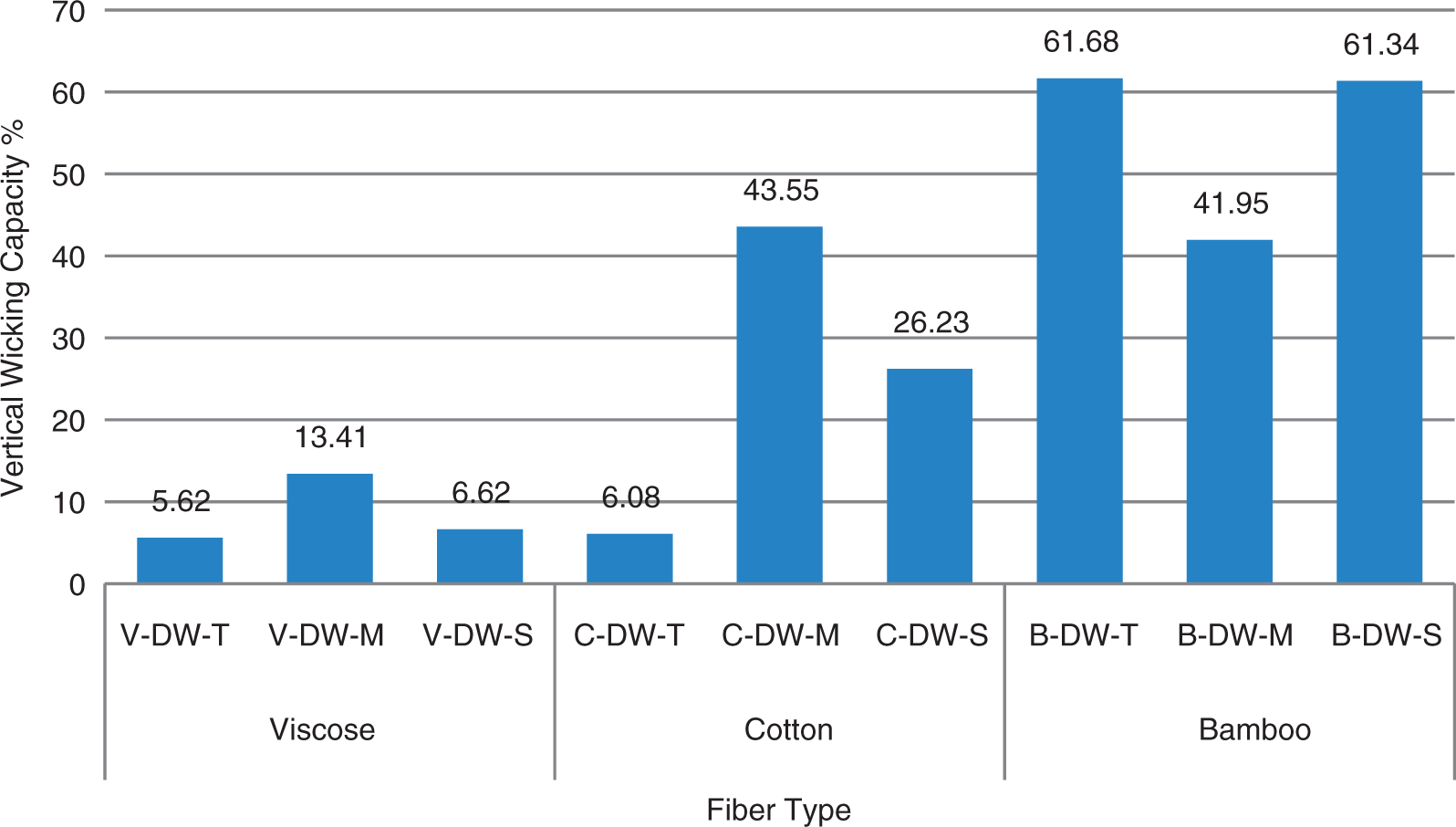
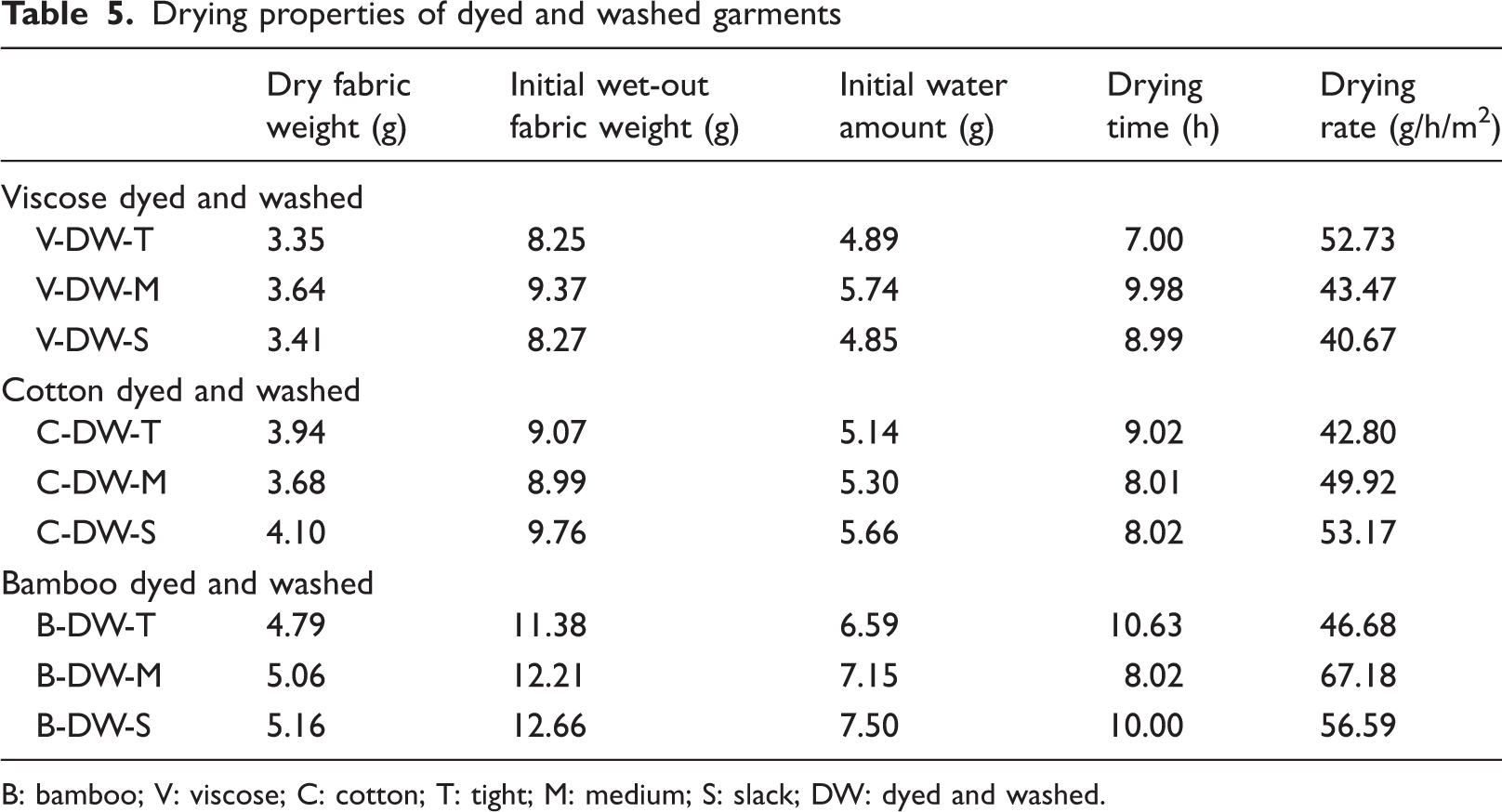
Table 3 shows that, for the viscose samples, the drying rate tended to decrease as stitch length increased, whereas for the cotton ones the opposite tendency was observed. ANOVA results suggested that stitch length was a highly significant factor for the drying rate of the laundered samples (viscose: F = 109.656, p = 0.000; cotton: F = 61.553, p = 0.002; bamboo: F = 315.303, p = 0.000). However, ANOVA analysis indicated that the influence of fiber type on drying rate was significant only for the bamboo samples (F = 6.861, p = 0.004).
Water absorption rate
Before laundering
As shown in Figure 7, the water absorbency percentages of the cotton fabrics were the highest, which were followed by bamboo and viscose ones, respectively. This was an unexpected result because within the cellulose family, viscose with its semi-crystalline structures and high number of hydroxyl groups along the polymer chain has a higher moisture regain and absorbency than cotton (with its more crystalline structure). Moreover, the fabrics did have almost the same thickness values (see Table 1), the higher of which can provide more space to accommodate water and can lead to more water absorbed. Consequently, this very result may be attributed to the relatively higher porosity values of the cotton fabrics since, as claimed in the literature,
16
the amount of water taken up by a fibrous material depends on the porosity of the material, so water entrapment by the pores increases as porosity increases. In comparison with the cotton samples, relatively lower water absorption rates of the bamboo fabrics (see Figure 7), on the other hand, may have resulted from possible thin-wall cell tissues remaining during the degumming of the fiber,
21
in addition to lower porosity values of the fabrics (see Table 1).
Water absorption rates of dyed fabrics.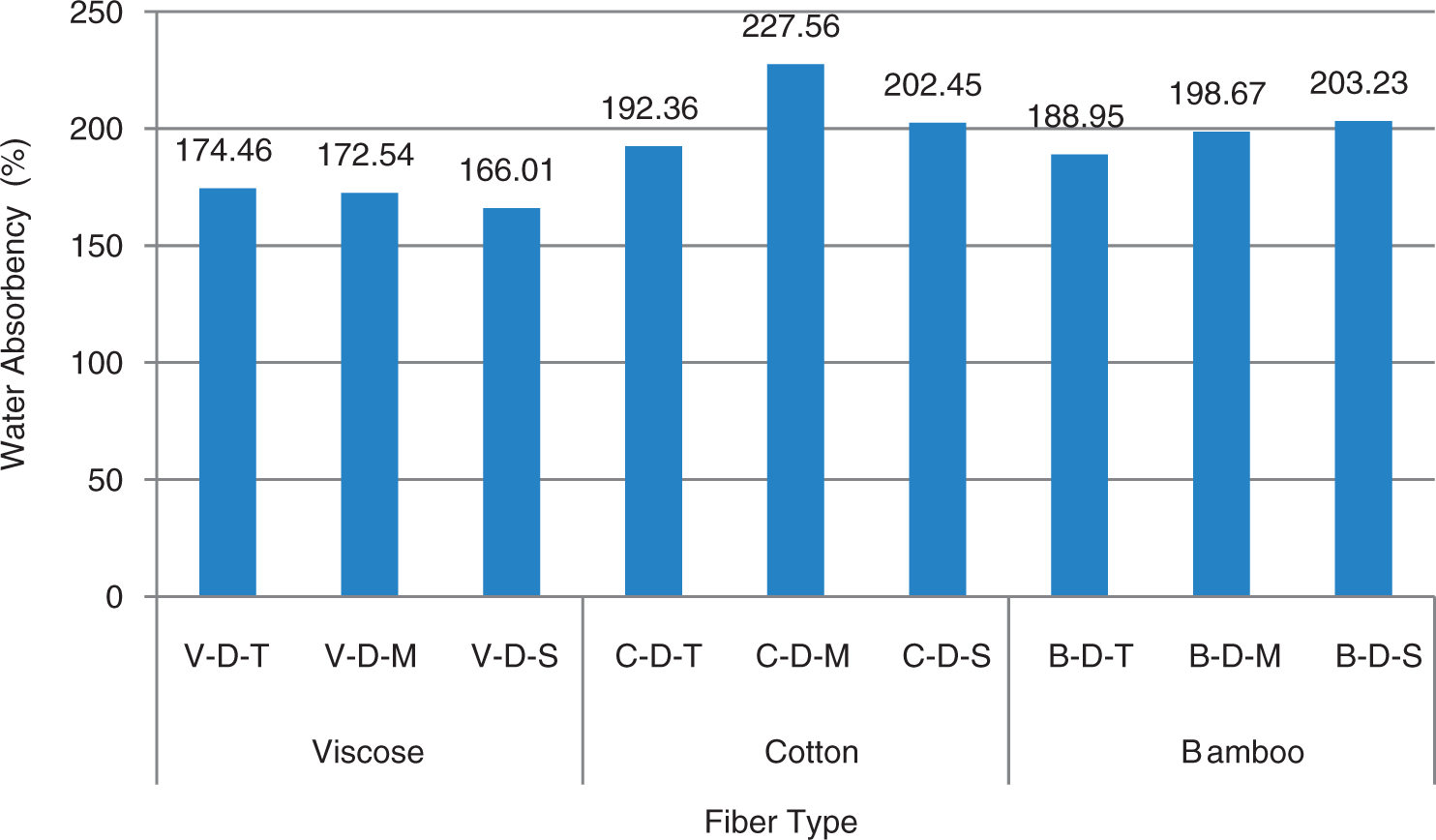
Accordingly, bivariate correlation analysis was conducted to evaluate the dependence of water absorbency on porosity, and the analysis showed that irrespective of fiber type, there was a correlation (R2 = 0.736) between porosity and the water absorbency of the samples at a 99% significance level.
The experimental data revealed that independent from fiber type, the tight samples gave the lowest water absorbency percentages, which was in agreement with the literature. 14 ANOVA results also confirmed that fiber type (viscose: F = 58.865, p = 0.000; cotton: F = 985.680, p = 0.000; bamboo: F = 159.595, p = 0.000) as well as stitch length (F = 1093.209, p = 0.000) were influential parameters with respect to water absorbency.
After repeated laundering
As shown in Figure 8, after the repeated washing process, the water absorbency of both cotton and bamboo fabrics decreased whereas that of viscose fabrics increased. The independent t-tests also demonstrated that the laundering process had a significant effect on water absorbency of the samples (viscose: F = 14.998, p = 0.001; cotton: F = 19.636, p = 0.000; bamboo: F = 5.450, p = 0.033).
Water absorption rates of dyed and washed fabrics.
Furthermore, unlike the unlaundered fabrics, it was the viscose samples that gave the highest water absorption values despite the fact that the cotton samples still had the highest porosity values (see Table 1). This may be primarily because, in comparison with the other samples, the washing procedure may have resulted in a relatively higher decrease in contact angles of the viscose samples by washing off the impurities in the samples, which in turn may have offered better fiber-water interaction for these fabrics. Also, the process may have affected geometric configuration and topology of the pores (especially total pore volume) in the viscose fabrics in favor of better water absorbency behavior.
According to the ANOVA results, the water absorbency of the samples was affected by both fiber type and stitch length (for fiber type F = 15.116, p = 0.000 and for stitch length viscose: F = 487.509, p = 0.000; cotton: F = 98.502, p = 0.000; bamboo: F = 324.447, p = 0.000). Moreover, the data obtained from Duncan test suggested that for the laundered samples, the water absorption rates of the samples may have been dominantly affected by fiber characteristics; irrespective of fiber type there was no significant difference between the water absorption values of the samples produced at different settings (i.e. slack, medium and tight). Finally, unlike the unlaundered fabrics, bivariate correlation analysis revealed there was no correlation (R2 = 0.102) between porosity and the water absorbency of the laundered samples at a 99% significance level.
Performing hybrid AHP-TOPSIS approach
Pair-wise comparison matrix of criteria with respect to objective and codes

The relative weights of transfer wicking, drying rate and vertical wicking height were found to be equal and maximum (0.298) whereas water absorbency got the minimum weight value (0.037).
For the measurement of consistency of judgment, the original matrix is multiplied by the weight vector to get the product. With the help of Equation 7, λmax was found to be 5.070491. Therefore,


As the value of CR is below 0.1, the comparison matrix remains consistent.
Decision matrix of the unwashed garments
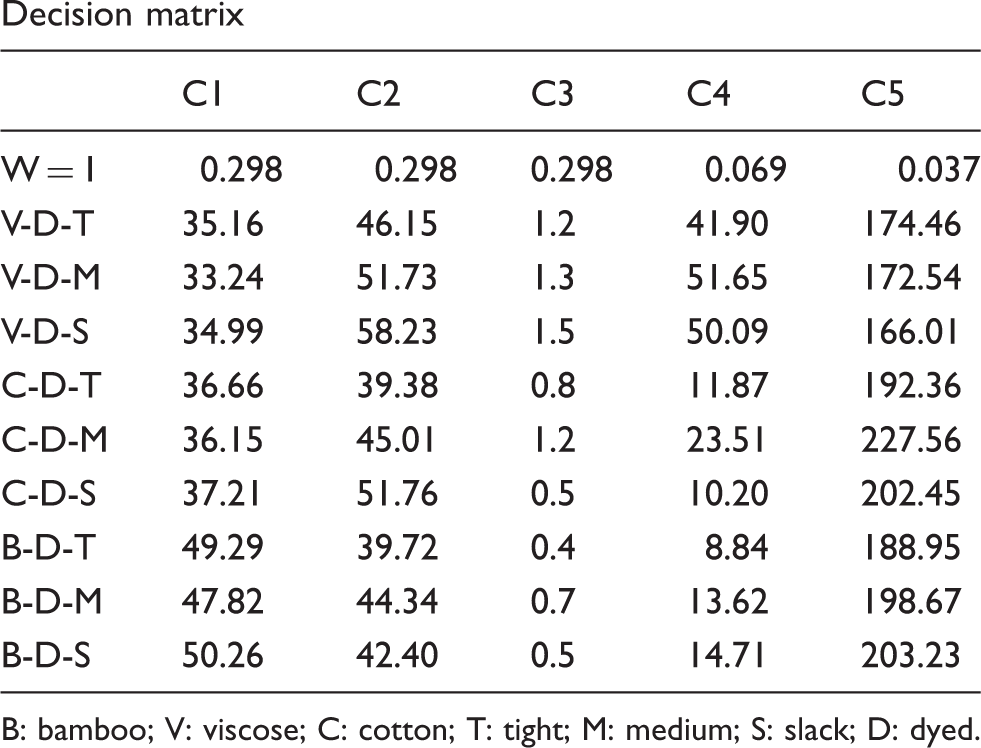
B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; D: dyed.
Decision matrix of the washed (W) garments

B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; DW: dyed and washed.
Weighted normalization matrix of the unwashed garments

B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; D: dyed.
Weighted normalization matrix of washed (W) garments
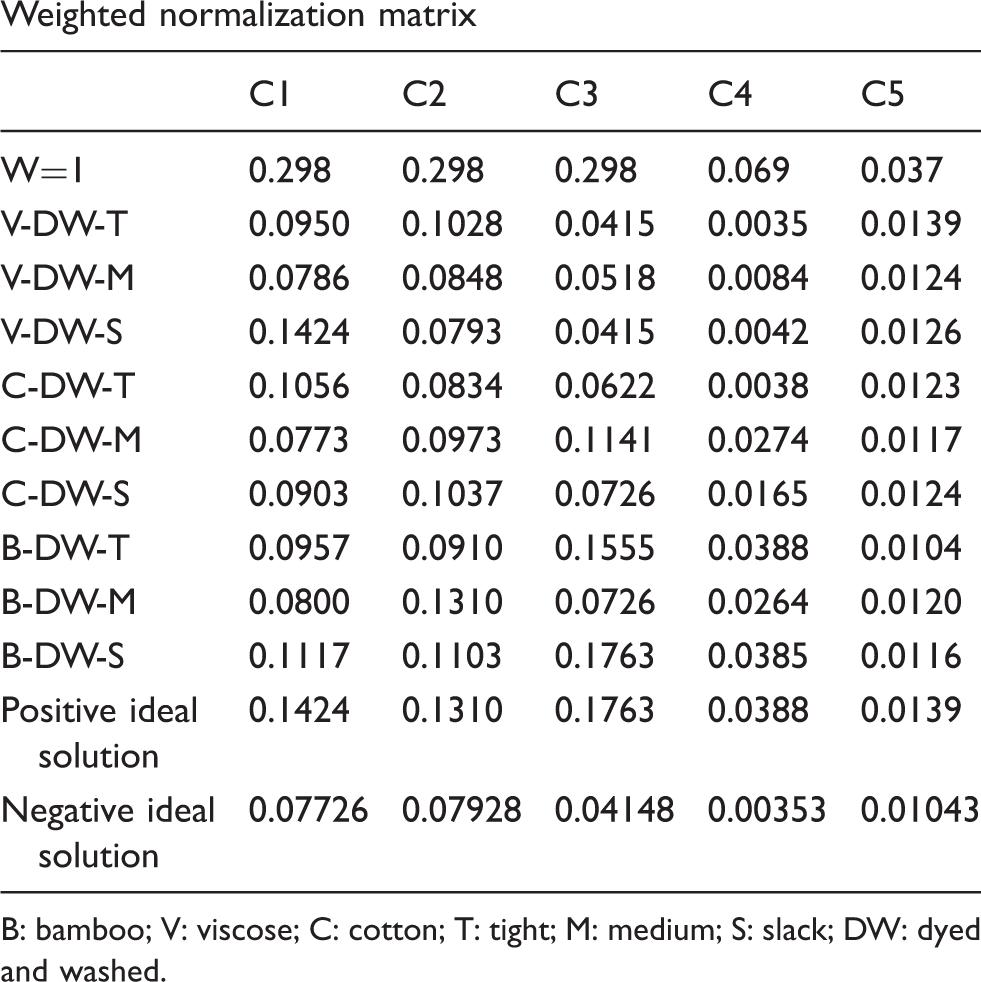
B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack; DW: dyed and washed.
After identifying the positive (A+) and negative ideal solution (A−), the separation of each alternative from the ideal solution was calculated using Equations 11 and 12. The relative closeness of the alternatives (Rj) to the ideal solution (Aj) was defined by Equation 13 with respect to A+.
Preference order for dyed (D) garments
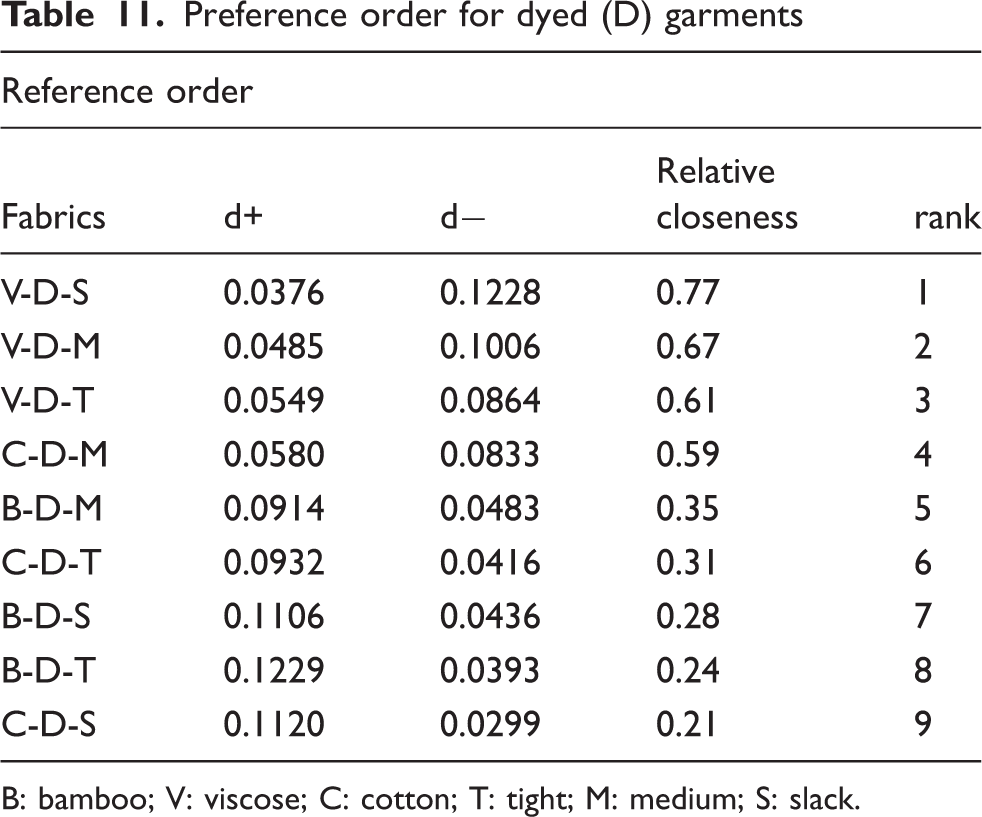
B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack.
Preference order for dyed and washed (DW) garments
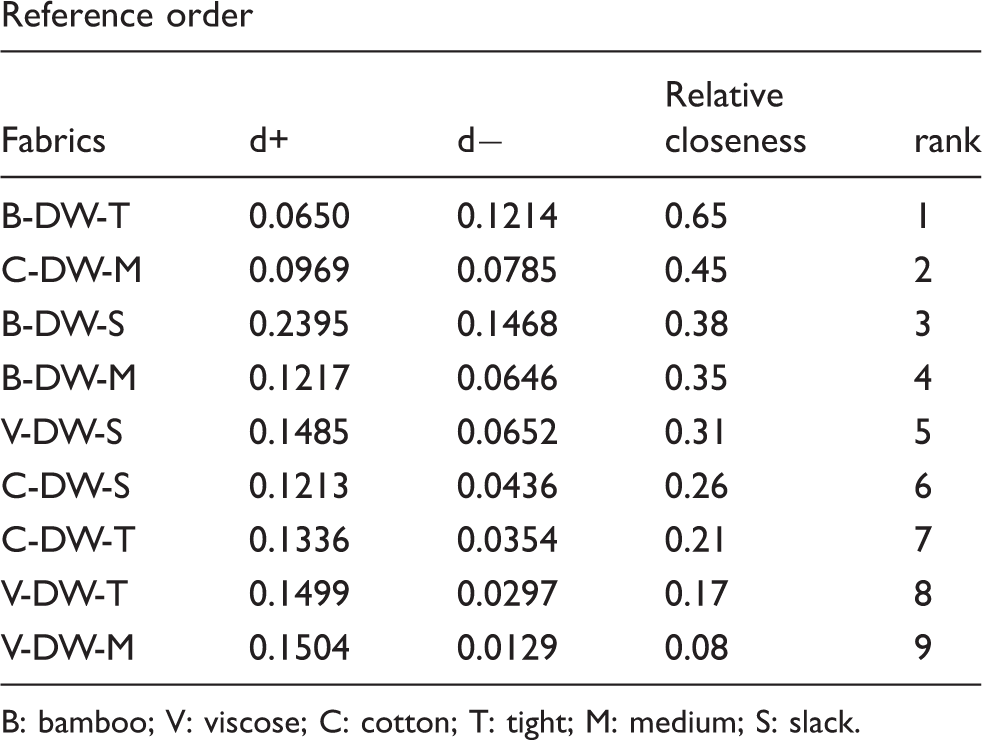
B: bamboo; V: viscose; C: cotton; T: tight; M: medium; S: slack.
For the unlaundered group, the viscose fabrics appeared to be the best alternatives, whereas it was the bamboo fabrics that offered better moisture transport properties for the laundered group.
Conclusion
In this paper, some liquid transfer characteristic properties of the fabrics of the seamless garments (face yarn: cotton, viscose and bamboo and plaiting yarn: spandex-nylon) (plaiting yarn) were discussed. The ANOVA results showed that fiber type as well as stitch length had a significant influence on liquid transfer characteristic properties of the fabrics. Furthermore, the repeated laundering processes appeared to affect fiber and fabric characteristics at varying degrees, which resulted in changing the liquid transfer performances of the fabrics.
However, ANOVA analysis does not offer a method by which the possible best option can be selected by taking the overall liquid transfer performances of the samples into account. As a result, the AHP-TOPSIS approach, which is a flexible and powerful multi-criteria decision method tool developed for complicated problems, was adopted for the study.
With reference to the AHP-TOPSIS results, it may be concluded that the cotton fabrics may be employed for use under normal conditions, however, their properties make them unsuitable for use in strenuous activities. With respect to the viscose fabrics, the characteristics of viscose fiber seem to contribute to the liquid transfer properties of the fabrics made from them, but the laundering process worsens these properties, making them also less suitable for use in next-to-the-skin-type garments. Unlike the viscose fabrics, the laundering process improved the liquid transfer properties of the bamboo fabrics and turned them into the best alternative offered.
Consequently, it should be noted that laundering the samples before testing their liquid transfer performances would produce more reliable results, though there is no doubt that further studies need to be conducted for defining the optimum laundering conditions (in terms of number of cycles, temperature, etc.) for that purpose.