
Abstract
In this study, electromagnetic shielding properties of needle-punched nonwoven fabrics were investigated. The paper evaluates and compares the electromagnetic shielding of needle-punched nonwoven fabrics produced from stainless steel/polyester and normal polyester fibers. Stainless steel/polyester fiber and normal polyester fiber were blended at specified ratios in the experimental study. Webs were produced from the fibers with the carding machine and then bonded with the needle-punching machines. The thickness and electromagnetic shielding properties of the needle-punched fabrics were tested. An electromagnetic shielding effectiveness (EMSE) device was used for measuring the electromagnetic shielding. The experimental study indicated that as the conductive stainless steel fiber ratio in nonwoven fabrics increases, the EMSE also increases at low, medium and high frequencies. Satisfactory electromagnetic shielding values were obtained at wide bandwidth, i.e. 1200–3000 MHz. The highest EMSE values of the needle-punched nonwoven fabric with 25% conductive steel fiber were, respectively, 6 dB at 0–300 MHz low frequency, 12 dB at 300–1200 MHz medium frequency and 18 dB at 1200–3000 MHz high frequency. It was found that 90% of electromagnetic waves were shielded by nonwoven fabric at high frequencies, 85% at medium frequencies and 80% at low frequencies.
The numbers of electrical or electronic devices used at home, in the workplace and in our environment have grown rapidly. Base stations, energy transmission lines, radar, military electronic devices, transformer stations, satellites, mobile phones, medical scanning devices, electric and electronic home appliances emit electromagnetic waves and generate electromagnetic fields. Electromagnetic radiation has become the fourth most serious source of public pollution in addition to noise, water and air. It is claimed that the electromagnetic waves affect human health and the performance of electrical and electronic devices. Electromagnetic radiation may be a cause of unwanted electromagnetic interference that affects other electronic devices. Also, there is a growing concern about the effect of electromagnetic radiation on the human body. As a consequence, many aspects of electromagnetic radiation are extensively investigated in scientific studies. Conductive materials such as metal wire, fiber, coating and film are used to limit and prevent the electromagnetic waves. 1
Textile materials made with conductive fibers and yarns can shield the large part of the electromagnetic waves and protect health of the humans, animals, plants and other living creatures against the dangerous effects of electromagnetic radiation. Shields are used either to isolate a space from outside sources of electromagnetic radiation or to prevent undesired emissions of electromagnetic energy radiated by internal sources. A growing need exists for suitable materials that can act as a shield and limit the effects of electromagnetic energy. The electromagnetic shielding fabrics can be used as a garment interlining and cover on devices for shielding electromagnetic waves or material under carpet for eliminating static electricity.2,3
Electromagnetic shielding is the process of reducing the electromagnetic field in a space by blocking the field with barriers made of conductive or magnetic materials. Textiles can be successfully turned into electromagnetic materials by using copper, aluminum, stainless steel, conductive polymers, metallic fillers or coatings with new production techniques. Metal fillers can be added to the polymers during the wet spinning or melt spinning of synthetic fibers. Carbon nanofibers, carbon nanotubes, micro powders such as ferromagnetic, and graphite or other inorganic compounds have been used as fillers. Conductive agents can be coated on the fabric or yarn surface. These materials, owing to their flexibility and relatively low production costs, are considered promising materials for the protection of equipment and people from electromagnetic radiation.4,5
Electromagnetic waves are transverse waves that are composed of electric fields and magnetic fields. The fields are oriented perpendicularly to each other, and the wave travels in a direction perpendicular to both fields. These waves can be thought of as particles called photons. The electromagnetic waves have the properties of spreading in space, and the velocity of the spreading is equal to the speed of light, which is about 300000 km per second.6,8
Electromagnetic waves can be characterized by properties such as wavelength, which is reciprocal to frequency and energy. Wavelength and frequency are dependent on each other via
Shielding can be specified in terms of reduction in magnetic and electrical field or plane-wave strength caused by shielding. The effectiveness of a shield and its resulting electromagnetic interference (EMI) attenuation are based on the frequency, the distance of the shield from the source, the thickness of the shield and the shield material. Shielding effectiveness (SE) is normally expressed in decibels (dB) as a function of the logarithm of the ratio of the incident and exit electric (E), magnetic (H), or plane-wave field intensities SE (dB) = 20 log (E0/E1), SE (dB) = 20 log(H0/H1) and SE (dB) = 20 log (F0/F1), respectively.12,13
With any kind of electromagnetic interference, there are three mechanisms contributing to the effectiveness of a shield. Part of the incident radiation is reflected from the front surface of the shield, part is absorbed within the shield material, and part is reflected from the shield rear surface to the front, where it can aid or hinder the effectiveness of the shield depending on its phase relationship with the incident wave, as shown in Figure 1.
Graphical representation of electromagnetic interference (EMI) shielding.
We tested the electromagnetic shielding effectiveness (EMSE) of woven fabric produced from spun complex ply yarn, which consists of recycled polypropylene nonwoven selvage as a core part and various metal wires as steel and copper for wrapping. Optimum 56.1 dB EMSE values at the sixth woven fabric layer, which consists of recycled polypropylene nonwoven selvedge and stainless steel and copper wires with 0°/90°/0°/90°/0°/90° lamination angle, were obtained.4,7
Electrically conductive metals such as copper, silver and brass reflect electromagnetic fields to prevent them from penetrating or escaping the shield. It was found that metals such as brass and copper sheet had about 80 dB electromagnetic shield values.2,14
The SE results show that metal-coated woven fabrics have the highest SE values (usually >70 dB) because of their very closed and tight structure; metal-coated nonwoven fabrics have an SE of about 50–60 dB because they have greater space between fibers. Metal-coated knitted fabrics have lower SE values about 40 dB because of their open space structure and flexibility of the fabric. 2,15
There is not enough research on the shielding properties of conductive nonwovens produced directly from conductive fibers. Most of the studies are on composite plates and panels rather than nonwoven fabrics. For example, Ceken et al. have designed nonwoven insulation panels containing copper wires with different intensities and length to provide electromagnetic wave protection by using recycled textile fibers. Two layers of recycled nonwoven fabrics and a layer of chopped copper wires were used to prepare insulation panels for providing electromagnetic shielding. The layer of chopped copper wires was added on the layer of nonwoven fabric produced from waste fibers, and then another nonwoven fabric was fixed on these layers. Finally, the sandwich panel was produced. 16
Composite polymeric materials have been coated on the PET needle-punched nonwoven surface for electromagnetic shielding. First, the polymer agent was mixed with different amounts of carbon nanofibers, carbon nanotubes and ferrite micro powders. The needle-punched nonwoven fabric was coated with a thin polymer layer containing electroconductive fillers in the amount of 0.5–10.0% by weight. Shielding efficiency between 6 and 20 dB were obtained.8,17
The nonwoven fabrics with conductive fibers can be used as an interlining for the clothes, barriers in buildings and mobile phone envelopes.
Experiment
The evaluation of the electromagnetic shielding capabilities of the needle-punched nonwoven fabrics was made by measuring the SE. SE was expressed in decibels (dB) and is a logarithmic representation of a ratio measurement.
Materials
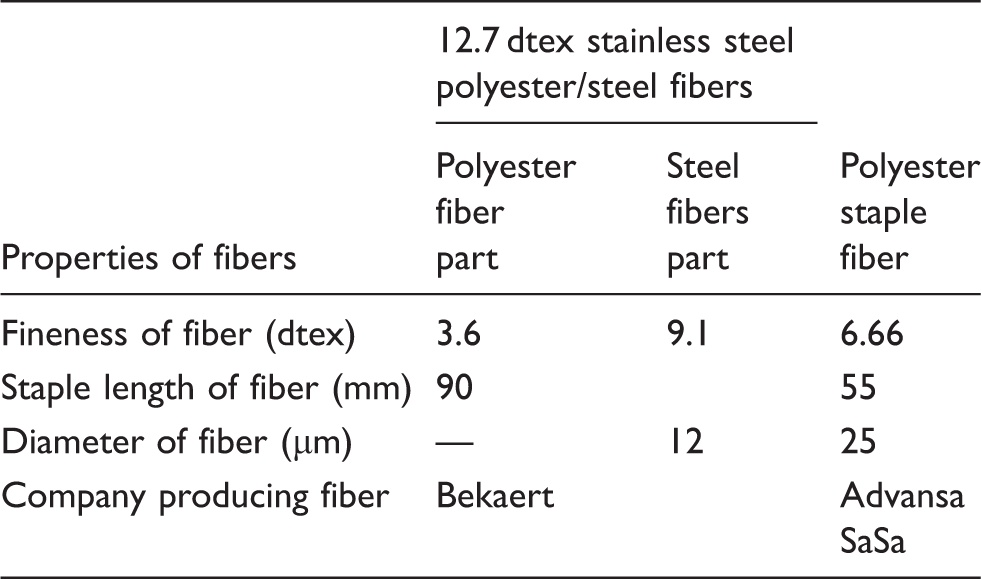
In the study, staple stainless steel/polyester fibers and staple normal polyester fibers were used. The stainless steel/polyester fibers were provided by Bekaert Company. The staple normal polyester fibers were produced by Sasa in Turkey. The main characteristics and mechanical properties of the fibers are presented in Table 1.
Bekaert Bekinox stainless steel/polyester fibers consist of two parts at a ratio of 50/50 by weight. The first part is polyester, the second part is steel fiber. The polyester fiber sheath part was wound on the steel fiber core part. The staple length was about 90 mm. The fibers were blended with base normal polyester fibers at specific ratios for controlling static electricity, electromagnetic shielding and anti-bacterial properties at nonwoven applications.
Fiber fineness and staple length of the PET polyester fiber was 6.66d tex and 55 mm, respectively.
Five different blended webs were produced from stainless steel/polyester fibers and normal staple polyester fibers with blend ratios of 10/90, 20/80, 30/70, 40/60 and 50/50. The stainless steel/polyester fibers were used at a ratio of 10–50%. Since Bekaert Bekinox stainless steel/polyester fiber consists of two parts at a ratio of 50/50%, the conductive real steel fiber ratio in the produced punched-needle fabric was 5%, 10%, 15%, 20% and 25%. The aim of using the polyester staple fiber was to reduce the cost of the needle-punched fabric and to change the conductive steel fiber ratio used in the nonwoven fabric. First, the fibers were mixed by hand. The second mixture was carried out at the Garnet machine.
The fibers used in the experimental study were tested with maximum breaking force and elongation based on the TS EN ISO 5079 standard. The fiber-breaking strength tests were carried out on an Instron4411 strength test device at 10 mm test length and 10 mm test speed.
Properties of the fibers used in the experimental study
The needle-punched nonwoven fabrics were produced from the staple stainless steel/polyester fibers and staple normal polyester fibers blended at specified ratios with the carding machine and needle-punching machine. The production was carried out on industrial-type and large-capacity machines instead of laboratory-type carding and needle-punching machines to produce nonwoven structures with better properties such as strength and dimensional stability.
The fibers were converted to webs by using a Garnet-type carding machine. The blended fibers are fed into the Garnet-type carding machine. Parallel-laid webs were produced. The circular drum was used to collect the web from the carding machine instead of the cross lapper.
Working parameters of the needling machines
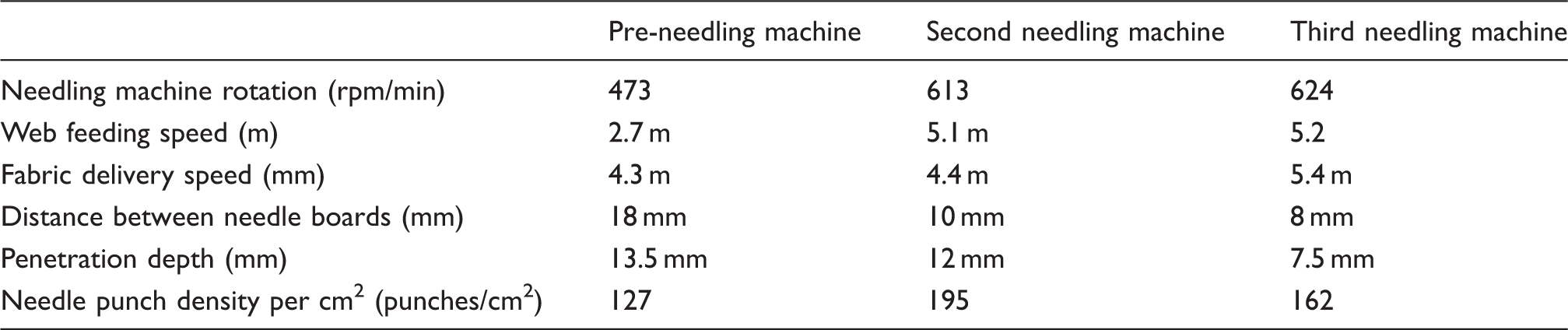
The punch density of the pre-needling machine, secondary needling and tertiary needling was held constant at 127 punches per cm2, 195 punches/cm 2 and 162 punches/cm2, respectively. A total of 484 punches per cm 2 were applied to each fabric. The needle penetration depth was 13.5 mm in pre-needling, 12 mm in secondary needling and 7.5 mm in tertiary needling. The needle penetration depth was gradually decreased from the pre-needling machine to the third needling machine. The mass per unit area of the produced needle punched nonwoven fabrics was about 400 g/m2.
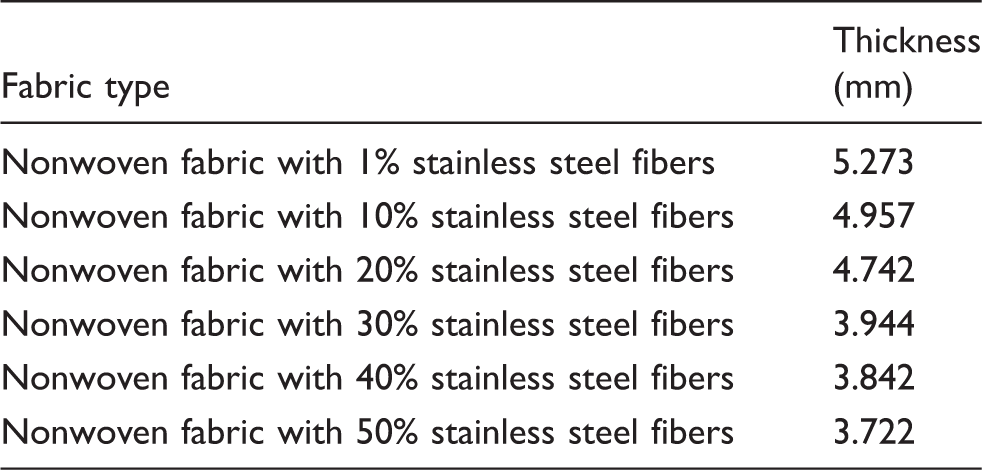
The thickness of each needle-punched nonwoven fabric was measured based on TS EN ISO 9073-2 with the James H. Heal thickness tester. Thickness test results of the needle-punched nonwoven fabrics are given in Table 3.
The thickness of the needle-punched nonwoven fabrics decreased with increases in the conductive stainless steel fiber content.
EMSE measurements
The EMSE of needle-punched nonwoven fabrics were determined based on ASTM D 4935-10, the coaxial transmission line method for planar materials standard. A shielding effectiveness test fixture (Electro-Metrics Inc., model EM-2107 A) was used to hold the sample with a network analyzer generating and receiving the EM signals. This standard determined the SE of the textile structures using the insertion-loss method. The technique involved irradiating a flat, thin sample of the base material with an EM wave over the frequency range of interest, utilizing a coaxial and a flanged outer conductor.18–20 Figure 2 shows the EMSE testing apparatus.
Setup of electromagnetic shielding effectiveness (EMSE) testing apparatus.
A reference measurement for the empty cell was required for the SE assessment (Figure 3a). The reference sample was placed between the flanges in the middle of the cell, covering only the flanges and the inner conductors. A load measurement was performed on a solid disk shape that had a diameter the same as that of the flange (Figure 3b). The size of the cross section of the reference sample (Figure 3c) and the load sample (Figure 3d) are also shown in Figure 3. The reference and load measurements were performed on the same material.
Cross section of the shielding effectiveness test fixture (a) reference sample in the jig and (b) load sample in the jig. Specific dimensions of the specimens for shielding effectiveness measurement (unit: mm), (c) reference sample, (d) load sample.
The SE was determined from (Formula1), which is the ratio of the incident field to that which passes through the material.

The reflectance (



The SE measurements were carried out between 15 MHz and 3000 MHz. The measurement device consists of a network analyzer, which is capable of measuring incident, transmitted and reflected powers, and a sample holder. SE is determined by comparing the difference in attenuation of a reference sample to the test sample, taking into account the incident and transmitted power.
Results
The results demonstrate the importance of the conductive stainless steel fiber ratio in needle-punched nonwoven fabric. Absorbance, reflectance and EMSE values were evaluated and discussed, respectively.
Re and Ab measurements
The Ab, Re and Tr values measured from needle-punched nonwoven fabrics produced with conductive stainless steel fibers at different ratios are shown in Figures 4–9. The 15–3000 MHz frequency ranges were determined for evaluating the Ab, Re and Tr measurement values of the needle-punched nonwoven fabrics. The evaluation of the Ab and Re measurements of the nonwoven fabric samples were carried out at low-, medium- and high-frequency electromagnetic wave ranges.
Reflectance of nonwoven fabrics with different percentages of stainless steel fibers, 15–300 MHz.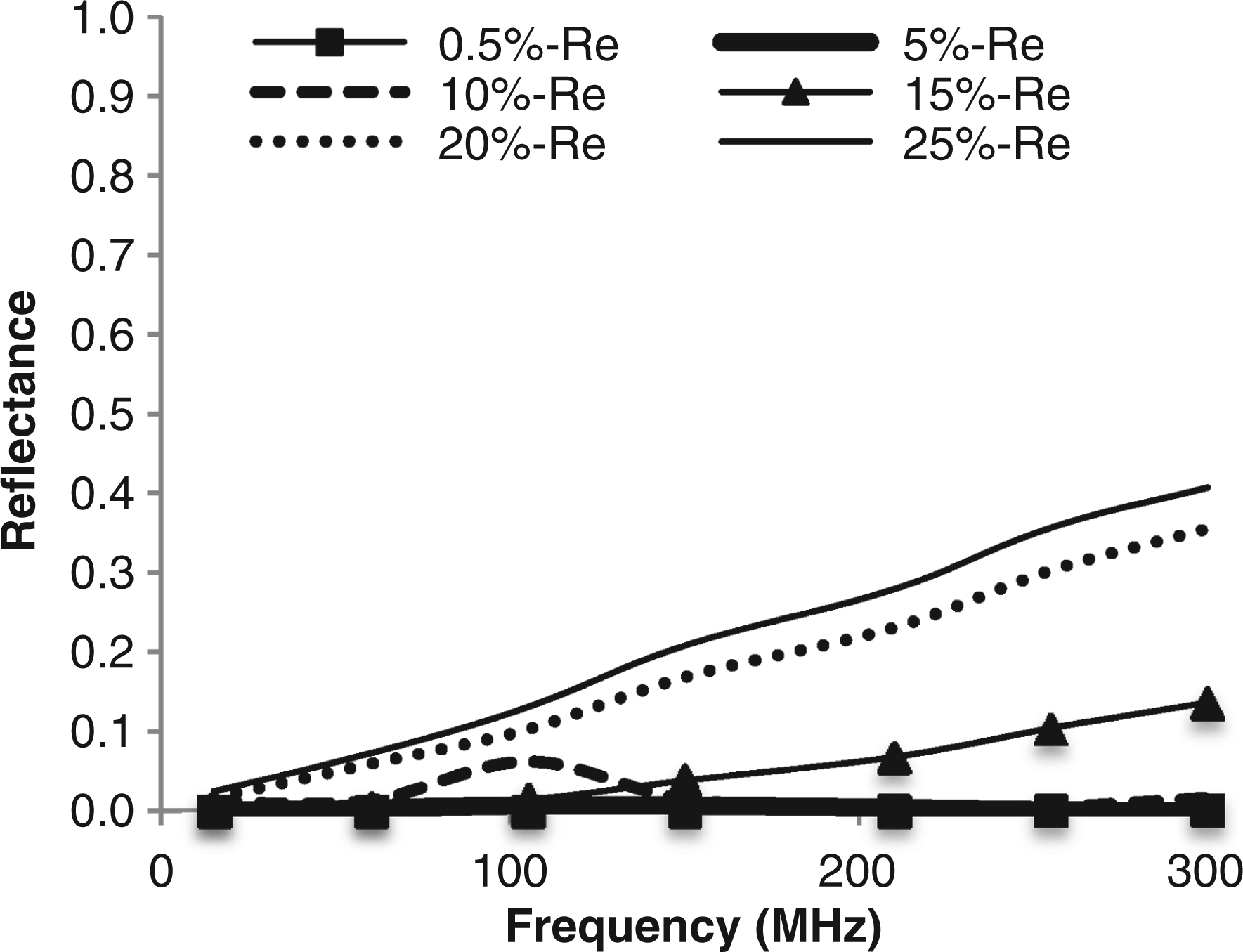
Figures 4 and 5 show Ab and Re values of needle-punched nonwoven fabrics in the low-frequency range of 15–300 MHz. It can clearly be seen that the Re values increase as the frequency increases but the Ab curves do not show similar behavior.
Absorbance of nonwoven fabrics with different percentages of stainless steel fibers, 15–300 MHz.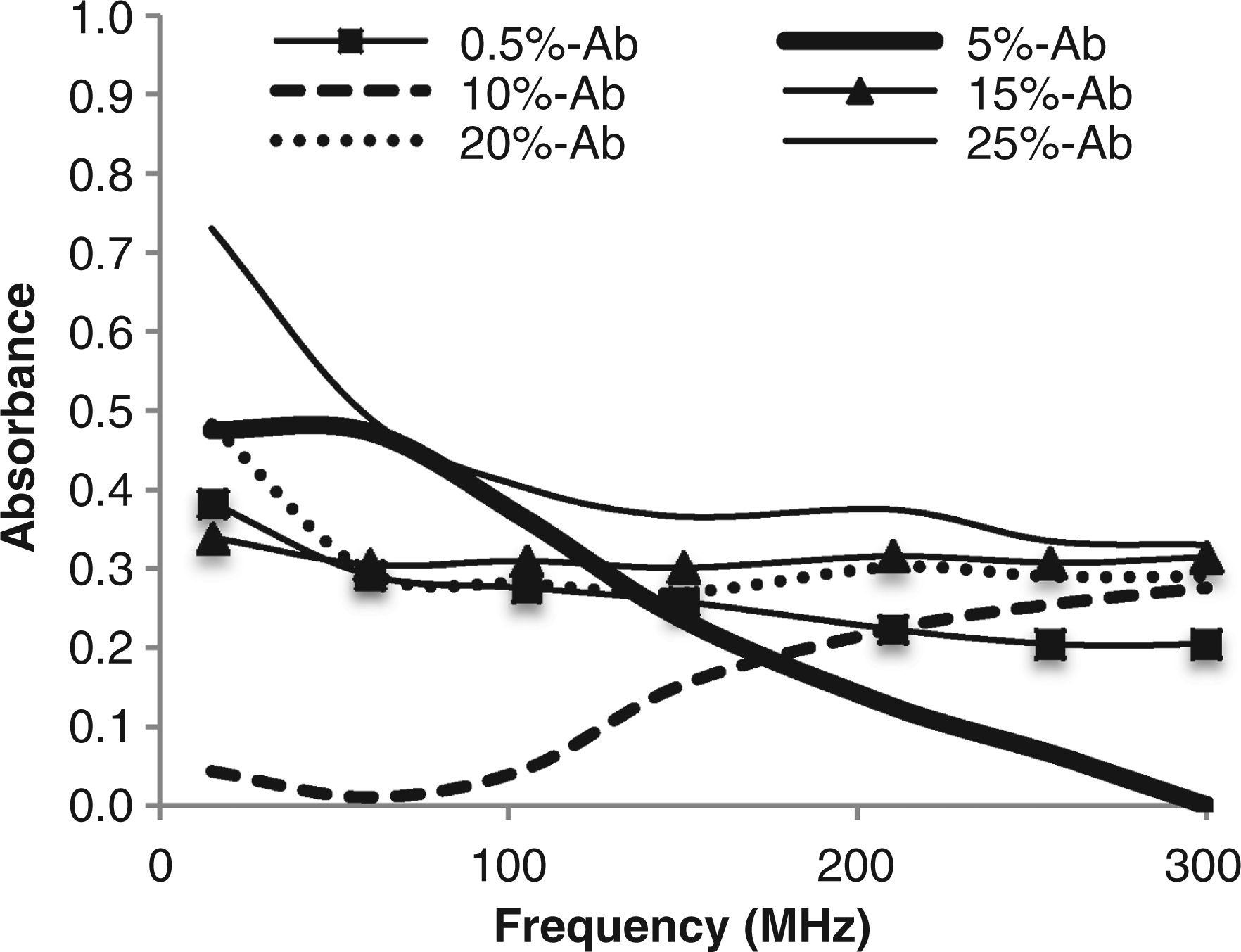
As the amount of conductive stainless steel fibers used at nonwoven fabrics increases, the Re and Ab values increase. When the relationship between Ab and Re was analyzed, in the low-frequency range of 15–300 MHz, it can be seen that the Ab is higher than the Re values at the first stage.
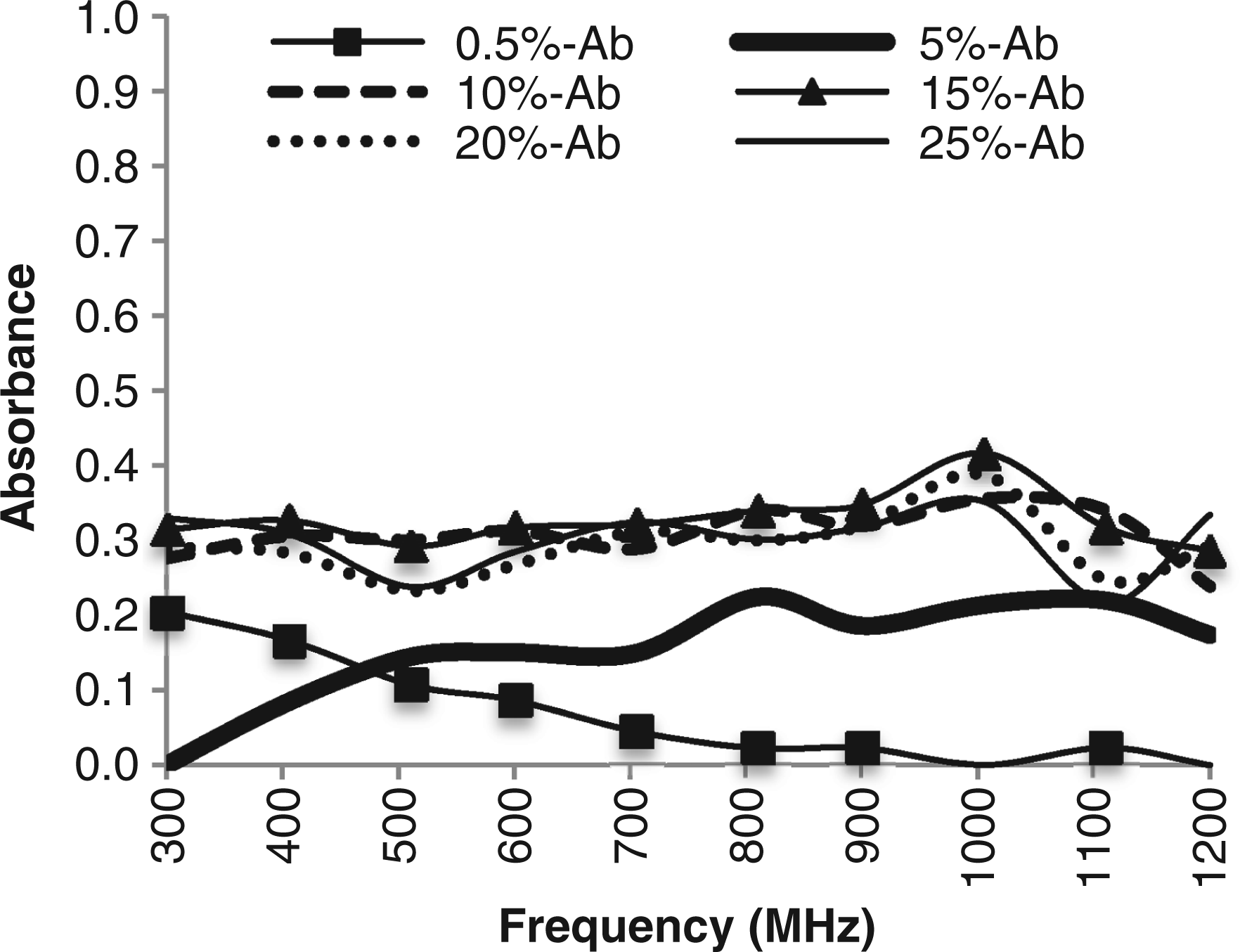
The Ab and Re of the nonwoven fabrics were investigated at a medium-frequency wave range of 300–1200 MHz and the results are shown in Figures 6 and 7. The behavior of Ab and Re curves of the nonwoven fabrics show similarities. The absorbance behavior of the nonwoven fabrics containing 0.5% conductive stainless steel fibers is different from other nonwoven fabrics containing 5%–10%, 15%, 20% and 25% conductive stainless steel fibers. In the medium-frequency range, as the amount of the stainless steel fibers increases, the Re values increase similarly to the low-frequency range. Figures 4 and 6 clearly show an obvious increase in Re values as the frequency increases. Increases in Ab values, however, are not so obvious. The Re value at the medium-frequency range is higher than at the low-frequency range. Figures 5 and 7 show that the Ab values show similarities at the low- and medium-frequency ranges. The Re value at the medium-frequency range is higher than that of the low-frequency range.
Reflectance of nonwoven fabrics with different percentages of stainless steel fibers, 300–1200 MHz. Absorbance of nonwoven fabrics with different percentages of stainless steel fibers, 300–1200 MHz.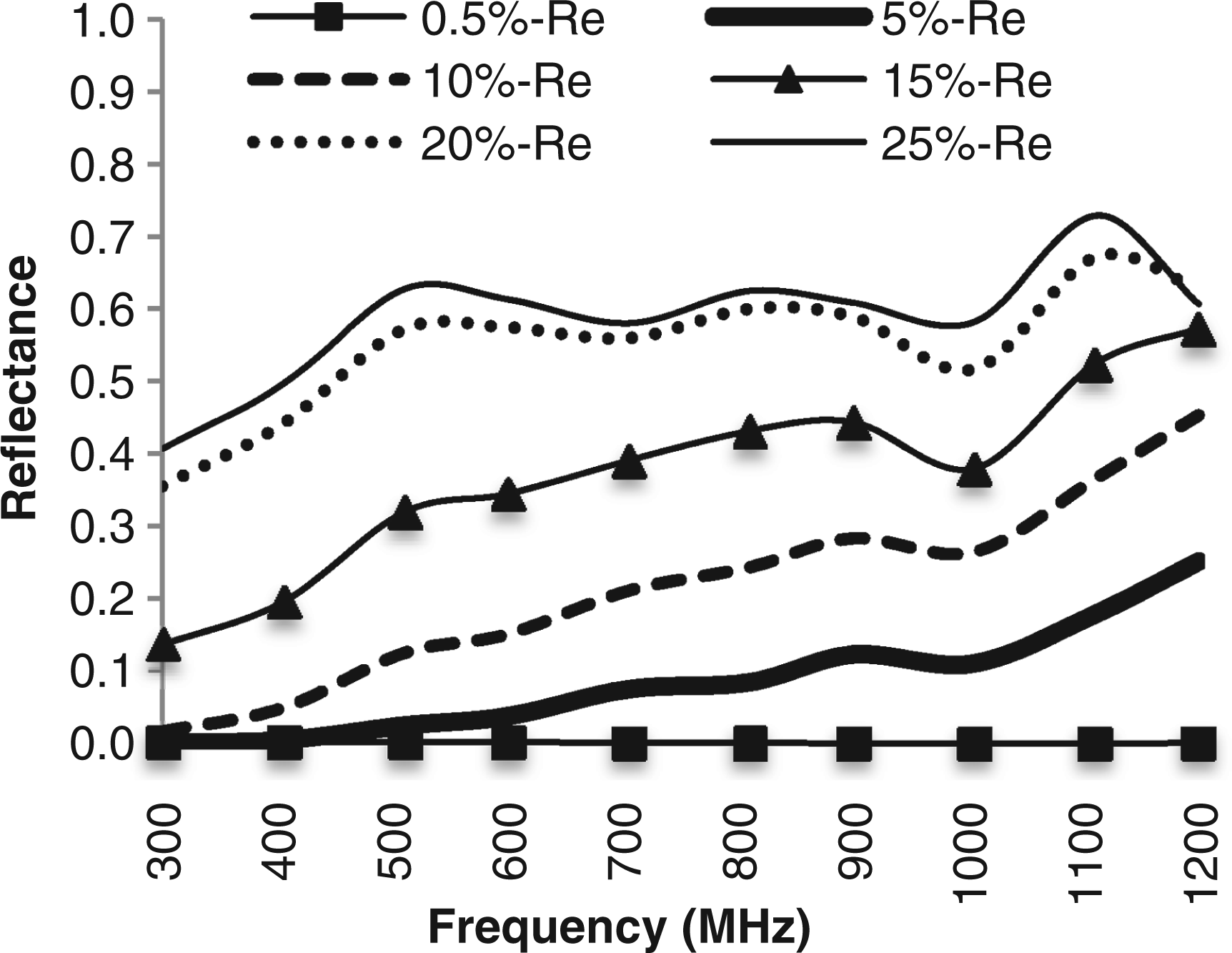
The Ab and Re of nonwoven fabrics were investigated at the higher-frequency range of 1200–3000 MHz and are shown at Figures 8 and 9.
Reflectance of nonwoven fabrics with different percentages of stainless steel fibers, 1200–3000 MHz.
Re and Ab curves at the high-frequency range are different from that of the low- and medium-frequency ranges. Figure 9 shows that as the frequency increases, Ab value also increases at floating mode. In the high-frequency range, as the amount of the conductive stainless steel fibers increases, the Ab and Re values also increase, similarly to the low- and medium-frequency ranges. Figures 4, 6 and 8 clearly show that while the Re value increases, the frequency increases at low and medium frequencies, and the Re value decreases at a higher-frequency range. In the medium-frequency range, the Re values are higher than that of low- and high-frequency ranges. Figure5, 7 and 9 show that in the low- and medium-frequency ranges, as the frequency increases, Ab decreases slightly. On the other hand, in the high-frequency range, as the frequency increases, Ab also increases. The Ab value at the high-frequency range is higher than that at low and medium frequencies.
EMSE measurements
Figures 10, 11 and 12 show EMSE values of needle-punched fabrics produced with conductive stainless steel fibers at different ratios of 15–3000 MHz frequency ranges. Figure 10 shows EMSE values of nonwoven fabrics at a low-frequency range of 15–300 MHz. EMSE values of all the nonwoven fabrics decrease slightly up to 100 MHz. In the 100–300 MHz frequency ranges, as the frequency value increases, EMSE values of the all nonwoven fabrics increase except nonwoven fabric with 5% conductive stainless steel fiber. In the low-frequency range, as the amount of conductive stainless steel fibers used in nonwoven fabrics increases, the EMSE values also increase. The nonwoven fabric with 25% conductive stainless steel fibers obtained the best EMSE value at the low-frequency range, as seen in Figures 10, 11 and 12.
Absorbance of nonwoven fabrics with different percentages of stainless steel fibers, 1200–3000 MHz. Electromagnetic shielding effectiveness (EMSE) of nonwoven fabrics with different percentages of stainless steel Fibers, 15–300 MHz. Electromagnetic shielding effectiveness (EMSE) of nonwoven fabrics with different percentages of stainless steel fibers,300–1200 MHz. Electromagnetic shielding effectiveness (EMSE) of nonwoven fabrics with different percentages of stainless steel fibers, 1200–3000 MHz.



Figure 11 shows the SE of nonwoven fabrics in the medium-frequency range of 300–1200 MHz; needle-punched nonwoven fabrics produced with different ratios of conductive stainless steel fibers showed EMSE values behavior different from that at the low-frequency range. In the medium-frequency range of 300–1200 MHz, it is understood that as the frequency value increases, the EMSE value of the nonwoven fabric with conductive stainless steel fiber at a 0.5% ratio decreases, whereas EMSE values of the nonwoven fabrics with conductive stainless steel fiber content of 5%, 10%, 15%, 20% and 25% ratios increase continuously. In the medium-frequency range, as the amount of conductive stainless steel fiber content in nonwoven fabrics increases, EMSE values also increase. The nonwoven fabrics with 25% conductive stainless steel fibers obtained the best EMSE value in the medium-frequency range. It was found that the EMSE values obtained from medium-frequency wave ranges are higher than at low-frequency ranges.
The EMSE of the needle-punched nonwoven fabrics at high frequencies between 1200 MHz and 3000 MHz is shown in Figure 12. In the high-frequency range, nonwoven fabrics produced with a different ratio of conductive stainless steel fibers showed behavior similar to low- (after 100 MHz) and medium-frequency range behavior. As the frequency increases, the EMSE of nonwoven fabrics also increases, as shown in Figure 12. It was observed that EMSE values start to decrease after the 2100 MHz frequency range. In the high-frequency ranges, the highest EMSE value was observed in nonwoven fabric produced with 25% conductive stainless steel fiber content, as was the case for the low and medium frequencies.
Conclusions
Nonwoven fabrics with conductive stainless steel/polyester fibers were successfully produced by using carding and needle-punching technology. In electromagnetic shielding, the advantages of nonwoven fabrics compared to knitted or woven fabrics cannot be ignored. Previous studies carried out on EMSE of the nonwoven structures are different from traditional textile structures such as knitted and woven fabrics.
In this study, the properties of the electromagnetic shielding of the nonwoven fabrics with conductive stainless steel fibers were investigated. The Ab, Re and EMSE values were obtained.
As the conductive stainless steel fiber content used in the nonwoven fabrics increases, the EMSE increases at low, medium and high frequencies. The higher the frequency, the shorter the wavelength, so the electromagnetic wavelength to nonwoven fabric comes perpendicularly and at a right angle. As a result, it can be said that the longitudinally oriented conductive stainless steel fibers in nonwoven fabric structures make for more effective electromagnetic shielding.
The porosity of textile surfaces reduces the effect of shielding. In previous studies, as the warp and weft densities of the woven fabrics reinforced with conductive fibers and the stitch densities of the knitted fabrics reinforced with conductive fibers were increased, it is known that the EMSE increases. The shielding at a specific range of frequency for the woven and knitted fabrics was obtained. It was found that whereas the woven fabrics shield electromagnetic waves more at low frequencies, knitted fabrics shield electromagnetic waves more at high frequencies.6,9,10 In nonwoven fabrics, it was found that, as the frequency increases, the electromagnetic shielding increases in a linear manner. 7
In nonwoven fabric production, as the fibers are converted to fabrics with web forming and bonding process by eliminating the yarn production, the conductive fibers can be distributed homogeneously within three-dimensional structures depending on the mixture. So, as the electromagnetic wave at any frequency is sent to a nonwoven structure, electromagnetic waves are in contact continuously with conductive fibers in the nonwoven fabric structure and electromagnetic waves are absorbed. When the conductive fiber content used in nonwoven fabric increases, the shielding of electromagnetic wave also increases. In this study, the content of conductive fiber used in nonwoven fabric structures was gradually increased.
In the study, the absorbance value decreases at low frequencies (15–300 MHz), remains stable at medium frequencies (300–1200MHz) and increases at high frequencies (1200–3000 MHz).
It was found that as the frequency increases, the EMSE of the nonwoven structures increase depending on the content of conductive stainless steel fibers used in the structure. The nonwoven fabrics show the stable effectiveness of shielding between 15 and 3000 MHz of a broad frequency range.
Thickness of the nonwoven fabrics
Evaluation of electromagnetic shielding effectiveness for general use2,3

Footnotes
Acknowledgements
The authors would like thank HASSAN Textile Company in Istanbul, Turkey, for allowing for the production of the needle-punched nonwoven fabrics in their factory and BEKAERT Company in Belgium for providing the stainless steel/polyester fibers.