
Abstract
In this study, the effects of ultrasound on the conventional mercerization treatment of cotton yarns were investigated. The yarns were treated in slack and under tension conditions with sodium hydroxide at various times (5 and 10 min) and temperatures (0, 20, 40 and 60℃) with and without the presence of ultrasound waves. The microstructure of samples were analyzed under characteristic absorbance at peaks with wave number 665, 713, 897, 982, 1032, 1165, 1206, 1236, 1282, 1319, 2900 and 3343 cm–1. Hydrogen-bonding intensity (HBI) was measured by A4000–2995:A1337, and crystallinity index (CI) was calculated by the absorbance ratios A1431:A987 and A1263:A1200, using the method of Jayme and Knolle. Moreover, tensile breaking load and elongation at break of samples were determined. Results showed that mercerizing cotton yarns in the presence of ultrasound waves in slack and under tension conditions led to an increase in the amount of cellulose II cotton, up to 71% and 61%, respectively. In comparison with the conventional method, it improved breaking load for both slack and with tension mercerized samples, and also increased elongation at break. However, there was no significant difference in elongation break values of mercerized samples with tension.
Keywords
Introduction
Various cellulosic materials having the same crystalline structure are called cellulose I. This structure is destroyed to some degree by certain solvents or swelling treatments. During this transformation, the original parallel-chains crystal structure of cellulose I changes to anti-parallel chains of cellulose II. The properties of natural cellulosic fibers like cotton are strongly influenced by such phenomenon. In this field, the theoretical and practical importance of cotton alkaline treatment “mercerization” based on intercrystallite and intracrystalline swelling in alkali hydroxide solution is well known.1,2 Improvement of desired properties depends on the microstructural or crystal changes caused by the alkaline treatment. Such values can be determined by X-ray diffraction (XRD),3–12 electron diffraction,12–14 Fourier-Transform Infrared (FTIR), Raman15–19 and nuclear magnetic resonance (NMR) spectroscopy.14–22
Wet processing of textiles (such as mercerization treatment) consumes large amounts of water, energy, and time, particularly with conventional techniques. The conventional methods of accelerating reaction rates are not always desirable, since they might adversely affect product quality. Studies have shown that the use of ultrasound in textile wet processing such as dyeing, enzymatic processing, bleaching, cleaning, bio-processing, sourcing, desizing, de-oiling and cationic softener treatment show many potentially promising advantages.20–29 The process of acoustic cavitation, the phenomenon of bubble formation and collapse generated by ultrasonic waves, is generally considered responsible for most of ultrasound's physical and chemical effects observed in homogeneous liquids and in liquid–solid systems. 30
On the other hand, mercerization of cotton, like any wet processing system, involves transferring mass from the processing liquid medium across the surface of the textile substrate. In ultrasonic baths, acoustic cavitation may lead to the creation of very small vacuum bubbles, filled to a certain degree with vapor, gas or a mixture thereof, that under certain conditions implode. When microscopic cavitation bubbles collapse at the surface of the solid substrate, they generate powerful shock waves that cause effective stirring/mixing of the adjusted layer of liquid. In water, the maximum effects of cavitation occur at 49℃. 31 Perincek et al. concluded that ultrasound generates different wetting properties on textiles related to its distance from the transducers. Moreover, the homogeneous levels where the values did not change at full length of the bath were found at higher than 4 cm. 32
As mentioned, mercerization as a wet processing of textiles consumes large amounts of water, energy, and time, particularly with conventional techniques. This study aimed to accelerate the mass transfer from alkaline solution into cotton fibers, as well as assisting in the alteration of a crystalline state from cellulose I to cellulose II by using ultrasound waves in a mercerizing bath. To do so, samples of cotton yarn were wrapped around perforated plastic tubes. Mercerization was carried out under conventional and ultrasonic-assisted conditions. To compare the efficiency of each procedure, scanning electron microscope (SEM), X-ray diffraction, and FTIR spectroscopy were used to measure physical and structural changes of cotton yarns.
Experimental report
Materials and methods
Open-end cotton yarns (38 Tex, desized) were provided kindly by Mahnaz Textile Co. Ltd., Iran. Sodium hydroxide (≥98%, pellets) and acetic acid (Glacial) were purchased from Merck Chemical Co. and were used without any further purification.
Mercerization
Cotton yarns were wrapped with tension or in slack/relaxed state on perforated plastic tubes (dye tubes). Mercerization was carried out in an ultrasonic bath (DESEN, model DSA100-GL1, 40 kHz, 100 w) equipped with a rotating device (laboratory-made device with 5 rpm speed; Figure 1 Ultrasonic bath equipped with a rotating device (laboratory-made device).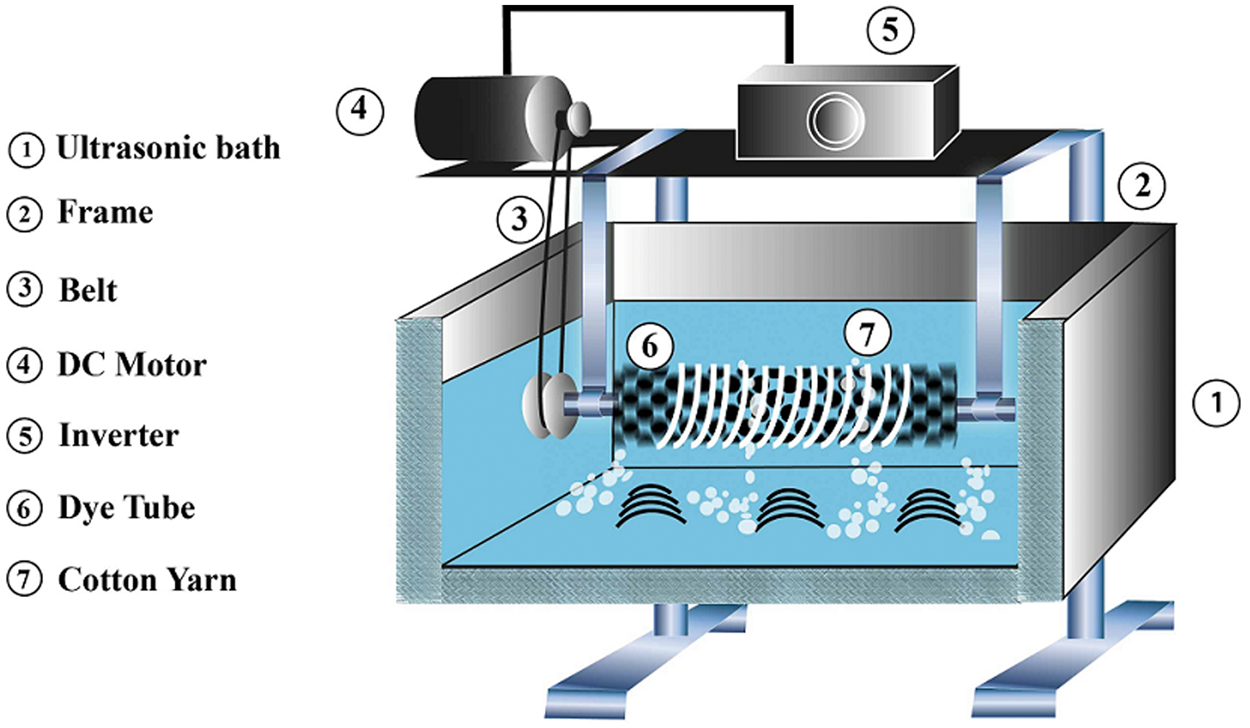
Fiber morphology
Treated samples at 40℃ and various times (5 and 10 min) were selected for SEM. Observations were conducted by a field emission SEM (SEM-XL30, Phillips-Holland) at an accelerating voltage of 20 kV and 2000 and 5000 magnifications.
Tensile mechanical properties
Tensile breaking load and elongation at break values of cotton yarns were measured by a tensile strength tester (GOTECH, model C), based on ASTM D2256-02 (number of tests and the length of specimens were different). 33 The test method covers the determination of tensile properties of monofilament, multifilament and spun yarns, either single, piled or cabled, with the exception of yarns that stretch more than 5.0% when tension is increased from 0.05 to 1.0 cN/tex. Considering the limitation of ultrasonic bath and dye tubes (avoiding multi-layer yarn winding for better circulation of alkali water through the yarns) the length of sample yarns between the jaws were set at 250 mm, strain rate was 250 mm/min and each test was repeated eight times. Statistical analyses were performed for the obtained data and results were plotted and reported.
Wide angle XRD analysis
Crystalline structures of control and treated samples were analyzed by an X-ray diffractometer (Model X Perd mpd, Phillips, Netherlands) at room temperature. XRD patterns were recorded with Ni-filtered CuKα radiation (λ = 1.54 Å) at a voltage of 40 kV and current of 40 mA, respectively. Samples were scanned from 5 to 30 °2θ at a scan speed of 1°/min.
34
The method of Jayme and Knolle (Equation (1)) was used to determine CI (XRD) by imparting the Microcal™ ORIGINAL™ program (Microcal Software):

FTIR analysis
Samples mixed with spectroscopic-grade potassium bromide powder (1% w/w, ca 2 g pellets) and FTIR spectroscopy were carried out in the range of 400 to 4000 cm–1 wave length (a resolution of 4 cm–1) with a Thermo Nicolet (Nexus 670, USA) FTIR spectrometer. The wave number range of 400–4000 cm–1 with a resolution of 4 cm–1 was determined. The crystallinity index was measured by the absorption ratios A1431:A900 and A1263:A1200. Peak shifts at different characteristics wave numbers such as 3343 and 2900 were studied. 37
Results and discussion
Morphology
The visual comparison of longitudinal image of untreated and treated cotton samples (in slack state only) are depicted in Figure 2. Mercerized cotton fibers are swollen and the flat, ribbon-like twist in raw cotton fiber (Figure 2(a)) has disappeared. The treated sample in the conventional state still shows some collapse (Figure 2(b)), which can be attributed to the residue of an oval cross section. The surface fibrillar structure is more ordered and obvious for the sample treated with ultrasonic bath (small rectangles 5000 × images; Figure 2(a)–(c)), which can be related to the intensified action of alkali water on the surface of fibers by ultrasound waves. The intrinsic properties of such waves in liquid media, i.e. the “cavitation” phenomenon (caused by ultrasound traveling in a liquid) and sonochemistry (the effect of sonic waves in chemical systems) have been known for many years.
38
It seems that interfibilliar matrix materials like hemicelluloses are more removed for treated samples with ultrasonic bath.
Scanning electron micrographs of (a) raw yarn, mercerized in slack state for 10 min with (b) conventional conditions (c) ultrasonic bath. (2000 × and 5000 × in small rectangles with white borders).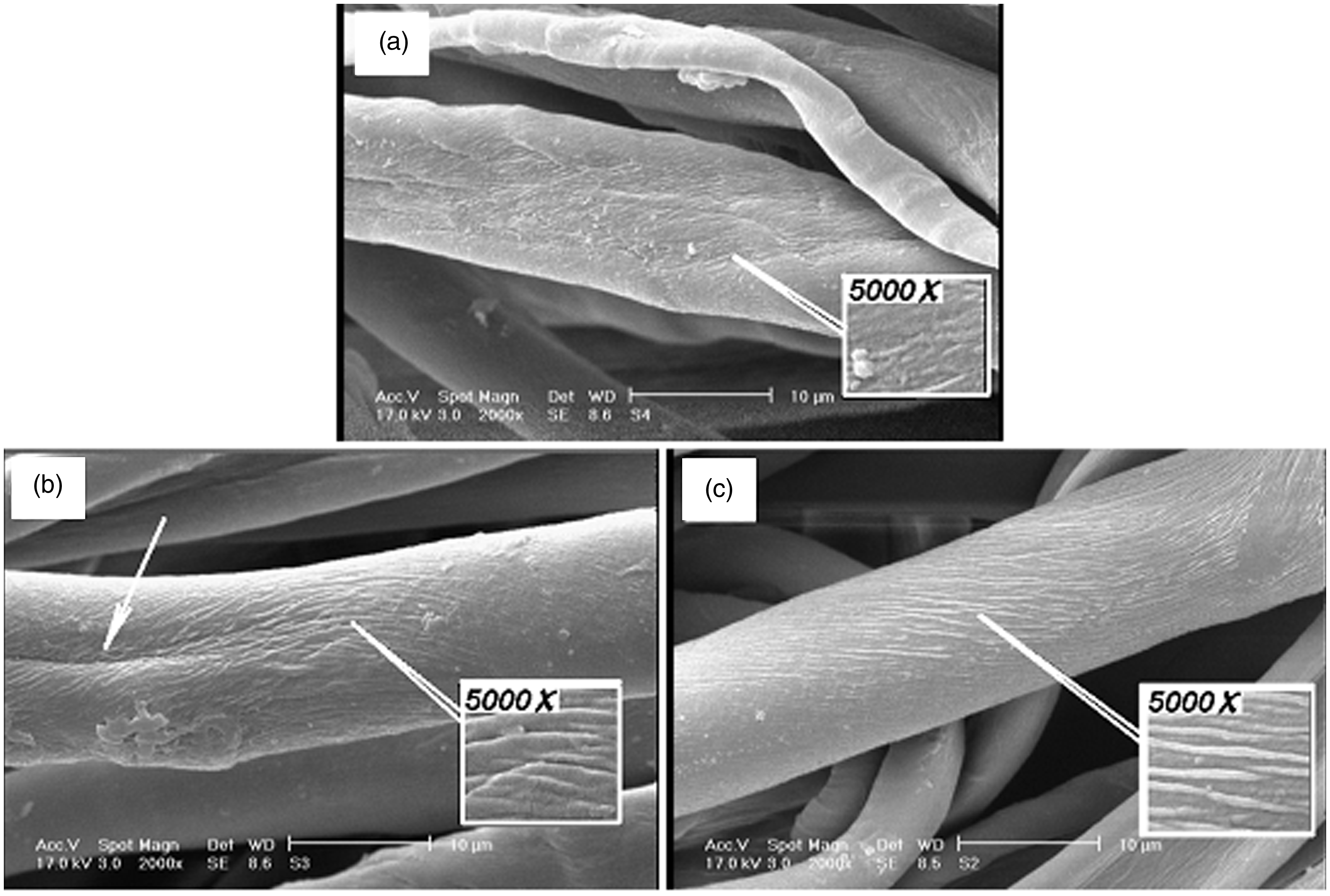
Breaking load and elongation at break
Figure 3 shows a box-and-whisker diagram for tensile breaking load and elongations of mercerized open-ended cotton yarns. Minimum, maximum, median (broadened for better observation) and lower and upper limits are depicted in two categories: slack and with tension mercerized samples. The skewness of samples treated with the ultrasonic bath seems less. Treated samples in slack form show more elongation at the break. Most of them have passed a 60 mm border in comparison with approximately 11.90 mm for upper extremes with tension-treated samples. But their breaking load is less than treated samples with tension (few of them have passed 0.600 kgf border just in their upper extremes). These results are also in agreement with other studies such as those by Hari et al.
39
The mechanical properties for treated samples at 60℃ show some deterioration. It may be related to the degradation of cellulosic polymer chains caused by warm alkali treatment (Figure 3).
Box plots for treated samples.
Data for load at break values of samples was obtained by analyses of variance (ANOVAs), robust tests of equality of means, and Duncan post hoc tests for comparing homogenous subsets. Homogeneity of variances showed p values (0.108 and 0.355 for with tension and slack mercerized samples) greater than the 0.05 significance level. ANOVA showed significant differences between the mean of groups (F(15,112) = 4.251, p < 0.05 for mercerized samples with tension and F(15,112) = 2.934, p < 0.05 for slack mercerized samples). For mercerized samples with tension, U-40-5 min, U-20-5 min, U-0-10 min, Con_0_5 min, U-0-5 min and U-60-5 min samples were placed by Duncan test in the last group, or the highest values. Slack mercerized samples showed similar results and U-0-10 min, U-0-5 min, Con-0-5 min, U-40-10 min, U-60-5 min, U-40-5 min samples were placed in the highest group.
To compare the elongation at break values of samples, the same analysis for load at breaks was performed. The homogeneity of variances was rejected, so for post hoc tests Games-Howell tests were selected to compare samples with the assumption of not equal variances. Homogeneity of variances showed p values (0.000 and 0.001 with tension and slack mercerized samples) lesser than the 0.05 significance level. ANOVA showed significant differences between the means of groups (F(15,112) = 2.603, p < 0.05 for mercerized samples with tension and F(15,112) = 28.512, p < 0.05 for slack mercerized samples). Robust tests of equality of means showed p values (Welch =0.000, Brown-Forsthe = 0.004 and Welch = 0.000, Brown-Forsthe = 0.000 for with tension and slack mercerized samples) smaller than 0.05, confirming the differences between means of samples although the variances are not homogenous. Games-Howell tests starred samples U-40-5 min, U-20-5 min, U-20-10 min and con_40_5 min as the highest values for slacked samples. The worst values of elongation for samples like con_60_10 min comprised significantly different samples, and there was no significant difference between conventional and samples treated with ultrasonic bath.
XRD and CI (X-ray)
To consider the similarities, difractograms are presented for treated samples either in slack only or with the tension state at 40℃ (Figure 4). The diffraction of untreated samples shows three distinct peaks at 2θ = 15° (101), 17° (
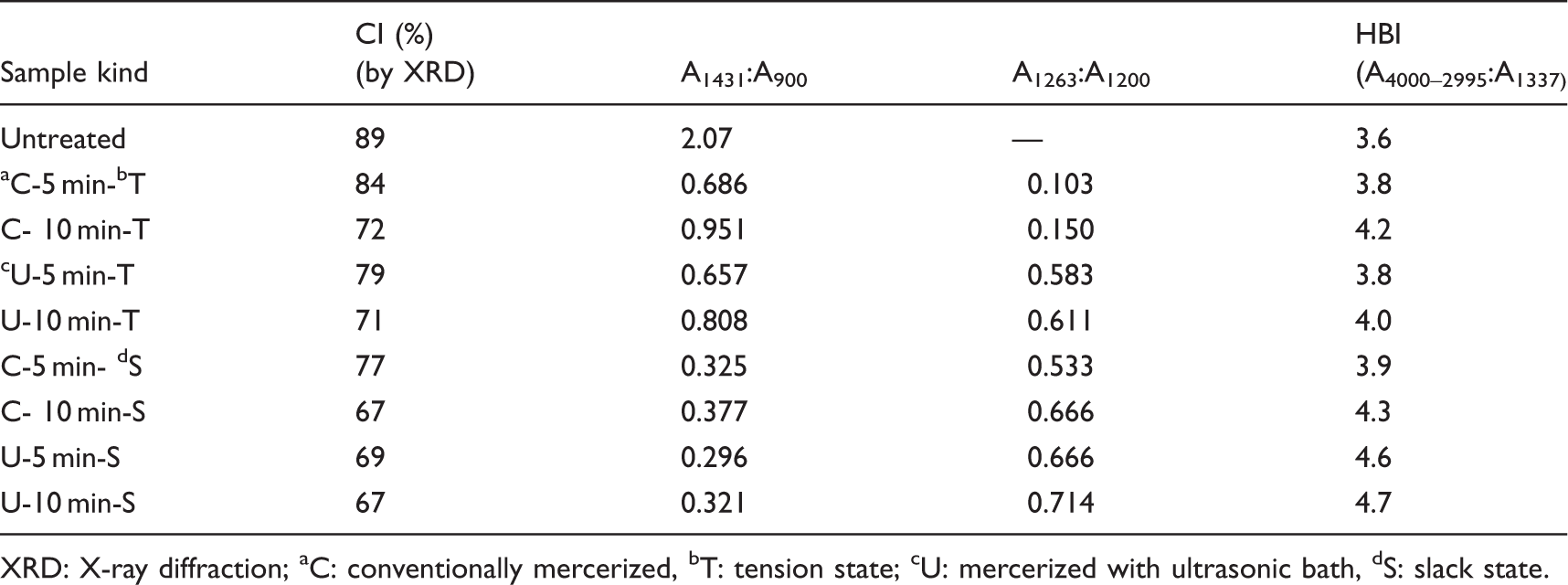
Wide angle X-ray diffraction curves of (I) untreated sample, (II) conventional mercerized at 40℃ and (III) mercerized with ultrasonic bath samples at 40℃. Crystallinity index (CI), absorbance ratios A1431:A900 and A1263:A1200 and hydrogen bonding intensity (HBI) for samples treated at 40℃ XRD: X-ray diffraction; aC: conventionally mercerized, bT: tension state; cU: mercerized with ultrasonic bath, dS: slack state.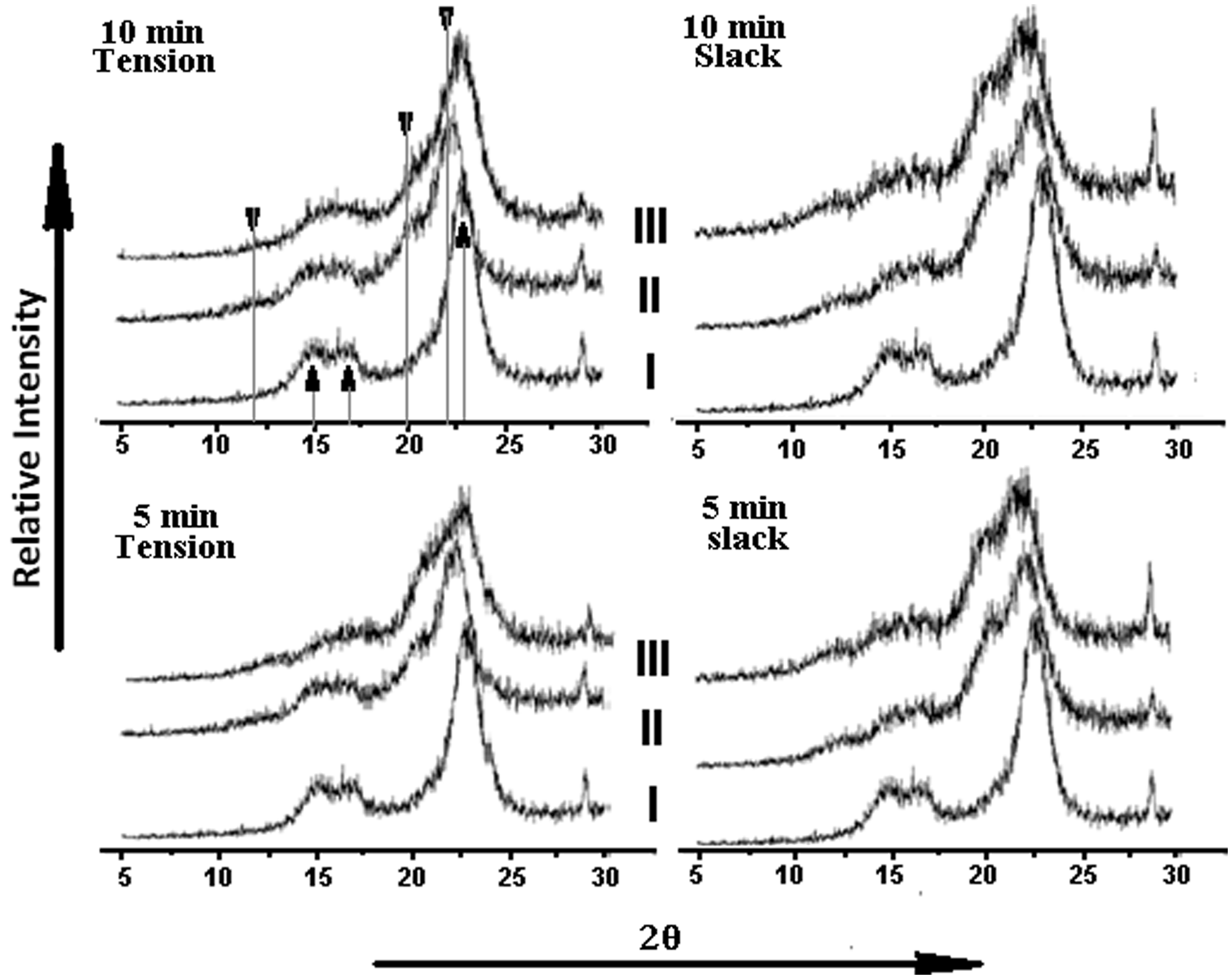
FTIR analysis
FTIR spectrograms and some of their characteristics peaks related to crystal zones are specified for treated samples only at 40℃ (Figure 5). Shifting absorbance peaks from 897 cm–1 (cellulose I) to 894 cm–1 (cellulose II) related to γCOC at β-glycosidic linkage, γCOC, γCCO and γCCH at C-5 and C-6 are observable for the slack mercerized samples and show more shifting for the samples treated with ultrasonic bath. Absorbance change for conventional treated samples with tension is about “–2.” The peak at 2900 cm–1 is related to γCH groups in cellulose I, and will be shifted to lower values (2892 cm–1) for cellulose II. There is also a peak shift at 3343 cm–1 (cellulose I) to 2892 cm–1 (cellulose II)-related γOH. Both of these peak shifts are observable (Figure 5), and again the slack samples treated with ultrasonic bath show maximum shifts among other samples.
Fourier-Transform Infrared (FTIR) spectrogram of samples at 40 ℃. (a) Untreated samples and treated samples with tension. (b) Treated samples in slack form. Some characteristic peaks are specified between the lines.
Absorbance ratios A1431:A900 and A1263:A1200 were used to determine the CI of samples treated at 40℃ (Table 1). The first ratio (A1431:A900) is related to the CI of the cellulose I lattice. The absorbance ratio of 1431 cm–1 was related to the crystalline area, while the absorbance ratio of 900 cm–1 was related to amorphous cellulose. The ratio A1431:A900 was defined as an empirical crystalline index, as related to the cellulose type I.40,41 The later ratio (A1263:A1200) is proportional to the transformation of cellulose I to the cellulose II lattice. Absorbance ratios A1431:A900 change from 2.07 for untreated samples to 0.296 for treated samples. There is again a difference between the two groups, i.e. treated samples in slack or with tension. The ratio ranges are between 0.686 to 0.951 for mercerized samples with tension and 0.296 to 0.377 for slack mercerized samples. The ratio of A1263:A1200 is proportional and in accordance with these results (Table 1). The lowest (A1431:A900) and highest values (A1263:A1200) belong to the slacked mercerized samples with ultrasonic bath. These results are in agreement with CI (XRD) results. As mentioned above, FTIR showed hydrogen bonds in various peaks around 2995–4000 cm–1, about 3343 cm–1, and 3451 cm–1, for cellulose I and cellulose II, respectively. The ratio of 2995–4000 cm–1 to 1337 cm–1 is known as an empirical hydrogen-bonding intensity (HBI). In this method, increasing the ratio indicates the increased content of cellulose II. Its values change from 3.6 (untreated sample) to 4.7, which belongs to mercerized samples treated with ultrasonic bath.
Low-intensity (high-frequency) ultrasonic waves can cause segmental motion, conformational change, and vibrational and translational energy interchange. Using ultrasonic waves can increase the pressure applied to the treatment. The total pressure) PT(in a liquid at any time, as a result of the passage through it of a sound wave, is shown by equation (2):
42


The extra produced pressure caused by the propagating of ultrasonic waves including collapsing bubbles formed during cavitations can disrupt hydrogen bonds, in this case intramoleculary hydrogen bonds between 6-OH and 2-OH on the adjacent glucose residue in the cellulose and solution. Furthermore, it can induce oscillation (x) of the cellulose chains about their rest position “x0” (equation (4)) and thereby increase, momentarily, their mean transitional energy “E” (equations (5) and (6)).



All these conditions can improve the conformation transition of parallel chains forming in cellulose I (native cellulose) to cellulose II (alkali-treated cellulose) and indeed increase the degree of mercerization.
Conclusion
Mercerization improves some important chemical and physical properties of natural cellulosic materials including dye uptake, water absorbency, luster, and tenacity, so it is a valuable process especially for cotton goods. In this study, 100% cotton yarns were mercerized with and without tension either conventionally or with ab ultrasonic bath. Microstructure analysis showed improvement of cellulose I transformation to the cellulose II lattice. As a result, investigated tensile mechanical properties improved significantly. The nature of mercerizing treatment, a shorter process among the other wet finishes, in addition to the introduction of continuous warp mercerizing systems especially for denim fabric, highlights the usage of ultrasound waves for increasing mercerizing efficiency and improving the overall properties of the yarn. Furthermore, yarn mercerizing reduces the possible unevenness risk of ultrasound-assisted treatments because of its looser yarn structure and post treatments like weaving.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.